二重卷封分析
二重卷边要点

BH 是身钩长度(body hook length) ,它是在二重卷边形成时,把罐身的翻边部分 弯曲成钩状的长度。CH 是盖钩长度(cover hook) ,它指在二重卷边形成时,把盖钩 边弯曲在卷边内部的长度。OL 是迭接长度(overlap length) ,它指二重卷边形成后, 经解剖测得身钩与盖钩相互迭接部分的长度。 在图 1-1 中,a 为实际迭接长度,即实际盖钩与身钩相互迭接的长度;b 是理论迭 接长度,即迭接长度理论上能达到的最大值,也是最佳值。G 为卷封空隙,它是卷封 顶部最外层的罐盖材料与从外数第二层的罐壁材料之间的额空隙。 另外,二重卷边的测试参数还有迭接率、盖钩卷入度、身钩卷入度和自由空隙。 迭接率 OL%是指卷边内部盖钩与身钩相互迭接的程度,迭接率越高则卷边的密 封性能越好。迭接率的获得有三种方法: (1)仲裁法,其计算方法如式(1-2) : OL% = a/b× 100% (2)计算法,具体算法如式(1-3)和式(1-4) : OL = BH + CH + 1.1tc – W 式(1-3) 式(1-4) 式(1-2)
金属罐根据结构特点可以分为两片罐和三片罐。两片罐主要由罐身和罐盖组成, 其罐身和罐底为一体结构,罐身与罐盖通过卷封操作形成卷封结构而结合。三片罐由 罐身、罐盖和罐底组成,罐身通过焊接形成桶状结构,罐盖与罐底和罐身均是通过二 重卷封法结合。二重卷边法是金属罐最典型的封口方法,它是指罐身的翻边和罐盖的 圆边在封口机中进行卷封,使罐身和罐盖相互卷合并压紧形成紧密重叠的卷边。二重 卷封技术在把罐盖与罐身连接起来的同时形成不透气的密封状态和光滑的卷边,提高 金属罐的外观质量,延长产品的货架寿命。二重卷封的工作原理是:两个具有不同沟 槽形状的头道滚轮和二道滚轮, 按先后顺序, 与罐体及底盖接合边缘重复地相对滚转, 使两者边缘因弯曲变形而相互紧密地配合,在底盖盖钩内有弹性填料物,因受挤压而 充塞于罐体与底盖之间的卷边全部缝隙中,从而形成良好的密封。 二重卷边的质量参数主要有迭接率、紧密度和接缝盖钩完整率,其中最重要的是 迭接率,要求它们的值要高于 50%。
卷封不良分析

10、埋头度过深
埋头度过深是指盖深超过界限而盖钩与钩叠变短之现象 (如下图) 其产生原因为: (1)、托罐盘压力不对 (2)、轧头与卷轮磨损 (3)、轧头未完全嵌合于盖 (4)、轧头缘厚度不适当 (5)、轧头上缘与第一卷轮沟上
颚间隙不适当
11、折叠或缺口
折叠系盖钩铁皮打折之现象,由切缘向卷缘伸长,严重时卷 缘产生尖锐之下垂,通常发生于薄铁皮。缺口为折叠与皱纹之中 间形者,可适用皱纹度之分级法,均为卷封之主要弱点。如下图 其产生原因为: (1)、第一卷轮过强或太弱 (2)、托罐压力过强 (3)、第一卷轮磨损 (4)、卷轮不滚动 (5)、罐缘或盖卷曲部损坏
占罐盖钩长度的百分率。 11、压力痕(FR)
卷封好的空罐打开后空罐内部出现的痕迹
四、不良卷封与形成的因素
1、下垂、内部下垂
在卷封下缘呈圆状突者而称为下垂。在卷封任何部
分均会发生,但通常在搭接部发生。轻微下垂可当作 正常看,因有厚铁皮之卷入即发生。在下垂部分之盖 钩变短或不存在盖钩。因此内部下垂减少盖钩与罐钩 之钩叠。下垂部之卷封宽度大于正常部分的1.2倍,或 内部下垂超过50%即不能接受(如下图所示)
将罐盖圆边损坏
疑似卷封(假卷)
8、裂唇
裂唇似疑似卷封,罐盖未嵌合而露出之现象,但其宽度有时 超过2-5cm。(如下图) 其产生原因为: (1)、罐缘打弯 (2)、罐缘下垂 (3)、盖卷曲部碰弯或压溃 (4)、罐与盖不嵌合
裂唇
9、断封
断封是卷封下缘铁皮破裂之现象,通常发生于搭接部之卷封。 发现此缺点须立即校正卷封机构(如下图) 其产生原因为: (1)、BH值偏大,托罐压力过强,后测量H值 (2)、反边唇尺寸不一 (3)、卷封过强 (4)、第二卷封之缓冲不良 (5)、第一卷轮钩型过小 (6)、密封胶过多 (7)、罐盖用铁有问题
二重卷边头道卷封滚轮曲线的分析与优化
2 1 卷封 曲线类 型 . 卷封 滚轮必 须具 备适合 卷 封并 易 于加工 的 沟槽 曲
进行 参数 分析 和优 化 , 以提 高效 率 和精度 , 可 降低 试验 成本 , 际上 有 限元 分 析 已 成 为替 代 大量 实 物试 验 的 实
维普资讯
第2 5卷 第 3期
轻I 极 摊
Li htI du ty M a h ne y g n sr ci r
Vo . 5 No 3 12 .
