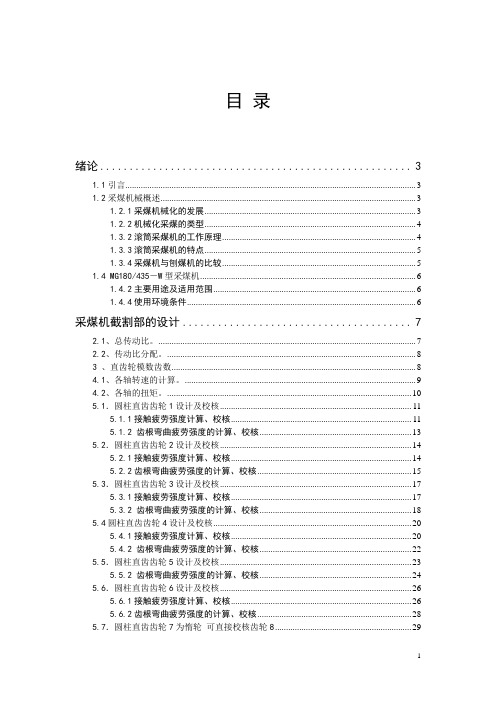
采煤机螺旋滚筒制造生产流程
螺旋滚筒(1)
螺旋滚筒结构
DR100100型 型 采煤机滚筒
螺旋叶片:滚筒排运煤的构件。 螺旋叶片:滚筒排运煤的构件。 2~4条螺旋叶片。螺旋叶片通常由低碳碳素钢或低合金 ~ 条螺旋叶片。 条螺旋叶片 钢的钢板压制成形。 钢的钢板压制成形。
按叶片旋向分: 按叶片旋向分: 左旋滚筒,右旋滚筒。 左旋滚筒,右旋滚筒。 按叶片头数分: 按叶片头数分: 二头螺旋滚筒,三头螺旋滚筒,四头螺旋滚筒,其他头 二头螺旋滚筒,三头螺旋滚筒,四头螺旋滚筒, 数螺旋滚筒
Dy Dg
D
螺旋滚筒主要参数 滚筒直径D:滚筒绕其轴线旋转时,叶片截齿齿尖所 滚筒直径 :滚筒绕其轴线旋转时, 形成的轨迹圆柱面的直径。 形成的轨迹圆柱面的直径。 滚筒直径系列 滚筒直径选取 薄煤层双滚筒采煤机或一次采全高的单滚筒采煤机 D = Hmin – (0.1~0.3) ~ m
Hmin为最小煤层厚度,(0.1~0.3)m是考虑到割煤后顶板的下沉 为最小煤层厚度, 为最小煤层厚度 ~ 是考虑到割煤后顶板的下沉 以防止采煤机返回装煤时滚筒截割顶梁。 量,以防止采煤机返回装煤时滚筒截割顶梁。
螺旋滚筒主要参数 叶片之间应有适当的衔接。 叶片之间应有适当的衔接。 否则,在截煤过程中叶片交替时,滚筒载荷有突变, 否则,在截煤过程中叶片交替时,滚筒载荷有突变, 影响运行的稳定性。 影响运行的稳定性。
每个叶片对滚筒的围包角
βy =
360 B y
πD y tan α y
螺旋滚筒主要参数 4.端盘 . 端盘置于滚筒靠煤壁侧, 端盘置于滚筒靠煤壁侧,其外围按截齿配置顺序焊装齿 也可在其端面焊装齿座。 座,也可在其端面焊装齿座。 螺旋滚筒多采用锥形端盘。 螺旋滚筒多采用锥形端盘。
螺旋滚筒主要参数 3.螺旋叶片参数 . 螺旋叶片参数包括螺旋升角、螺距、 螺旋叶片参数包括螺旋升角、螺距、叶片头数以及 叶片在筒毂上的围包角,对落煤、 叶片在筒毂上的围包角,对落煤、特别是装煤能力有很 大影响。 大影响。
滚筒式采煤机
★截齿类型
扁形截齿 镐形截齿
1.扁形截齿(刀形齿或径向齿)
——其刀体是沿滚筒的半 径方向安装的,故常称为 径向截齿。
——适用于截割不同硬度 和韧性的煤,适应性较好。
2.镐形截齿(锥形齿或切向齿)
——其刀体是沿滚筒的切 向安装的,也称为切向截 齿。
——落煤时主要靠齿的尖 劈作用楔入煤体而将煤破 碎,煤的破碎主要靠拉伸 和弯曲作用。
◆适合中厚煤层以上工作的大直径采煤机,如 AM— 500、MXA —动机 2—固定减速箱 4—滚筒 6—泵箱 7—机身及牵引部 A—离合器手把
特点:
取消摇臂,靠截割部来调高(机身调高) 齿轮数减少,机壳强度刚度增加 调高范围较大 机身缩短,有利于开切口
★2、截割部传动特点
1)截割部一般采用3~5级齿轮减速。
2)采煤机电动机轴心线与滚筒轴心线垂直时, 传动装置高速级总有一级圆锥齿轮传动。
3)采煤机电动机除驱动截割部外还要驱动牵 引部时,截割部传动系统中必须设置离合器, 使采煤机在调动或检修(如更换截齿)时将滚 筒与电机脱开。
4)采煤机备有两种以上转速时,截割部应有 变速齿轮来变速。 5)为加长摇臂,扩大调高范围,摇臀内常装 有一串惰轮 。 6)末级常采用行星齿轮传动来简化前几级传动。
特点:
传动简单 摇臂为端面布置,支承可靠,强度和刚度好 卧底量较小。
◆DY— 150、BM — 100 等采煤机采用。
2)电动机—机头减速箱—摇臂—行星齿轮传动—滚筒
1—电动机 2—固定减速箱 3—摇臂 4—滚筒 5—行星齿轮传动 A—离合器手把
特点: 设置了行星齿轮传动
摇臂为侧面布置,支承比较薄弱 卧底量较大
