秦沈客运专线250 m长轨施工技术
秦沈客专
秦沈高速铁路知识1.1 问题的提出现代高速铁路是以重型钢轨和混凝土枕为基础的有碴轨道结构,在列车速度达到250~300km/h的线路上能够确保行车的安全。
但这种有碴轨道在列车载荷反复作用下的不足之处是轨道残余变形积累很快,而且沿轨道纵向方向,其变形积累的分布也不均匀,从而导致轨道高低的不平顺,影响了旅客乘坐的舒适性;同时也增大了轨道养护维修的工作量,加大了铁路后期的经济投入,使铁路建设和运营的整体成本提高。
为了提高轨道在高速运行条件下的稳定性和耐久性,减少轨道后期维修,实现有效降低整体成本的目的,就必须改变轨下基础的结构形式,大力发展混凝土板式轨下基础。
因此采用无碴轨道结构是目前国内外高速铁路发展的方向。
秦沈客运专线作为国家跨世纪的重点建设项目是我国自行研究、设计、制造、建设的第一条时速200km/h运营线,是集新技术、新工艺、新材料、新设备于一体的高新技术的系统工程;是我国铁路步入高速化的起点及技术水平的标志性工程;同时它的建成也将为我国今后高速铁路的建设提供技术储备。
沙河和狗河特大桥上的长枕埋入式和板式无碴轨道不仅是秦沈客运专线的高速试验项目之一,也是我中铁十一局集团公司承担施工的B26-1标段的重难点工程。
由于时速200km/h以上的无碴轨道施工在我国尚无先例,因此开展对长枕埋入式和板式无碴轨道施工技术的研究将是保障无碴轨道设计平顺性的实现和秦沈客运专线无碴轨道综合试验成功的关键。
1.2国内外现状日本、德国是铺设应用无碴轨道最多的国家。
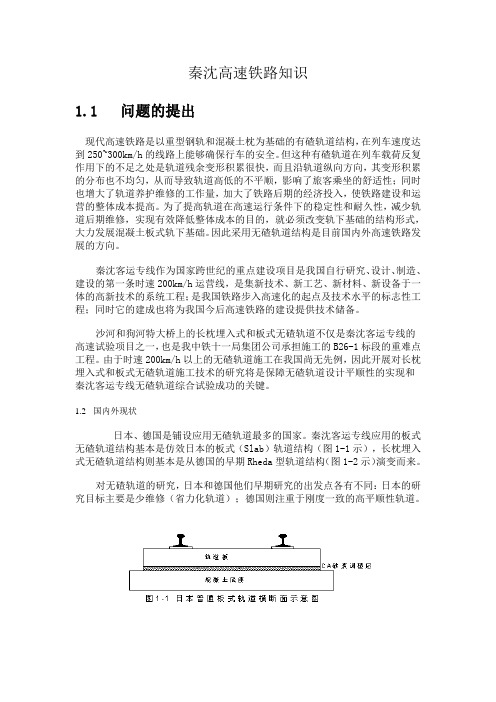
秦沈客运专线应用的板式无碴轨道结构基本是仿效日本的板式(Slab)轨道结构(图1-1示),长枕埋入式无碴轨道结构则基本是从德国的早期Rheda型轨道结构(图1-2示)演变而来。
对无碴轨道的研究,日本和德国他们早期研究的出发点各有不同:日本的研究目标主要是少维修(省力化轨道);德国则注重于刚度一致的高平顺性轨道。
日本铁路是发展无碴轨道较早、较快的国家,早在1923年就铺设过混凝土整体道床,到了60年代中期,日本铁路成功地研制发展了板式无碴轨道。
铁路铺轨的施工方法及施工技术分析
铁路铺轨的施工方法及施工技术分析摘要:从2003年第一条高速铁路秦沈客运专线开通运营以来,至2021年底,不到20年时间,中国高速铁路运营里程已突破4万km,高居世界第一。
随着城市扩展和客流量的不断增加,常规低速、低运量线路已不能满足城市发展的需要,许多城市开始新建长大高速地铁线路。
面对巨大的工期、质量、安全等生产压力,有效控制成本并缩短土建建设工期,是保障线路如期开通的重要条件,值得全国地铁建设者们深入研究。
关键词:铁路铺轨;施工方法;施工技术引言铁路铺轨施工前要加强对实际情况的深入分析,做好前期准备,认真执行施工要求及标准,规范日常操作,消除安全和质量隐患,不断提高整体施工的专业性。
1铁路轨道建设管理要求进行铁路铺轨施工前要明确铁路轨道建设管理要求,严格按照相关规定进行规范操作,避免对铁轨运行造成影响,逐渐完善工作方案。
为了促进我国交通行业的稳定发展,相关部门对轨道建设提出了新的要求。
要从设计标准和建设工期入手,彻底转变以往的工作理念,设置与之对应的设计标准,合理设置施工周期,严密规划不同的施工进度,满足高品质工程建设要求。
在设计标准方面,设计速度大于200km/h的铁轨,轨道的部件要符合行车速度要求,要保证其平整性,使其符合实际建设标准和线路,下部设施要满足轨道弹性均匀的建设要求,考虑后续的养护标准,完善建设方案,降低后期维护难度。
