非刚性轴无振动车削实验研究
轴向运动梁横向非线性振动建模、分析和仿真

研究方法主要包括理论建模、数值模拟和实验验证。 首先,基于弹性理论和运动学原理,建立轴向运动梁 横向非线性振动的数学模型;其次,利用数值模拟方 法求解模型的非线性方程,分析系统的动态特性和演 化过程;最后,通过实验验证模型的准确性和有效性 。同时,本研究还将综合运用理论分析、数值模拟和 实验验证等多种手段,全面揭示轴向运动梁横向非线 性振动的内在机制和规律。
数值模拟与结果分析
数值模拟流程
01
根据建立的模型,利用数值方法进行模拟计算,得到梁的振动
响应。
结果分析
02
对模拟结果进行分析,研究轴向运动梁的振动特性、模态特性
、稳定性等。
结果验证
03
将数值模拟结果与实验结果进行对比,验证模型的准确性和有
效性。
04
轴向运动梁横向非线性振动优 化控制
控制策略与方法
目前,国内外学者对轴向运动梁的横向振动问题进行了广泛研究,取得了一定的研究成果。但是,由于轴向运动梁的横向振 动涉及到多个物理场和复杂的非线性因素,现有的研究方法仍存在一定的局限性,无法全面揭示其内在机制和规律。因此, 开展轴向运动梁横向非线性振动建模、分析和仿真研究具有重要的理论意义和实际应用价值。
分岔和混沌
分岔是指系统在某些参数变化时,其动态行为发生突然改变的现象;混沌则是 指系统对初始条件极为敏感,微小的变化可能导致完全不同的结果。
轴向运动梁横向非线性振动模型建立
轴向运动梁模型
轴向运动梁是指在轴向方向上运动的梁,其横向振动受到轴向运动 的影响。
非线性振动模型
建立轴向运动梁横向非线性振动模型需要考虑轴向运动、材料非线 性、几何非线性和外部激励等因素。
线性化模型局限性
由于忽略了非线性效应,线性化模型在描述大振幅振 动时精度较低。
基于MATLAB的车削细长轴过程非线性振动分析
参考 依据 … 。
车 削 过 程 是 一 个 非 常 复 杂 的 动 态 切 削 过 程 。 在 这
个动态切 削过程 中 , 削力 和系 统刚 度都存 在 一定 的变 切
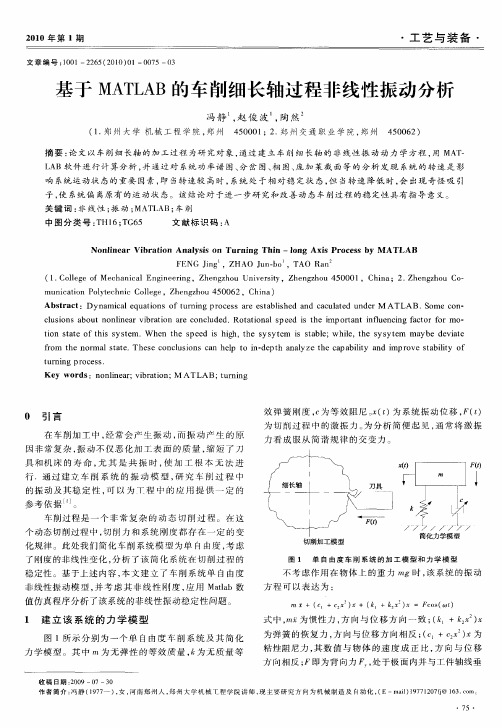
化 规 律 。 此 处 我 们 简 化 车 削 系 统 模 型 为 单 自 由度 , 虑 考 了刚 度 的非 线 性 变 化 , 析 了 该 简 化 系 统 在 切 削 过 程 的 分 稳 定 性 。 基 于 上 述 内 容 , 文 建 立 了 车 削 系 统 单 自 由度 本 非 线 性 振 动模 型 , 考 虑 其 非 线 性 刚 度 , 用 Ma a 并 应 t b数 l
关键 词 : 线 性 ; 动 ; 非 振 MAT AB; 削 L 车
中 图 分 类 号 : H1 ; G 5 T 6 T 6
文 献 标 识 码 : A
Non i e r Vi r to ln a b a i n Ana y i n l s s o Tur n i — l g A x s Pr c s y M A TLAB ni g Th n on i o e s b
因非 常 复 杂 , 动 不 仅 恶 化 加 工 表 面 的 质 量 , 短 了 刀 振 缩
效 弹 簧 刚 度 , 为 等 效 阻 尼 。 () 系 统 振 动 位 移 , t c t为 F() 为 切 削 过 程 中 的 激 振 力 。 分 析 简 便 起 见 , 常 将 激 振 为 通
力看 成服从 简谐 规 律 的交 变力 。
具 和机床 的 寿命 , 其 是 共 振 时 , 加 工 根 本 无 法 进 尤 使
行 .通 过 建 立 车 削 系 统 的 振 动 模 型 , 究 车 削 过 程 中 研 的振 动 及 其 稳 定 性 , 以 为 T 程 中 的 应 用 提 供 一 定 的 可
