基于触摸屏和PMAC的数控系统在螺纹磨床改造中的应用
基于PMAC的开放式数控系统开发研究
1 机 床 系 统 功 能 要 求
某 些复 杂 曲面薄壁 零件 由于 特殊 的工 艺要 求 , 需 要 在 准 产
品零件 外形 尺寸轮 廓基 础上 , 对 局 部 轮 廓 进 行 精 密 的仿 形 加 工 。 这 就必 须要 先对该 局部 轮廓 进行精 密测 量 , 拟合 曲面 , 再 进 行 局 部 精密 磨削 加工 。要求 机 床 具备 测 量 与加 工 双工 位 结构 , 满 足 特殊 的 装夹 需 要 , 在 一 次装 夹 基 础 上完 成 测 量 、 计 算 与 加 工 功 能 。因此 , 该特 种数 控机 床要求 数控 系统要 具 备以下 几个 功能 :
式数控 系统及其 软件 , 实现 了测量 与加 工双 工位 一体 化数控 机床 精 密控 制功 能 , 并 利 用 Vi s u a 1 C+ + 编 写
了具 有 人 性 化 的 友 好 用 户 界 面 。
关键词 : 开 放 式 数 控 系统 ; PMAC; 软件; 通 讯
中 图分 类 号 : TP 2 7 3 +. 5
基于 P MAC 的 开 放 式 数 控 系 统 开 发 研 究
黎 良 田
( 深圳 职业技 术 学 院 机 电学 院 , 广东 深圳 5 1 8 0 5 5 )
摘 要 : 航 天及 汽 车制造 业 中一些 复杂 曲 面薄壁 零件 的测 量与加 工 需要 用专 用 的数 控机 床 来 完成 , 而 专用设 备 必须要 有 专用的 数控 系统 与之 匹配 。针 对该 类零件 加 工 的特 殊要 求 , 开发 了基 于 P MAC的开放
模 式应用 最 为广泛 [ 3 ] 。
基于PMAC_PC下的磨削加工测控系统
!
控制性能实验 系统中的 !")& 可以说 是 一 个 专 用 的 &!( 系 统 , 对
它的二次开发( 如编写后台的 !:& 程序、标准机床代码 ( H 代码)解释程序、 相关变量的个性化设置等) , 则需要 ( !CF<OL@?<P=.>?O 使用制造商提供的专用开发工具 !L-MN
QR1JO-./0123)实现。
!"#
测控系统软件设计 该测控系统实质上是一种以 !"#& 为核心组成的开
( ) : 该 函 数 用 来 得 到 !")& 中 的 变 !CF<,?=4FJ.FKG? 量的当前值。
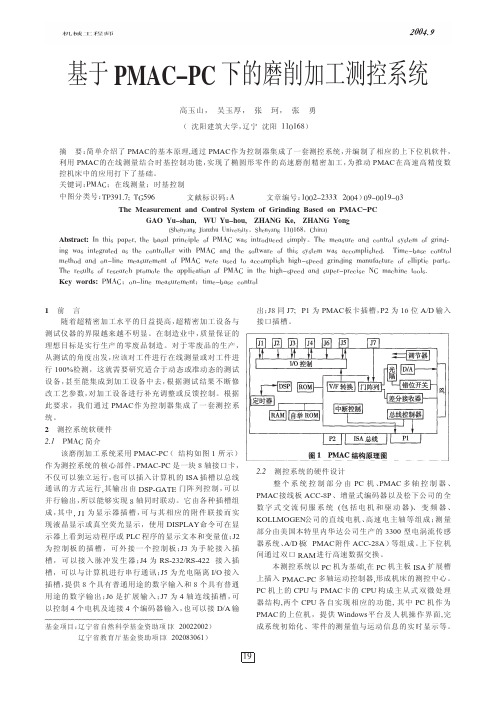
放式数控系统。上位 !& 机和下位机 !"’& 多轴控制器各 有自己的 &!(、 存储器和外设, 分别构成一套独立的计算 机系统。 因此, 在选择控制软件的开发平台时, 充分考虑了 这种结构的特点。 由于 !")& 多轴控制器采用了实时操作 系统 * 数控程序代码解释工作和连续运动时复杂的插补运 算以及零件的实时测量都由其内部的 +,! 来完成 * 可以保 证对运算过程和各种紧急情况的及时处理。相对而言, 上 位工控机只是提供与用户交互部分、 加工程序下载和一些 状态变量的读取工作, &!( 的工作量不是很大。基于以上 因素 * 上位机软件系统的开发使用 -./0123 平台的面向对 象可视化设计工具 4$55678 ( 见图 9 ) 。
+
注意事项及编程方法 按照数控加工的工艺特点,必须注意以下几方面: 首