1)有利于装煤 2)机器受翻转力 矩小,工作平稳
采煤机螺旋滚筒制造工艺改进

采煤机螺旋滚筒制造工艺改进袁宇明;张存凤;侯相华【摘要】通过对采煤机螺旋滚筒工艺制造流程与加工方法进行改进优化,提高了螺旋滚筒制造精度与使用寿命,节约材料,简化加工,提高生产效率,降低成本。
【期刊名称】《金属加工:热加工》【年(卷),期】2016(000)016【总页数】3页(P41-43)【关键词】螺旋滚筒;工艺改进;专用工装【作者】袁宇明;张存凤;侯相华【作者单位】山西天地煤机装备有限公司;山西天地煤机装备有限公司;山西天地煤机装备有限公司【正文语种】中文螺旋滚筒是采煤机的关键部件,一直以来,滚筒表观质量差,焊缝成形不美观且齿座脱落现象严重,装煤效果不良,齿座及叶片辅板磨损严重,滚筒制造精度低,造成摇臂传动部件损坏严重,滚筒材料利用率低,组装焊接工艺装备不能满足生产及产品质量要求,生产成本较高,导致市场占有率急剧下降。
随着煤矿开采安全、高产、高效的快速发展要求,对螺旋滚筒的制造精度与使用寿命提出了新的挑战。
为实现螺旋滚筒专业化生产,对其制造工艺进行改进优化势在必行。
一般齿座类的螺旋滚筒主要分为刀形滚筒与镐形滚筒,其结构与外形如图1所示。
(1)备料首先,端盘数控切割与成形工艺的改进。
将端盘由原来整体下料(圆环料)改为分段扇形下料,由整体压型改为分段槽压成形。
采用分段成形并对接焊后,极大地提高了材料利用率,槽压成形压模制造成本低,简化了整体压型时的制造难度,确保了端盘成形的锥度。
改进前后端盘备料、成形与组装对比如图2~图4所示。
其次,齿座缺口的切割精度与切割顺序的改进。
原工艺流程为先将端盘与叶片下料、压型并组装在筒体上,由装配铆工根据各个截齿截线位置自制齿座缺口样板进行划线,再手工气割齿座缺口。
端盘有成形锥度,叶片有螺旋升角,齿座组装位置与缺口尺寸由手工划线与气割,其位置与尺寸为近似尺寸,造成安装齿座时重新修割齿座缺口,经过手工修割的齿座缺口,缺口尺寸偏差较大、切割表面不光滑平整,齿座焊接后脱落现象时有发生,造成制造工序复杂繁琐,生产效率低下,直接影响滚筒表观质量与焊缝质量。
采煤机螺旋滚筒的研究
采煤机螺旋滚筒的研究作者:孙福宝来源:《装饰装修天地》2017年第21期摘要:本文概要阐述螺旋滚筒的结构,通过对滚筒叶片头数、叶片升角、截齿的配置形式的合理选择,使采出的块煤多,能耗小,同时提高滚筒的装煤效果和使用寿命。
关键词:采煤机;螺旋滚筒;叶片升角;截齿1 螺旋滚筒的结构及旋向1.1 滚筒的结构螺旋滚筒是采煤机的主要工作机构,用于破煤和装煤,其性能直接影响采煤机生产效能和煤炭生产质量。
采煤机螺旋滚筒是一个带有螺旋叶片的圆柱体,截齿装在焊于螺旋叶片上的齿座套中,工作时滚筒转动并作径向移动,截割破碎煤炭,再由螺旋叶片把煤沿滚筒的轴线方向推运出来,装进工作面运输机。
螺旋滚筒的结构如图1所示。
1.2 滚筒的旋向(1)单滚筒采煤机。
单滚筒采煤机的滚筒应位于采煤机机身的下顺槽侧。
其优点是煤不经机身下的输送机运输以免堵塞煤流。
左工作面使用右旋滚筒;右工作面使用左旋滚筒。
(2)双滚筒采煤机。
薄煤层采煤机或小直径滚筒时:滚筒的转向为“前逆后顺”(又称内旋,即两滚筒向采煤机内侧旋转)。
这样可以提高前滚筒的装煤效率,同时也可增加采煤机的稳定性。
大直径滚筒时:滚筒的转向为“前顺后逆” (又称外旋,即两滚筒向采煤机外侧旋转)。
其优点:煤尘较少,碎煤不易抛出伤人,装煤的能耗较低,装煤和截煤的效率都比较高。
2 截齿的选择采煤机螺旋滚筒采用的截齿分为扁形截齿(又称刀形截齿)和锥形截齿(又称镐形截齿)两类。
目前绝大多数螺旋滚筒采用镐形截齿。
镐型截齿的优点是:齿身强度大不易折断,耐磨;截齿在割煤时可以自转自修刃,截齿损耗低;工作时截角较小,齿身受到的弯矩较小,有利于降低比能耗;形状简单,制作方便。