卧式车床车削振动主动控制系统设计与实验研究
卧式车床车削振动主动控制系统设计与实验研究林海波;林君焕;杨国哲【摘要】The general model of vibration was analyzed in this paper while turning. According to the different sources of vibration, their own model of force and vibration-displacement were set up. Aiming at the periodic vibration under the imbalance of machine movement , a method of vibration active control system based on PID-control algorithm and ultra-magnetic actuator was proposed. The testing result indicates that the active vibration control system can reduce the vibration effectively and improve the processing accuracy.%分析了车削加工时振动的一般模型,并根据不同车削振动来源建立了它们各自的振动力与振动位移关系模型.针对机床运动失衡下的周期性振动,提出了一种振动主动控制方法.设计了基于PID控制算法与超磁致执行器的车削振动主动控制系统.通过数字仿真与现场试验,表明所设计的车削振动主动控制系统能有效地降低车削振动,提高车削加工精度.【期刊名称】《制造技术与机床》【年(卷),期】2011(000)006【总页数】4页(P93-96)【关键词】车削振动模型;PID控制算法;超磁致执行器;主动振动控制【作者】林海波;林君焕;杨国哲【作者单位】台州职业技术学院机电工程学院,浙江台州,318000;台州职业技术学院机电工程学院,浙江台州,318000;沈阳工业大学机械工程学院,辽宁沈阳,110023【正文语种】中文【中图分类】TH16切削加工中由于各种干扰因素的存在,切削振动是无法避免的。
高速精密实验磨床电主轴振动特性的实验研究
第4期(总第131期)2005年8月机械工程与自动化M ECHAN I CAL EN G I N EER I N G & AU TOM A T I ON N o 14A ug 1文章编号:167226413(2005)0420046203高速精密实验磨床电主轴振动特性的实验研究3宋德儒,吴玉厚,张 坷(沈阳建筑大学交通与机械学院,辽宁 沈阳 110168)摘要:介绍了高速精密实验磨床直线电机带动电主轴进行磨削加工时伺服刚度的调节方法;分析了电主轴-砂轮接杆系统高速旋转时引起振动的原因,提出了改进的方法;并通过实验验证改进后的主轴-砂轮接杆系统振动平稳、幅值较小,能满足高速精密磨削的要求。
关键词:电主轴;砂轮接杆;振动;磨削中图分类号:T G 580.21+4 文献标识码:A3国家自然科学基金资助项目(50475167);辽宁省教育厅科学研究计划资助(2004D 096)收稿日期:2005203207作者简介:宋德儒(19802),男,辽宁庄河人,在读硕士研究生。
0 引言为了提高砂轮的线速度,实现高速精密磨削加工,往往对砂轮驱动和轴承转速要求很高。
由于电主轴单元采用内装式电动机直接驱动主轴,将机床主传动链的长度缩短为零,实现了机床的“零传动”。
