善能大河信能珩磨工具珩磨头珩磨杆
珩磨

一、珩磨加工原理:珩磨是利用安装于珩磨头圆周上的一条或多条油石,由涨开机构(有旋转式和推进式两种)将油石沿径向涨开,使其压向工件孔壁,以便产生一定的面接触。
同时使珩磨头旋转和往复运动,零件不动; 或珩磨头只作旋转运动,工件往复运动,从而实现珩磨。
二、珩磨工艺;珩磨是磨削加工的一种特殊形式,又是精加工中的一种高效加工方法。
这种工艺不仅能去除较大的加工余量,而且是一种提高零件尺寸精度、几何形状精度、表面粗糙度的有效加工方法。
三、珩磨油的作用:1、润滑作用:有利于油石与缸筒壁更好的接触、减少油石的损伤。
2、冷却作用:缸筒发热后不易珩磨,有利于珩磨效率。
3、冲渣作用:能够及时冲走磨下的铁泥,使缸筒光洁、光滑。
4、防锈作用:缸筒存放不易起锈。
四、珩磨流程1、检查珩磨机有无异常现象,开启电源。
2、准备珩磨所需的量具、灯具、工具及珩磨记录表等。
3、根据不同缸筒的直径大小来调整珩磨机上固定缸筒的V型架高度、珩磨杆及珩磨头的大小,(1)V型夹具调整A型夹具调整范围调整参考表:此表为理论数据,仅供参考A D 50 80 110 140 170 200 230 260 290 320 350 3800 315.6 298.3 281 263.7 246.3 229 211.7 194.4 177.1 159.7 142.4 125.1 3 313.9 296.6 279.3 262 244.6 227.3 210 192.7 175.3 158 140.7 123.4 6 312.2 294.8 277.5 260.2 242.9 225.6 208.2 190.9 173.6 156.3 139 121.6 9 310.4 293.1 275.8 258.5 241.2 223.8 206.5 189.1 171.9 154.5 137.2 120 12 308.7 291.4 274.1 256.7 239.4 222.1 204.8 187.5 170.1 152.8 135.5 118.2 15 307 289.7 272.3 255 237.7 220.3 203.1 185.7 168.4 151.1 133.8 116.4 18 305.2 287.9 270.6 253.3 236 218.6 201.3 184 166.7 149.3 132 144.7 21 303.5 286.2 268.9 251.5 234.2 216.9 199.6 182.3 165 147.6 130.3 113 24 301.8 284.5 267.1 249.8 232.5 215.2 197.8 180.5 163.2 145.9 128.627 300 282.7 265.4 248.1 230.8 213.4 196.1 178.8 161.5 144.2 126.8注:A为加值,单位为(mm),D为基本尺寸。
珩磨资料

珩磨资料SV-310立式珩磨机SV-310结合动力、精度、耐用性和技术使每个孔珩磨费用达到最小,适合中、大批量生产!配备有一个全新的冲程系统(专利技术),这系统可以实现完全的垂直冲程,也能在孔的任意位置进行停顿或进行短冲程珩磨以达到最佳的圆度和直线度。
另外,创新的冲程控制系统可以达到整个孔内所有部位的平台和网纹都一致,在这以前是没有机器可以做到的。
SV-310配备了调整手轮,可以让操作者对冲程控制和油石进给位置进行轻松调节。
通过一个可选的伺服驱动装置,该手轮还可以对“X”方向上进行调整。
对于X方向上多孔进行珩磨(如直列式缸体),可以利用此功能进行程序设置,设定多个珩磨位置。
SV-310机床使得立式珩磨更快、更容易、更精确、更经济也更高效。
性能特点:·美观、耐用、低维护性的不锈钢外壳提供了一个整洁的工作环境并确保了操作者的安全。
·可选的X轴向(左右方向)的伺服控制允许程序多孔定位,可以运用在生产线的多孔珩磨中。
·具有孔型显示功能,可在珩磨中观察孔型。
·可选的气动测量回馈系统可以保证孔的尺寸一致。
·高扭矩的皮带输出和精密的主轴保证了孔的优质质量。
·免维护终身润滑立式和卧式导轨确保机床优良性能。
·旋转或直线进给系统通过不同的工具(GHSS、GHTS、CV/CK、P20/P28、MPS)确保精确切削。
·前敞开式推进门,可方便在工作区进行手动或自动装载工件,对于大型或异型工件,操作人员可进入机床工作区进行工件安装。
·先进的冲程伺服控制保证了内部网纹一致,能精确控制网纹的角度。
并能在孔的任意位置实现短冲程和停顿,孔的端部也能达到高精度的珩磨。
·自动停顿功能可以自动纠正孔的直线度(特别适用于盲孔)·珩磨长孔的垂直冲程长度可达到762mm(30in.)·可选择的冷却系统:纸过滤、磁性分离过滤或中央过滤系统。
史上最全珩磨工艺及珩磨工具,收藏这个,基本珩磨知识都会了!

