斯特林发动机图纸
自制斯特林发动机diy图解

自制斯特林发动机diy图解
结构图
所需材料和工具
用钢丝球做移气活塞,长度为易拉罐的一半
将气球剪掉一半
然后用双面胶粘在瓶盖上并钻一个小孔(不能太大也不能太小,大太大会漏气,太小摩擦力就大了)
把移气活塞放入易拉罐,然后将气球套在上而面,用胶粘好
再做个一个用来冷却的水箱。
先将大易拉罐底下钻一圈孔
然后就能轻松把易拉罐底部开一个大圆出来
制作曲轴:用钳子加工铜丝,曲轴那里要有90度的相位角。
制作飞轮:用502胶将四片光盘和砂轮片粘起来然然后再粘个轮子
之后组装
大功告成了,只是由于手机没多少流量了不能发视频,真不好意思。
斯特林 发动机 图纸
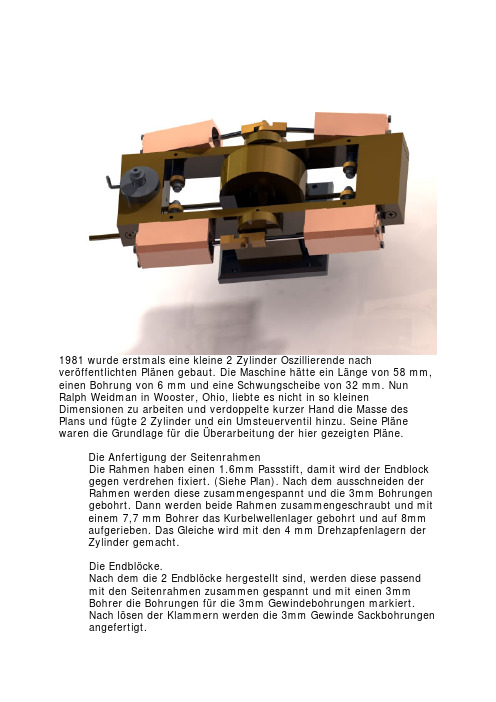
1981 wurde erstmals eine kleine 2 Zylinder Oszillierende nachveröffentlichten Plänen gebaut. Die Maschine hätte ein Länge von 58 mm, einen Bohrung von 6 mm und eine Schwungscheibe von 32 mm. Nun Ralph Weidman in Wooster, Ohio, liebte es nicht in so kleinen Dimensionen zu arbeiten und verdoppelte kurzer Hand die Masse des Plans und fügte 2 Zylinder und ein Umsteuerventil hinzu. Seine Pläne waren die Grundlage für die Überarbeitung der hier gezeigten Pläne.Die Anfertigung der SeitenrahmenDie Rahmen haben einen 1.6mm Passstift, damit wird der Endblock gegen verdrehen fixiert. (Siehe Plan). Nach dem ausschneiden derRahmen werden diese zusammengespannt und die 3mm Bohrungen gebohrt. Dann werden beide Rahmen zusammengeschraubt und mit einem 7,7 mm Bohrer das Kurbelwellenlager gebohrt und auf 8mmaufgerieben. Das Gleiche wird mit den 4 mm Drehzapfenlagern derZylinder gemacht.Die Endblöcke.Nach dem die 2 Endblöcke hergestellt sind, werden diese passendmit den Seitenrahmen zusammen gespannt und mit einen 3mmBohrer die Bohrungen für die 3mm Gewindebohrungen markiert.Nach lösen der Klammern werden die 3mm Gewinde Sackbohrungen angefertigt.Die Bohrlehre für die Dampfkanäle,ist ein einfacher Stahlstreifen mitgeriebenen Bohrungen für das 8mmKurbelwellenlager, das 4mmZylinderdrehzapfenlager und der1,6mm Bohrung für die Dampfpassagen.Markiere eine Seite.Das Bohren für die PassstifteBaue die Seitenrahmen und die Endblöcke zusammen und richte sie exakt aus. Nimm einen 1,6mm Bohrer und bohre durch die Rahmen in die Endblöcke. Entferne die Rahmen und klebe mit Loctite die Passstifte in die Endblöcke. Warte ca. 20 min bis der Kleber fest ist, entferne sorgfältig den Kleber von den Außenseiten der Endblöcke und schraube die Rahmen wieder an. Alle vier Ecken werden von 1 bis 4 markiert und die Ober und die Unterseite auf den Endblöcken gekennzeichnet. So sind das Zerlegen und der Zusammenbau einfach und rasch möglich.Das Bohren der DampfkanäleStecke ein 8mm Rundmaterial durch die Kurbelwellenbohrungen und ein 4mm Rundmaterial durch die Zylinder Drehlager.Die Bohrlehre wird auf die 4mm Achse gesteckt und das untere Ende gegen die Kurbelwellenachse gedrückt, wie im Foto gezeigt. Bohre dann den Dampfkanal mit einem Bohrer ungefähr 8mm tief durch die 1,6mm Bohrung der Bohrlehre.Entferne die Bohrlehre und drehe sie um auf die gegenüberliegende Seite und wiederhole das Ganze für den 2. Dampfkanal.Bohre alle 8 Dampfkanäle auf gleiche Weise. Entferne die Rahmen und bohre die Kanäle mit einem 2,5 mm Bohrer von der jeder Seite bis zur Mitte. Achtung bohre nicht den Dampfkanal nur von einer Seite durch.Bohre dann so tief bis eine Durchgangsbohrung für die Dampfkanäle