20 0 7年 6月
J n. 0 7 u 2 0
[ 研究 ・ 设计]
重 卷迪 道卷 封滚轮 线 分 析 与优
是 整个 卷边 的基 础 , 果 头道卷 边 达不到 要求 , 如 想得 到 良好 的卷 边 结果 是 不可 能 的 , 因此头 道 卷 封滚 轮 的沟 槽 曲线对 二重 卷边 起 到至关 重要 的作 用[ 。。 】] - 有限元法 是 随着 电子计 算机 的飞速发 展和 广泛应
中左右 滚轮 和上 压头均 为 刚体 , 罐盖 和罐 身为 弹性 体 。 在 卷封 过 程 中 , 盖和 罐 身在 上 压 头 和下 托 盘 的 罐 带 动下旋 转 。 2滚轮 作径 向进 给 , 并在 摩擦 力 的作用下
i n t nM odn a hn nI jci ligM c ie e o
DI NG n s e g ,TANG e — h n Do g— h n W nce g
( . o t e s ie s y Na j g 2 0 9 , hn ; . i g i Mi c o lsi c iey C . L d ,in yn 2 4 3 , h n ) 1S uh at Unv ri , ni 1 0 6 C ia 2 J n y l r n P at sMa hn r o , t . Ja g i 1 4 1 C ia t n a n a c
卷边式封口机械二重卷边原理
6.4.1卷边原理卷边封口机是指用滚轮将金属盖与包装容器开口处相互卷曲勾合来封闭包装容器的机器,又称封罐机。
金属罐头的封口都是采用这种方法,即金属罐。
它通常用镀锡铁板(俗称马口铁)或铝板制造,其板材是经过轧压加工的,金属组织结构致密,具有强度高、铺性大、加工性能优良、罐体的容重比(即体积同罐体重量之比)大等特点。
马口铁三片罐大多使用低碳马口铁板,分别制造出带凸缘的罐身和罐盖,并在罐盖凸缘的封口结合部位涂上橡胶或树脂材料配制的胶液,形成具有弹韧性的密封用薄膜层,采用双重卷边封a法将罐身与罐盖的凸缘卷封成坚固牢实的密封性封底连接。
已封底的罐筒体称为空罐,经检验合格后方可供充填产品。
铝质2片罐直接采用挤压加工法制造而成空罐。
卷边有二重卷缝(或称双重卷缝)、三重卷缝等形式,其中以二重卷边封口居多。
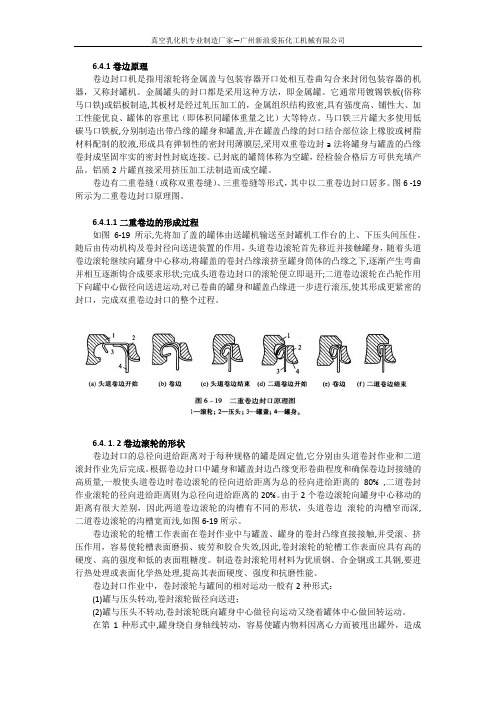
图6 -19所示为二重卷边封口原理图。
6.4.1.1二重卷边的形成过程如图6-19所示,先将加了盖的罐体由送罐机输送至封罐机工作台的上、下压头间压住。
随后由传动机构及卷封径向送进装置的作用,头道卷边滚轮首先移近并接触罐身,随着头道卷边滚轮继续向罐身中心移动,将罐盖的卷封凸缘滚挤至罐身筒体的凸缘之下,逐渐产生弯曲并相互逐渐钩合成要求形状;完成头道卷边封口的滚轮便立即退开;二道卷边滚轮在凸轮作用下向罐中心做径向送进运动,对已卷曲的罐身和罐盖凸缘进一步进行滚压,使其形成更紧密的封口,完成双重卷边封口的整个过程。
6.4. 1. 2卷边滚轮的形状卷边封口的总径向进给距离对于每种规格的罐是固定值,它分别由头道卷封作业和二道滚封作业先后完成。
根据卷边封口中罐身和罐盖封边凸缘变形卷曲程度和确保卷边封接缝的高质量,一般使头道卷边时卷边滚轮的径向进给距离为总的径向进给距离的80% ,二道卷封作业滚轮的径向进给距离则为总径向进给距离的20%。