珩磨简介珩磨或称搪磨,其加工方法是:机床主轴带动珩磨工具(珩磨头)一面旋转,一面作直线上下往复运动,珩磨头上的油石(磨条)在一定的向外胀出压力作用下,在工件表面上去除磨屑,磨出螺旋形交叉网纹磨痕,它主要用于精密孔的加工,如发动机缸孔、压缩机缸孔、连杆、泵体及控制块等。
图1所示是珩磨加工中油石的运动轨迹,其中,l w为工件长度,π dw为工件孔的周长,θ为磨痕交叉角。
Ⅰ、Ⅱ、Ⅲ是油石在一个往复行程中折返时顺次的位置。
为了不让磨痕重复,回程位置Ⅲ应偏离起始位置Ⅰ有S的距离。
早期使用靠弹簧力推圆锥斜面胀出油石的珩磨头,如图2所示。
目前新型珩磨头主要均靠液压胀出,图2中的1为油石(磨条),油石是由磨料加结合剂构成的条形磨具,根据被加工材料的不同,可选择相应油石中的磨料,形状、种类、粒度、结合剂、硬度、组织和性能。
珩磨头通常由多块油石均布构成,可同时对孔的多处进行加工。
图1 加工中油石的运动轨迹图2 早期的珩磨头结构珩磨原理及特点1.珩磨能够精加工的原理把珩磨油石和工件看成两个互研的表面,为达到高的加工质量,应使它们在相对的往复运动中,油石上每一颗磨粒在孔壁上的运动轨迹都不重复。
加工时,油石和工件在面接触状态下,以较低的切削速度和压力,可靠地磨除工件较小的加工余量(一般为0.01~0.08mm,需根据不同加工材料、加工批量及加工要求而定)。
珩磨能显著地提高工件的尺寸精度(小孔达1~2μm,中等孔达10μm,二者甚至更小)和形状精度(小孔圆度达0.5μm,圆柱度达1μm,中等孔圆度达3μm以上甚至更小;孔长300~500mm时,圆柱度达5μm以下,加工误差分散范围小,仅为1~3μm,加工表面质量高,其表面粗糙度值R a仅约为0.4~0.04μm,甚至更小),一般因油石对工件平均压力P小(约0.4~0.8MPa),故发热量小,加工表面变质层也少,因为珩磨头与工件是面接触,同时参加切削的磨粒多,故也是一种高效的加工方法。
珩磨杆的分类和特点
珩磨杆的分类和特点珩磨杆是一种常见的磨削工具,用于对工件进行磨削和研磨。
根据不同的磨削需求和具体应用,珩磨杆可以分为多种不同的类别。
下面将介绍几种常见的珩磨杆分类及其特点。
1.金刚石磨珩棒:金刚石磨珩棒是一种常见的高硬度磨削工具,主要用于对坚硬材料的高精度磨削。
其特点包括高硬度、高耐磨性和高热导率等。
金刚石磨珩棒通常用于对硬质合金、陶瓷、石英和玻璃等材料进行精密磨削。
2.棒夹磨珩杆:棒夹磨珩杆是一种采用棒夹固定磨具的珩磨工具。
其特点是简单易用、操作方便,适用于各种珩磨机床。
棒夹磨珩杆广泛应用于车床、铣床和加工中心等机床上的珩磨工艺中。
3.磨珩棒:磨珩棒是一种用于精密磨削加工的杆状工具,通常由金刚石或氧化铝等磨料与粘结剂组成。
磨珩棒的主要特点是可以实现高精度的磨削,并具有良好的抛光效果,特别适用于对工件加工表面进行细微修整和抛光。
4.砂轮珩棒:砂轮珩棒是一种常见的珩磨工具,由磨粒和粘结剂组成。
砂轮珩棒通常用于对较大的工件进行磨削,具有高效、快速的特点。
砂轮珩棒可适用于多种材料的磨削,包括金属、陶瓷和塑料等。
5.线磨珩杆:线磨珩杆是一种在磨削过程中采用细丝线或钢丝进行磨削的工具。
其特点是磨削速度较快,并且可以在磨削过程中实现较高的自动化程度。
线磨珩杆通常用于对工件表面进行去毛刺、去棱角和抛光等工艺。
总之,珩磨杆具有多种分类,每种分类的珩磨杆在不同的磨削应用中都有其独特的特点和优势。
根据具体的磨削需求和材料特性,选择适合的珩磨杆分类可以提高磨削效率和加工质量。
珩磨

珩磨是磨削加工的一种特殊形式,属于光整加工。
需要在磨削或精镗的基础上进行。