先, 必须保证毛坯余量均匀; 其次, 避免不连续和突然的加 速度变化; 第三, 刀具运动时, 应保持进给速度恒定, 以实现 连续切削。 这就对编程者提出了要求, 即在粗加工过程中, 需要 给精加工留下均匀的余量, 如果不能实现, 就要再加上一 段半精加工程序来保证余量的均匀性, 否则, 将会导致高 速精加工过程中刀具的损坏。 只有在精加工过程中切削连 续, 走刀平稳, 才能够以最高速度完成加工。 因此可以利用 以下三种方法编程: ( <’=>2?9@AB)功能实现大刀量 ( ))等高环切 2 粗 连续稳定的粗切加工。 将 #C<D2E>F! 项设为牛鼻刀片 ! 在锐角处及 ! 处, 大牛鼻刀加工后留下较多的余量, 在锐角处将 如果直接用 ! !5 或 ! !O 的球头铣刀精加工, ( !5! )的球头铣刀等 损坏刀具。这时, 我们可以用 ! !V 高环切2精 ( <.’%26;@;P= )功 能 , 以最小轮廓来去除余 量 , 如 图 5 所 示 。 再 用 ! !5 球 头 铣 刀 的 等 高 环 切 2 精 ( <.’%26;@;P=)功能, 将 "J<-2(%#0 项设为 O/QUO/V, 主 的计算及控制功能实现了椭圆零件的磨削, 为推动 !%&’ 在高速高精度数控机床中的应用打下了基础。
基于PMAC控制器PLC功能实现数控系统面板功能的研究
K y e W o d : C Pr g a } me i a Co t o S s e Mo i n r s PL o r m Nu r c l n r l y t m; t o Co t o l r n r le
Det a t y tm 的可 编程 多轴 1a T u Da a S se
■ ■■ ■… … … … … … 一 … 一 一 … … … 一
c1o0e i
De let 6a her 0 e t
De1ete tES Ce 3 t
t e
;曲 舢e
99 9 10 00 I
2
i一  ̄rs z de s・ e d。 l t
¥0o 1 o ¥80 1 1 }82 i z
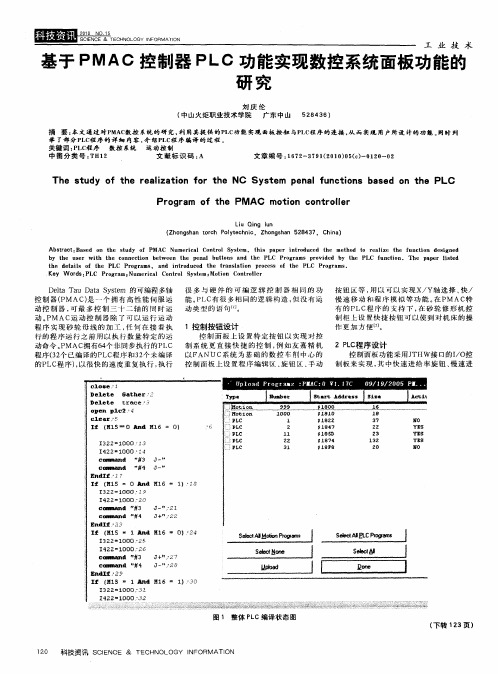
程 序 实 现 砂 轮 母 线 的 加 工 , 何 在 接 着执 1控 制按钮设 计 任 作更 加 方 便 。 行的 程 序 运 行 之 前 用 以 执 行 数 量 特 定 的运 控 制 面板 上 设 置 特 定 按 钮 以 实 现 对 控 动命 令 。 MAC 有6 个 非 同步 执 行的 P c P 拥 4 L 制 系 统 更 直 接 快 捷 的 控 制 , 如 友 嘉 精 机 2 PC 序设计 例 L程 ANUC系统 为 基 础 的数 控 车 削 中 心 的 控制 面 板功 能 采用 J Hw接 口的I O T / 控 程 序 (2 已 编译 的 P C 序和 3 个 未 编译 以 F 3个 L 程 2 的P 程 序 ) 以 很快 的 速 度重 复 执 行 , 行 控 制 面 板 上 设 置程 序 编 辑 区 、 钮 区 、 动 制板 来 实 现 , 中快 速 进 给 率 旋 钮 、 速进 LC , 执 旋 手 其 慢
#1847
}r &L c ̄ M
基于PMAC运动控制器的数控系统在三坐标激光加工机床中的应用

我们在 与企业合 作开 发 的激 光机 中 ,采 用 了 自行研 制
的激 光 器 ,频 率 高 达 lO H ,更 有 利 于 提 高 加 工 精 Ok z 度 本文 主要介 绍了 为机 床设 计 的一 套开 放式 数控 系
功能 ,还可 以检 测各 种开 关 量 ,实现 面板 操作 ,以 控
好 ,而且 能将光束 斑点 聚焦在 波 长段 ,可 以进行 选择 性加 工和精密加工 ,特别在 一 非金属 材料的加工 中 , 些 效果更 佳。激光采 用非 接 触式 加工 方式 ,与 刀具 切 削
相 比 ,切削力 近似 为零 ,因此 对整 个结 构 的剐 度要 求 下 降 ,完全可 以采用框架焊接 结构 而不降低 系统精 度