其具有刚性好、回转精度高、运转时温升小、稳定性好、功耗低、寿命长等优点,能够有效地降低传动误差和加工误差对工件加工精度的影响,满足高速精密加工的要求,在高速精密磨床上具有广泛的应用前景。
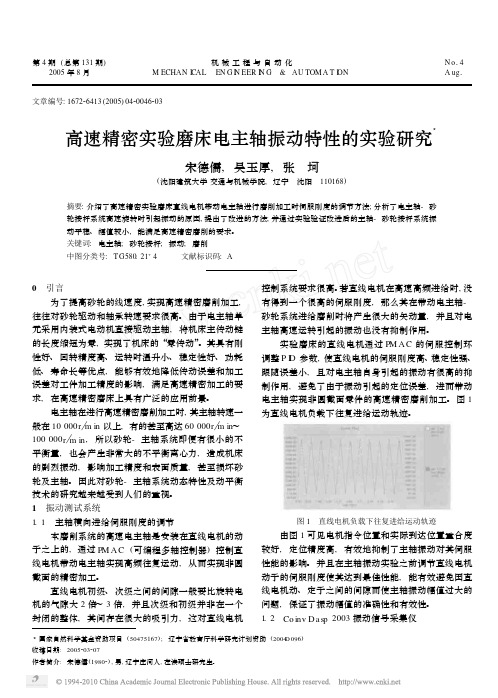
电主轴在进行高速精密磨削加工时,其主轴转速一般在10000r m in 以上,有的甚至高达60000r m in ~100000r m in ,所以砂轮-主轴系统即便有很小的不平衡量,也会产生非常大的不平衡离心力,造成机床的剧烈振动,影响加工精度和表面质量,甚至损坏砂轮及主轴。
因此对砂轮-主轴系统动态特性及动平衡技术的研究越来越受到人们的重视。
1 振动测试系统1.1 主轴横向进给伺服刚度的调节本磨削系统的高速电主轴是安装在直线电机的动子之上的,通过PM A C (可编程多轴控制器)控制直线电机带动电主轴实现高频往复运动,从而实现非圆截面的精密加工。
外圆磨削非线性动力学模型与实验验证

外圆磨削非线性动力学模型与实验验证
封超;张金峰;许芝令;王保义
【期刊名称】《制造技术与机床》
【年(卷),期】2024()1
【摘要】磨削颤振是磨削过程中砂轮与工件之间产生的强烈振动,它的存在降低了被加工工件的表面质量,加速了砂轮磨损,因此研究磨削系统的稳定性是解决颤振现象发生的关键。
首先依据外圆磨削动力学宏观结构建立非线性动力学微观模型,并推导出非线性动力学方程,利用Faddeev算法,对非线性动力学方程进行线性化处理计算出系统特征值,并进行稳定性预测,得出影响磨削稳定性的因素;然后以进给速度和砂轮长度为例使用Matlab绘制出各因素不同取值时的稳定区域图,并研究各参数在状态变化转折点所对应的时域响应图和特征值位置图,发现进给速度从10 mm/min提高到12 mm/min时磨削过程从不稳定转变为稳定状态,砂轮长度从12 mm增大到14 mm时磨削过程从稳定转变为不稳定状态;对稳定图、时域响应图和特征值位置图三者进行对比,发现得到的结论一致,证明模型的正确性。
【总页数】6页(P67-72)
【作者】封超;张金峰;许芝令;王保义
【作者单位】山东科技大学工程实训中心;山东科技大学机电工程学院;青岛海空压力容器有限公司;济南重工集团有限公司
【正文语种】中文
【中图分类】TG580
【相关文献】
1.外圆磨削磨削区磨削温度的数学模型
2.叶序排布外圆砂轮磨削TC4的磨削力实验研究
3.纳米结构陶瓷涂层的外圆磨削力以及磨削表面精度的实验研究(英文)
4.基于BP神经网络模型化Volterra非线性系统外圆磨削残余应力建模
5.基于磨削热变形分析的切入式外圆磨削去除率的修正模型与实验研究
因版权原因,仅展示原文概要,查看原文内容请购买。
热机载荷下GH4169G车削

热机载荷下GH4169G车削目录1. 热机载荷下的GH4169G车削技术研究 (2)1.1 研究背景与意义 (3)1.2 GH4169G材料简介 (4)1.3 热机载荷下的材料行为 (5)1.4 车削过程及其对材料的影响 (6)2. 车削工艺参数优化 (8)2.1 切削速度的优化 (8)2.2 进给率的优化 (9)2.3 切削液的使用 (11)2.4 刀具种类与刃磨技术 (12)3. 热机载荷下的材料性能评估 (13)3.1 热变形量测试 (15)3.2 残余应力分析 (15)3.3 表面粗糙度测试 (16)3.4 截面断裂行为 (17)4. 车削过程中的质量控制 (19)4.1 几何尺寸与表面完整性控制 (20)4.2 公差与精度要求 (21)4.3 缺陷检测与预防 (22)5. 车削过程的动态响应分析 (23)5.1 动态载荷与振动分析 (24)5.2 热机状态下的工艺稳定性 (24)5.3 车削系统动态特性的改进 (26)6. 案例研究与数值模拟 (26)6.1 实际车削工艺流程 (28)6.2 数值模拟在车削过程中的应用 (29)6.3 模拟结果与实验数据的对比 (30)7. 结论与展望 (31)7.1 研究成果总结 (32)7.2 技术发展方向 (33)7.3 未来研究建议 (34)1. 热机载荷下的GH4169G车削技术研究随着汽车工业的快速发展,高强度、轻量化的材料在汽车零部件制造中得到了广泛应用。