entsteht.Jetzt werden die restlichen Bohrungen der zwei Endblöcke angefertigt.Auf einen der Blöcke wird das Dampfsteuerventil angebracht.Von der inneren Seite wie im Schnitt B-B gezeigt wird eine Bohrung zum untern Dampfkanal gebohrt. Die Ventilbohrungen werden im Abstand von 6mm wie im Plan gezeigt hergestellt. Zwei Bohrungen gehen durch den Block und haben Anschlüsse für den Dampfein- und Austritt.Die dritte Bohrung führt zum oberen Dampfkanal, die vierte zum unteren Dampfkanal. In der Mitte ist die Bohrung für die Achse des Dampfventils.Die Oberfläche des Blocks muss eben und spiegelglatt geschliffen sein, um gut abzudichten. Dies muss auch an den allenZylinderflächen der Fall sein. Das polieren der Flächen geschieht mit einen feinen Schmirgelleinen in Stufen. Beginnend mit einerKörnung von 120 hinauf, Stufe für Stufe, bis zur Körnung 800. (120, 180,240,320,400, …) Es wir immer solange geschliffen bis keine Spur mehr von der letzten Körung zu sehen ist.Die Bohrungen auf der Innenseite der Endblöcke werden mitStiftschrauben und Loctite dampfdichtverschlossen. (Siehe Bild)Baue die Rahmen und Endblöckezusammen. Verbinde mitKupferrohren(kann auch Messing sein) dieunteren Dampfkanäle der einen Seite mitden oberen Dampfkanälen der anderenSeite.Ein Rohr verbindet die Einströmkanäle, das andere Rohr verbindet die Ausströmkanäle. Mit dem Dampfsteuerventil werden die Strömungsrichtungen gewechselt, und damit die Drehrichtung der Maschine bestimmt.Die Lager der Kurbelwelle werden vorsichtig mit Loctite in die Rahmen geklebt. Dabei ist es wichtig die Kurbelwelle einzufetten, einzubauen und bis zum Aushärten des Klebers in den Lagern zu belassen. Danach werden die Ölbohrungen in die Rahmen eingebracht. Reinigen sie alles gründlich und schließen Sie dieDie Zylinder werden nach den Plänen gefertigt, Dabei ist zubeachten dass diese 0,3mm kleinergebohrt und dann mir einer Reibahle aufEndmaß gerieben werden. Der Drehzapfenmuss exakt im rechten Winkel moniertwerden. Dafür ist es von Vorteil wenn dasGewindeloch auf der Bohrmaschine perHand hergestellt, (exakt rechter Winkel)und das Gewinde des Zapfens auf derDrehbank geschnitten wird.Der Zapfen wird dann mit Loctiteeingeklebt.Die Herstellung der Kolben beginnt mit den Kolbenstangen laut Plan. Die Pleuellager werden fertig gestellt und hart mit den Stangenverlötet. Danach werden die Kolben mit einen Übermaß von 0,5mmvorgefertigt und mit den Kolbenstangen verbunden. Auch hier wird mit Loctite geklebt. Danach werden die Kolbenstangen in Die Drehbank eingespannt und auf das vorläufige Endmaß abgedreht. Der Kolben muss streng in die Zylinderbohrung passen. Durch vorsichtiges schleifen mit einer Läpppaste wird der Kolben in den Zylinder eingepasst.Jeder Kolben und Zylinder wird mit der Nummer der Ecke an der er montiert wird gezeichnet.Die Kurbelscheiben werden laut Plan hergestellt und die Kurbelzapfen eingepresst und eingeklebt. Um 90° versetzt werden die Kurbelscheiben auf der Kurbelwelle montiert. Dies macht die Maschine selbstanlaufend.Das