T edv eibs nP Cr lncnol dI hkss m mn iWidw l f n aa xhnet o# IAbs hc nue e h ei a d0 MA o ot lr n ew ( ye s l no s ao D tecag  ̄ c s e nf o r ea h t O p tn h u S u i esrst w h h l e a as r n at r . i . h tae ee p ets ne i a C+ + ev om n u n Oe—o et e e .t tm l i t tnf d rp t ̄ n Tes w r dvl m n iudr s l m d a r e a p oe g  ̄ o V u nin et g t t rne m t r oe i d h Ipo o s d e
制 程序运行 和机床 的手 动调整 。 要完成 整 个 机床 的控 制任 务 ,P A M C卡还 必 须 和 P C机进行 必 要 的通 讯 P c机需 要及 时获 取 当前 机 床 状态和激光头所 处 位 置 .以便 实 时显 示在 桌 面上并 提 供给用户用 于交互 ,如各 轴位置 、激光 器通断状态 等 。
基于PMAC的碳素电极螺纹加工车床数控化改造
基于 P C的碳 素电极螺纹加工车床 数控化改造 MA
李丙才 ,曹 勇 ,李 艳 ,邬再 新 ,魏 泰
( .兰州理工大学 机 电工程学院 , 1 甘肃 兰州 7 0 5 ; .中国石油渤海物 资装备有限公司 兰州石油化工机械厂 , 300 2 甘肃 兰州 7 0 6 ) 3 0 0
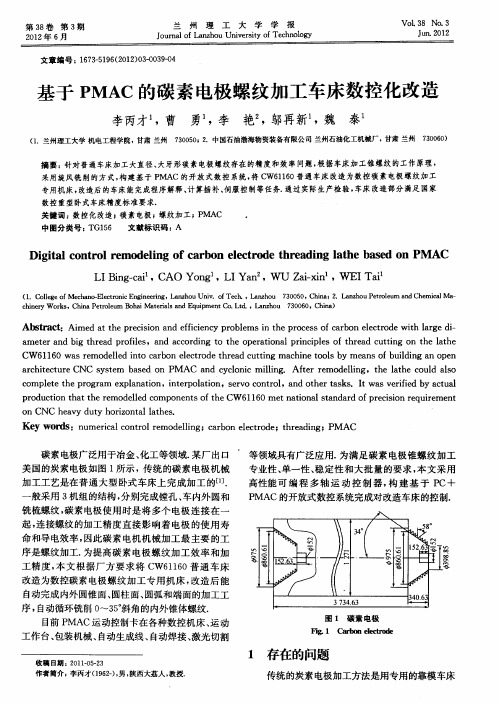
摘要 : 针对普通 车床加工大直径 、 大牙形碳 素 电极螺纹存在 的精度和 效率 问题 , 根据车床加 工锥螺纹 的工作 原理 ,
采用旋风铣 削的方式 , 建基于 P 构 MAC的开放 式数控 系统, C 1 6 将 W6 10普通车床 改造为数控碳 素 电极螺纹 加 工
专用机床 , 改造后 的车床 能完成程序解释 、 计算插 补 、 伺服控 制等任务. 通过实际生产检验 , 车床 改造 部分满足 国家
Ab ta t sr c :Ai d a h r cso n fiin y p o lmsi h r c s fc r o lcr d t a g i me tt ep e iina d ef e c r b e n t ep o e so a b n ee to ewi lr ed— c h
数控重型 卧式车床精度标准要求. 关键词 :数控化改造 ;碳素电极;螺纹加工 ; P
中 图 分 类 号 : G1 6 T 5 文献标识码 : A
.
Di ia o t o e o ei g o a b n lc r e t r a ng l t s d o PM ee t o h e di a heba e n d
a ee n i h e d p o i s n c o dn o t e o ea in lp i cpe ft r a u t g o h a h m t ra db g t ra r fl ,a d a c r ig t h p r to a rn i lso h e d c ti n t elt e e n C 6 6 sr mo eld i t a b n ee to et r a u t g ma h n o l y m e n fb i ig a p n W 1 0wa e d l n o c