由于2个卷边滚轮向罐身中心移动的距离有很大差别,因此两道卷边滚轮的沟槽有不同的形状,头道卷边滚轮的沟槽窄而深,二道卷边滚轮的沟槽宽而浅,如图6-19所示。
二重卷边封口检查教材
WR WH (%) CH
表示。
皱纹长度 盖钩长度
皱纹度分为四个等级:
0级——基本无皱纹,卷边密封性高;
1级——WR<25%,密封性一般;
2级——WR=25~50%,卷边较松;
3级——WR>50%,卷边松,易渗漏。
紧密度TR=1-WR%,一般要求TR>50%
皱纹度和紧密度
③ 接缝盖钩完整率(JR)——指外观突唇缺陷处盖钩 下垂程度对卷边密封性的影响。盖钩下垂度 ID=bh/CH(%);盖钩完整率JR=1-ID(%), JR值越大卷边密封性越好,一般要求JR>50%。
二重卷边封口质量检查
(1) 卷边外观的检查 (2) 二重卷边的密封性检测
金属罐的密封是指罐身的翻 边和罐盖的圆边在封口机中进行 卷封,使罐身和罐盖相互卷合, 压紧而形成紧密重叠的卷边的过 程。所形成的卷边称之为二重卷 边。
(1) 卷边外观的检查
外观应该平整、光滑、不允许 有波纹、折叠、缺口、切罐、突唇、 牙齿、假卷、断封及密封胶挤出等 现象
(2) 二重卷边的密封性检测
对二重卷边进行解剖检测并用叠接率、 紧密度、接缝盖钩完整率等指标确定卷边 的密封性
• ①迭接率(OL%):卷边内部身钩和盖
钩重叠的程度,见图1, 达到50%以上 才算合格。迭接率有3种求法。
迭接长度:卷边内部身钩和盖钩重迭的长;
• 方法1(仲裁法): 用卷边投影仪测定图 1
• 要求:OR>50%, OR越高密封性越好
• 方法3:也是用卷边测微计测定式(2)表
示的数值,只是直接查迭接率计算表。
卷边测微计
• 检测部位:卷边外部及封口结构计量检测
按下图三个部位进行。
② 紧密度(TR)——指卷边的盖钩和身钩紧密接合
二重卷封的评价
卷边目测
• • • • ● 假封:盖钩(CH)与身钩(BH)未能钩 合。 ● 滑封:由于卷封压头在二重卷封过程相对 于罐盖埋头区域打转而导致卷边不完全。 ● 牙齿:一道卷封过程,金属板钩合不良, 在二道卷封过程中以皱折形式被压平,从而在 二重卷边的盖钩下缘 处形成尖锐突出。 ● 铁舌:二重卷边下缘的光滑突出,通常出 现在身逢部位。 ● 滚轮和压头擦伤痕迹 ● 滚轮和压头配合是否正确
计算公式
• • • • • • 叠接率:% Overlap = BH + CH + EPT – L / L – (2EPT + BPT) X 100 BH = 身钩长度 CH = 盖钩长度 EPT = 盖身板厚度 L = 卷边长度(宽度或高度) BPT = 罐身板厚度
计算公式
• 身钩卷入率:% = BH – 1.1BPT/L – 1.1(2EPT + BPT) X 100 • 盖钩卷入率:% = CH – 1.1EPT/L – 1.1(2EPT + BPT) X 100 • BH = 身钩长度 • CH = 盖钩长度 • EPT = 盖身板厚度 • L = 卷边长度(宽度或高度) • 1.1 = 系数—参阅注解 • 1.1作为系数是考虑当金属板被弯折钩合时会 增加身钩和盖 钩位于其 圆 弧半径部位的厚度。
•
卷边目测
● 卷边均匀性 ● 外流胶 ● 快口:由于卷封平面过于扁平,而迫 使金属板越过卷封压头,在二重卷边上 缘的罐壁形成锐边,有时会导致卷边金 属板碎裂。 ● 身逢状况
外部测量