在建设管理方面,要形成高素质的建设队伍,遵循客观性原则,优化施工模式,做好全过程施工质量管理,满足后续的运营需求和质量控制标准,严格执行相应的规章制度,配合先进科学的施工方法,使铁路轨道建设效果得到全面提高。
2铁路铺轨的施工方法及施工技术2.1优化轨排基地位置某线铺轨长度约91.6km,为单线,全线拟设置11座铺轨基地、4座散铺基地、21个铺轨作业面。
轨排基地设计的合理性往往制约全线轨通,该线除采用常规的5~8km设置1处基地的传统方法外,还吸取以往工程中造成轨通工期延误的各种经验教训,结合长大高速线路特点,从细节上深化研究轨排基地设计原则。
秦沈客运专线主要设计技术
秦沈客运专线主要设计技术X屈晓辉(铁道部高速铁路建设领导小组办公室,北京100054)摘要:围绕高速列车运行的路基、桥梁工程的刚度条件,轨道工程的平顺性和稳定性,信息系统的高可靠性,以及保证机车良好受流和列车安全运行牵引供电的安全性和抗干扰性,全面论述了我国自行设计修建的200km/h双线电气化秦沈客运专线主要专业的设计技术,为客运专线和高速铁路建设提供借鉴和参考。
关键词:客运专线;设计技术中图分类号:U412.3文献标识码:A文章编号:1672-7029(2004)01-0032-07Design technology of Qinhuangdao-Shenyang dedicated passenger railwayQU Xiao-hui(High Speed Rail way Constructi on Leading G roup,MOR,Beiji ng100054,China)Abstract:Focused on roadbed and rigid c ondition of bridge structure under the operation of high speed train,smooth-ness and stability of track structure,high reliaility of information system,as well as better current collecting of locomo-tive and safety and ant-i interference of the traction feeding system to ensure train operation,the design technology of main specialties is discussed for the nationally designed and constructed double track elec trified Qinhuangdao-Shenyang Dedicated Passenger Railway,and a better reference to passenger rail w ays and high speed railways is provided.Key words:dedicated passenger railway;design tec hnology秦皇岛至沈阳铁路客运专线是我国自行设计修建的第1条双线电气化客运专线。
高速铁路路桥施工技术探讨及建议
高速铁路路桥施工技术探讨及建议摘要从秦沈客运专线三次综合试验的成果动身,系统总结了秦沈客运专线路基、轨道、桥梁、治理等方面的技术体会,提出在以后高速铁路技术治理的注意事项、施工中的技术关键和技术开发的方向,可供高速铁路建设参考。
关键词客运专线科技开发施工技术试验研究秦沈客运专线是我国新建铁路中运行速度最高的,采纳“以人为本”的新理念进行设计和施工的第一条客运专线。