珩磨加工范围比较广,特别是大批大量生产中采用专用珩磨机珩磨更为经济合理,对于某些零件,珩磨已成为典型的光整加工方法,如发动机的气缸套,连杆孔和液压缸筒等。
(1)珩磨原理在一定压力下,珩磨头上的砂条(油石)与工件加工表面之间产生复杂的的相对运动,珩磨头上的磨粒起切削、刮擦和挤压作用,从加工表面上切下极薄的金属层。
(2)珩磨方法珩磨所用的工具是由若干砂条(油石)组成的珩磨头,四周砂条能作径向张缩,并以一定的压力与孔表面接触,珩磨头上的砂条有三种运动;即旋转运动、往复运动和加压力的径向运动。
珩磨头与工件之间的旋转和往复运动,使砂条的磨粒在孔表面上的切削轨迹形成交叉而又不相重复的网纹。
珩磨时磨条便从工件上切去极薄的一层材料,并在孔表面形成交叉而不重复的网纹切痕,这种交叉而不重复的网纹切痕有利于贮存润滑油,使零件表面之间易形成—层油膜,从而减少零件间的表面磨损。
(3)珩磨的特点1)珩磨时砂条与工件孔壁的接触面积很大,磨粒的垂直负荷仅为磨削的1/50~1/100。
此外,珩磨的切削速度较低,一般在100m/min以下,仅为普通磨削的1/30~1/100。
在珩磨时,注入的大量切削液,可使脱落的磨粒及时冲走,还可使加工表面得到充分冷却,所以工件发热少,不易烧伤,而且变形层很薄,从而可获得较高的表面质量。
2)珩磨可达较高的尺寸精度、形状精度和较低的粗糙度,珩磨能获得的孔的精度为IT6~IT7级,表面粗糙度Ra为0.2~0.025。
由于在珩模时,表面的突出部分总是先与沙条接触而先被磨去,直至砂条与工件表面完全接触,因而珩磨能对前道工序遗留的几何形状误差进行一定程度的修正,孔的形状误差一般小于0.005mm。
3)珩磨头与机床主轴采用浮动联接,珩磨头工作时,由工件孔壁作导向,沿预加工孔的中心线作往复运动,故珩磨加工不能修正孔的相对位置误差,因此,珩磨前在孔精加工工序中必须安排预加工以保证其位置精度。
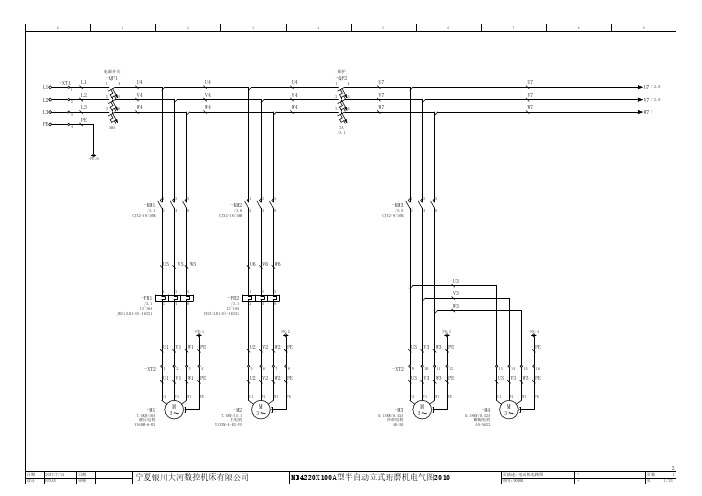
MB4220X100A型半自动立式珩磨机电气图(大河)2010.edb
/5.2
7
8
KT2
/5.3
9
6
KT3
/5.5
7
13
-SQ1
X2-N 14
13
13
13
-SQ2
-SQ3
-SQ4
YBLX-12/2 14 YBLX-K1/311M 14 YBLX-K1/311M 14
13
-SQ5
14
100
101
102
103
104
105
106
107
108
-XT3 44
45
47
48
49
50
1205
647
24
x1
-HL7
XD1-6.3(白) x2
工作台左移 1206 1206
648
25
x1
-HL8
XD1-6.3(白) x2
工作台右移 1207 1207
649
26
x1
-HL9
XD1-6.3(白) x2
XT3 17
22
0
0
0
3.8 / 0
27
0 0/
5
日期 2017/7/14
日期
设计 EPLAN
52
13 14
109
53
13
83
KM1
14
/3.1 84
F4-22
110
111
ቤተ መጻሕፍቲ ባይዱ
54
55
-A1
/3.3 100
0100 高压涨
101
0101 预珩时间
102
0102 高压磨削时间到
103
0103 修光时间到
珩磨的加工原理、珩磨加工的特点以及珩磨主要参数的选择

珩磨的加工原理、珩磨加工的特点以及珩磨主要参数的选择(一)珩磨的加工原理珩磨加工的工具主要采用珩磨头。
珩磨加工时有三种运动,即油石的径向进给、珩磨头的旋转和上、下往复运动。
珩磨头的旋转和上下运动是主运动,完成微量磨削和抛光加工;珩磨头的旋转和上下往复运动,使油石的磨粒走过的轨迹交叉成网状,因而容易获得较小的表面粗糙度;珩磨加工是以工件孔导向;珩磨头与珩磨机应浮动连接。