● 埋头深度:使用埋头度表测量从卷边 顶缘至压头壁下缘底部的距离,通常埋 头深度应大于卷边长度。 • ● 卷边长度:使用卷边测微仪测量与罐 轴向平行的卷边最大尺寸。 • ● 卷边厚度:与卷边长度成直角的卷边 最大尺寸。 • ● 垂唇度(铁舌大小)
二重卷边操作及检查更新版ppt
二重卷边操作及检查更新版ppt饮料罐二重卷封简述操作方法和缺陷分析某操作方法与缺陷分析某第一节概述罐头食品能长期保持良好的品质,并给消费者提供既卫生又营养的食物,主要是依靠产品的密封与杀菌。
第二节术语未卷封术语A-盖边外径76.2mmB-盖弯曲钩边高度2mmC-盖边开口2.8mmD-未卷封埋头度6.40mmE-基板厚度0.245mmF-盖边内径72.2mm未卷封罐身术语(非王老吉三片罐)A-罐身外径65.4mmB-罐身翻边2.20mmC-翻边直径69.8mmD-翻边半径95-97°E-罐身高度113.5mmF-罐身厚度0.21mmG-缩颈内径57.1mm卷边术语W-卷边宽度T-卷边厚度C-埋头度BH-身钩长度CH-盖钩长度OL-叠接长度OL%-叠接率Uc-卷封上间隙Lc-卷封下间隙卷边术语W-卷边宽度T-卷边厚度C-埋头度BH-身钩长度CH-盖钩长度OL-叠接长度OL%-叠接率Uc-卷封上间隙Lc-卷封下间隙第三节二重卷边定义、形成及工作原理二重卷边的定义:二重卷边是罐头的罐盖、罐身相互卷合所构成的部分,由三层罐盖厚度和二层罐身厚长构成,罐头二重卷边通常借助头道卷封操作和二道卷封操作组合的二次操作来完成,故称为二重卷边。
二重卷边的形成及工作原理:二重卷边的形成是利用金属材料以机械方式把罐盖园边和罐身翻边相互钩合,锁紧并将它们压平,形成由三层罐盖和二层罐身铁皮叠接牢固的机械性结构,利用卷边内填充密封胶以保证密封。
罐头的二重卷边通常是借助头道卷封和二道卷封组合的二次卷边操作法完成,因此称为“二重卷边”。
罐头的二重卷边通常在封罐机中完成,二重卷边机的每1个工位都有1个托底盘,1个封罐压头,通常至少有1个头道滚轮以及至少1个二道滚轮。
卷边三要素的作用:卷边滚轮:头道滚轮使身钩、盖钩弯曲钩合。
二道滚轮在头道基础上将卷边压紧压实。
上压头:使罐身罐盖定位配合,固定罐盖在正确的封罐位置,防止卷边内倒作为靠山。
二重卷封分析及改进设计
二重卷封分析及改进设计The analysis and the improved design of double rolling seal□黄来军 张健儿Huang LaijunZhang Jian ’er 广东国际容器有限公司,529300 开平市收稿日期 2000-08-11摘要 应用冷冲压的分段阶梯式变形原理,提出了分体轨道式卷封的新方法。
这种卷封方式换型调整方便,制作加工简单,既提高了生产效率,又节省了生产成本。
关键词 二重卷封 滚轮 轨道 分析Abstract Using the stage 2formed theory of cold 2stroke ,a improved design of separated 2tram double rolling seal was propesed.This way made it facility to modulate and chang rolling type.On the other hand ,it was easy to be made.Efficien 2cy was improved and the cost was reduced.K eyw ords Double rolling seal Roller Tram Analysis随着饮料食品工业技术的迅猛发展,二重卷封型金属包装容器因具有其它包装方式不可比拟的优异特性而得到了越来越广泛的应用。