GH4169G是一种具有优异性能的高温合金,广泛应用于发动机部件、涡轮盘和叶轮等关键部位。
由于其高硬度和高强度,GH4169G的加工难度较大,尤其是在热机载荷下进行车削加工时,容易产生裂纹、变形等问题。
研究热机载荷下的GH4169G车削技术具有重要的实际意义。
针对热机载荷对GH4169G车削过程的影响,本文通过数值模拟和实验研究了不同温度、切削力、切削速度等因素对GH4169G车削过程中应力分布、变形行为以及刀具磨损等方面的影响规律。
车削力实验报告
一、实验目的1. 了解车削力的产生原理和影响因素。
2. 掌握车削力实验的基本方法和步骤。
3. 分析不同切削参数对车削力的影响。
4. 计算车削力的理论值和实验值,验证理论公式。
二、实验设备与材料1. 实验设备:车削力实验台、车削力传感器、计算机、信号采集与分析系统、数据采集卡等。
2. 实验材料:45号钢棒、砂轮、刀具、工件夹具等。
三、实验原理车削力是切削过程中产生的力,主要分为三个方向:主切削力、径向切削力和轴向切削力。
车削力的产生与切削速度、切削深度、切削宽度、刀具几何参数等因素有关。
四、实验步骤1. 准备实验材料:将45号钢棒加工成所需形状的工件,并安装到工件夹具上。
2. 安装刀具:将刀具安装在车削力实验台上,调整刀具与工件的相对位置。
3. 调整实验参数:设置切削速度、切削深度、切削宽度等实验参数。
4. 进行实验:启动实验台,使刀具对工件进行切削,采集切削过程中的力信号。
5. 数据处理与分析:将采集到的力信号传输到计算机,利用信号采集与分析系统进行数据处理和分析。
五、实验结果与分析1. 主切削力分析(1)实验数据:在切削速度为100m/min、切削深度为2mm、切削宽度为10mm的条件下,测得主切削力为Fz=150N。
(2)理论计算:根据理论公式,计算主切削力为Fz=140N。
(3)误差分析:实验值与理论值之间的误差为7.14%,说明实验结果与理论公式基本吻合。
2. 径向切削力分析(1)实验数据:在切削速度为100m/min、切削深度为2mm、切削宽度为10mm的条件下,测得径向切削力为Fr=20N。
(2)理论计算:根据理论公式,计算径向切削力为Fr=18N。
(3)误差分析:实验值与理论值之间的误差为11.11%,说明实验结果与理论公式基本吻合。
3. 轴向切削力分析(1)实验数据:在切削速度为100m/min、切削深度为2mm、切削宽度为10mm的条件下,测得轴向切削力为Fa=10N。
(2)理论计算:根据理论公式,计算轴向切削力为Fa=9N。
非线性振动分析技术在机械工程中的应用研究
非线性振动分析技术在机械工程中的应用研究随着科技的不断发展,机械工程领域也在不断更新迭代。
其中非线性振动分析技术便是其中一个不可或缺的环节。
本文将探讨非线性振动分析技术在机械工程中的应用研究。
一、非线性振动分析技术的简介非线性振动分析技术是指当系统从平衡位置发生微小偏移时,反映系统不同部位之间相互作用出现的非线性现象。
与传统线性振动不同,非线性振动分析技术具有涉及到的电子、力学、材料科学、流体力学、大气科学等众多领域,可谓是一门跨学科的学科。
非线性振动分析技术广泛应用于车辆、飞机、船舶、机械、电子等领域。
其中机械工程中的应用最为广泛。