为了保证开通时速200km及以上列车运行的安全性、平稳性和旅客的舒服性,秦沈线采纳了新的设计规程、规范、标准和一大批先进的技术、装备和施工工艺。
秦沈线的工程技术鲜亮地表达了运行速度高、规程规范新;技术含量高、设计标准新;质量要求高、施工工艺新的“三高三新”特点。
在山海关一绥中北间修建了66.8 km的综合试验段。
试验段的线路平面最小曲线半径为5 500 m;设计了不同类型的桥梁、桥上无碴轨道、接触网支柱,不同填土厚度的涵洞,不同基层表层结构的路基和不同处理措施的路桥过渡段;上行线铺设法国生产的60kg/m高速钢轨;有24km的接触网采纳镁铜导线,按300km/h速度要求进行设计,下行线为全补偿简单链形悬挂,上行线为全补偿弹性链形悬挂;有9 km路基按照300km/h的标准进行设计和施工。
秦沈客运专线高质量的建成,为我国高速铁路的设计、施工和技术装备选驯提供了技术储备,为铁路的跨过式进展提供了有益探究和必要的前提条件。
1 秦沈线三次综合试验的情形为了检验秦沈线工程的质量,确保开通时200 km/h的列车运行安全平稳,取得300 km/h级的列车运行时工程的各种试验数据,2001年~2002年要紧在秦沈线的山海关至绥北间,进行厂三次综合试验。
试验工作精心打算,并慎重实施,稳步推进,分别进行了国产200km/h以上机车车辆从低速到高速逐级提速的综合性试验,在列车动载作用下对路基、桥梁、线路、弓网系统和机车车辆的各项动力学性能,取得一批试验数据,检验研究成果,为铁路进一步提速和建设京沪高速铁路做了一些技术储备。
高速铁路轨道工程施工技术细则

一.无碴轨道工程施工技术细则1.总则1.1为保证无碴轨道工程施工达到设计要求,特制定本细则。
1.2本细则编写的主要依据:《时速200公里新建铁路线桥遂站设计暂行规定》1.3无碴轨道结构组成及轨道铺设精度应符合《无碴轨道设计技术条件》的相关规定(见附录A)。
1.4无碴轨道工程必然按照批准的设计文件施工。
1.5无碴轨道的施工应在梁体预应力张拉结束后至少60天且桥梁主体工程完成后(桥面防水层除外)进行。
1.6长枕埋入式无碴轨道施工作业程序宜按附录B进行。
1.7板式无碴轨道施工作业程序宜按附录C进行。
1.8施工单位应严格遵照施工技术条件和本细则组织施工,施工前对职工进行技术培训,并建立质量保证体系,确保施工质量。
1.9施工单位应遵守现行的有关安全规则。
对重要工序,应制定技术安全措施。
1.10施工中应认真作好原始记录、积累资料,不断总结经验。
1.11无碴轨道施工作业应符合本细则规定。
2术语2.1过渡段过渡段指无碴轨道与有碴轨道之间、路基与桥梁之间的过渡区段。
2.2CA砂浆乳化沥青水泥砂浆。
用于板式无碴轨道板与底座之间、凸形挡台周围的填充物。
2.3橡胶防护垫由橡胶板与不锈钢板组成的半圆形防护垫,粘贴于板式无碴轨道板半圆形缺口侧立面,以缓冲凸形挡台及周围CA砂浆承受的纵向力。
2.4基标布设在长枕埋入式无碴轨道线路两侧的测量标志,为施工和养护维修提供平面和高层测量控制的基准。
2.5基准器设置在板式无碴轨道凸形挡台上的测量标志,装有横向和竖向可调节的基准点,施工时为轨道板和钢轨精确定位提供平面和高程基准。
2.6基准点基准器上精确指示点位和高程的标志点。
3施工准备3.1施工调查及编制实施性施工组织设计3.1.1施工前,应做好工序交接工作,熟悉批准的施工设计文件(包括变更设计),收集相关工程的竣工资料,编制单位工程的实施性施工组织设计。
实施性施工组织设计应明示关键和特殊过程,制定必要的作业指导书。
3.1.2施工前,应对以下内容进行调查并加以落实:1了解施工前相关工程的进展情况,核实施工进度计划。
秦沈客运专线一次性铺设无缝线路施工技术
应力放散及线路锁定1 六、应力放散及线路锁定1
(1)跨区间无缝线路