(1)阻隔性能好 它不但可以阻气(空气、水蒸汽等),还可以阻光,特别是阻隔紫外线光,因而可长时间保存食品的原有风味,使内容物具有较长的货架寿命,为方便食品的发展提供了基础。
(2)传热性能好 由于金属具有较好的热传导性,因而能与食品(内容物)同时进行高温杀菌。
在使用内容物时,加热或冷却食品方便、卫生。
(3)承压能力好 方便运输,应用范围广。
1 现有二重卷封结构分析在生产过程中,二重卷封主要有滚轮式卷封成型和轨道式卷封成型两种成型方法。
二重卷封原理教程资料
10/7/2017 6
二重卷封形成步骤之三
第三步,第二操 作卷封滚轮靠近,完 成整个卷封。这个过 程中有3层盖料与2层 罐料相互扣着形成4 层间隙,每层间隙有 0.01mm。叠合的金 属被压紧,使密封胶 流向0.01mm的空隙, 形成密封作用。
10/7/2017
二重卷封原理教程
成都制罐有限公司 技术服务
10/7/2017 1
前
言
良好的二重卷封是提高产品包装安全到达最终消费者手中的 保证。 良好的二重卷封是满足客户所必需的基础。仅仅一个漏罐就 能污染仓库中或零售架上其它罐的外观,甚至在其它罐上引 起腐蚀。最终结果会导致大规模和昂贵的产品损失及失去客 户信任。 作为处于领先地位的钢制二片易拉罐的制造商,成都制罐有 限公司承诺向客户提供优质的,满足客户规格要求的产品。 我们也承诺向客户提供一切必需的资料以确保其灌装线在运 作上实现最佳的二重卷封。 本介绍是成都制罐有限公司提供给、负责控制及检测二重卷 封操作人员的培训课程一部份,目的在于提供整体的描述影 响二重卷封形成的因素,集中焦点针对潜在的问题及提出解 决办法。
1.1二重卷封的形成
二重卷封是将罐盖与罐身连 接的过程,这个过程中,五 层金属相互扣着和压紧,造 成密封。 由于整个卷封过程:是由两 个动作来完成的,是经第一 卷轮将盖钩嵌入罐身钩翻边 下、埋入封口胶中,由第二 卷轮把第一封轮形成形状、 皱纹压平收紧,使密封胶填 满间隙完成罐盖的密封作业, 称为二重卷封。
涂胶位置: 0.3~1.7mm 涂胶高度: 1.4~1.7mm 密封胶容量: 36±10%mm³
1.4~1.7
0.3~1.5
密封胶
二重卷边封口检查
表示。 皱纹度分为四个等级:
盖钩长度
0级——基本无皱纹,卷边密封性高; 1级——WR<25%,密封性一般; 2级——WR=25~50%,卷边较松; 3级——WR>50%,卷边松,易渗漏。
紧密度TR=1-WR%,一般要求TR>50%
皱纹度和紧密度
③ 接缝盖钩完整率(JR)——指外观突唇缺陷处盖钩 下垂程度对卷边密封性的影响。盖钩下垂度 ID=bh/CH(%);盖钩完整率JR=1-ID(%), JR值越大卷边密封性越好,一般要求JR>50%。
(2) 二重卷边的密封性检测
对二重卷边进行解剖检测并用叠接率、 紧密度、接缝盖钩完整率等指标确定卷边 的密封性
• ①迭接率(OL%):卷边内部身钩和盖
钩重叠的程度,见图1, 达到50%以上 才算合格。迭接率有3种求法。
迭接长度:卷边内部身钩和盖钩重迭的长度;