r o lcr d h e d c ti c i et o sb a so ul n n o e 1 e n d a c ie t r rh tc u eCNC y tm a e n P AC n y ln c m ii g Afe e o el g t e lt e c u d as sse b sd o M a d c co i l n . l t rr m d l n , h ah o l lo i c mp eet ep o r m x ln to o lt h r g a e p a a in,i tr oa in,s r o c n r l n t e a k .I sv rf d b cu l n e p lt o ev o to ,a d o h rts s twa e ie y a t a i p o u to h tt er mo eld c m p n n so h 6 6 e ain l t n a do rcso e ur m e t r d cin t a h e d l o o e t f eCW 1 0m t t a a d r fp e iin rq ie n e t 1 n o s o n CNC e v u y h rz n a a h s h a y d t o io tllt e . Ke r s:n m e ia o to e d l n ;c r o lcr d ;t ra ig;P AC y wo d u r l n r l mo el g a b n ee to e h e dn c c r i M
基于PMAC2的全闭环控制螺纹磨床数控系统
基于PMAC2的全闭环控制螺纹磨床数控系统作者:李红侠叶利伟蒙海军来源:《西部论丛》2018年第05期【摘要】介绍了一种新型螺纹磨床数控系统,对硬件、软件的设计进行了分析。
采用触摸屏进行人机对话。
采用PMAC2运动控制器,实现了逻辑和运动控制。
机床Z轴、X轴采用全闭环控制,提高了控制精度。
砂轮倾斜一定螺旋升角,对砂轮形状投影在X、Z坐标平面内的图形进行数学建模,现实了数控化轨迹修整。
【关键词】螺纹磨床全闭环控制 PMAC2运动控制器触摸屏伺服系统轨迹修整引言螺纹磨床是一种高精度的加工机床,其砂轮修整多采用金刚笔或成型滚轮修整。
其中金刚笔修整依靠操作技能保证修整质量。
而成型滚轮修整,滚轮与砂轮接触面大,修整表面光洁度不好,磨削不同的螺纹需更换不同的成型滚轮。
国内也有进口美国德拉克DRAKE全智能机器人操作螺纹磨床,而国内大部分中小企业其维修技术力量薄弱,维护不便。
因此,需要由中国制造智能化螺纹磨床替代进口。
随着智能化的发展,越来越要求减少人工操作因素对产品质量的影响。
而智能机床的基础是机床精度及稳定性高,人为因素少,才能保证合格率。
根据市场需求,研制了一种全闭环控制螺纹磨床的数控系统,提高了机床精度,砂轮数控化轨迹修整改善了修整精度,减少了人工操作的影响。
一、建立数控系统坐标系1、机床结构简介在床身上有纵向和横向导轨。
纵向移动平台Z轴、横向进给平台X轴。
在X、Z轴上安装有光栅尺,滚珠丝杠传动。
在Z轴上安装有工件旋转机构C轴和手动扳螺旋升角的滚轮机构。
在X轴上安装有手动扳螺旋升角的砂轮主轴机构。
工件及砂轮人工装卸。
砂轮人工平衡。
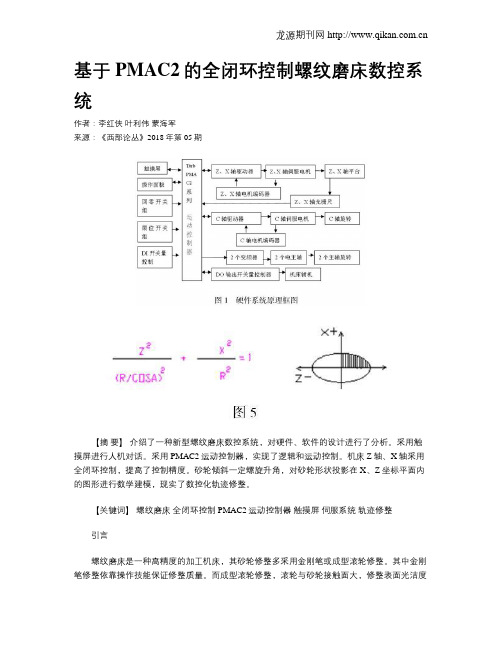
2、机床坐标系:#1->180C #2->2000X #3->2000Z二、数控系统的硬件系统硬件简介:如图1硬件系统原理框图,组成如下:(1)运动控制器:其核心是美国Delta Tau公司的Turbo PMAC2系列的Clipper集成控制卡。