Schwungrad kann nach eigenen Ideen gefertigt werden und wird zwischen den Rahmen montiert. Dabei kann sowohl ein Seilrad wie auch ein Zahnrad zur Kraftübertragung mit montiert werden. Die Verrohung kann mit Kupferrohren wie auch mit Messingrohren erfolgen. Beachten sie dabei das vor dem biegen die Rohre ausgeglüht werden. Messingrohr sollte nur in glühenden Zustand gebogen werden.Die Maschine ist sehr drehfreudig und läuft bereist mit 0.3 bar an wenn sie exakt gebaut ist.Das Dampfventil wird aus Messing oderBronze Rundmaterial hergestellt.Nachdem es fertig gedreht ist und dieMitte mit einen Zentrumsbohrervorgebohrt ist, wird eine Seite mitwasserfesten Filzstift bemalt. Das Layoutder Umsteuerkanäle wird darauf markiert und die Endpunkte mit einem passenden Bohrer gebohrt. Die Kanäle auf der Fräsmaschine hergestellt, und der Rest fertig gedreht. Der Hebel für das Ventil wird gebogen und hart eingelötet. Das Ventilwird an der Unterseite dampfdichtgeschliffen.Die Kurbelscheiben werden laut Planhergestellt und die Kurbelzapfeneingepresst und eingeklebt. Um 90°versetzt werden die Kurbelscheiben aufder Kurbelwelle montiert. Dies macht dieMaschine selbstanlaufend.Das Schwungrad kann nach eigenen Ideen gefertigt werden und wird zwischen den Rahmen montiert. Dabei kann sowohl ein Seilrad wie auch ein Zahnrad zur Kraftübertragung mit montiert werden. Die Verrohung kann mit Kupferrohren wie auch mit Messingrohren erfolgen. Beachten sie dabei das vor dem biegen die Rohre ausgeglüht werden. Messingrohr sollte nur in glühenden Zustand gebogen werden.Die Maschine ist sehr drehfreudig und läuft bereist mit 0.3 bar an wenn sie exakt gebaut ist.Von diesem Grunddesign lassen sich viele Varianten der Maschine bauen. Zum Beispiel eine 4 Zylinder zweifach wirkende Maschine oder eine V-Maschine.Viel Spaß beim bauen.666ABCDHelmut PirkerCAD GENERATED DRAWING,DO NOT MANUALLY UPDATEUNLESS OTHERWISE SPECIFIED DIMENSIONS ARE IN MMMATERIAL--Kurbelwellen GruppeMATERIALOszillierende 4 Zylinder Boxer Dampfmaschine ABCDPOS.-NR.BENENNUNGM E N G E1Kurbelwelle12Schwungscheibe 13Kubelscheibe 2 Kurbelscheibe 1 Kurbelstift1 ISO 4029 - M3 x 8-S 1。
放射性同位素热源斯特林发动机
放射性同位素热源斯特林发动机系别:新能源与核技术系专业:核工程与核技术专业班级:2012级4班姓名:詹鑫欣学号:201220401416引言随着人们对能源、环境问题的日益关注,斯特林机这一“绿色”发动机越来越受到人们关注。
它具有燃料适应性强、效率高、超低排放与低噪声等特点。
斯特林机在空间、太空以及偏远地区、军事设施等方面已得到成功的运用,以斯特林机为核心的令热电三联供系统已引起了研究者极大兴趣,他将会在分布式能量系统中扮演重要角色。
1861年,英国苏格兰牧师雷博尔特。
斯特林发明了这个热气机,人们为了纪念他故将其命名为斯特林机。
但是当时的技术和材料的局限所以当时的热气机结构庞大、效率不高。
十九世纪中叶以后慢慢被内燃机淘汰,到20世纪基本绝迹。
飞利浦公司开始在1938年开始了现代斯特林机的研究并逐步取得成功。
斯特林机的性能有了大幅度的提升。
同时采用新材料使得加热透的温度可以达到700摄氏度以上,而且传热性能好、密度小、粘度小的氢气或氦气作为工资,使得工质循环压力可达20MPa。
飞利浦公司几经波折后在第二次石油危机后能源供应虽趋平稳,但环境保护问题又引起人们对绿色用能的关注,于是又掀起了研究斯特林发动机的热潮。
美国能源部开始执行汽车热气机(ASE)发展计划。
日本曾于20世纪80年代对斯特林发动机进行了一些基础研究,1982年被纳入由通产省主持的“月光计划”中的大型节能技术开发项目,1987年完成30KW发电用斯特林发动机的研制。
这两项计划的执行及顺利完成,极大地促进斯特林机技术的发展。
随着科学技术和人类需求的发展,我们不断在进行探索,各国都陆续拟定了太空计划、深海计划、军事计划等等。
实现这些计划都有一个必须考虑的问题:能源问题。
而在航空航天、军事应用、海洋学这些领域中对能源的要求又是十分苛刻的。
安全可靠,使用寿命长、清洁低碳、适应环境能力强等等条件。
放射性同位数电机在这这些领域都有良好的的表现。
也是每个国家在这个领域的机密技术。
易拉罐制作斯特林发动机[精选.]
