(推荐)10个点解析微凹辊涂布技术
10个点解析微凹辊涂布技术
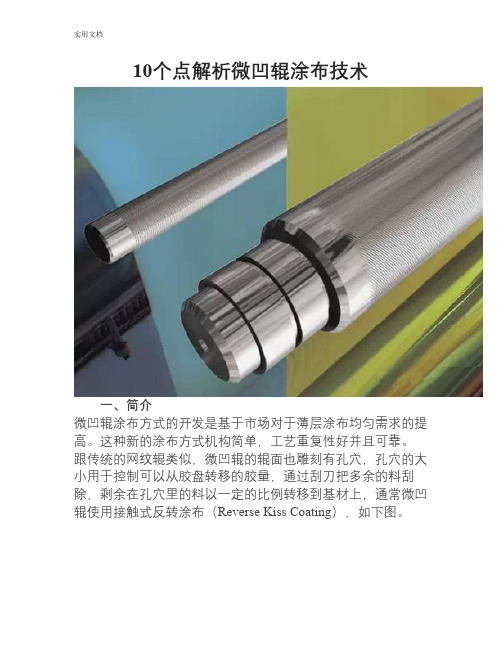
10个点解析微凹辊涂布技术10个点解析微凹辊涂布技术一、简介微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。
这种新的涂布方式机构简单,工艺重复性好并且可靠。
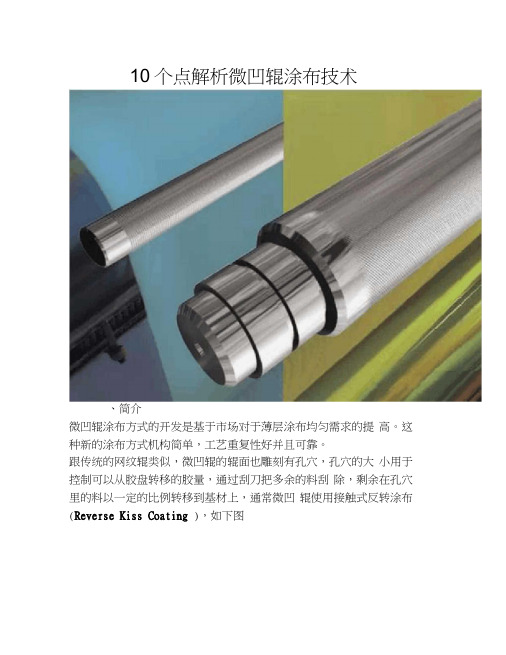
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
二、什么是微凹辊?- 特点1. 接触式–为什么要选择接触式的呢?传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。
另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
2. 反转式–反转有什么优势?所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
三、微凹辊vs 其他涂布方式那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?传统的网纹辊也可以选择接触反转啊?两者其实还是有很大差异的。
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到250 毫米。
而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
个点解析微凹辊涂布技术

个点解析微凹辊涂布技术 Revised by Liu Jing on January 12, 202110个点解析微凹辊涂布技术一、简介微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。
这种新的涂布方式机构简单,工艺重复性好并且可靠。
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
二、什么是微凹辊? - 特点1. 接触式–为什么要选择接触式的呢?传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。
另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
2. 反转式–反转有什么优势?所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
三、微凹辊 vs 其他涂布方式那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢传统的网纹辊也可以选择接触反转啊两者其实还是有很大差异的。
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到 250 毫米。
而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
10个点解析汇报微凹辊涂布技术
10个点解析微凹辊涂布技术一、简介微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。
这种新的涂布方式机构简单,工艺重复性好并且可靠。
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
二、什么是微凹辊?- 特点1. 接触式–为什么要选择接触式的呢?传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。
另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
2. 反转式–反转有什么优势?所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
三、微凹辊vs 其他涂布方式那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?传统的网纹辊也可以选择接触反转啊?两者其实还是有很大差异的。
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到250 毫米。
而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
微凹辊及其涂布方法
