高速线材无孔型轧制实践
高速无扭轧机产线材(盘条)的品质管理与持续改进实践
高速无扭轧机产线材(盘条)的品质管理与持续改进实践随着工业化进程的不断发展,钢铁行业作为基础产业之一扮演着重要的角色。
高速无扭轧机产线材(盘条)作为钢铁行业的重要产品之一,在生产中的品质管理与持续改进显得尤为重要。
本文将探讨高速无扭轧机产线材(盘条)在品质管理与持续改进方面的实践经验。
首先,品质管理是高速无扭轧机产线材(盘条)生产过程中的核心环节。
品质管理的目标是保证产品的质量符合市场需求和技术标准,并且持续提升产品的品质水平。
在品质管理方面,高速无扭轧机产线材(盘条)需要注意以下几个方面:1. 完善的生产工艺控制系统:高速无扭轧机产线材(盘条)生产过程多层次、多环节,需要建立完善的生产工艺控制系统。
这个系统包括对原材料的选择和质量控制、生产过程中各个环节的监控和控制、产品质量检测和分析等方面。
只有建立完善的生产工艺控制系统,才能从根本上保证产品的品质。
2. 严格的品质检测标准:高速无扭轧机产线材(盘条)需要建立一套严格的品质检测标准。
这个标准应该基于市场需求和技术标准,并且要具备可操作性和可实施性。
只有在严格的品质检测标准的指导下,才能保证产品的品质。
3. 持续的质量改进活动:高速无扭轧机产线材(盘条)的生产过程中,质量问题是难以避免的。
因此,持续的质量改进活动是必不可少的。
这包括对产品质量问题的分析和改进、对生产工艺的改进以及对人员技术能力的提升等方面。
只有通过持续的质量改进活动,才能不断提升产品的品质水平。
其次,持续改进是高速无扭轧机产线材(盘条)品质管理的关键。
持续改进是一个不断追求优化和进步的过程,能使企业在竞争激烈的市场中保持竞争力。
高速无扭轧机产线材(盘条)在持续改进方面需要注意以下几个方面:1. 建立改进机制:高速无扭轧机产线材(盘条)需要建立一个持续改进的机制。
这个机制应该包括信息收集和反馈、问题分析和解决、改进方案的制定和实施等环节。
只有建立了良好的改进机制,才能推动企业持续改进。
高速线材无孔型轧制技术的研究与应用

t o c h a r a c t e r o f h i g h s p e e d wi r e r o d .T h e r o l l l i f e i n c r e a s e d 2 . 5 t i me s .t h e mi l l l o a d d e c r e a s e d 7. 5 % .t h e e f f e c t o f e n e r y g
3 . U n i v e r s i t y o f S c i e n c e a n d T e c h n o l o y g B e i j i n g , B e i j i n g 1 0 0 0 8 3 , C h i n a )
Ab s t r a c t :T h e e x p e i r e n c e o f g r o o v e l e s s r o l l i n g t e c h n o l o g y o f h i g h s p e e d w i r e r o d i n J i u q u a n I r o n a n d S t e e l Gr o u p C o .i s
2 . Xi a n S h e n g i f Ma c h a n i c —e l e c t r i c S c i e n c e a n d Te c h n o l o g y C o.L t d. ,Xi a n 7 1 0 0 0 0, C h i n a