![易拉罐制作斯特林发动机[精选.]](https://img.taocdn.com/s3/m/1f10414b49649b6649d74734.png)
易拉罐制作斯特林发动机斯特林发动机大致分为四类,α,β,γ,和自由活塞四种,今天要做的是γ型。
具体工作方式可以在网上自己查一下。
α型β型γ型自由活塞材料准备:工具准备:零件制作:1.支架制作:1.1在易拉罐的侧面开一个大孔1.2在上端两侧各开一个小孔,孔径根据铁丝直径确定。
1.3在下端中心点开一个小孔,孔径略大于钢丝直径。
1.4在下端小孔侧面开一个孔,孔径根据笔筒而定。
1.5再在侧面开一个孔,保证带气管可以穿出。
2.活塞缸制作:2.1将易拉罐上部剪掉,剪口尽量平滑,保证密封3.曲轴制作:3.1如图折弯铁丝,两个折弯之间的夹角为90°。
4.曲柄制作:4.1曲柄根据两端的两个孔刚好能穿过铁丝为最佳,在曲柄中间制作一个闪电形折弯方便装配时调整曲柄长度。
5.导气管制作:5.1用火烤一下根据开孔情况折弯成一个Z字形。
6.冷却活塞缸制作:6.1在瓶盖下方钻一个孔,孔径、位置根据笔筒而定。
7.换气活塞制作:7.1将气球嘴剪掉在顶端打个孔,用螺丝和垫片加紧,同时将换气活塞曲柄加紧。
注意垫片尺寸小于饮料瓶盖尺寸。
8.飞轮制作:8.1将螺柱均匀安装在面包板上,光盘的话可以省略。
然后再中间打一个孔可以刚好穿过铁丝。
9.活塞杆的制作:9.1将铁丝这完成一个L形。
插入易拉罐后基本与易拉罐平齐,或者略高于易拉罐。
10.挡片制作:10.1剪两个圆形贴片,在中心打孔,孔径却大于铁丝直径。
垫片外径小于易拉罐直径。
11.活塞制作:11.1将钢丝棉卷成一个圈,尽量紧密适中,外径略大于易拉罐直径。
宽度=易拉罐内孔深度—10mm—10mm。
12.挡圈制作:12.1将油笔芯剪成2mm长小段。
组装零件:1.支架组装1.1用AB胶粘接导气管、瓶盖。
1.2将曲轴转过支架上端小孔,同时将曲柄及垫片穿过,将曲柄调整到正确位置。
1.3将飞轮用AB胶粘在曲轴上1.4将垫片用AB胶水粘在活塞杆上,钢丝棉放在两垫片之间。
1.5将活塞杆穿过支架下端小孔,与曲轴连接,然后放入活塞缸,将气球套在瓶盖上。
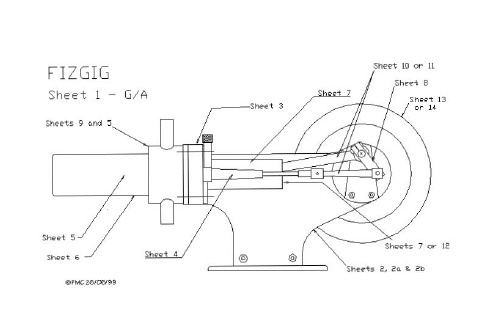
Stirling Engine Plans 斯特林发动机模型简易图纸
\」回3132'
斗护/泣T
回::J '
③
I
3 /3 2' To p 7M
E:>f MC 25i叫
⑩
FIZGIG
Shee 吃
12
Li gh 吃 weigh 吃
Pis 吃 on ,
'-'μ r ~ ~
@口
2
311 坦
>SSU E' 0 (B E'-t oJ
C C>n俨。d
M龟 w e e n
c e ntr e ~
Sheet 7
Cylinde 俨&
豆二
Pis 吃 on
@口
(8" 变 α 〉
37/6 ~
"♂
E
Lodite ω〉唁
( tetedr T
~-- Approx
See de~ωled no 飞 E for fit协 9 p'" 毛~ to cy们 nder
@
一一γ
→忖←
U~
'"
也旬'
白
S .,..,. Sh ee t II for
"' r . QOk . d
"" hol. . T Ip of 1/驴
, .啊<co肝脏 l
《 ?①
},
,-,
E
g
E:>, ~c …
FIZGIG
Issue 0
4
Sheet 2b (Be 吃 Q)
1110' or 2MN bedplQte 0 口
S ~ ve 俨 5old~r
3/1豆
6kw斯特林发电机设计及方案

6KW斯特林发电机设计方案1. 斯特林发动机技术现状斯特林发动机始于1816年。
其后的若干年内,斯特林发动机的开发都没有实质进展。
直到上世纪30年代,具有实用价值的现代斯特林发动机才问世。
但结构复杂、体积庞大、密封困难等缺陷严重阻碍了其应用推广。