将主动圆网笼上的浓浆刮下,刮下的浓浆落在出料溜板上,滑入下方的螺旋送料机,输送减速机驱动送料螺旋旋转,将浓浆输送至出浆口排出。
圆网笼内的压榨水从一侧的出水口排出,出口浓浆可以达到25%~30%的干度,产能为10t/h,主电机配置功率30kW,额定电流58A,实际运行电流34~40A (额定电流的60%~70%)。
由于出水口设置在圆网笼主轴的下方,圆网笼内部的水位较低,因此经过加压的纸浆进入箱体内部后,由于压差以及重力的存在,一部分纸浆会自行从圆网笼外渗透进入圆网笼,达到初步挤浆的效果,再经从动圆网笼和主动圆网笼之间的压榨区进一步压榨脱水。
而螺旋送料机只负责输送浓浆,不进行压榨,因此耗电低,处理一吨浆只需消耗2千瓦时电,是现有的双辊挤浆机消耗电能的三分之一。
使用过程中,刮干净的从动圆网笼通过上方靠近箱体一侧设置的喷水管喷淋清洗,主动圆网笼则通过出料溜板下方设置的喷水管喷淋清洗,两个喷水管都可以移动喷淋,从而全面地清洗圆网笼。
设备关闭时,也可以单独开启移动喷淋装置喷淋清洗,同时可以局部清洗圆网笼的某个部位。
以上设置可作如下修改。
例如将螺旋送料机设置在从动圆网笼一侧的箱体上,在从动圆网笼的外侧上方设置剥浆辊,在剥浆辊下方设置出料溜板,在压榨区上方贴合主动圆网笼设置刮刀,刮刀刮下主动圆网笼的浓浆,运送到从动圆网笼上,剥浆辊剥落后,由螺旋送料机输送出料。
CN 108043653 A发明人:余赞 彭宁 罗臻 钱正宇 钟文 田璐 陈华 杜建军申请人:常德金德新材料科技股份有限公司提供一种微凹辊及使用微凹辊的涂布方法,以解决现有技术涂布带料量少的问题。
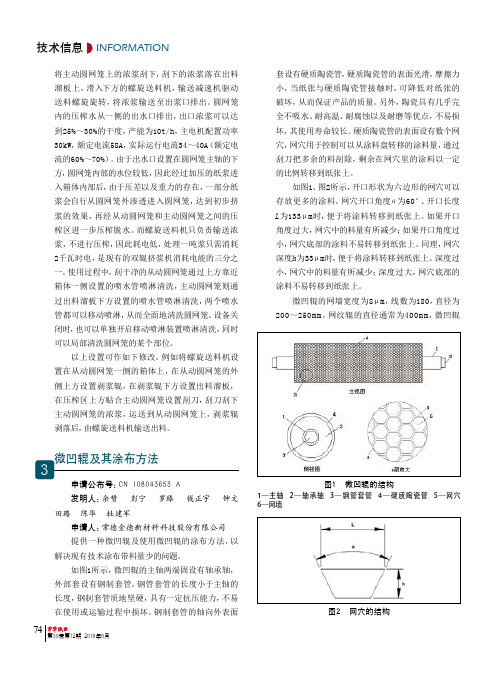
如图1所示,微凹辊的主轴两端固设有轴承轴,外部套设有钢制套管。
钢管套管的长度小于主轴的长度,钢制套管质地坚硬,具有一定抗压能力,不易在使用或运输过程中损坏。
钢制套管的轴向外表面套设有硬质陶瓷管,硬质陶瓷管的表面光滑,摩擦力小,当纸张与硬质陶瓷管接触时,可降低对纸张的破坏,从而保证产品的质量。
微凹涂布技术与横纹原因分析及解决方案

微凹涂布技术与横纹原因分析及解决方案摘要:基于市场对超薄精密的涂层需求的不断提升,微凹辊涂布技术才被研发出来。
随着国内产业向高端转型,提高产品国际竞争力。
微凹涂布技术由高端制造业逐步进入传统行业,给传统行业注入活力。
本文探讨凹版涂布方式,传统凹版涂布的弊端,及微凹涂布的优点。
重点讨论微凹涂布最常见的问题:横纹,其产生的原因,分析及提出对应的解决方法。
希望相关同业者一起探讨横纹产生的原因及解决方案,并在实际借鉴这些方法分析横纹产生的原因,对症下药,快速解决横纹现象,迅速恢复生产。
关键词:涂布头,逆向涂布,微凹辊,刮刀,可调节辊,震动,跳动,张力,横纹。
凹版涂布方式是工业涂布中使用最普遍的技术,分为传统凹版涂布和微凹涂布2种涂布方式,传统凹版涂布主要用于有色油墨印刷产品和涂层厚度适中,且涂布均匀性要求不高的产品,微凹涂布属于精密涂布技术中的一种,微凹涂布方式相比较传统凹版方式,操作更加简单,工艺重复性好,产品质量稳定,可靠。
而且其涂布厚度薄,涂布均匀无瑕疵。
主要用于离型膜、光学膜、锂电池隔膜及极片等高端产品上。
微凹涂布对配套设备精度要求高,对人员操作水平要求高。
两者虽都属于凹版涂布,但涂布原理还是大不相同。
一、传统凹版涂布原理与涂布头结构传统的凹版涂布头一般有浆槽、刮刀及上、下辊组成,上辊为橡胶辊,称为背压胶辊,下辊为金属网纹辊,又称为印刷凹印辊,如图1所示。
涂布辊为网纹辊,直径一般为Φ125~300mm,特殊情况,也可以制作更大直径的网纹辊。
传统凹版涂布原理:网纹辊浸泡在浆槽中,通过旋转把涂布液带起,刮刀将网纹辊表面多余的涂布液刮去,留下孔穴里的涂布液,背压胶辊将基材压贴在网纹辊表面。
网纹辊带着基材与背压胶辊一起同向运动,孔穴里的涂布液以一定的设计比例转移到基材上,此过程完成了涂布。
由于网纹辊、背压胶辊与基材的运动方向相同,所以又称为同向涂布。
传统凹版涂布最明显的缺陷有三点:1、当基材与网纹辊分离的过程中,网纹辊穴孔中的涂布液一部分转移到基材表面,一部分留在网纹穴孔中,此时涂布液发生撕裂,这种撕裂造成涂布液涂布不均匀,致使基材表面涂层呈现细小网纹印。
辊式涂布机的具体涂布方式简述
辊式涂布机的具体涂布方式简述网印特印行业专业B2B类垂直门户网站---中国网印特印网辊式涂布机的具体涂布方式简述辊式涂布机涂布时,涂料在辊间分离时,由于表面张力的作用,涂料形成了像鸭蹼似的薄膜层,辊间的薄膜随两辊的转动而拉伸、变薄、最后破裂,形成瞬间石笋状中间体,最后恢复至原来的表面。
由于分裂后涂料的表面张力在涂层上的分布不均匀,从而可能在涂层表面形成云纹和麻点状花纹。