A、跨区间无缝线路即:钢轨长度跨越两个或更多区间, 且车站正线上采用无缝道岔的无缝线路。 B、80年代以来,高强度、高韧性、长寿命的钢轨胶 接绝缘接头,在国外铁路上广泛应用。 C、在国内,60年代就开始着手对超长无缝线路的研 究,曾在广深线樟木头附近及津浦线井亭—薛城间各 铺轨条长度为8km的无缝线路。 D、目前在京广线上无缝线路最长的一段全长140km, 京沪线上最长一段为104km。1999年开始施工的秦沈 客运专线,其无缝线路长度为404.64km。
3、桥上动力稳定
(2)结论参数
新线铺设时,可在桥梁上进行动力稳定作业,但需在 动力稳定车进入桥梁前30m与桥台耳墙10m范围内, 将稳定作业参数调节至桥上稳定作业的稳定值。并在 动力稳定车离开桥台耳墙10m之外后,方可调节至原 线路稳定作业参数采用值。 桥上稳定作业是参数宜选定为:动力稳定车走行速度 1.8km/h;0.5竖向工作力;振动频率应避开桥梁的竖、 横向低阶自振频率,一般采用33Hz。 禁止在桥上进行动力稳定车的起振作业。
3、 整体施工方案和工期安排
工期安排
2000.9.31 完成铺轨基地临时工程 11.31 完成焊轨机组调试 12.15 完成NTC铺轨机长轨试铺 2001.3.30 铺轨工程正式开始 2002.7.26 完成正线铺轨 2001.9.1~2001.10.20 完成绥中北站道岔及站 线铺设 2002.3.20~2002.5.31完成葫芦岛北站道岔及 站线铺设 2002.8.1~2002.12.31拆除山海关铺轨基地
QPCJ铝热焊接工艺流程图1
1.锯轨
QPCJ铝热焊接工艺流程图2
1.锯轨 2.对正 3. 砂 模 准 备
级配碎石施工工艺
级配碎石施工工艺秦沈客运专线是我国第一条时速达200Km的高速铁路,其路基工程具有强度高、刚度大、整体性强、工后沉降小的特点(路基工后沉降不大于15Cm,过渡段工后沉降不大于8Cm,工后沉降速率不大于4Cm/年)。
根据《暂规》及设计施工图,要求基床表层0.6M及过渡段均填筑级配碎石。
级配碎石填筑压实后,要求基床表层达到孔隙率n<15%,地基系数K30>190Mpa/m,过渡段达到孔隙率n<20%,地基系数K30>150Mpa/m。
同时还得满足相应的检测指标(包括几何尺寸、平整度、横坡、标高等)。
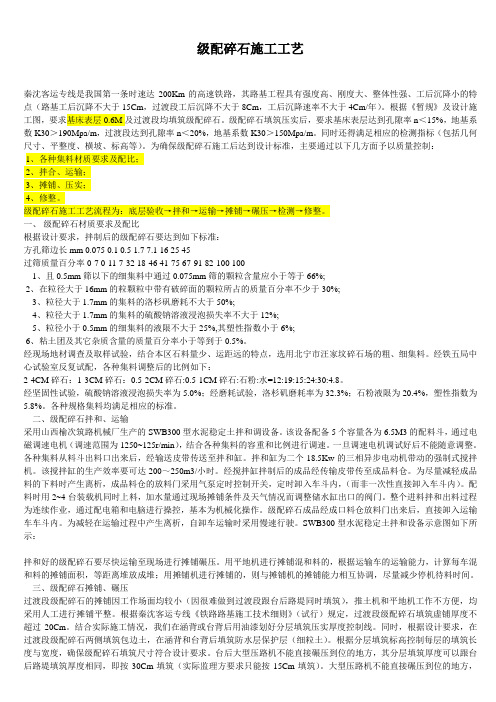
为确保级配碎石施工后达到设计标准,主要通过以下几方面予以质量控制:1、各种集料材质要求及配比;2、拌合、运输;3、摊铺、压实;4、修整。
级配碎石施工工艺流程为:底层验收→拌和→运输→摊铺→碾压→检测→修整。
一、级配碎石材质要求及配比根据设计要求,拌制后的级配碎石要达到如下标准:方孔筛边长mm 0.075 0.1 0.5 1.7 7.1 16 25 45过筛质量百分率 0-7 0-11 7-32 18-46 41-75 67-91 82-100 1001、且0.5mm筛以下的细集料中通过0.075mm筛的颗粒含量应小于等于66%;2、在粒径大于16mm的粒颗粒中带有破碎面的颗粒所占的质量百分率不少于30%;3、粒径大于1.7mm的集料的洛杉矾磨耗不大于50%;4、粒径大于1.7mm的集料的硫酸钠溶液浸泡损失率不大于12%;5、粒径小于0.5mm的细集料的液限不大于25%,其塑性指数小于6%;6、粘土团及其它杂质含量的质量百分率小于等到于0.5%。
经现场地材调查及取样试验,结合本区石料量少、运距远的特点,选用北宁市汪家坟碎石场的粗、细集料。
经铁五局中心试验室反复试配,各种集料调整后的比例如下:2-4CM碎石:1-3CM碎石:0.5-2CM碎石:0.5-1CM碎石:石粉:水=12:19:15:24:30:4.8。