但在少数煤质韧性和粘性较大的煤层中,还适合选用刀形截齿。
3 螺旋滚筒主要参数的确定3.1 滚筒直径单滚爬底板筒采煤机滚筒直径约等于煤层平均厚度。
3.2 滚筒截深目前多数采煤机采用的截深为0.63或0.7m。
在薄煤层中,滾筒直径较小,为了提高的生产率,在工作面条件允许时,可选用截深0.8~1.0m。
采煤机螺旋滚筒自动焊接系统设计

机床与液压
M ACHI NE T 00L & HYDRAUL I CS
0c t . 2 0l 3 Vo 1 . 41 No . 2 0
第4 l 卷 第2 0期
D OI :1 0 . 3 9 6 9 / j . i s s n . 1 0 0 1—3 8 8 1 . 2 0 1 3 . 2 0 . 0 3 8
近几年 ,国民经 济的快 速发展导致煤 炭的需 求量
对于 自动焊接机 ,要求焊接轮毂焊缝 时焊接机距 离变位机最小距离为 3 0 m n;要求有速度显示 ,便于 操作人员及时掌握和控制焊接信息参数 ;要求焊接机
越来越大 ,从而对煤机装备行业 的发展提 出了更高 的 要求 。我 国煤机装备行业在基础加工 、制造领域 的技 术相对落后 ,严重制 约了该行业 的发展 ,其 中采煤机 螺旋滚 筒的生产水平 还未实现机械 自动化 ,特别是螺 旋滚筒的焊接工艺还完全处于手工作业阶段 。手工 作业存 在危险性高 、生产效率低等缺点 。为解决这一 问题 ,针对某公司采煤机螺旋滚筒焊接技术 ,设计 了 种采煤机螺旋滚筒 自动焊接 系统 。该 自动焊接 系统 可以快 速 、准确地实现螺旋 滚筒 的定位 和 自动焊 接。 对改善采煤机螺旋滚筒 的焊接技术 、提高其生产效率 起着重要 的作用 。
Ab s t r a c t :B a s e d o n t h e p r a c t i c a l d e ma n d f o r we l d i n g w o r k o f s h e a r e r h e l i c a l d r u m ,p o s i t i o n i n g d e v i c e a n d a u t o ma t i c w e l d i n g ma — c h i n e w e r e c o n n e c t e d c o o r d i n a t e l y b y t o u c h s c r e e n a n d P L C t o d e s i g n a n a u t o ma t i c we l d i n g s y s t e m or f t h e p u r p o s e o f i mp r o v i n g t h e we l d i n g t e c h n o l o g y a n d e n h a n c i n g p r o d u c t i o n e f f i c i e n c y .De t a i l e d d e s i g n s c h e me s o f me c h a n i c a l a n d c o n t r o l s y s t e ms w e r e p r e s e n t e d . T h e we l d i n g s y s t e m p l a y s a n i mp o r t a n t r o l e i n f a s t a n d a c c u r a t e p o s i t i o n i n g o f h e l i c l a d u m r a n d a u t o ma t i c w e l d i n g . Ke y wo r d s :S h e a r e r h e l i c a l d u m ;P r o s i t i o n i n g d e v i c e ;A u t o ma t i c we l d i n g ma c he g e o f Me c h a n i c a l a n d E l e c t r i c a l E n g i n e e r i n g , C h i n a U n i v e r s i t y o f