p r o d u c e d.De s i g n o f r o l l s h a p e ,s p e c i a l g r o o v e l e s s r o l l i n g g u i d e a n d p a r a me t e r o f r o l l i n g t e c h n o l o y g w a s o p t i mi z e d a c c o r d i n g
高速无扭轧机产线材(盘条)的生产工艺与流程解析

高速无扭轧机产线材(盘条)的生产工艺与流程解析高速无扭轧机产线材是一种重要的金属加工技术,通过对金属坯料进行锻压、拉伸等工艺,将其转化为盘条。
在此过程中,生产工艺与流程的设计和控制至关重要,直接影响产品质量和生产效率。
一、工艺流程高速无扭轧机产线材的工艺流程主要包括原料准备、加热处理、轧制、探伤和整理等环节。
下面将对每个环节进行详细解析。
1. 原料准备原料准备是生产过程的第一步,主要包括材料选择和切割。
在选择材料时,应注重材料的成分和性能,以确保产品的质量和性能要求。
切割则是将原料坯料按照一定的长度进行切割,以便后续处理。
2. 加热处理加热处理是为了提高金属坯料的可塑性,使其更容易在后续的工艺过程中进行变形和成形。
通常采用高温加热的方式,将金属坯料加热至一定温度范围内。
3. 轧制轧制是高速无扭轧机产线材的核心工艺环节,通过机械力的作用,将加热后的金属坯料进行连续轧制,最终形成所需的盘条。
4. 探伤轧制后的盘条需要进行探伤,以检测产品内部的缺陷和问题。
常用的探伤方法包括超声波探伤和磁粉探伤等,通过对产品进行全面检测,排除有缺陷的产品。
5. 整理整理是为了提高产品的表面质量,去除表面的氧化层和杂质。
常用的整理方法包括酸洗和钝化等,以确保产品的光洁度和表面质量。
二、工艺设计与控制1. 温度控制加热处理环节中,温度的控制非常关键。
温度过高会导致过度软化,降低产品的强度和硬度;温度过低则会影响金属的可塑性。
因此,在加热处理过程中,需要确保温度稳定且控制在合适的范围内。
2. 轧制参数控制轧制过程中,轧机的参数控制非常重要。
包括轧辊的速度、力度和轧制次数等参数的控制,直接影响产品的尺寸精度和表面质量。
通过合理的参数设定和控制,可以获得满足要求的产品。
3. 探伤精度控制在探伤环节中,需要确保探伤的精度和可靠性。
通过使用先进的探伤设备和技术,可以有效地检测产品内部的缺陷和问题,保证产品质量。
4. 整理工艺优化整理环节中,需要优化工艺参数和方法,以提高产品的外观和质量。
高线φ12.5 mm 82B-M盘圆提速轧制生产实践

2021年第1期提高1#连铸机至二棒轧线方坯热送率的工艺实践高线椎12・5mm82B-M盘圆提速轧制生产实践李勇岳连智魏福龙(首钢水钢钢轧事业部贵州六盘水553028)摘要:本文通过对高线轧制①12.5mm82B-M各关键工序控制点进行分析,通过对轧制工艺的优化改进从而达到提速生产目的,满足市场需求遥关键词:加热温度;轧线导卫件;穿水器;风机控制Production Practice of Increasing Rolling Speed of椎12.5mm82B-M Wire Rodin High Speed Rolling ProcessLi Yong Yue Lianzhi Wei Fulong(Industrial Department of Steelmaking and Steel Rolling,Shougang Shuicheng Iron&Steel(Group)Co.,Ltd,.Liupanshui553028,Guizhou,China)Abstract:The