秦沈客运专线B27-G2标段轨道工程施工总结

秦沈客运专线B27-G2标段轨道工程施工总结中铁一局秦沈客运专线工程指挥部一、工程施工概况秦沈客运专线轨道工程施工分为三个标段,中铁一局秦沈客运专线指挥部承担了其中B27-G2标段轨道工程的施工任务。
其工程数量为线路全长142.748正线公里,正线铺轨283.854公里,站线铺轨4.741公里,铺岔22组,铺碴65.52万方(其中底碴21.96万方,面碴43.56万方)。
计划施工工期由原来的2001年8月1日至2002年7月31日,调整为2001年10月1日至2002年6月30日。
秦沈客运专线是我国第一条一次铺设跨区间无缝线路的新建双线电力气化客运专线,代表着国内最先进的铁路施工技术,其轨道工程更是一个全新的项目。
它的施工特点是:设计标准高、轨道精度高、线路质量高;施工工艺新、施工技术新、机械设备新;规范标准严、工艺要求严、材质把关严;工序衔接紧、工期安排紧、概算费用紧。
在秦沈客运专线总指挥部、总公司指挥部、局指挥部的正确领导下,在秦沈客运专线“快速、有序、优质、高效”工作方针的指引下,经过我集团有限公司全体参建职工的奋力拼搏,很好地完成了各个阶段的施工任务。
2001年完成铺设长轨轨道110公里,2002年5月24日完成道岔铺设(累计铺岔22组,其中38号8组、18号8组、50Kg/m轨18号2组、9号4组),6月4日完成正线长轨焊接(累计基地钢轨焊接接头20538个),6月11日完成正线长轨轨道铺设(累计铺设长轨轨道283.3公里),比原定铺通工期提前了50天。
7月29日完成现场钢轨铝热焊单元作业,7月31日完成道岔机械化整道作业(委托沈阳大机段施工,累计22组),8月1日完成前三遍机械化整道作业(累计整道845公里),9月12日完成正线的焊接、应力放散、线路锁定作业,9月14日完成全部基地钢焊接(累计完成基地钢轨焊接接头22109个,284.67公里,其中正线焊轨21022个、周期检验、型式试验521个、整改缺陷焊头263个、调试设备303个),9月15日完成站内正线及道岔的焊接、应力放散、线路锁定作业,10月6日完成全部工程运输,累计运输路料126万吨公里,10月27日完成线路所处与三局接轨的正线焊接、应力放散、线路锁定作业(累计完成现场钢轨铝热焊单元焊接头1820个,销定焊接头446个,共计2266个),11月6日完成第四遍、第五遍机械化整道作业和线路道床细整作业(累计整道作业568公里,道床细整284公里),11月9日完成B27-G2标段轨道工程竣工验交工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
秦沈客运专线250 m长轨施工技术
赵东田
【摘要】介绍我国首次使用PC-NTC型铺轨机组铺设250 m长钢轨的配套设备、作业程序和施工操作要点.
【期刊名称】《铁道标准设计》
【年(卷),期】2004(000)003
【总页数】3页(P45-47)
【关键词】秦沈客运专线;PC-NTC型铺轨机组;250 m长轨;施工技术
【作者】赵东田
【作者单位】中铁十一局集团第三工程有限公司,湖北十堰,442012
【正文语种】中文
【中图分类】U215.5+52
秦沈客运专线新建正线轨道工程设计为一次性铺设跨区间无缝线路,铺设的钢轨长度由传统的25 m改为250 m,致使原有的铺轨设备、施工工艺不能使用,必须
依靠新型机械设备和铺轨方法。
我集团公司经过2年多的国内外调研,从美国Harsc铁路技术公司引进了长钢轨铺设机械设备——PC-NTC型铺轨机组。
该机
组由履带式牵引拖拉机、作业梁、作业车、轨枕转运龙门吊和枕轨双层运输车等组成,采用单枕连续铺设法施工。