它是一台完整的、实时的、多任务的计算机。
触摸屏在磨床设备上的应用
书山有路勤为径;学海无涯苦作舟
触摸屏在磨床设备上的应用
一引言
磨床是在轴承行业中使用较为广泛的磨削控制设备。
本案使用的
磨床是带PLC控制单元的高精度磨床,共需完成机床的手动调整、修整补偿、手/自动工作循环、动作联锁等控制并提供可靠性较高的故障判断和
自诊断功能。
本案通过采用5.7英寸的触摸屏将对机床的控制开关由外围设备转移到触摸屏上,从而实现了PLC的输出口接口的节省,同时也减少了设备的硬件接线,并且使设备外观和使用更加美观和方便。
二操作说明
1)手动调整:通过修改PLC的数据寄存器的值实现对磨削参数的设置和更改,包括机床的原点设定,调整和联锁,工作激励后不能上/下料。
2)修整:机床处于原点,进行修整操作,每次修整的补偿量为数据寄存器中预先设置的值,并可按复位来结束循环再返回原点。
3)自动/半自动:机床调整完毕,将工作方式设为自动或半自动状态,
专注下一代成长,为了孩子。
基于PMAC的运动控制系统在微细电火花成形加工数控系统中的应用
A p lc to f M o i n Co t o y t m a e n PM AC o m e i a n r lo p ia i n o to n r lS se b s d o f r Nu rc lCo t o f
M i r e S n n e t ia ic a g a h n n c o Di — i ki g Elc rc lD s h r e M c i i g
Li a h n, a g Su, n, e u Hu z e Lin Gu Li Ch n Che gx , ng Ka n i Ya i
(S a g a io To g Unv ri S a g a 2 0 4 Chn h n h i a n iest h n h i 0 2 0, ia) J y,
设 计 ・ 究 研
《 电加工与模具》 0 1 21 年第 4 期
基于 P MAC的运 动 控 制 系统在 微 细 电火 花
成 形加 工数 控 系统 中的应 用
刘华珍 , 梁 速 , 顾 琳 , 陈成 细 , 杨 凯
(上海 交通 大 学机 械与 动力 工程 学 院机 械 系统 与振 动 国家 重点 实验 室 , 上海 2 0 4 0 2 0)
Ab t a t o h r c e so AC r n r du e s r c :S mec a a t r fPM a ei to c d.Ba e n PM AC,t o t r n r wa e sdo hes fwa ea d ha d r a c ie t r fnu rc lc nto o ir i ki r h t c u eo me ia o r lf rm c o sn ng— di e EDM r o t u td.The e fc s o to a e c nsr c e fe t fmo in c nto a e n PM AC n o r lb s d o o EDM o e sng a e d s u s d.Th p i l r m e e so y t m e v n pr c s i r ic s e e o tma a t r fs se s r o a d pa ma hi n c ni g moto r e e t d.Ex e i n s s o t a to on r ls se b s d o i n a e pr s n e p rme t h w h t mo i n c to y t m a e n PM AC a hs sg fc nta v ntg st mpr v c i ng s a iiy a fiin y. i niia d a a e o i o e ma h ni t b lt nd efce c Ke r s:mo i n c n r lEDM ; ume ia o t o y t m ; y wo d to o t o ; n rc Ic n r Is se PM AC