只用于潜艇等特殊领域!瑞典考库姆公司在该技术领域居领先地位。
装备世界海军的斯特林发动机都是采用该公司的技术方案。
美国STM公司选择斜盘输出的技术路线,也成功开发出斯特林发动机。
应用范围仍然有限。
自从上世纪三十年代荷兰菲利蒲斯发明现代斯特林发动机以来,通用汽车公司、福特公司、瑞典斯特林联合公司和德MAN公司分别于六十年代、七十年代购买此项专利。
在轿车和公共汽车上进行了大量试验,都因经济原因无法推广。
但是,斯特林发动机的发展潜力一直受到高度重视。
早在1974年,美国人R.W.Richardson分析比较了各类发动机的优缺点后的预言:斯特林发动机是很有前途的发动机!斯特林发动机的发展期待着结构的重大突破!2007年12月19日,结构更合理的斯特林可逆热机申报中国发明专利,2011年6月15日获中国发明专利(专利号200710050949.2)。
清除了阻碍斯特林发动机推广应用的所有障碍,使斯特林热机全面取代内燃机可以成为现实。
2011年1月31日申请中国发明专利的一种斯特林热机工况控制器(申请号201110035499.6)为斯特林发动机提供了可靠的控制系统。
《新型斯特林发动机设计理论研究》一文针对斯特林可逆热机的结构,采用施密特分析法,建立了相应设计理论模型,推导出了准确进行理论计算的功率计算公式;提出了停机角、运转角等技术新概念;从输出功和停机角、运转角差值的正负,确定斯特林可逆热机是用于发动机或制冷机,从理论上阐明了斯特林可逆热机的可逆性。
《斯特林发动机极限压力与平均温度关系探析》解决了施密特分析法理论计算必须的平均温度理论计算难题。
在这种技术条件下,相同功率的斯特林发动机比内燃机体积小,零件减少40%以上。
6KW斯特林发电机设计方案
6KW斯特林发电机设计方案1. 斯特林发动机技术现状斯特林发动机始于1816年。
其后的若干年内,斯特林发动机的开发都没有实质进展。
直到上世纪30年代,具有实用价值的现代斯特林发动机才问世。
但结构复杂、体积庞大、密封困难等缺陷严重阻碍了其应用推广。
只用于潜艇等特殊领域!瑞典考库姆公司在该技术领域居领先地位。
装备世界海军的斯特林发动机都是采用该公司的技术方案。
美国STM公司选择斜盘输出的技术路线,也成功开发出斯特林发动机。
应用范围仍然有限。
自从上世纪三十年代荷兰菲利蒲斯发明现代斯特林发动机以来,通用汽车公司、福特公司、瑞典斯特林联合公司和德MAN公司分别于六十年代、七十年代购买此项专利。
在轿车和公共汽车上进行了大量试验,都因经济原因无法推广。
但是,斯特林发动机的发展潜力一直受到高度重视。
早在1974年,美国人R.W.Richardson分析比较了各类发动机的优缺点后的预言:斯特林发动机是很有前途的发动机!斯特林发动机的发展期待着结构的重大突破!2007年12月19日,结构更合理的斯特林可逆热机申报中国发明专利,2011年6月15日获中国发明专利(专利号200710050949.2)。
清除了阻碍斯特林发动机推广应用的所有障碍,使斯特林热机全面取代内燃机可以成为现实。
2011年1月31日申请中国发明专利的一种斯特林热机工况控制器(申请号201110035499.6)为斯特林发动机提供了可靠的控制系统。
《新型斯特林发动机设计理论研究》一文针对斯特林可逆热机的结构,采用施密特分析法,建立了相应设计理论模型,推导出了准确进行理论计算的功率计算公式;提出了停机角、运转角等技术新概念;从输出功和停机角、运转角差值的正负,确定斯特林可逆热机是用于发动机或制冷机,从理论上阐明了斯特林可逆热机的可逆性。
《斯特林发动机极限压力与平均温度关系探析》解决了施密特分析法理论计算必须的平均温度理论计算难题。
在这种技术条件下,相同功率的斯特林发动机比内燃机体积小,零件减少40%以上。
用易拉罐自制简易斯特林发动机
用易拉罐自制简易斯特林发动机本人以前写的一篇文章,很多网友根据此文制作成功。