通过对这种铺轨机组进行了大量的研究、试验,在我国首次运用该铺轨机组铺设了250 m长轨,并提前6个月完成了B26标段双线
150 km的铺轨任务,取得了良好的经济和社会效益。
1 PC-NTC型铺轨机组铺轨特点
(1)利用单枕连续铺设法,将钢轨和轨枕不通过基地轨排组装,直接一次铺设到线
路上。
(2)与以往铺轨相比,机械化程度高,减少了劳动力。
(3)与换铺法铺设长钢轨相比,不需要周转钢轨,减少了施工工序,进而降低了工
程造价,提高了施工效率。
2 主要设备
图1 PC-NTC型铺轨机组结构示意
PC-NTC型铺轨机组由履带式牵引拖拉机(CAT973改造)、作业梁、作业车、轨枕转运龙门吊和枕轨双层运输车等组成,见图1、表1。
(1)牵引拖拉机
牵引拖拉机是PC-NTC型铺轨机组的前进动力设备,由CAT973装载机改装而成,主要是在其前后端装配了长钢轨初始导向装置和拖拉装置。
主要作用是:预先拖拉250 m长钢轨并按3 m左右的间距将其布置在道床上,然后牵引铺轨机组向前行驶,并作为长钢轨的导向。
表1 主要设备表序号名称数量用途1牵引拖拉机/台1牵引动力2作业梁/台1
输送、布设轨枕,调整枕间距,收轨等3作业车/台1存放转运龙门吊,长轨抽送,轨枕输送4轨枕转运龙门吊/台2倒运轨枕5枕轨双层运输车/列2存放及运输轨枕、长轨及扣件6机车/台2运送轨料,并配合铺轨作业7滚轮/个150输送长轨
8Ш型弹条安装扳手/把20安装扣件
(2)作业梁、作业车
作业梁由轨枕输送带、轨枕布置机构、轨枕间距调整机构、钢轨导向架等组成,主要完成轨枕输送及布放、调整轨枕间距、收轨等工作内容。
作业车由轨枕输送带、钢轨抽送装置、分轨装置和计程轮等组成,主要完成轨枕倒装、输送,长钢轨抽送、收轨等工作内容。
(3)轨枕转运龙门吊
轨枕转运龙门吊是铺轨机组的重要设备。
它配有独立动力系统,能在枕轨双层运输车和作业车的走行轨道上自由行走,主要负责铺轨作业中轨枕的倒运工作,将枕轨双层运输车的轨枕倒运到作业车上。
每次可倒运18根,最大运行速度为32 km/h。
(4)枕轨双层运输车
枕轨双层运输车由18个平板组成。
每个平板下层安装12排滚轮,装运长钢轨;
上层用方钢管焊联成骨架,装运轨枕。
每列车可运送250 m长轨12根,轨枕
2 500根,合计1.5 km轨料。
枕轨双层运输车两侧有用特制方钢布置的供轨枕转运龙门吊走行的走行轨道,相邻车辆间用轨桥连接过渡。
枕轨双层运输车横断面结构见图2。
图2 枕轨双层运输车横断面
(5)铺轨机组作业主要技术参数
铺轨机组作业主要技术参数见表2。
表2 主要技术参数结构名称参数铺轨机组机械最大效率/(m/h)400轨枕布置机构最大布枕速度/(根/min)12轨枕间距误差/mm±5(计算机控制)布枕横向误差
/mm±5(机械结构控制)轨枕间距可调节范围/mm400~800轨枕运输龙门吊起重
能力/kN100轨枕运输龙门吊提升轨枕能力/(根/次)18轨枕运输龙门吊走行轨轨距/mm3245轨枕运输龙门吊走行速度/(km/h)0~32轨枕运输龙门吊最大驱动力
/kN40轨枕运输龙门吊提升速度/(m/s)0 25轨枕运输龙门吊降落速度/(m/s)0
25
3 施工工艺
3.1 施工工艺流程
施工工艺流程为:拉挂线路中线→轨料装车→设备编组进场→长钢轨抽拉→轨枕转运→布枕、收轨→扣件安装→收尾。
3.2 施工操作要点
(1)拉挂线路中线
铺轨作业前首先按设计要求测设线路中心桩,直线地段每20 m一个,曲线地段每10 m一个。
铺轨时桩与桩之间拉挂尼龙弦线作为铺轨中心线,铺轨作业时使铺轨机上的中线对正指针与铺轨中心线重合,误差不超过5 cm。
(2)轨料装车