二、非线性振动分析技术在机械工程中的应用非线性振动分析技术在机械工程中的应用主要包括三个方面:非线性动力学分析、非线性振动信号处理和非线性振动控制。
1. 非线性动力学分析非线性动力学分析是指对非线性系统进行振动分析的过程,非线性振动分析技术在其中占有重要的作用。
非线性振动分析技术能够帮助工程师研究和预测系统的稳定性、振动响应和运动轨迹等。
例如,非线性振动分析技术在发动机机械系统中的应用,能够帮助工程师在研究基础振动、振动传递路径、非线性振动及其控制等方面得到很好的支撑。
2. 非线性振动信号处理非线性振动信号处理是指通过非线性振动信号的分析、处理,从中提取出有效信息的方法。
非线性振动信号处理的目的是为了实现故障诊断和预测。
非线性振动信号处理技术可以应用于飞机、管线、轴承等系统的故障诊断。
与传统线性信号处理技术相比,非线性信号处理技术更加适用于复杂系统中故障的诊断。
3. 非线性振动控制非线性振动控制是指通过控制技术,在系统发生非线性振动时,通过控制振动的幅值、频率和相位,以达到改善机械设备运行效果的目的。
非线性振动控制的主要方法有磁流变阻尼器、主动振动控制、阻尼跳跃等。
三、非线性振动分析技术在今后的应用前景随着科技的不断发展,非线性振动分析技术将在未来得到更加广泛的应用。
非接触式车削测力仪设计与开发
非接触式车削测力仪设计与开发
呼烨;徐明旭;张富;曹晋
【期刊名称】《实验技术与管理》
【年(卷),期】2014(031)011
【摘要】针对现有实验教学中使用的车削测力仪存在的不足,研究了一种利用电容式位移传感器测量切削力的装置.通过位移传感器测量八角环刀架的变形,根据变形量的大小计算力的大小.利用有限元分析软件对八角环刀架的受力变形进行分析,根据分析结果来确定位移传感器的安装位置,从而实现维间解耦,测量x、y、z方向的切削力.该测力仪结构简单,调试方便,该测力仪为非接触测量,很大程度上降低了各向力间的相互干扰,提高了切削测力仪的各项精度.该测力仪在本科实验教学中取得了非常好的效果.
【总页数】4页(P77-79,83)
【作者】呼烨;徐明旭;张富;曹晋
【作者单位】吉林大学机械科学与工程学院,吉林长春 130025;吉林大学机械科学与工程学院,吉林长春 130025;吉林大学机械科学与工程学院,吉林长春 130025;长春理工大学光电信息学院,吉林长春130022
【正文语种】中文
【中图分类】TH823
【相关文献】
1.车削测力仪在机标定的标定装置及标定方法 [J], 王宇飞;任凤章;张旦闻;吴锐;黄胜操
2.新型压电式车削测力仪 [J], 卢江跃;张军;钱敏
3.YDC-Ⅲ89车削测力仪性能改进研究 [J], 卢江跃;孙宝元;张军;钱敏
4.三向压电式车削测力仪结构的优化设计 [J], 孙宝元;钱敏
5.三向压电式动态车削测力仪的性能研究 [J], 张铁;张军;孙宝元;钱敏
因版权原因,仅展示原文概要,查看原文内容请购买。
精密数控磨床振动测试与减振技术研究的开题报告
精密数控磨床振动测试与减振技术研究的开题报告一、研究背景随着制造业的发展和技术的进步,精密数控磨床越来越被广泛使用,已经成为制造业中不可或缺的一部分,主要用于陶瓷制造、汽车零部件制造、航空航天等领域。
然而,在磨削过程中,磨削表面质量和精度受到多种因素影响,其中振动是影响磨削过程的重要因素之一。
磨床振动会导致磨削表面放大、粗糙度增大,影响加工精度和表面质量,甚至影响加工效率和工件寿命。
因此,对精密数控磨床振动进行测试和减振技术的研究显得尤为重要。
二、研究内容本研究拟采取以下研究内容:1. 精密数控磨床振动测试技术研究:探究基于加速度计的磨床振动信号测量技术,建立磨床振动测试系统,实现对磨床振动信号的采集和处理,并对其进行分析。