斯特林发动机,又称外燃式发动机。
它依靠封闭在气缸内的气体热胀冷缩产生的力工作。
与传统的蒸汽机和内燃机相比,它没有复杂的配气系统,能使用各种能源。
它的工作介质(一般情况下用空气即可)在封闭的气缸内往复流动,既不象蒸汽机那样需要高压水蒸汽和消耗水,也不象内燃机那样爆炸燃烧,因此制作容易,成本低廉,安全环保,作为热机教学内容的知识拓展和辅助教具是很合适的,职业学校的机械班学生自己制作实验,也是很好的项目。
图1 实物图制成的简易斯特林发动机实物图如图1。
工作原理请参看图2和图3:发动机在受到热源加热时,封闭在热置换气缸和动力气缸内的空气,受热膨胀推动动力活塞上升,动力活塞运动时带动曲轴旋转,曲轴带动热置换活塞向上运动,空气穿过热置换活塞流向热置换气缸的热端,继续膨胀推动动力活塞上升;动力活塞上升到上止点时被飞轮的惯性带动通过上止点,此时在冷端经过冷却的热置换活塞已开始向下运动,空气流经低温的热置换活塞到达冷端受冷收缩,拉动力动力活塞下降。
热置换活塞和动力活塞相互配合,使发动机持续运转下去。
图2 斯特林发动机剖面图①热置换气缸②热置换活塞③动力气缸④动力活塞⑤支架⑥曲轴⑦飞轮图3 斯特林发动机工作过程材料和工具:铁质八宝粥易拉罐3个。
自行车辐条3根,要求辐条帽能在辐条杆上自由滑动。
空牙膏管一个。
废旧的光盘3张。
气球一个。
有韧性的泡沫塑料一块(如拖鞋底)。
大头针一个,直径2毫米铁丝20厘米。
透明胶布。
废圆珠笔管。
使用的工具为钳子,剪刀,电烙铁和焊锡(没有电烙铁也可以使用二合一强力胶),锥子或钻,直尺,圆规。
制作方法:本设计使用的是八宝粥罐易拉罐,因为它的开口是一个大圆形,而饮料易拉罐的开口较小,需要扩口。
文中所给尺寸没有严格要求,并尽量说明设计原理,以便读者可以用其它容器自行设计制作。
一、加工支架易拉罐取一个易拉罐,在距罐口2厘米处左右对称地钻两个孔,孔的直径略大于自行车辐条的直径。
斯特林发动机模型制作大全
制作热声效应斯特林引擎十九世纪的吹玻璃工人,偶尔会听到被加热的玻璃管自然发出神秘的单音,这令人费解的声音其实是热机的另一种输出形式。
一般的引擎以转动的形式输出能量;声音也具有能量,只不过以空气作为传递的媒介。
热声效应的原理空气振动形成声音,声音发生时,为方便讨论,将传播声音的空气分成无数小块空气,应用牛顿力学来分析空气振动的情形,会得到声音的波动方程式,此方程式的解显示:声音传播时,各个小块空气都会发生膨胀收缩和位移。
如果小块空气被压缩后,再被加热膨胀,对周围空气作较大的正功;之后这小块空气又先被冷却,再被压缩,作较小的负功 (周围空气对这小块空气作较小的功) 。
虽然这小块空气并非对活塞或涡轮作功,而是对周围空气作功,事实上也完成了工作流体加热后膨胀,冷却后被压缩的热机循环,把热能转换成声音振动的能量,增加声音的强度,此即所谓“热声效应”。
凡是利用工作流体在冷、热区间移动,执行压缩的工作流体经加热而膨胀作正功,膨胀后先冷却再压缩作负功的热机循环,这样的机构都被归类为斯特林引擎。
利用热声效应把热能转换成机械能的装置,也就称为热声效应斯特林引擎(thermoacoustics stirling heat engine) ,热声效应斯特林引擎大致可分为驻波(standing wave)和行波(traveling wave)两种。
驻波型斯特林引擎的作功原理驻波型斯特林引擎,基本上是一端闭口,一端开口的管状共振腔,在共振腔内近闭口端装有热片堆(stack),热片堆中有许多平行共振腔轴向的密集穿孔。
热片堆在靠近闭端温度较高,另一端温度较低,于是延共振腔轴向的温度梯度(temperature gradient)相当大。
当驻波发生时,热堆片穿孔中的各小块空气(工作流体)向闭口端位移,而被压缩,同时移向热片堆较高温处,该小块空气在热穿透深度(thermal penetration depth)以内的部分,会被热片堆加热,使得温度升高,随即膨胀对周围空气做较大的正功,驻波的能量于是加大,小块空气也随着膨胀,同时移至热片堆的冷端,当能量增加的驻波再度压缩这小块空气时,此小块空气已先被较低温的热片堆冷却,只消耗较少的声波能量即可被压缩。
