全自动锡膏印刷机操作指导
全自动锡膏印刷工位操作规程

全自动锡膏印刷工位操作规程(ISO45001-2018/ISO9001-2015)1.0目的1.1通过钢网网孔把锡膏均匀的沉积在待贴装元件的电路基板上,以得到所要求的具有一定厚度和形状的图形。
1.2为使操作人员熟知本工位的质量要求、工艺标准和操作步骤,特拟定本作业指导书。
2.0范围适用本公司全自动锡膏印刷工位。
3.设备、工具和材料:3.1设备:Gstorm全自动视觉印刷机;3.2工具:钢网、刮刀、搅拌刀、周转盘;3.3材料:锡膏、擦网布、无水乙醇;4.0生产准备:4.1环境温度:20~30℃,相对湿度:30%~75%;4.2SMT组长根据生产计划按产品技术要求,正确选用锡膏(品牌、型号、有铅或无铅),并依照《锡膏储存与使用管理规定》到库房领取锡膏(在保证生产的前提下尽量减少锡膏的在线量);4.3按照《钢网使用规定》备好相应的钢网模板并检查钢网张力是否合格,图形是否完整;4.4检查刮刀的磨损情况,替换刀口不符合要求的刮刀。
5.0操作步骤5.1设备主要部分名称如下图:省略5.2开机前准备:●检查所输入电源的电压、气源的气压是否符合要求;●检查机器各连接线是否连接好;●检查气动系统是否漏气,空气输入口过滤装置有无积水;●检查机器各传送皮带松紧是否适宜;●检查磁性顶针和真空吸盘是否按所要生产的PCB尺寸大小摆放到到工作台板上;●检查清洗用卷纸有无装好,检查酒精箱的液位(液面应超出液位感应器);●检查机器的紧急制动开关是否弹起;●检查三色灯工作是否正常,检查机器前后罩盖是否盖好。
5.3机器初始化:5.3.1打开总电源开关→打开气源开关→打开机器主电源开关→打开电脑→双击电脑桌面上的软件图标→进入机器主画面(参考实际机型),首先进行“机器归零”将机器初始化;5.4定位PCB板和钢网:5.4.1放置顶针/顶块,根据PCB板的大小将顶针/顶块固定于PCB板轨道下方的平台上。
5.4.2点击“调节”按钮,调整轨道宽度,在轨道入口放一块PCB板,点击“自动定位”基板自动传入并定位。
全自动锡膏印刷机使用手册
全自动锡膏印刷机使用手册
以下是一份全自动锡膏印刷机使用手册的草案:
一、设备检查
在开机前,应检查设备的供电是否正常,气源压力是否正常,以及印刷机是否完成预热。
二、设置参数
根据产品的特点和要求,设置印刷参数,包括网版开口尺寸、刮刀压力、刮刀角度等。
三、装载锡膏
将锡膏装载到印刷机的供料器中,并按照锡膏供应商的规定进行操作。
四、移动钢网
将钢网移动到印刷区域,并对准印刷头,保证钢网和印刷头的平行度。
五、涂覆锡膏
打开供料器,将锡膏涂覆到钢网上,确保均匀分布。
六、开始印刷
按下启动按钮,开始印刷,并观察印刷质量。
在印第一块板前,由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
七、清洗
印刷完成后,清洗印刷机,包括供料器、印刷头、钢网等。
八、关机
关闭印刷机电源,清理现场。
请注意,此使用手册可能需要根据具体设备型号和供应商的指导手册进行修改和补充。
在实际操作中,务必遵循设备操作指南和安全规定,以防止可能的故障或事故。
锡膏印刷机作业指导书

10.清洗之基板区分放置且在板边用油性笔作“△”记号待IPQC确认,OK后统一放置烤箱内烘烤.
11.一般擦拭钢板频率3-5PCS/1次,擦拭时需机台处于手动状态,用沾有少许洗板水的无尘纸,从钢纲底部擦拭,擦拭干净再用气压为2.0kg/cm2气管从下往上吹净孔内残留锡膏.视质量状况,若连续3PCS出现不良立即反馈工程作调整,OK方可正常生产.
油器专用油(No.2)
印刷刮刀
检查是否变型,必要是更换
TABLE台
清洁灰尘,丝杆加油
最大真空值:>-500
月保养
印刷部分
检查刮刀是否变形,与TABLE高度,运行状况
驱动部分
清洁,润滑各丝杆及导轨并加黄油
基板传送各感应SENSOR
清洁脏污,必要时更换
相机部分
去除灰尘,轨道清洁油污,加黄油(EP2)
机器内部各风扇
7.投入前检查PCB是否变形,报废、异物、氧化,用固定静电毛刷刷表面.