key control points in high speed rolling process of椎12.5mm82B-M wire rod are analyzed.By the improvement of the rolling process,the purpose to increase the rolling speed is realizedto meet the demand of market.Keywords:r eheating temperature;rolling guider;water cooling device,blower control1前言首钢水钢钢轧事业部高线作业区为全连轧高速线材生产线,设计能力为年产50万t/年,全线由6架粗轧机(平立轧机布置),6架中轧机(平立轧机布置),6架预精轧机(平立轧机布置,后四架为椎285悬臂辊环紧凑型机组)和10架精轧机(顶交45。
高速无扭轧机产线材(盘条)的物联网技术与智能化生产实践

高速无扭轧机产线材(盘条)的物联网技术与智能化生产实践随着科技的不断发展和物联网技术的应用,各行各业都在探索如何利用物联网技术实现智能化生产。
在钢铁行业,高速无扭轧机产线材(盘条)的物联网技术的应用也成为了一个热门话题。
在本文中,我们将探讨高速无扭轧机产线材(盘条)的物联网技术与智能化生产实践。
高速无扭轧机产线材(盘条)是一种用于制造线材或盘条的设备,它可以快速、高效地加工出具有高度一致性和优良机械性能的产品。
然而,传统的生产方式存在着一些局限性和挑战,例如生产线的稳定性和效率以及产品质量的可靠性。
通过引入物联网技术,高速无扭轧机产线材(盘条)的生产过程可以得到极大的改进。
物联网技术可以将设备、传感器、计算机和网络连接在一起,实现实时数据的采集、传输和分析。
这为生产线的监控和控制提供了新的可能性。
首先,物联网技术可以实现对高速无扭轧机产线材(盘条)的实时监控。
通过安装传感器和网络连接设备,生产线上的关键数据可以实时采集。
这些数据可以包括设备的运行状态、温度、压力、振动等各种参数。
通过远程监控软件和云平台,生产线的运行情况可以随时随地地被监测。
如果出现异常情况,生产线的工作人员可以立即做出反应,避免生产事故的发生。
其次,物联网技术可以实现高速无扭轧机产线材(盘条)的智能化生产控制。
通过对实时数据的分析与处理,智能化的控制系统可以实现对生产过程的自动化调整。
这可以包括设备的自动运行调整,如自动调整轧制速度和轧辊间距,以保证产品的质量和一致性。
此外,智能化的控制系统还可以根据需求的变化进行生产计划的自动调整,以提高生产效率和资源利用率。
另外,物联网技术还可以实现高速无扭轧机产线材(盘条)的质量追溯和预测维护。
通过将每个产品的生产数据与标识信息进行关联,可以建立一个完整的产品质量追溯系统。
这可以确保产品质量的可靠性和可追溯性,加强对不合格产品的追溯和处理。
同时,物联网技术还可以利用大数据分析和机器学习算法,实现对设备的预测性维护。
中钢棒材线螺纹钢成品前架无孔型轧制实践88
中阳钢铁棒材线螺纹钢成品前架(精轧16架)无孔型轧制技术应用无孔型轧制技术首先在20世纪末由瑞典提出并首先在铜棒轧制上开始试验并取得成功,尔后美国摩根公司与日本川崎公司相继在粗轧前几架紧凑式轧机上进行无孔型轧制试验并取得成功,国内开展棒材线无孔型轧制技术的厂家有上海宝钢旗下的八一钢铁棒材线,柳州钢铁棒线厂,福建三钢高线二厂等,其中最为成功且创造巨大效益的为八一钢铁棒材线,其是国内首家实现了除成品(有孔型轧制)外所有道次均为无孔型轧制的棒线生产线。