AIP发动机原理图
AIP发动机原理图潜水艇对动力系统的要求,非常苛刻.即要有强大的动力.更要能非常的安安静静.尽量是无声.AIP 发动机就是这样的发动机.再加上燃料电池驱动.更是完美的搭配.因为到目前为止.除了声纳探测可发现水下潜艇.还未有真正的探测技术,能发现潜艇.所以中国潜艇在日本近海.能驶到美国航空母舰的身边浮出水面,才被老美发现.当然那是故意叫老美知道."请不要在我家门口耀武扬威"!AIP发动机原理图斯特林发动机系统斯特林发动机(SE/AIP)系统与闭式循环柴油机系统大致相同,最主要的不同就是发动机。
SE/AIP系统使用的是热气机,而CCD/AIP系统使用的是闭式循环柴油机。
热气机的构想是英国科学家罗伯特·斯特林于1816年率先提出来的,它是一种由外部热源加热,并将热能转换为机械能的热机,其循环是一种闭式、采用定容下回热的气体循环,简称斯特林循环,其具体工作原理是:斯特林发动机的活塞上室为热室,它与另一活塞的下室相连,四个缸相互连接在一起,具体的是1号缸上部的热室与2号缸下部的冷室相连,2号缸上部的热室与3号缸下部的冷室相连,3号缸上部的热室与4号缸下部的冷室相连,4号缸上部的热室与1号缸下部的冷室相连,互相差90°角。
它们使工作气体在热室和冷室之间来回移动,使活塞运动并带动曲柄转动。
斯特林发动机主要是在水下续航状态下工作,与蓄电池并联,向推进电机、全艇辅机及其他用电设备供电。
技术实现的难点和重点主要在于斯特林发动机的水下燃烧系统,因为该系统所使用的氧化剂是纯氧,燃烧方式为燃气再循环,并且是在高于周围海水压力的高压情况下进行燃烧。
主要技术优点机械噪声与振动较小。
因为斯特林发动机是一种从外部对内部气体工质连续加热使之做功的活塞式往复发动机,燃烧过程中没有柴油机的爆燃现象,燃烧过程平稳,因此发动机的噪声与振动较小,但是有些斯特林发动机的部件依然采用往复式运动机械,所以在装备潜艇时仍要加装双层隔振系统以减小水下噪声。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SIZE
C
SCALE
DWG NO
DrawingEngine
SHEET 1 OF 3 1
A
REV
斯特林发动机图纸:
4
3
2
1
5.749
.375
3.373
D R1.500
.063 OIL HOLE
10°
(SEE POWER PISTON DWG)
D
n.201 n2.250
45°
.248
.188
D
10-24 UNC - 2B
10-24 UNC - 2B
n2.250
R1.972
.125
SECTION C-C SCALE 1 : 1
D
.125
CE
SECTION A-A OPTIONAL NOTCHES SCALE 1 : 1 (BETTER COOLING?)
C
A
AIR CYLINDER
.125
C
n.313 .063
1.000
n.43875
n.313
.063
B
PISTON SCALE 2 : 1
SECTION B-B SCALE 2 : 1
.098
.125
C 3.500
.188
n.313
n.188
CONNECTING ROD SCALE 2 : 1
DEPENDING ON THE MATERIALS USED THIS COULD BE SILVER SOLDERED, MAYBE SOME SORT OF FITTINGS COULD BE ATTACHED. IF SOLDERED IT WOULD BE DONE LAST, AS YOU WOULD'NT BE ABLE TO DISSASEMBLE CYLINDERS FROM THE REST.