首先在基地用龙门吊将长轨、轨枕和扣件等轨料按次序装至枕轨双层运输车上,然后运往铺轨现场。
长轨装车时根据配轨表按铺设里程由外向内左右股配对装车;吊装完毕后及时将长钢轨锁定牢固;龙门吊必须同步作业,缓起缓落,确保长轨平稳不发生变形。
轨枕堆码要整齐、对称,不能侵入限界;轨枕支垫平顺,便于龙门吊起吊、行走。
(3)设备编组进场
设备按牵引拖拉机、作业梁、作业车、枕轨双层运输车、牵引机车次序编组进场。
(4)长钢轨抽拉
设备编组进场后,首先将枕轨双层运输车与铺轨机组作业车联挂;其次解除枕轨双层运输车上的长轨锁定装置,利用作业车上的长轨抽送装置,按先两侧后中间的原则依次将长轨抽送至分轨装置处,经分轨装置向两侧分送后,把长轨抽送至牵引拖拉机两侧;最后用牵引拖拉机拖拉长轨,按3 m左右的间距布置到道床上。
长轨拖拉完毕后,牵引拖拉机原路返回与作业梁联挂,开始牵引机组布枕、收轨。
在长轨拖拉时应注意:
①在底层道碴上每隔15 m设一导向支撑滚轮,减少拖拉长轨时的摩擦阻力,避免将底碴拖出沟槽,并检查滚轮是否平稳,防止长轨倾覆;②长轨拖拉中应随时注意
轨卡锁定是否牢固。
(5)轨枕转运
轨枕转运由轨枕转运龙门吊来完成,每次可转运轨枕18根。
在转运过程中,应严格遵守“前后慢、中间快”的原则。
作业中应注意:
①轨枕转运分层进行,以避免各运输平车之间由于载重悬殊过大造成车面产生高差,轨枕转运龙门吊重载爬坡;②吊放轨枕时缓慢作业,保证落放位置正确。
(6)布枕、收轨
布枕、收轨作业前,先将计程轮放下,打开自动操作开关,然后操作人员指挥牵引拖拉机牵引铺轨机组向前行驶。
铺轨机组在行进过程中同时完成布枕、轨枕间距调整、收轨等工作内容。
布枕、收轨作业中应注意以下问题:
①及时检查轨枕间距和橡胶垫板安放位置情况,发现问题立即调整;②密切监视长轨入槽情况,确保长钢轨完全入槽,避免碰伤轨枕上的预埋铁座。
(7)扣件安装
扣件安装分两步:第一步是长轨入槽后,扣件每隔10根轨枕上1根,但长轨接头处的扣件全部安装;第二步是待铺轨作业完成后及时安装剩余扣件,同时对轨枕间距一一检测,对超出误差范围的间距予以调整。
(8)收尾
铺轨时,长轨与长轨之间用临时连接器加以连接。
铺轨结束后,枕轨双层运输车与铺轨作业车摘钩,由机车牵引返回基地装料,进入下一个铺轨循环。
4 人员组织
单班劳力组织为:总指挥1人,全面组织协调;牵引拖拉机3人,其中司机1人、摆放和回收滚轮2人;作业梁、作业车15人,其中龙门吊司机1人,其他设备操作2人,摆放胶垫2人,电工1人,修理工1人,扣件安装及长轨导向入槽、接
头联结8人;机车3人,司机、副司机、车长各1人;检查轨枕间距、安装剩余
扣件20人;现场技术2人;安全质量检查1人;材料管理1人;运输汽车司机1人,共计47人。
5 施工质量控制
(1)厂焊时精确丈量出长轨长度并作好标记,配轨表以长轨实际长度为依据进行计算,理论计算接头相错量不大于10 cm;
(2)长轨装车时不能对调左右股钢轨,且两吊点之间距离控制在10 m左右,防止
长轨扭曲、变形;
(3)尽量减少扣件拆卸次数,确保弹条扣压力;
(4)铺轨过程中必须保持计程轮和钢轨之间有效的接触,正常滚动,不得产生滑动,影响轨枕间距。
(5)长轨抽拉时必须注意抽拉顺序,不能混淆,确保铺设位置符合配轨要求;
(6)长轨铺设2~3 d内,应及时补碴整道,以保证轨道的稳定与行车安全。
6 施工安全措施
(1)铺轨前需认真检查轨枕转运龙门吊走行轨道是否稳固,特别是车辆与车辆间的
过桥要稳固、安全。
(2)为防止溜车,牵引拖拉机未与铺轨机组联挂前,机车不能摘钩。
(3)转运轨枕时操作司机要仔细观察,确保无误后方可起吊。
(4)随时检查转运龙门吊制动系统及运行位置,防止溜车颠覆。