2. 磨削中的振动控制技术研究:通过分析磨床振动机理,探讨振动产生的原因和对磨削表面的影响,建立磨削力学模型,提出有效的振动控制技术,对其进行分析和验证。
3. 磨床减振技术研究:基于振动控制技术,探讨磨床减振技术的实现,研究磨床结构和刀具设计方案,以降低振动对加工表面质量的影响。
三、研究意义本研究旨在探究精密数控磨床振动测试与减振技术,对提高磨削表面质量和精度,提高加工效率和工件寿命具有重要意义,其意义包括以下几个方面:1. 提高加工质量和效率:通过减少磨床振动,提高磨削表面的精度和质量,可以提高加工质量和效率。
2. 增强磨床稳定性:研究磨床振动机理,可以提高磨床的稳定性,保证磨床长期稳定运行。
3. 发展新型磨床:通过磨床振动测试和减振技术的研究,可以为开发新型磨床提供技术支持。
4. 提高制造业水平:研究精密数控磨床振动测试与减振技术,可以提高制造业整体水平,推动制造业转型升级。
四、研究方法本研究将采用以下方法:1. 研究文献调研:通过查阅相关文献,掌握国内外精密数控磨床振动测试与减振技术的研究现状和发展趋势。
2. 磨床振动测试技术:探讨基于加速度计的磨床振动信号测量技术,建立磨床振动测试系统,并对其进行实验验证和数据分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[
]
( "- )
式中, %( 通过将式 (!) 傅立叶展开代入式 (/) 求解 ’ !) 因此, 表面位置误差可表示为
{0( !)} " & 1 {( ( !)}
( $$ ( !)
%$ ’ 2
(!)
% <=> " ’{789 [ %( ]) 789 [% ( ] } ( "" ) + !) + !)
表!
! $ %& ’ ) + ( +! + ( +! ! + ( +, + ( +,
系统模态参数及切削力系数
" " # ’( 分频 "-. "-. 分频 !,+ !,+ 固频 -/+ -/+ $% ( $ )$ * ) 0 ( - 1 2+ "
$& ( $ ) $ *" ) " ( 2 1 2+ -
倍周期分叉频率、 刀齿通过频率、 ’9=> 分叉频率和系 统固有频率 ( 及其分、 倍频) 。从图中可看出, 当系统 固有频率 ( 及其分、 倍频) 等于刀齿通过频率时, 系统 发生共振, 且分别处于稳定性极限较好的转速位置, 如 图 ! 中 -、 . 和 /, 分别对应表 " 中的编号 2 、 " 和 ,。
( ( ) 是窗函数, 刀齿参与切削时其值为 " , 式中: " # + !) 不参与切削时值为 - ; , ! 和 , . 分别是切向和径向切削 力系数; ( & $! . ( + % ") $ ! / * 是第 + 个刀齿的位 # + !) 置, * 是刀具齿数。 ( !) 可写为 静态切削力矢量 " " ( !) " 0( $ !)
[
]
(6)
( ( ) [ ) , ! )*+# ( " # $ + !) + !) + "" - , . ’()# ( ] ’()# ( + !) + !)
实际加工受到刀具振动的影响, 考虑稳定情况, 第 + 个刀齿的实际位置为 % %( ( + !) " % + ! )- %( ’ !) " # # # # # # # # # ) ; $! ’() ( + ) " ) - $! - %( ’ !) $ *
( +;U %"!X%"$" ) ! 国家自然科学基金重点项目
・# !" ・
示振动位移; ! ( !) 是位移再生效应产生的 ! 周期自激 " ( !) 是进给产生的 ! 周期静态切 力矢量, 引起颤振; 削力矢量, 引起强迫振动。 自激力矢量 ! ( !) 可表示为 ! ( !) "
$ % ’
{
.