8.印刷出来需用放大镜全数检查.
8.1少锡:PAD有无露铜箔,锡膏厚度未达到厚度为少锡.
8.2连锡:PAD与PAD间有锡膏相连为连锡,特别是排插、IC、PIN之间易连锡,故重点检查.
8.3锡多:锡膏厚度高出钢板厚度为锡多.
8.4塌陷、冒尖:锡膏分布PAD不均匀.
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
SMT全自动印刷机作业指导书
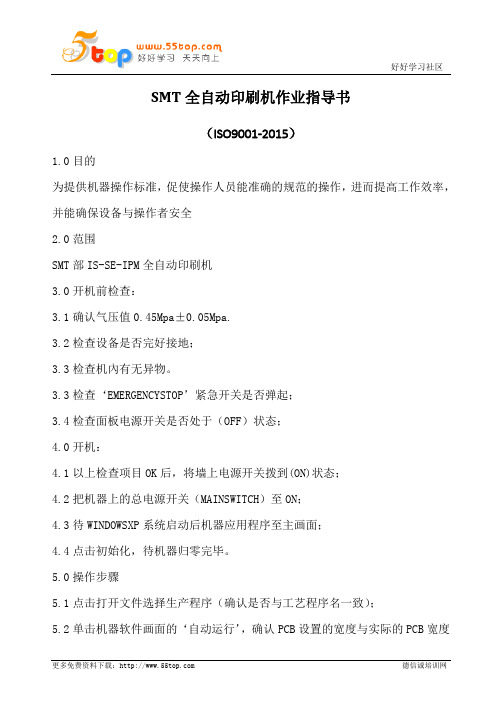
SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
锡膏印刷机操作规程
锡膏印刷机操作规程锡膏印刷机操作规程(1200字)一、前言锡膏印刷机是电子制造行业中常用的设备之一,用于印刷电路板上的锡膏。
本操作规程旨在帮助操作人员正确并安全地使用锡膏印刷机,并确保其正常运行。
二、操作前的准备1. 熟悉设备:操作人员应事先熟悉锡膏印刷机的结构、工作原理和操作程序,了解各个按钮、开关和指示灯的作用。
2. 清洁环境:确保操作区域的环境干净整洁,并保持空气流通。
3. 检查设备:检查锡膏印刷机的电源线、气源线和其他连接线是否完好无损。
确保设备没有漏电、短路等安全隐患。
4. 准备工具和材料:准备好所需的锡膏、上锡刮刀、清洁剂等工具和材料。
三、操作步骤1. 打开电源:将电源线插入稳定的插座,打开电源开关,确保电源指示灯亮起。
2. 启动设备:按照设备的启动顺序,按下相应按钮或转动开关,启动设备。
在设备各个模块启动后,观察指示灯是否正常亮起,确保设备正常运行。
3. 设置参数:根据需要设置锡膏印刷的参数,如印刷速度、压力、印刷高度等。
可根据实际情况进行调整。
4. 载入锡膏:将准备好的锡膏装入设备的锡膏槽中,确保锡膏均匀分布,不出现结块或堵塞现象。
5. 准备电路板:将待印刷的电路板放置在设备的印刷台上,并确保电路板与台面平齐。
根据需要,可以使用夹具或定位器固定电路板位置。
6. 开始印刷:按下启动按钮,设备开始进行印刷操作。
观察印刷过程中是否有异常情况发生,如锡膏厚度不均匀、印刷位置偏差等,及时调整参数或停止操作。
7. 检查印刷质量:印刷完成后,对印刷效果进行检查。
检查锡膏的厚度是否符合要求,印刷位置是否准确。
如发现不满意的地方,可重新调整参数并重新印刷。
8. 清洁设备:印刷结束后,关闭电源开关,切断电源供应。
使用适当的清洁剂和工具清洁设备,包括锡膏槽、印刷台、刮刀等部分。
确保设备干净,并在设备上覆盖防尘罩。
四、注意事项1. 安全操作:在操作过程中,要严格遵守设备的操作规程,避免在设备运行中进行不必要的操作。
锡膏印刷机操作说明书
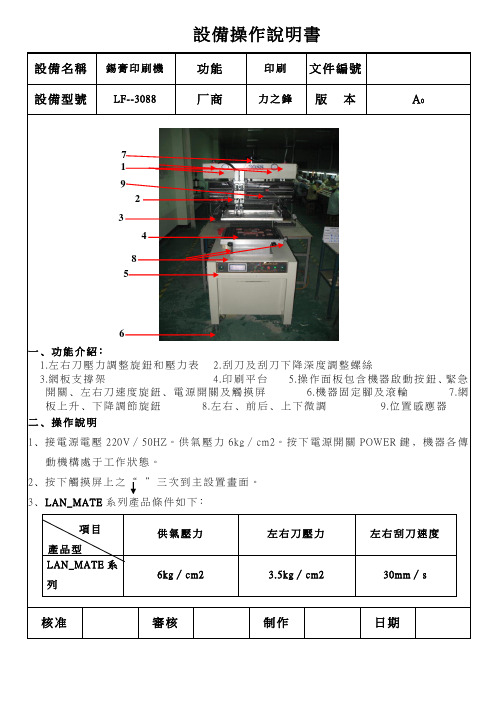
設備名稱 錫膏印刷機 功能 印刷 文件編號
設備型號
LF--3088
厂商
力之鋒
版 本
A 0
一﹑功能介紹﹕
1.左右刀壓力調整旋鈕和壓力表
2.刮刀及刮刀下降深度調整螺絲
3.網板支撐架
4.印刷平台
5.操作面板包含機器啟動按鈕﹑緊急開關﹑左右刀速度旋鈕﹑電源開關及觸摸屏
6.機器固定腳及滾輪
7.網板上升﹑下降調節旋鈕
8.左右﹑前后﹑上下微調