(二)珩磨加工的特点(1)加工精度高精度可达IT6、圆度、圆柱度可达0.003~0.005mm,但不能纠正上道工序的位置公差。
(2)表面质量好表面粗糙度可达Ra0.2~0.04,甚至0.02;且不烧伤表面。
(3)效率高。
(4)应用范围广可加工Ф5~Ф500mm的工件,长径比L/D可达10,可加工铸铁、钢(淬硬、未淬硬)。
但不适合加工断续表面及韧性高的金属材料。
(三)珩磨主要参数的选择1.油石的选择(1)材料的选择钢件选刚玉,铸铁选碳化硅。
(2)粒度的选择根据表面粗糙度要求不同选取。
表面粗糙度要求为Ra0.4~0.2时,选粒度为120#~W40;表面粗糙度要求为Ra0.2~0.04时,选粒度为W40~W20;表面粗糙度要求为Ra0.02~0.01,选粒度为W20~W14。
(3)硬度的选择一般选R3~ZY1。
2.切削用量的选择粗珩:θ=40°~60°,精珩θ=20°~40°;圆周速度:未淬硬36~49m/min,淬硬23~36m/min,铸铁61~70 m/min;油石压力:粗加工铸铁0.5~1N/mm2,粗加工钢0.8~2N/mm2,精加工铸铁0.2~0.5N/mm2,精加工钢0.4~0.8N/mm2,超精加工0.05~0.1N/mm2。
3.加工余量的选择一般0.1mm以下。
4.切削液的选择一般选60%~90%的煤油加40%~10%的硫化油或动物油。
加工青铜时,用水或干珩。
参考资料:/supply/index.html。
国内外磨料磨具状况
一、前言第八届中国国际机床展览会于2003年4月16日至22日在北京举办,本届展会在CIMT历史上规模空前,展示了当前国际机床工具制造业产品的最高水平。
本次展会参展的国外磨具厂商有4 家,国内磨料磨具厂商有23 家,国内厂商分别参加了中国机床工具工业协会磨料磨具分会、超硬材料分会和涂附磨具分会组织的展团。
此外,还有一些国内外磨床厂商也展出了自己生产的磨具产品。
参展的具有代表性的国外磨具专业生产厂商有奥地利泰利莱(TAROLIT)中国有限公司、法国圣戈班(SAINT-GOBAIN)磨料磨具(上海)有限公司和瑞士的温特苏尔(WST WINTERTHUR)磨削技术有限公司。
他们的磨具产品在本次展会上国外展出的数控磨床上得到大量应用。
国内磨料磨具除原有著名的白鸽集团、上海砂轮厂、苏州砂轮厂、苏北砂轮厂等行业著名企业之外,还有一批超硬材料磨具生产企业参展,形成了磨料磨具一条街,形势蔚为壮观,展出的产品品种齐全,令人瞩目。
具有国际领先水平的德国、美国、瑞士、奥地利等国的主要磨床生产厂商都参加了本次展会。
他们展出的各种磨床、数控磨床、磨削中心及普通和超硬材料磨具,代表了当今磨削技术、磨床及磨具发展的最高水平,也展示了今后一个阶段磨削技术和磨床发展对磨具产品的需求及磨料磨具产品的发展方向。
目前,世界制造业中心正向中国转移,通过这次展出了解国际磨料磨具产品的技术发展,以及国际磨床和磨削技术发展对磨料磨具产品的市场需求,对今后我国磨具产品的开发和销售具有重要的意义,在此对本届展会的情况进行简单的介绍和评述,供行业同仁参考。
二、国外磨料磨具展商及展品国外参展的主要磨具专业生产厂商虽然只有三家,但实际上包含了诸多国际著名品牌,如美国的诺顿(NORTON)、奥地利的泰利莱(TAROLIT)、德国的温特(WINTER)、英国的尤尼康(UNICON)意大利的文森特(VINCENT)、美国的贝斯登(BAY STATE)、瑞士的温特苏尔(WINTERTHUR)等,这是由于上个世纪九十年代以来国际上企业并购、强强联合的结果。