• 方法1(仲裁法): 用卷边投影仪测定图 1
所示的卷边的a、b数值。按式(1)计算。
• ——a表示实际迭接长度(OL) • ——b表示理论迭接长度;
• 方法2(现场管理最常用): 用卷边测微计
测定下列式子(2)表示的数值,按式计算
• • • • •
• 要求:OR>50%, OR越高密封性越好
——BH:身钩长度 ——CH:盖钩长度 ——t盖:底盖的盖板厚度 ——W:卷边厚度 ——t身:罐身厚度
• 方法3:也是用卷边测微计测定式(2)表
示的数值,只是直接查迭接率计算表。
卷边测微计
• 检测部位:卷边外部及封口结构计量检测
按下图三个部位进行。
ቤተ መጻሕፍቲ ባይዱ
② 紧密度(TR)——指卷边的盖钩和身钩紧密接合 的程度。常因盖钩出现皱纹而影响TR。盖钩出现皱 纹的程度用皱纹度
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
二重结构示意图
.
二、二重卷封的形成(小结)
3、卷封各部分名称 (1)卷封厚度(T):
横过或垂直于卷边内各层铁皮所测得的最大尺寸。 (2)卷封宽度(W):平行于卷边身盖沟所测得的尺寸。 (3)埋头度(C):
卷封后卷边的顶端至邻近卷边内壁肩胛所测得的深度。 (4)身钩长度(BH):罐身翻边向内弯曲成钩状的长度。 (5)盖钩长度(CH ):罐盖卷曲部分在卷边内部的弯曲长度 (6)盖钩空隙(Uc)、身钩空隙(Lc)
.
二、二重卷封的形成(小结)
3、卷封各部分名称 (7)勾叠长度(OL):
卷封成型后,卷边内部盖钩与身钩相互叠接的长度。 (8)勾叠率(OL﹪):
盖钩与罐钩铁皮重叠部分的长度与理论上能完全重叠 长度相比所占的百分比。 (9)紧密度(TR﹪):指卷边密封的紧密程度。 (10)内垂唇,接缝盖钩完整率(JR﹪):接缝交叠处罐盖钩和罐 身钩相互钩和形成叠接长度占罐盖钩长度的百分率。 (11)压力痕(FR):卷封好的空罐打开后空罐内部出现的痕迹
4、未封口尺寸术语
4.盖尺寸D--未卷封埋头度。 尺寸必须正确,才能与卷封夹头正确配合。D值不同(盖的深浅程 度的差异)意味着生成“盖钩 原料”的多少,从而也会影响 到最终盖钩的长短。 5.盖尺寸E--盖材厚度。 直接影响卷边厚度T值的大小。 6.盖尺寸F--盖边内径。 盖边内径必须比罐的最大翻边 直径大,才能保证在双重卷封 机中正确装配。
一面向轴心施加压力。 (4)第一卷轮完成动作后,第二卷轮接着将第一卷轮所形成的第
一卷封压紧而成第二卷封时,卷封工作完成。 (5)托罐盘向下,轧头向下压退出空罐。其形成步骤如下图所示
:
.
二重卷封过程图
.
二、二重卷封的形成(小结)
2、二重卷封构造 T、卷边厚度 W、卷边宽度 C、埋头度 BH、身钩宽度 CH、盖钩宽度 OL、叠接长度 Uc、盖钩空隙 Lc、身钩空隙 Tb、罐身铁皮厚度 Tc、罐盖铁皮厚度 g1、g2、g3、g4.卷
要达到金属罐的密封,必须满足下列三个条件: 1.选择恰当的封口胶 2.正确地将封口胶涂布在罐盖上 3.对罐盖、罐身进行卷封,且其形状及各部分的尺
寸满足一定的要求。
.
二、二重卷封的形成
6、二重卷封对设备的要求:
1.下盖及罐身定位正确。 2 . 运动时,特别是中心压头转轴精度必须符合标准
。 3 . 顶板平面必须保证压力的稳定,并与中心压头保
二重卷封分析
山东金保罗食品饮料有限公司 6/1/2020
.