9.位置感應器 二﹑操作說明
1﹑接電源電壓220V ∕50HZ 。
供氣壓力6kg ∕cm2。
按下電源開關POWER 鍵﹐機器各傳
動機構處于工作狀態。
2﹑按下觸摸屏上之“ ”三次到主設置畫面。
3﹑LAN_MATE 系列產品條件如下﹕
供氣壓力
左右刀壓力
左右刮刀速度
LAN_MATE 系列
6kg ∕cm2 3.5kg ∕cm2 30mm ∕s
核准 審核 制作 日期
5
4 3
7 1 6
2 8 項目
產品型號 9。
全自动锡膏印刷工位作业指导书

1.目的1.1通过钢网网孔把锡膏均匀的沉积在待贴装元件的电路基板上,以得到所要求的具有一定厚度和 形状的图形。
1.2为使操作人员熟知本工位的质量要求、工艺标准和操作步骤,特拟定本作业指导书。
2.范围适用本公司全自动锡膏印刷工位。
3.设备、工具和材料:3.1 设备:Gstorm 全自动视觉印刷机; 3.2 工具:钢网、刮刀、搅拌刀、周转盘; 3.3 材料:锡膏、擦网布、无水乙醇;4.生产准备:4.1 环境温度:20~30℃,相对湿度:30%~75%;4.2 SMT 组长根据生产计划按产品技术要求,正确选用锡膏(品牌、型号、有铅或无铅),并依照《锡膏储存与使用管理规定》到库房领取锡膏(在保证生产的前提下尽量减少锡膏的在线量); 4.3 按照《钢网使用规定》备好相应的钢网模板并检查钢网张力是否合格,图形是否完整; 4.4 检查刮刀的磨损情况,替换刀口不符合要求的刮刀。
5.操作步骤5.1设备主要部分名称如下图:5.2 开机前准备:● 检查所输入电源的电压、气源的气压是否符合要求; ● 检查机器各连接线是否连接好;● 检查气动系统是否漏气,空气输入口过滤装置有无积水; ● 检查机器各传送皮带松紧是否适宜;● 检查磁性顶针和真空吸盘是否按所要生产的PCB 尺寸大小摆放到到工作台板上; ● 检查清洗用卷纸有无装好,检查酒精箱的液位(液面应超出液位感应器); ● 检查机器的紧急制动开关是否弹起;● 检查三色灯工作是否正常,检查机器前后罩盖是否盖好。
5.3 机器初始化:5.3.1打开总电源开关→打开气源开关→打开机器主电源开关→打开电脑→双击电脑桌面上的软件图标→进入机器主画面(参考实际机型),首先进行“机器归零”将机器初始化;电源开关急停开关运行/停止 图15.4 定位PCB 板和钢网:5.4.1放置顶针/顶块,根据PCB 板的大小将顶针/顶块固定于PCB 板轨道下方的平台上。
5.4.2点击“调节”按钮,调整轨道宽度,在轨道入口放一块PCB 板,点击“自动定位”基板自 动传入并定位。
SMT全自动印刷机作业指导书
SMT全自动印刷机作业指导书SMT全自动印刷机作业指导书(ISO9001-2015)1.0目的为提供机器操作标准,促使操作人员能准确的规范的操作,进而提高工作效率,并能确保设备与操作者安全2.0范围SMT部IS-SE-IPM全自动印刷机3.0开机前检查:3.1确认气压值0.45Mpa±0.05Mpa.3.2检查设备是否完好接地;3.3检查机內有无异物。
3.3检查‘EMERGENCYSTOP’紧急开关是否弹起;3.4检查面板电源开关是否处于(OFF)状态;4.0开机:4.1以上检查项目OK后,将墙上电源开关拨到(ON)状态;4.2把机器上的总电源开关(MAINSWITCH)至ON;4.3待WINDOWSXP系统启动后机器应用程序至主画面;4.4点击初始化,待机器归零完毕。