采煤机发展史
四、连续采煤机发展史
1949年美国LEE-NORSE公司制造出了世界上第一台连续型 采煤机—CM28H 型连续采煤机。同一时期,美国JOY公司生 产出了3JCM和6CM型截链式连续采煤机。
20世纪50年代,出现了第二代连续采煤机。第二代连续采 煤机以利诺斯公司生产的8CM型摆动式截割头连续采煤机为 代表。
一、链式截煤机发展史
1932年,世界上第一台采煤机由原苏联制造成功。并在 斯巴顿煤矿投入使用。这种采煤机采用链式结构,称为链 式截煤机。
我国与1952年购进并使用链式截煤机—顿巴斯采煤机。鸡西 煤矿机械厂于1954年仿制出第一台国产深截式采煤机。首先在
黑龙江矿务局和开滦煤矿使用。图示为鸿川机械制造有限公司 制造的MJ37型链式截煤机。
20世纪80年代,我国开始引进连续采煤机。以单机为主, 共引进32台。使用较好的是大同矿务局大沟煤矿。
90年代,以配套引进为主。黄陵矿区和神华公司先后引 进27台套连续采煤机。
我 国 引 进 的 连 续 采 煤 机 有 JOY 公 司 生 产 的 12ED15 型 、 12CM18_10D型、12CM27_11E型和CM800型等。
煤炭科学总院太原分院在1990年就开始进行连续采煤机
的研究工作。曾完成了轻型连续采煤机的设计、和引进设备 的国产化大修工作。
2008年EML340型连续采煤机是神东煤炭分公司和煤科 总院太原研究院共同研发的国内首台连续采煤机试验成功。
河北天择公司的LMG950可调高式滚筒露天采煤机研究项目 于2011年1月15日一次性通过了中国煤炭工业协会组织的专家鉴 定委员会鉴定,达到国际先进水平。
滚筒式采煤机
目录绪论 (3)1.1引言 (3)1.2采煤机械概述 (3)1.2.1采煤机械化的发展 (3)1.2.2机械化采煤的类型 (4)1.3.2滚筒采煤机的工作原理 (4)1.3.3滚筒采煤机的特点 (5)1.3.4采煤机与刨煤机的比较 (5)1.4 MG180/435-W型采煤机 (6)1.4.2主要用途及适用范围 (6)1.4.4使用环境条件 (6)采煤机截割部的设计 (7)2.1、总传动比。
(7)2.2、传动比分配。
(8)3 、直齿轮模数齿数 (8)4.1、各轴转速的计算。
(9)4.2、各轴的扭矩。
(10)5.1.圆柱直齿齿轮1设计及校核 (11)5.1.1接触疲劳强度计算、校核 (11)5.1.2 齿根弯曲疲劳强度的计算、校核 (13)5.2.圆柱直齿齿轮2设计及校核 (14)5.2.1接触疲劳强度计算、校核 (14)5.2.2齿根弯曲疲劳强度的计算、校核 (15)5.3.圆柱直齿齿轮3设计及校核 (17)5.3.1接触疲劳强度计算、校核 (17)5.3.2 齿根弯曲疲劳强度的计算、校核 (18)5.4圆柱直齿齿轮4设计及校核 (20)5.4.1接触疲劳强度计算、校核 (20)5.4.2 齿根弯曲疲劳强度的计算、校核 (22)5.5.圆柱直齿齿轮5设计及校核 (23)5.5.2 齿根弯曲疲劳强度的计算、校核 (24)5.6.圆柱直齿齿轮6设计及校核 (26)5.6.1接触疲劳强度计算、校核 (26)5.6.2齿根弯曲疲劳强度的计算、校核 (28)5.7.圆柱直齿齿轮7为惰轮可直接校核齿轮8 (29)5.8.