主要内容
一、二重卷封概述 二、二重卷封的形成 三、二重卷封的评判 四、二重卷封缺陷及产生原因
.
一、二重卷封概述
公元1801年法国人发明把食品裝入玻璃瓶中并加热处理, 而使食品保存不腐败。公元1809年英国人首创镀锡铁皮容器、 即金属罐代替玻璃瓶。由此开始了食品罐头的发展历史,但当 时所用的镀锡铁皮容器均是以焊錫焊接而成的焊接罐。直到公 元1897年美国人发明以橡胶制成密封胶密封的方法,诞生了卷 封罐{二重卷封} 1.由澳门(MACAO)传入,取其谐音,故名马口铁,亦名洋铁。 2.另传由西藏阿里部之马口地方输入、故名。
目前使用的马口铁三片罐共具有三个气密的接缝,即:一个是 沿罐侧焊缝,并且在罐顶和罐底各有一个。后两个密封口被称 为二重卷封接缝。为了要达到气密的目的,它的密封必须是机 械构造牢固的,并卷封口内适当地用胶料进行填充。
金属罐的卷边封口法中最典型实用的是二重卷封法。即用两个 沟槽形状不同的滚轮,分先后两次对罐体和罐盖卷缘进行卷封 。
1.盖尺寸A--盖边外径。
外径必须正确,才能保证正确送至封罐机;从而形成正确的盖钩。
2.盖尺寸B--盖边高度。
同样的原因,盖边高度与盖边外径
都非常重要。在完成卷封中,盖边
变成盖钩。
3.盖尺寸C--盖边开口。
尺寸正确才能使盖正确配合到卷封
装配点处的罐身翻边上。也称为
“净匹配尺寸”。
.
一、二重卷封概述
.
二、二重卷封的形成
防止损坏、泄漏
细菌、氧气 、湿气
气体,溶剂油
.
二、二重卷封的形成
我们知道,二重卷封的密封结构是金属与金属的叠 接,金属与金属的叠接是无法达到绝对多数密封的 ,因为金属基材的厚度严格来讲是不均匀的。对三 片罐,边缝处是不平整的,而封口的设备是在不断 的磨损,为了达到密封,在二重卷封中必须有一层 封口胶来填充上述原因所造成的渗漏通道。
.
二、二重卷封的形成
.
二、二重卷封的形成
二重卷封的二步操作是通过两个滚轮来完 成的,第一步操作的滚轮与第二步操作滚 轮的形状是不同的,第一步操作的滚轮沟 槽较深而第二步操作滚轮沟槽较浅(见 图)。
.
二、二重卷封的形成
一道滚轮 二道滚轮
.
二、二重卷封的形成
第一步滚轮
第二步操作滚轮
.
二、二重卷封的形成
为使封口结合部密封性好,一般可通过在盖的内壁卷缘内涂覆 胶液(橡胶或树脂等),经卷边后留在卷缝中,以增加其密封 可靠度。
.
一、二重卷封概述
1、马口铁包装的特点:
(1)环保性:马口铁罐易于氧化分解,且利于垃圾分 类处理,回收再利用。
(2)安全性:密封性好,产品保质期长。 (3)消費性:铁罐导热性佳,易于加热冷却,符合消
費者所需。具有足够的強度及硬度,不易变形,更 便于搬运和储存。产品色彩多层次、外观精美,滿 足消費者的视觉享受。 (4)经济性:适合大批量连续生产,投资成本经济, 使消費者能享受到物美而价廉的产品。
.
一、二重卷封概述
2、二重卷封的理解 1.二重卷封的定义:是罐头的罐盖、罐身相互卷 合所构成的部分、由三层罐盖厚度和二层罐身厚 度构成,罐头二重封通常借助头道卷轮操作和二 道卷轮操作组合的二次操作来完成。 2.二重卷封的形成及工作原理:二重卷封的形成 是利用金属材料以机械方式把罐盖圆边和罐身翻 边相互钩全,锁紧并将它们压平,形成由三层罐 盖和二层罐身铁皮叠接牢固的机械性结构,利用 卷边内填充密封胶以保证密封。
相对于第一步操作而言,第二步操作较为简单。第二步操 作的目的就是压紧卷封,与第一步操作一样,也必须控制 卷封间隙。第二步操作的卷封间隙不得超过0.13毫米。( 见下图)
.