触摸屏在磨煤机控制系统中的应用
1 S M TI _ o f A c S7 3 0简 介
, i 1 ll 化 中 小 型 P C 系统 , 它具 有体 积 小 , I TC S — 0 L 重量轻 , 抗干扰 能力强 , 可靠性高 , 模块化 , 无排风 扇结构 , 易于实现 分 布 ,易 于 用 户 掌 握 等 特 点 , 它 能 满 足 中等 性 能要 求 的应 用 ,使 得 S— 0 7 3 0成 为 各 种 从 小 规 模 到 中 等性 能 要 求 控 制 任 务 的 方便 又 经 济 的解决 方案 , I TC的 S — 0 SMA I 7 3 0应用领域特 别广泛 ,有多种性 能 递 增 的 C U和 丰 富 的且 带有 许 多 方便 功 能 的 I 扩 展 模 块 , P / O 当任 务 规模 扩大并且愈加 复杂时 , 可随 时使 用附加 模块 对 P C扩展。对机 L 械 设 备 的控 制 关 系 可 以通 过 编 程来 实 现 。 S — 0 7 3 0具 有 高 电磁 兼 容 性和抗振动 , 冲击性 的特点使其具有较 高的工业环境 适应性, 我们在
性 , 满 足 了设 备 的 生 产 要 求 还
制, 润滑站 的工作控制 , 所有输入开关 的一端连在 一起 , 另一端根据 定义与 S — 0 7 3 0的输入模块连接 。 一开 关闭合 , 某 则输入模块所 对应 0 引言 的输入点指示灯亮 , 否则指示灯熄灭。S — 0 7 3 0自动检测所有开关的 M P 2 0磨 煤 机 是 外加 力 型 辊 盘 式磨 机 ,主 要 在 钢 厂 或 电厂 使 输入状态 , F8 供控制程序使用。 用。 由于 MP 2 0辊盘 式中速磨煤 机的主 电机为高压驱动 电机 , F8 应 本控制系统采 用输 出模块驱动 中间继 电器 ,再 由中间继 电器 的 用户要求 由他们 自己配套 , 由中央控制室统一控制。 随磨煤机配套 的 触点驱动接触器, 这么做的优点是可以降低成本。 当执行部件满足运 设备有 密封 风机 、 液压站 、 润滑站 , 控制要 求有两地操作机 旁控制和 动条 件后 , 7 3 0执行输 出指令 ,输 出模块 对应输 出点 的指示灯 S —0 集中控制的功能。 亮, 对应 小 型 继 电器 动 作 , 所 驱 动 执 行部 件 运 动 。 整 个 控 制 系统 连 其 本 系 统 采 用 S MA I 7 3 0 P C 控 制 ,提 高 了 系 统 的可 靠 线极其简单, I TC S — 0 L 且各开关和执行机构的工作状态实时显示, 便于 设备 的 性 和 灵 活 性 , 增加 了一 系列 连 锁 和 保 护 功 能并 采 用 T 2 7触 摸 面 维护和故障检修 , 并 P7 提高 了整个控制系统 的可维护性和可靠性 , 本控制 板 进 行 设 备 操 作 和 显 示 工作 , 足 设 备 的 生 产 要 求 。 满 系 统 P C硬 件 配 置如 下 图所 示 : L
基于PMAC的锥面砂轮磨齿机数控系统设计
求, 本文 采 用高 性能 的可 编程 多轴 运动 控 制器 , 建 构
基于 P C+P MAC的开放 式数 控 系统 .