圆柱直齿齿轮8设计及校核 (29)5.8.1接触疲劳强度计算、校核 (29)5.8.2 齿根弯曲疲劳强度的计算、校核 (31)6.1.齿轮轴1 (32)6.1.1确定轴的最小直径 (32)6.2.惰轴 2 (35)6.2.1确定轴的最小直径 (35)6.2.2轴的结构设计 (35)6.2.3轴的强度校核 (35)6.3.轴3 (37)6.3.1确定轴的最小直径 (37)6.3.2轴的结构设计 (37)6.3.3轴的强度校核 (38)6.3.4轴承强度的校核 (39)6.4.轴4 (41)6.4.1确定轴的最小直径 (41)6.4.2轴的结构设计 (41)6.4.3轴的强度校核 (42)6.4.4轴承强度的校核 (43)6.5.惰轴 5 (44)6.5.1确定轴的最小直径 (44)6.5.2轴的结构设计 (44)6.5.3轴的强度校核 (45)6.5.4轴承强度的校核 (46)6.6.轴 6 (47)6.6.1确定轴的最小直径 (47)7.1初步计算齿轮的主要参数 (48)7.1.1计算变位系数: (49)7.1.2 几何尺寸计算 (50)7.1.3啮合要素验算 (50)7.1.4齿轮强度验算: (52)7.2.g-b传动 (56)7.2.输出轴直径及轴承的确定: (60)8.1.输入轴上的的花键 (61)8.3.轴四上的花键 (62)8.4.输出轴上的花键 (63)参考文献 (63)绪论1.1引言我国是产煤大国,煤炭也是我国最主要的能源,是保证我国国民经济飞速增长的重要物质基础。
滚筒车间操作流程
滚筒工艺1)生产流程将尿素、磷酸一铵、氯化钾、氯化铵等原料,按照工艺配比送入混合机。
经一、二级原料传送带送入双链粉碎机,进入原料料仓,再经三级原料带送入提升机,由提升机送入造粒机。
造粒后形成的成球颗粒由传送带送入一级烘千机,烘干后由提升机送入一级冷却机,再由提升机送至一级滚筒筛进入入二级滚筒。
大颗粒由传送带送至破碎机,筛下细粉及小颗粒返回返料传送带;合格颗粒送至二级烘干机。
烘干颗粒由提升机送至二级冷却机,冷却后的合格成品经提升机、成品传送带送入成品料仓。
最后经计量,包装入库。
2)工艺指标1)烘干机工艺控制指标—级烘干机机头温度200-300℃;机尾温度80-100℃;二级烘干机机头温度100-150℃;机尾温度60-80℃。
2)成品控制指标粒径1~4mm≥90%;成品含水量≤2%3.开停车步骤1)开停车顺序原则上开车顺序从后往前开,停车顺序从前往后停,开车时必须在本台设备运转无异常情况后再开下一台设备,开停车由班长统一调度。
2)开车前准备•检查各设备内是否有杂物,若有杂物及时清理;•对造粒机、烘干机、冷却机、滚筛等大的运转设备进行盘车两圈以上:检查有无异常情况,若有异常及时处理调整好:•检查各搅拌机、提升机、破碎机、传送带、滚筛、引风机是否有异常,若有异常及时调整好;•检查蒸汽阀门开关、蒸汽管路是否正常,若有问题及时调整处理好;•检查各设备润滑是否良好;•检查各设备、电气设施、仪表是否处于正常状态:•按照工艺要求进行配料计算,通知配料岗位各种原料投放比例。
3)正常开车步骤二级热风炉、一级热风炉依次点火,慢慢升温;•依次启动成品传送带、成品提升机、二级冷却机依次启动滚筒筛及其大颗粒传送带、破碎机•启动二级冷却机及其进料提升机;•启动二级烘干机,二烘运转正常后,开二级热风炉引风机:同时开启二级排尘风机;启动一级滚筒筛及其进料提升机启动以及冷却机及其进料提升机启动一级烘干机,一烘运转正常后,开一级热风炉引风机,同时开启一级排尘风机;待一级热风炉温度基本达到工艺要求后,启动造粒机出料输送带、造粒机;造粒机运转正常后,开原料提升机、双链粉碎机、二级原料带、一级原料带•开启返料传送带粉碎机、返料传送带;启动混合机,运转正常后,按配比投放原料;观察成品料仓,存有一定量成品时,开始包装。