n1.375 11°
n1.130 72°
R.875 5-40 UNC - 2B
11°
60°
.192
n2.625
5.536
n.150 x .500
1.290 1.040 n.129
10-24 UNC - 2B
1.891
C
R.250
C
BODY
.375
1.000
.250
SCALE 1 : 1
13°
20°
3.187 2.214
B
SCALE 1 : 1
SECTION B-B
SCALE 1 : 1
C
10°
.125
n.063 THRU
.063
.125
OIL PASSAGE
.180 n.201
n.063 THRU OIL HOLE
n1.950
60°
60°
n2.625 n3.000
n.120
.250
n.250
n.201
n2.625
.375 2.187
BODY SCALE 1 : 1
.375
1.000 .375
.375
n.190 x 1.250 v n.313 x .250
11°
.375 1.000
.436 2.500
3.375
6.750
3.375
LEG SCALE 1 : 1
n.063 THRU R.313
OIL HOLE .250
LEG SCALE 1 : 1
n.375
B
B
5.188 4.539
n.102 THRU .250
R.125
1.891
2.391
.250
R2.831 R3.206
R.125
R4.675 R5.050
4.066 4.379
2.986
1.992
5-40 UNC - 2B .887
5-40 UNC - 2B
1
[CYLINDER COULD POSSIBLY BE MACHINED FROM A SINGLE PIECE OF MATERIAL]
WELD OR SILVER SOLDER
n.136
n1.130
D
.375
72°
n1.375
n1.625
1.070 1.125
SECTION C-C SCALE 1 : 1
A
.500
2.063
WHEEL MOUNT SCALE 1 : 1
WHEEL MOUNT SCALE 1 : 1
4
3
DRAWN
Pete Lenz
CHECKED QA MFG APPROVED
2
8/21/2010
TITLE
Stirling Engine
SIZE
C
SCALE
DWG NO
DrawingEngine
0.875 HS HCS
Screw
5
1
AIRCYL
6
1
CYLCAP
4
3
B B
DRAWN
Pete Lenz
CHECKED QA MFG APPROVED
2
8/21/2010
TITLE
Stirling Engine
SIZE
C
SCALE
DWG NO
DrawingEngine
SHEET 3 OF 3 1
A
REV
n.079 THRU
SECTION A-A SCALE 1 : 1
.513
1.173
A FLYWHEEL SCALE 1 : 1
B
DRAWN
PETE LENZ
CHECKED QA MFG APPROVED
2
8/21/2010
TITLE
STIRLING ENGINE
SIZE
C
SCALE
DWG NO
Wheel-Assm
SHEET 2 OF 3 1
A
REV
斯特林发动机图纸:
4
3
D 2
1
C
4
SECTION B-B
5
SCALE 1 : 1
2
6 3
1 D
C
B
B
AIR ASSM. SCALE 1 : 1
PARTS LIST
ITEM
QTY
PART NUMBER
DESCRIPTION
1
1
D
1.625
1.125
1.000
2 SILVER SOLDER
.125
A POWER PISTON ASSM.
SCALE 1 : 1
SECTION D-D SCALE 1 : 1
B
D C
POWER PISTON ASSM. SCALE 1 : 1
.125 2.476
SECTION A-A SCALE 1 : 1
PISTON FORWARD SCALE 1 / 4
.875 B
1.760
SECTION D-D SCALE 1 / 2
D
D
PISTON BACK SCALE 1 / 4
DRILL OIL HOLE ALL THE WAY TO THE INTERIOR OF THE PISTON
.010
SECTION A-A SCALE 1 / 2
TITLE
QA
A
MFG
STIRLING ENGINE
APPROVED
SIZE
DWG NO
REV
C
Air-Piston-Assm
SCALE
SHEET 1 OF 1
3
2
1
斯特林发动机图纸:
4
3
22
D
21
27
23
24
20
29
28
C
WHEEL ASSM.
SCALE 1 : 1
斯特林发动机图纸:
4
3
2
1
D
n.150 60°
.438
.375
B
A
D
n2.000 n2.250 n2.625
n3.000
5.075 .188
2.763
C E.125
.125
n.150
60° 2.788
n.375
n2.000 n2.250 n2.625 n3.000
SHEET 1 OF 1 1
A
REV
斯特林发动机图纸:
4
3
A
D
C
n.375
.063 OILER HOLE DRILL AFTER ASSEMBLY THRU BODY, CYL., PISTON WHEN PISTON IS IN THE BACK MOST POSITION OF TRAVEL
斯特林发动机图纸:
4
3
2
D
SECTION A-A SCALE 1 / 2
C
1 D
C
B
A 4
A
VIEW1 SCALE 1 / 2
3
B
A
DRAWN
Pete Lenz
CHECKED QA MFG APPROVED
2
8/21/2010
TITLE
Stirling Engine
Air-piston-assm
2
1
air-base-flange
A
3
6
ANSI B18.3 - No. 10 - 24 Hexagon Socket Head Cap