中钢棒材螺纹钢生产线与八一钢铁棒材连轧生产线有诸多共同点,第一:轧机及生产工艺均从意大利引进;第二:轧机均采用短应力线“红圈”轧机;第三:轧线机架总数均为18架;第四:轧机布局均为平立交替式(八一钢铁粗轧、中轧、预精轧、精轧均为平立交替)(中钢棒材粗轧为二辊平列式扭转轧制布局);第五:连铸坯断面及轧制线速度及轧制螺纹规格大小均无较大差异。
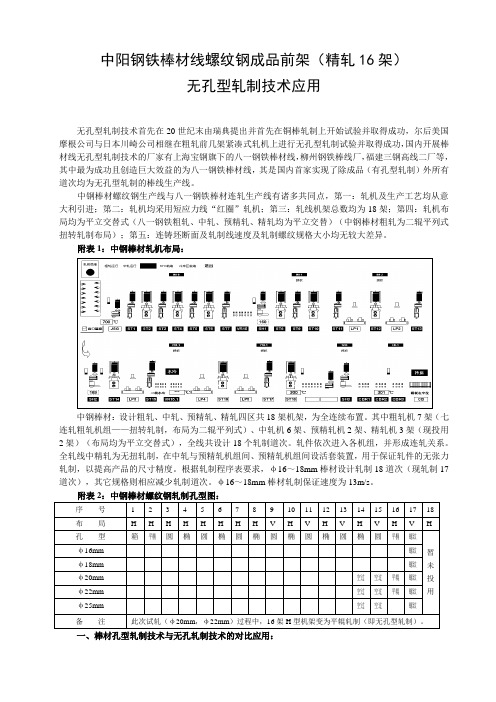
附表1:中钢棒材轧机布局:中钢棒材:设计粗轧、中轧、预精轧、精轧四区共18架机架,为全连续布置。
其中粗轧机7架(七连轧粗轧机组——扭转轧制,布局为二辊平列式)、中轧机6架、预精轧机2架、精轧机3架(现投用2架)(布局均为平立交替式),全线共设计18个轧制道次。
轧件依次进入各机组,并形成连轧关系。
全轧线中精轧为无扭轧制,在中轧与预精轧机组间、预精轧机组间设活套装置,用于保证轧件的无张力轧制,以提高产品的尺寸精度。
根据轧制程序表要求,φ16~18mm 棒材设计轧制18道次(现轧制17道次),其它规格则相应减少轧制道次。
φ16~18mm 棒材轧制保证速度为13m/s 。
附表2:中钢棒材螺纹钢轧制孔型图:一、棒材孔型轧制技术与无孔轧制技术的对比应用:1、棒材此次试验成品前架无孔型轧制技术,主要目的是为降低成品废材率,消除螺纹纵肋不对称及产生折叠,减少精轧16架出耳子问题,提高成品前架(即精轧16架)轧制吨位, 减少轧机和导卫的预装工作量,经过此次成品前架(即精轧16架)的无孔型试轧,减少了平椭孔(精轧16架原轧制孔型)存在的缺点, 取得了很好的应用效果。
棒线轧机无孔型轧制工艺
详细描述
轧机设备的性能,如驱动能力、刚度、精度 等,以及工艺条件,如润滑条件、冷却条件 等,都会对轧制过程的稳定性和产品质量产 生影响。先进的轧机设备和良好的工艺条件 可以提高轧制效率、降低能耗并提高产品质 量。
06
棒线轧机无孔型轧制工艺 的未来发展方向
提高轧制效率和降低成本
自动化与智能化
通过引入先进的自动化和智能化 技术,如机器视觉、人工智能等 ,实现轧制过程的自动化和智能 化,提高生产效率,降低人工成
精细化轧制
通过精细化轧制技术,实现产品尺寸、形状和性能 的精确控制,提高产品质量和稳定性。
过程控制与质量检测
加强过程控制和质量检测,实现生产过程的 全面监控和产品质量的全覆盖检测,提高产 品质量和稳定性。
探索新的轧制技术和方法
1 2
新材料轧制
研究和应用新材料轧制技术,如高强度钢、不锈 钢等材料的轧制技术,拓展轧制技术的应用领域 。
矫直
对冷却后的坯料进行矫直处理,以消除其弯 曲或扭曲。
包装
根据产品要求进行包装,以保护成品的质量 和外观。
04
棒线轧机无孔型轧制工艺 参数优化
工艺参数的选择和设定
轧制速度
根据产品规格和设备能力设定。
轧制力
根据产品规格和材质特性设定。
轧辊直径
根据设备能力和产品规格设定。
轧辊材质
根据产品材质和轧制力选择。
特殊断面的生产
无孔型轧制技术适用于生 产特殊断面的产品,如椭 圆形、方形、扁形等断面 形状的产品。
高效轧制
无孔型轧制技术能够实现 高效轧制,提高生产效率 ,降低生产成本。
无孔型轧制技术的发展现状
技术成熟
无孔型轧制技术已经得到了广泛的应用和推广,技术已经相对成熟。
高速无扭轧机产线材(盘条)的人工智能应用与智能制造实践
高速无扭轧机产线材(盘条)的人工智能应用与智能制造实践随着人工智能技术的不断发展和应用,越来越多的传统制造业开始探索如何将人工智能应用于实际生产中,以提高生产效率和质量。
高速无扭轧机产线材(盘条)作为传统制造业中重要的一环,也逐渐加入了人工智能的应用与智能制造实践的行列。