1 锥 面砂轮 磨齿机数控 系统构 成
1 1 磨 齿 加 工运动 控 制模型 建 立 . 由于 圆 齿 轮可 以认 为是 非 圆齿 轮 的 一种 特 例 , 为 了使所 设 计 的数 控 系统 具 有 通 用 性 , 数 控 系统 该 的设 计是 以非 圆齿轮 为例 进行 的. 采用 展 成法 磨削 非 圆齿 轮 时 , 刀具 ( 轮 ) 砂 的节
基于 P MA C的锥 面 砂 轮 磨 齿 机数 控 系统 设 计
张 君 ,刘 永 平
( 州 理 工 大 学 机 电 工程 学 院 ,甘肃 兰 州 7 0 5 ) 兰 3 0 0
摘要 :针对磨齿加工过程 的复杂运 动关 系, 根据锥 面砂 轮磨齿机 的工作 原理 , 立磨 齿加 工运动 的控制模 型 ; 出 建 提
锥 面砂轮 磨齿 机 是 利 用 齿 条 和齿 轮 啮 合 原 理 ,
以断续展 成法 来磨 削齿 轮 的 , 面 砂 轮相 当 于齿 条 锥 刀具 的一 个齿 . 磨 出渐开 线齿 轮 , 齿机在 具 有工 要 磨 件 的展成 和分 度运 动 、 轮 的转 动 、 轮沿齿 轮 轴 向 砂 砂 的往复运 动 等主要 运 动 的基 础 上 , 还要 有 螺旋 角 调
整 、 轮 修整 器 的运动 等辅 助 调整 运动 . 蜗杆 砂轮 砂 与
磨齿 机和 成形 砂轮 磨 齿 机 相 比 , 面砂 轮 磨 齿 机 是 锥
第3 6卷 第 5 期 21 年 1 00 O月
兰
州
理
工
大
学
学
报
Vo . 6 1 3 No 5 .
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
触摸屏使用的是韩国 M 2I公司的 TOP触摸屏, 如 图 1 所示。 TOP 触摸屏提供了强大的通讯功能, 能够 与众多厂家的控制 器通讯。触 摸屏通过 T op-designer 软件来开发设计操作系统, 该软件监视控制和数据采 集服务器直接连接到物理 I/O, 通讯方便可靠, 如图 2 所示。 TOP 触摸屏操作系统界面简单方便, 编程软件 友好, 设计者可以通过软件轻松的开发触摸屏在线监 控体软件, 并可以修改部分程序, 极大的方便了程序设 计人员和用户。
化划分, 各功能模块之间通过标准的接口协调工作, 共同完成数控功能。所研制的系统能同时完成程序
解释、插补计算、伺服控制、系统管理等任务, 能对各种不同型号的螺纹工件进行磨削。最后通过实际生
产检验, 控制系统单轴行程轨迹精度达到 1Lm 以下。
关键词: PMAC; 螺纹磨削; TOP触摸屏; 磨床改造
能。为了实现 PMAC 的功能, 还需在 PMAC 板上扩展 相应的 I/O 板、伺服驱动器、伺服电机、放大器、编码 器、光栅尺等, 最终形成一个完整的数控系统, 如图 4 所示。
T op-designer软件基于 W indow s的软件: 支持 W indow s 95 / 98 /NT /2000 /ME /XP, 有完整的工程项目管理 环境; 拥有面向对象的图形和动态 T ags 编辑; 有方便 使用的图形和 T ag 工具 手柄, 多 屏预览, 自动屏 幕保 护; 具有内部通讯存储区: 系统缓冲区, 直接 /间接设备 地址设定; 支持系 统零件库、在线 仿真、文 本、位 图及 W indow s所有字库。