文章资料来源于:中国网印特印网1 纸品经过涂布加工以后,可以改善纸品的印刷适性、特殊性能和装饰作用等。
2 涂布设备主要由退纸机、涂布头、干燥器和卷纸机四部分组成,其中涂布头是完成涂料在纸面上涂布的主要设备。
3 涂布头在完成涂布作业时,同时具有两个功能: 对涂布量的计量和对涂层质量的整饰。
4 纸张的涂布方式,按照涂布器的位置可以分为机内涂布和机外涂布 ;按照涂布面分为单面涂布和双面涂多次涂布。
5 矿物涂料的组分有颜料、胶黏剂和辅助助剂。
布 ;按照涂层可分为一次涂布和6 影响颜料分散机的混合效果因素有混合强度、混合时间、混合物的固含量和剪切速度。
7 涂料的筛选设备主要有振动筛和过滤器。
8 刷式涂布器中的毛刷是由毛刷毛、毛刷夹具和移动设备构成。
9 气刀涂布器的结构包括校正辊、引纸辊、压纸辊、涂布辊、背辊、气刀、履带真空箱和回料系统等。
10 双流涂布器的是由喷嘴式上料装置、刮刀计量装置、背辊和涂料收集盘构成。
11 倒置式刮刀涂布器是溢流接触式刮刀涂布器的前身,后者是目前世界造纸业使用最为广泛的涂布装置之一。
12 涂布刮刀可以分为软刮刀(无倾角刮刀) 和硬刮刀(倾角刮刀) ,刮刀的厚度~ mm,宽度 70~105 mm,长度随各类涂布机的宽度而定。
13 辊式涂布机根据涂布头可分为压榨辊式涂布头、逆转辊式涂布头、传递辊式涂布头、凹版辊式涂布头。
14 所形成的花纹的轻重程度同时受涂料的流变性、粘性、涂布速度和涂布量以及辊筒的硬度等因素所影响。
简述凹版涂布技术原理
简述凹版涂布技术原理今天来聊聊凹版涂布技术原理,这可是个很有趣的技术呢!我想到一个生活现象可能有助于我们来理解它的原理。
大家都见过那种老式的油墨印刷吧?就是那种有一个大滚轮,滚轮上刻着字或者图案,然后滚轮在墨盘里蘸一下墨水,再印到纸上。
凹版涂布技术呢,有点类似这个过程。
凹版涂布是一种精确的涂布方式。
想象一下,有一个专门制作的凹版辊子,这个辊子的表面可不是平的,上面刻满了各种各样的小凹槽。
这些小凹槽就像是一个个小杯具,用来盛装涂布的液体,比如涂料或者胶水之类的。
这就要说到,首先这个凹版辊子会转动,然后它要从一个储存涂布液体的地方经过,就像那个油墨轮蘸墨水一样,辊子上的小凹槽就把液体给装进去了。
打个比方吧,这个凹版辊子就像是一个特殊的勺子,这些小凹槽就是勺子上一个个浅浅的小坑。
当装满了“汤”(涂布液体)之后呢,凹版辊子再压向要涂布的材料,比如说纸张或者薄膜之类的。
这时候,由于压力的作用,小凹槽里的液体就被转移到材料上啦。
老实说,我一开始也不明白,这些凹槽里的液体怎么能那么均匀地涂到材料上呢?后来我才发现,这里面还涉及到很多的参数控制呢。
比如说辊子的转速、涂布时的压力都是关键因素。
如果辊子转得太快,或者压力太小,可能就会使得凹槽里的液体不能完全转移,涂层就会不均匀,就像勺子里的汤洒得不均匀一样。
说到这里,你可能会问,那这个技术有啥实际用处啊?实际应用可广泛了。
比如在包装行业,一些高级的食品包装上的涂层就是用凹版涂布技术做的。
它能够精确地控制涂层的量,既能够起到保护食物、防潮、防氧化的作用,又能使得包装看起来更美观。
在学习这个原理的时候,我还发现有一些注意事项。
例如那个凹版辊子的材质和加工精度都非常重要。
要是辊子表面不够光滑或者那些小凹槽的尺寸相差太大,都会影响涂布的效果。
延伸思考一下,随着科技的发展,凹版涂布技术也在不断改进。
未来能不能通过一些智能控制系统,让整个涂布过程更加精确和高效呢?大家可以一起讨论讨论哦,我觉得这是一个很值得探讨的方向呢。
个点解析微凹辊涂布技术
10个点解析微凹辊涂布技术、简介微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。
这种新的涂布方式机构简单,工艺重复性好并且可靠。
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating ),如下图二、什么是微凹辊?-特点1.接触式-?为什么要选择接触式的呢?传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。
另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
2.反转式-反转有什么优势?所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生撕裂”(film splitting ),一部分溶液转移到基材上,一部分留在辊上,这种撕裂”会造成涂布外观的缺陷如条纹(ribbing ),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