高速无扭轧机产线材(盘条)的人工智能应用主要体现在以下几个方面:1. 数据分析与预测在高速无扭轧机产线材(盘条)的生产过程中,大量的数据被实时记录和采集。
通过人工智能技术,可以对这些数据进行深入分析和挖掘,发现潜在的问题和规律,并进行预测和优化。
例如,通过分析设备传感器的数据,可以实时监测设备的状态,预测设备的故障,避免设备损坏和生产事故的发生。
通过分析产品质量数据,可以找出制造过程中的瓶颈和改进点,提高产品质量和生产效率。
2. 智能调控和优化高速无扭轧机产线材(盘条)的生产过程中,有许多参数需要调整和优化,例如轧机的轧制力、轧辊的间距、轧辊的摩擦系数等。
传统的调控方法往往需要依赖经验和试错,效率较低且容易出现误差。
而借助人工智能技术,可以通过建立数学模型和算法,实现对生产过程的智能调控和优化。
通过实时监测和分析生产过程的数据,人工智能系统可以自动调整参数,实现最优化的生产效果,并根据实际情况不断学习和优化算法,提高效率和质量。
3. 质量检测与追溯高速无扭轧机产线材(盘条)的质量检测是生产过程中非常重要的环节。
传统的质量检测方法主要依靠人工操作和目视检查,容易出现漏检和误判的情况。
通过引入人工智能技术,可以实现对产品质量的自动检测和分析。
例如,可以利用图像识别技术,对产品表面的缺陷和异物进行自动检测和分类。
同时,通过将产品与生产过程数据进行关联,可以实现产品质量的追溯,对于出现质量问题的产品进行定位和排查。
4. 自动化生产与协作机器人除了以上提到的应用,高速无扭轧机产线材(盘条)的智能制造还可以进一步发展,引入自动化生产和协作机器人。
新钢高速线材轧机成功开发无孔型轧制技术(对外).
新钢高速线材轧机成功开发无孔型轧制技术无孔型轧制是指轧件在上、下两个不刻槽的平辊间轧制,辊缝的高度既为轧件的高度,轧件宽度既为自由宽展后的轧件宽度,没有轧槽侧壁的夹持、参与变形作用。
轧制时只需改变辊缝就可调整轧件的断面尺寸,轧制的适应性极强,能优化棒线材连轧机的生产工艺。
新钢公司在高线轧机上采用无孔型轧制时先后进行了工艺选型、轧制断面设计及苣参数的确定、延伸的确定、宽展的确定和、轧辊直径的确定,对导卫装置及辅助设备进行改造。
并针对单鼓率和双鼓率的大小进行有效控制,并解决了轧件歪扭脱方现象。
2008年 6月开始 1#—— 4#轧机的无孔型轧制, 经过半年多的工艺稳定期, 2009年年初开始 5#—— 8#的无孔型轧制,成功实现了 1#-8#的无孔型轧制,至 2009年年底,累计轧制钢材 100多万吨, 钢种含 HPB235、 30—— 80、 65Mn 、 HRB400、 30MnSi 、 ML08AL 、 82B 等建筑与工业用钢。
无孔型轧制具有优良的除磷效果和均匀的轧件变形,有效提高品种钢尺寸精度及表面质量,开发无孔型轧制技术,只对原有设备进行了改造,投入少量资金,据计算,整个改制费用不足 15万元,却可创造巨大的经济效益。
该项技术填补了江西省的空白,提高了该厂的市场竞争力。
新钢公司高线轧机实现在线检测线材厂关键设备在线检测系统已建立并开始初步运行, 通过对该系统的有效运行,能准确掌握主要关键设备的动态情况,对采集信息进行分析研究,开展对设备的预知维修, 有效降低设备故障,杜绝设备事故,提高有效作业率,降低维修费用。
该检测系统于 2007年年底建立, 2008年上半年试运行, 下半年正常运行。
该工程实际上包括三个部分即:第一个部分是 ENTANC 在线自动巡检系统,覆盖新线预精轧机、精轧机、吐夹辊、吐丝机及 3H 和 4V 减速机,主要通过在线检测设备的振动量参数进行动态诊断,达到预知设备劣化趋势,采取预防性维修以消除设备事故。
高速线材无孔型轧制技术的研究与应用