铣削过程中的振动
考虑刀具在 ( ! 进给) 和 " 两个方向的振动, 如图 ’
工精度和工件表面质量, 降低生产效率, 重者刀具破 坏、 工件报废或造成事故, 殃及人身及机床系统安全。 加工过程中的振动分为: 自激振动 ( 颤振) 和强迫 振动。在过去的半个多世纪, 国内外在切削颤振方面
[ $] [ X] 做了 大 量 的 研 究。主 要 以 M;O.3D 、 )P.E1 、 4<E./V
所示, # $ 是 径 向 切 削 深 度, % Y $ & 是刀具直径, ! 是主轴 转动角速度 ( A3B Z D) 。将刀具 振动系统简化为受切削力激 励的 $[*R 振荡器, 其运动方 程为 ! # ()\ * " ’" ( ()\ ) " ( ( () Y$ ( ()\ % ( () (’) 式中: ’、 ) 和 * 分别表示模 态质量、 模态阻尼和模态刚度; " ( ( )Y [! ( () , " ( () ] 表
E3D
[ !]
等人为代表的再生颤振、 耦合颤振研究为主。对
加工过程中强迫振动的研究甚少, 主要原因是认为加
[ $] 工过程中的强迫振动可以通过修改系统结构避免 。
然而, 随着加工工件形状的复杂化 ( 如薄壁件) , 进给 量对加工过程中振动的影响越来越受到重视。由进给 量引起的强迫振动是导致加工表面精度差的主要原因
・# !" ・
!
!6 "
共振区和表面位置误差
共振区 由振动理论知, 强迫振动系统的剧烈振动不是在
共振频率处, 而是在其附近的一个频段内。通常, 将速 度振幅放大系数下降到其峰值的 " / ! $ 倍所对应的频 段定义为共振区
[ 0]
。且共振区的频率半带宽为
坐标测量仪测得, 每组测量三次, 取平均。
#
试验验证及结果分析
试验用加工系统是五轴加工中心 :;< % 1-= (最
高转速 "2 --- > ? 7*+) 。选用 @3A 刀柄, 刀具选用直径 ( ;) $- 77, 螺旋角 ,-B , 悬长 1- 77, 齿长 $/ 77 的 , 齿整体圆柱立铣刀。工件是航空铝合金, 其弹性模量 > & 1-C , DE8, 密度 ’ & $ 2$- FG ? 7, , 尺寸是 "/- 77 H "-- 77 H "/ 77, 与测力仪固定的底板厚度是 "- 77。 工件通过 A*)IJK> 测力仪固定在工作台上, 两个漩涡流 位移传感器通过垂直支架固定在主轴上, 如图 $ 所示。 系统模态特性通过锤击实验获得, 切削力系数通过文 献 [2 ] 的方法变每齿进给量铣槽获得, 如表 " 所示。 顺铣, 无切削液, 表面位置误差通过 ;L3MNO411/ 型三
由表 2 中的固有频率及其分、 倍频计算获得共振 区的主轴转速, 如表 " 所示。
表"
编号 2 " , " " # ’( -/+ !,+ "-.
由以上分析可知, 铣削系统稳定性好的区域与系 统的固有频率 ( 共振区) 之间满足一定的位置关系。 通过式 ( 6 )? ( 22 ) 计算和试验获得加工表面位置误 差, 如图 0 所示。图中符号 ‘ @’ 处是试验测 试 获 得 的。从图中看出, 共振区附近的表面位置误差较大。 结合图 , 和图 0 知, 系统稳定性好但处于共振区的区 域, 表面位置误差较大, 在实际加工中应避免选用此区 域的加工参数。然而, 在共振区左侧的稳定区域内, 表 面位置 误 差 较 小 ( 如 图 0 中 , 标 记 处 的 2/ +++ 3 $ *45) , 加工表面质量较好, 在实际中尽量选用此区域 内的加工参数。
! !