三、微凹辊vs其他涂布方式那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?传统的网纹辊也可以选择接触反转啊?两者其实还是有很大差异的。
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125到250毫米。
而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10个点解析微凹辊涂布技术
一、简介
微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。
这种新的涂布方式机构简单,工艺重复性好并且可靠。
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
二、什么是微凹辊? - 特点
1. 接触式–为什么要选择接触式的呢?传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。
另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
2. 反转式–反转有什么优势?所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
三、微凹辊 vs 其他涂布方式
那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?传统的网纹辊也可以选择接触反转啊?两者其实还是有很大差异的。
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到 250 毫米。
而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
辊的直径越小,那意味着基材与辊的接触线就越小,当这个接触线越小的时候,出现涂布缺陷的可能就会越小。
如同传统的网纹辊涂布一样,微凹辊的涂布工艺中,辊筒浸润在涂布胶盘中,通过转动把溶液带起,然后通过刮刀把多余的
溶液刮除,剩余的溶液填充在微凹辊的孔穴中,孔穴中的积液以一定的比率转移到涂布基材上。
四、网纹辊涂布结构
五、辊筒网纹设计
如果想得到整个幅面均匀的涂布厚度,就需要保证辊筒的带胶在整个幅面上也是均匀并且精确的。
所以整个过程中,辊筒的孔穴容积率和刮刀的设置是决定涂布量的关键因素。
一个好的微凹辊供应商会精确地检测制造的微凹辊的孔穴质量和计算孔穴的容积率,并且提供详细的检测报告。
六、容积率计算
七、孔穴质量检测
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。
主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。
相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。
刮刀压在微凹辊上压力应该尽量轻。
刮刀与微凹辊的接触角度与传统网纹辊比,应该更陡。
传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。
因为如果微凹辊与刮刀的角度处于非切线的位置时,你会发现刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
八、传统网纹辊刮刀接触角度
九、不同的刮刀选择
十、微凹辊涂布量的微调整方法
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。
随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈
现下降的趋势,整个曲线如同钟形,而并非会一直增加,其实这点很容易想象。
通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。
尽管微凹辊上的孔穴设计是决定涂布量的关键参数,也就是你花钱买了个辊,上面的孔穴定了,然后告诉你你只能涂这个涂布量,那这种涂布方式也太没有亲和力了,性价比极具下降,有没有?但是这个时候你可以调转速比,从另外一个角度又给涂布量的变化提供了一种可能,突然之间,幸福感又满满了!通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。
(注:专业文档是经验性极强的领域,无法思考和涵盖全面,素材和资料部分来自网络,供参考。
可复制、编制,期待你的好评与关注)。