5.0操作步骤5.1点击打开文件选择生产程序(确认是否与工艺程序名一致);5.2单击机器软件画面的‘自动运行’,确认PCB设置的宽度与实际的PCB宽度是否匹配,进出板方向是否正确,机器的印锡参数与清洗参数是否与工艺要求一致等;5.3依次点击设置机械/钢网设定中心为准钢网止动器下标记钢网,确认OKMARK 点的位置后按下‘CLAMP’键固定钢网;5.4按照刮刀方向安装刮刀,安装刮刀时要注意刮刀不能安装反并且安装到位.否则钢网和刮刀会损坏,区分前后刮刀,根据螺丝间距的不同装在不同位置上,不能相互交换。
5.6加入适量的锡膏点击主画面的自动运行,然后点击控制面板上的START开始印刷,在印第一块板前由跟线技术人员确认刮刀是否装好,钢网是否锁紧。
作业员在确认PCB型号和版本正确后,按工艺要求的方向将其放在机器进板轨道上,开始印刷。
5.7在印刷过程中,每隔半小时检查刮刀前的锡膏滚动直径是否小于15mm,每次添加的原则是:少量多次,同时铲回刮刀两边的锡膏,放置到刮刀滚动位置,以免两边的锡膏停置时间过长出现变质。
在添加锡膏时必须将机器退出自动印刷状态,锡膏加好后,必须保持机器安全门关闭,以免锡膏内助焊剂挥发过快,影响其印刷质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
广晟德全自动视觉锡膏印刷机GSD-PM400A
操
作
指
导
书
电源接头
气管接头
气管、电源接头,确定已接好
确定插头也接上
确定电源为交流220V
气压阀
气压0.3~0.7pma
气压过滤装置
电源打到”I”打开电源
主电源开关.
进入到电源桌面。
双击桌面GSD图标
点击归零
进入软件界面
归零后点
“退出”
归零完成界面
选择所要的使用权限。
做程序界面新建程序进
行生产
打开已做好的程序
直接生产
输入文件目录名
称点”确认”
设置PCB 板的长宽厚,软件
会自动给出默认值.如果默认值不能满足要求我们可以修改的地方有:
进入到下一步的提示
PCB 、钢网定位画面,根据实际要
PCB 板运输不到位可修改
钢网不居中情况下可修
印刷拉尖情况下建议修改
钢网印刷不干净可修改
自动调节导轨宽度
点击钢网定位钢网会自动定位
求摆好顶块、顶针。
点Marak点设置,进入到下一步
LED1LED2调节
PCBMARK光亮度
选择当前
MARK类型点击自动匹配
钢网MARK光
亮度调节。
必要时可对分数进行设置达到取像
时的一个最佳。
注(PCB一样)
钢网Marak设置画面
钢网PCB Marak 设置完成点确定
生产设置画面,里面功能选择
对生产有帮助。
清洗设置画面。
PCB 厚度小于1MM 可选用
印刷中有移位情况可在这作调节
清洗设置可任意组合
酒精喷多少在此设置
卷纸多少的设置
“点击确认”
设置完成点击”开始生产”界面
手动调节印
刷移位窗口
生产中打开”偏移调节”窗口界面
点”是”退出
生产
生产完成点击”停止生产”界面
手动清洗界面也叫(人工清洗)
不做印刷只
过板
过板操作界面
简单故障自
诊
故障查询界面
工作中的报
警记录
报警记录
工程师权限
才能修改
刮刀设置界面界面。