’ & "; 对逆铣, ’ & % "。 其中, 对顺铣, 在方程 ( "- ) 中, 当 $ 等于系统固有频率时, 共振 发生, 表面位置误差较大。
式中: 1 2 是每齿进给量。 由式 (") 知, 刀具的振动可分解为: 强迫振动 $( % ’ !)- , #( 3# ( !) ( / ) ’ ! )- 4 #( ’ !) " " 自激振动 $( %( 3# ( ( !) 5 ! )- 4 # 5 ! )- , # 5 !) " & " &’ ( ( !) #( ! ) !) (0) 5 !, 由以上分析知, 铣削过程中存在两种振动: 强迫振 动和自激振动 ( 颤振) 。
[ /] 。假设刀具为刚体, 面与实际加工表面之间的差别
( $$ ( !) " # # # # ( $% ( !) " # # # # ( %$ ( !) " # # # # ( %% ( !) " # # # #
( ( ) [ , ! ’()# ( " # $ + !) + !) + "" - , . )*+# ( ] )*+# ( + !) + !)
[ ’] [ %] 之一 。本文利用半带宽理论和傅立叶展开技术分
别研究了铣削过程中强迫振动的共振区和加工表面位 置误差, 研究结果对高速铣削加工的推广应用具有重 要理论和实际指导意义。
。但是, 随着高速切削技术的发展, 国内外加
工领域面临的难以逾越的障碍是切削过程中远比额定
[ $] 速度低的工况下就出现的强烈振动 。轻者影响加
式中: & ’ 是轴向切削深度; # ( !,! % ! )& # ( ! % ! )% # ( !) 表示刀具前后相邻两齿的相对振动位移; ( ( !) 是切 削力变换矩阵
[ !]
。
*
式中: 8 8 是系统固有频率对应的主轴转速; 87 和 8: 分 别是共振区上、 下边界频率对应的主轴转速。 由以上分析知, 主轴转速在 8 7 和 8 : 之间范围内的 区域为共振区。 !6 ! (,) 表面位置误差 表面位置误差 ( 345 ) 是指理想的刚体刀具加工表
!"#"$%&’ () *+$,-.-+/ $)0 *1%2$&" 3-)-#’ -) 4-5’ ( #6""0 7-..-)5 8%(&"##
)*+, -./0123 ! ,45 6./0 ! ,78 )12.9./0 " ( !):1;;< ;= >?:13/.:3< @/0./??A./0,)13/B;/0 8/.C?AD.EF,G.’ /3/ $%""&’ ,HI+; "):1;;< ;= );=EJ3A? @/0./??A./0,K?.L./0 8/.C?AD.EF ;= M?:1/;<;0F,K?.L./0 ’"""$$ ,HI+) !"#$%&’$:H;/D.B?A./0 E1? ?==?:ED ;= D?<= ( ?N:.E?B C.OA3E.;/ 3/B =;A:?B C.OA3E.;/ ,O3D?B ;/ D?P. ( B.D:A?E.Q3E.;/ P?E1;B 3/B R;2A.?A ?NS3/D.;/D E1?;AF ,E1? :13EE?A DE3O.<.EF <.P.ED 3/B D2A=3:? <;:3E.;/ ?AA;A( )T@ )3A? ./C?DE.03E?BU 5E .D D1;J/ E13E E1? )T@ .D <3A0? 3E E1? DS./B<? DS??BD J1?A? E1? A3E.; ;= E1? B;P./3/E =A?V 92?/:F ;= E1? E;;< 3/B E1? E;;E1 S3DD./0 =A?92?/:F .D 3/ ./E?0?AU 4/B <3A0? DE3O<? B?SE1D ;= :2E J.E1 3 DP3<< )T@ :3/ DE.<< O? 3EE3./?B :<;D? E; E1? A?D;/3/E DS./B<? DS??BD OF 2D./0 E1? )T@ B.30A3PD 3DD;:.3E?B J.E1 DE3O.<.EF :13AEDU M1? A?D2<ED 3A? :;/=.AP?B ?NS?A.P?/E3<<F ;/ 3 1.01 ( DS??B P.<<./0 :?/E?AU ()*+,%-#:I.01 ( DS??B >.<<./0;H13EE?A;)E3O.<.EF;W?D;/3/E W?0.;/ ;)2A=3:? T;:3E.;/ @AA;A 高速切削技术具有高生产效率、 高加工精度、 高加 工表面质量和低加工成本等优势, 已逐渐成为切削加 工的主流, 广泛应用于航空、 航天、 模具、 汽车等制造业 领域