二、二重卷封的形成
.
二、二重卷封的形成
在卷封的形成过程中及在最终的卷封结构 中,罐盖的卷曲部分及罐身的翻边部分的 形状及尺寸起着重要的作用,在最终的二 (双)重卷封中(见图),罐盖的卷曲部 分(见图)成为盖钩而罐身的翻边部分则 成为身钩,盖钩和身钩的重叠部分称为叠 接。除此之外,我们在图中还可以看到上 隧道,下隧道,卷封间隙等术语。
.
一、二重卷封概述
3、影响二重卷封的七大因素 1.镀锡板或铝板的厚度、硬度 2.卷轮沟槽的形状 3.压头凸缘的斜度、厚度 4.罐盖卷曲部分形成尺寸 5.罐身翻边规格尺寸 6.密封胶种类、涂布情况 7.但封罐机的调整情况是决定卷边的形状、完全性及规格尺
寸的主要因素。
.
一、二重卷封概述
4、未封口尺寸术语
.
二、二重卷封的形成
.
二、二重卷封的形成
第一部操作后的卷封必须定时进行检查,除了外 部尺寸测量外还需进行撕开、截面分析,其方法 与最终卷封的结构分析相似。第一步操作后的盖 钩皱纹应该是高频度低振幅的波纹,而高振幅低 频度的波纹会造成许多卷封缺陷(见图)。
.
二、二重卷封的形成
.
二、二重卷封的形成
随着我国经济建设的迅速发展,为金属圆罐的生产和使用 创造了良好机遇。金属圆罐产量日益增加,其加工技术也有了 很大进步,金属圆罐的结构、形式、种类、规格也不断增多, 我国先后从美国、德国、意大利、日本等国引进金属圆罐生产 线。无论何种设备生产的产品其密封性是至关重要,因此其关 键卷封设备的调校好坏直接影响到产品质量。
1第一步操作
第一步操作开始时,第一道滚轮开始挤压罐盖, 并通过罐盖向罐身的翻边部分传递压力。此时罐 身的翻边部逐步向罐盖的卷曲部分延伸。
.
二、二重卷封的形成
.
二、二重卷封的形成
.
二、二重卷封的形成
最后,罐盖的卷曲部分与罐身的翻边部分 互相锁定
完成的第一步操作
.
二、二重卷封的形成
第一部操作是整个二重卷封的关键,可以说90%的卷封工 作在第一步操作后已完成。第一步操作不当造成的缺陷无 法在第二步操作中予以纠正。第一步操作是控制盖钩的关 键。同时第一步操作也影响埋头度、身钩的形成,最终盖 钩上的皱纹(在后面章节中有详述)和卷封宽度。一般来 说,第一步操作压得越紧,盖钩越长,卷封宽度越小。由 于目前新材质的不断使用,卷封机的速度不断加快以及卷 封的尺寸不断变小,我们很难给出标准得第一步卷封的形 状。但是有些经验供大家参考:完成的第一步卷封底部应 是光滑的圆弧而不是“平底”,盖的卷曲部分也应是平滑 的圆弧接近罐身壁,盖的卷曲部分边缘不可“刺向罐身” ,否则很容易造成罐壁的损伤(见图)
.
一、二重卷封概述
金属圆罐以其遮光性强、 能长期保存、携带运输方 便、印刷装璜精美等,被 广泛用于食品、化工、医 药、石化等产品包装上, 金属圆罐已成为包装容器 中重要的一的封口方法用的是卷边封口法。这种方法是将预先翻 边的罐身与罐盖内侧周边相互卷曲,钩合而实现的封口。
持直角平面,达到平行要求。(受力时) 4 . 一、二道轮的进入和退出动作必须保证切实可靠
。 5 . 适合的卷封轮沟槽形状且表面光洁度和压力适合
,工作面精度达到要求。
.
二、二重卷封的形成
金属罐的卷封通常由二步操作完成。第一 步操作将罐身的翻边部分压到罐盖的卷曲 部分形成互锁的结构。第二步操作将第一 步操作形成的互锁的结构压紧完成卷封。 由于卷封通过两步操作完成,故得名二重 卷封。(见图)
.
二、二重卷封的形成