高速线材无孔型轧制技术的研究与应用摘要:无孔型轧制是指上下无槽平辊间的轧制,辊缝高度为轧件高度,轧件宽度为自由宽展后轧件宽度,无轧槽侧壁的夹持、参与变形作用。
在轧制时,只需改变辊缝,就能调整轧件的断面尺寸,从而节约电耗及辊耗,进而提高成材率和作业率。
本文对高速线材无孔型轧制技术的应用进行了分析。
关键词:高速线材;无孔型轧制;应用在无孔型轧制中,只需改变辊缝即能调整轧件截面尺寸,简化轧件受力,使轧件变形均匀,它能增加轧辊过钢量,降低换辊频率,提高轧机的作业率,以及降低能耗。
因此,无孔型轧制是一项有效的节能技术,应用后可取得一定的经济、社会效益。
本文根据高速线材的工艺特点,对辊型、无孔型专用导卫和轧制工艺参数进行了优化设计。
投入使用后,节能效果明显,进一步提高了产品质量。
结果表明,无孔型轧制在节能降耗和提高生产率方面具有显著效果。
一、高速线材简介高速线材是指用高速轧钢机轧制的线制钢材。
把线材分为螺纹钢和盘圆两种,其中部分盘圆又根据轧机的不同又分为高速线材(高线)和普通线材(普线)两种。
高线采用高速线材轧机上轧制,生产节奏快、盘较大(包中盘圆通常是整根、最大盘重可达2500kg)、包装通常比较紧匝、漂亮。
同时,高线也是指用“高速无扭轧机”轧制的盘条。
轧制速度在80~160米/秒,每根重量(盘)在1.8~2.5吨,尺寸公差精度高(可达到0.02mm),在轧制过程中可通过调整工艺参数(特别是在冷却线上)来保证产品的不同要求。
高线和普线的质量标准相同,只是生产线的不同造成包装外观的差异。
高线具有以下特点:①尺寸精度高,椭圆度小;②采用集散卷风冷却,成分均匀,机械性能好;③由于采用负公差轧制,节约了金属,相同重量的高线要比普线长度更长;④每件只有一个头和尾。
二、无孔型轧制概念及其优势1、基本概念。
无孔型轧制即在不刻轧槽的平辊上,通过方-矩形变形过程,完成延伸孔型的任务;减小断面到一定程度,再通过数量较少的精轧孔型,最终轧制成方、圆、扁等简单断面轧件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
( h iz u n einIs tt , n i ei eina dR sa h I stt C . L d ,SN T E S i — S  ̄a h a g D s n tu E gn r g D s n ee r n tue o , t. I OS E L, h i g i e e n g c i j
调整 轧件 的断 面尺 寸 , 轧件受 力 简 化 , 使 变形 均 匀 , 并可 改善轧 材 的表 面质量 , 可节省 电耗 和辊耗 , 还 提
短应力 轧机 ; 预精轧机 组 4架 为悬臂式 轧机 , 采用平
一
立交 替布置 , 由直流 电机单 独传动 , 实现 了微 张 力
高成材率 、 作业 率 , 降低 生 产 成本 。X P钢 铁公 司高
摘要 : 体介绍了 X 具 P钢 铁 公 司 高 速 线 材 在 粗 、 轧 进 行 无 孔 型 试 轧 的 工 艺 特 点 、 验 方 案 、 数 设 计 中 试 参 等 。无孔 型轧 制 实 施 后 , 节 能 降耗 、 高 生产 效 率 等 方 面 均取 得 显 著 效 果 。 在 提 关 键 词 : 孔 型 轧 制 ; 速 线 材 ; 践 无 高 实
高度/ mm
宽 度/ m a r
料 形 面 积/ mm
压 下 量/ mm
延 伸 系 数
3
无 孔 型 轧 制 技 术 实 践
的影 响 , 槽 间距 减 小 , 轧 结构 及 固 定 方 式 相 应 改 进 。
总 第 1 6期 8
21 0 1年 第 6期
河 北 冶4- "
H EB M ETAL U R GY EI L
To a l 6 tl 8 2 1 N u b r6 01 。 m e
高速 线材 无 孔型 轧 制 实践
侯 红 杰 , 连 江 李
( 钢集 团工 程 设 计 研究 院有 限公 司石 家 庄设 计 院 , 中 河北 石家 庄 0 0 2 ) 5 0 1
Ke o d n n — p s oln y W r si o a s r lig;h g ~ s e d wie;p a t e ih pe r r ci c
1
前 言
2 设 备 布 局 和 原 工 艺 特 点
2 I 设 备 布 局 .
4 0余 年来 , 孔型轧 制技 术 通过 国内外 钢铁 企 无
中 图分 类 号 : G 3 . T 3 56 文献 标 识 码 : B 文 章编 号 :0 6— 0 8 2 1 ) 6— 0 2— 2 10 5 0 ( 0 1 0 0 3 0
P RACTI CE OF NON —PAS S ROLL G OF GH —S HI PEED I W RE
图 1 粗、 中轧 区平 面 布置 简 图
高线机 组 设 计 年 产 量 为 6 0万 t 产 品规 格 为 ,
收 稿 日期 :0 1— 2~2 21 0 8
作 者简 介 : 红杰 ( 9 6一) 男 , 程 师 ,0 0年 毕 业 于 包 头 钢 铁 学 侯 17 , 工 20 院 金属 压 力 加 工 专业 , 在 中 钢集 团工 程 设 计研 究 院 有 限 公 司石 家 现 庄 设计 院 从 事工 程 设 计 , E—ma :h一 9 6 ia CI i h j 1 7 @s . O l n n 3 2
线 车 间试 验前 8架无 孔轧制 , 取得 了成功 。
及活套 控制轧 制 ; 精轧 机组 1 0架为 4 。 交 V 型悬 5顶
臂式 轧机 , 用集体传 动 , 、 采 粗 中轧 区布置见 图 1 。
1 夹 送辊 ; . 5 . 2 5 0 H轧 机 ; . 5 3 5 0 V轧 机 ; . # 剪 ; . 5 4 1飞 5 4 0 H轧 机 ; . 5 V 轧机 640
ah a g,He e , 5 0 1 zu n bi 0 0 2 )
A b t a t I t i n r u e h e h l y f a u e,t s a e t pl n,p r m e e s de i on — p s o l n r u h a a t r sgn of n a s r li i o g ng a d i t r e a e r ln fhi h — s e d wi e i r n e lCo p n n n e m di t ol g o g i p e r n XP Ion a d St e m a y. Tha e s o i s e f c n s v— t g t bv ou f e t i a i n r y,r d c ng c ns m p i n a d r i i g p o c i t ng e e g eui o u to n a s n r du tvi y.
业 的不断实践 , 取得很 大进展 , 已成 为能优 化棒 线 并
材 生 产 的轧 制 技 术 。 无 孔 型 轧 制 只需 改 变 辊 缝 即 可
X P高速线 材车 间 全线 共有 2 8架 轧 机 , 中粗 其
轧 机 组 6架 5 0mm ; 轧 机 组 8架 4 0mm 为 5 中 5
5 5~1 mm圆钢 盘卷和 6 5~1 . 6 . 4mm带肋 钢筋
盘卷 。设计 最大轧 制速 度为 9 s 生产 中轧 制速 0m/ , 度 为 8 s产 品精度 为 ± . 8m/ , 0 1mm。
河北 冶金
21 0 1年 第 6期
机 架
孔 型 形 状
辊 缝/ m a r