# 控制与检测 #
组合机床与自动化加工技术
文章编号: 1001- 2265( 2010) 08- 0052- 04
基于触摸屏和 PMAC 的数控系统 在螺纹磨床改造中的应用
王绍聘
( 西北工业大学 机电学院, 西安 710072)
摘要: 从硬件、软件两个方面论述了基于触摸屏和 PMAC 的数控系统的构建过程。软硬件功能实现模块
# 53#
# 控制与检测 #
组合机床与自动化加工技术
开放性。运动控制卡 PMAC 有着自己的编程语法, 简 单易学, 功能强大灵活。 PMAC 的程序分为在 前台实 时运行的运动程序或者加工程序、在后台循环扫描运 行的 PLC程序, 这样 PMAC 集成了运动控制和过程控 制两大功能, 这是它的特点和优势之一。另外一个优 势就是所有这些程序都是 DSP 中执行的, 这样保证了 控制的实时性和可靠性。
PMAC 提 供 了 非 专 用 的 数 字 输 入 /输 出 口。由 PLC 输出的信号有: 指示灯信号, 伺服模块的驱动使能 和速度使能信号等, 这些信号经 I/O 口送入控制面板、 电器控制柜和伺服控制器。同时 PLC通过 I/O口读取 控制面 板、电 器 控 制柜 和 伺 服 控制 器 的 信 号, 送 往 PMAC 卡。双端口作为触 摸屏和 PMAC 的桥梁, 使触 摸屏读取 PMAC的状态, 实现对系统的监控, 对机床进 行控制。 PLC 程 序 还 可 以 像主 机 发 送 命 令 那 样 对 PMAC 运动控制器发送命令。
传统数控系统的开发主要是以工控机为基础, 在 W INDOW S或 DOS 操作系统支持下, 通过利用高级计 算机语言编制相应的应用程序来进行运动控制和 PLC 逻辑控制。对于需要有插补功能时, 还必须编制相应 的插补程序; 对于需要刀具补偿要求时, 还必须编制相 应的刀具补偿程序; 对于 I/O 接口的通讯, 还必须编制 相应的接口驱动程序等等。在这种情况下, 工作量大, 开发周期长, 并且所开发出来的应用程序在开放性和 扩充升级能力方 面比较差。由于 PMAC 程序简 单灵 活, 能融合多种机床代码, 可以自动完成插补运算, 所 以系统的大部分 PLC程序和运动程序可以在 PMAC 中 实现, 设计者只需要在上位机 ( PC、触摸屏等 ) 上设计 界面并调用 PMAC 参数变量和程序模块即可。基于这 种思想, 可以方便有效地实现数控系统软件设计。
键即可启动进行加工, 系统会自动区分执行各类程序。
213 触摸屏程序及界面设计
本系统触摸屏界面主要包括开始界面、主界面、状 态监视界面、手动 界面、参 数设置界 面和误差 补偿界 面, 如图 5、图 6、图 7、图 8、图 9、图 10所示。界面设计 完成 之 后, 要 下 载 至 触 摸 屏 上。 同 时 把 编 写 好 的 PMAC 运动 控制程 序, 下载 到 PMAC 运动 控制卡 上。 PMAC 程序设计和界面设计是同时在不断的数据交换 中完成的。
2 系统软件设计
引入可编 程 多 轴 运 动控 制 器 PMAC, 充 分利 用 PMAC 内部自带的插补功能模块、P ID控制模块及内置 式的 PLC逻辑控制模块等技术, 依据该机床系统控制 的具体要求, 通过 PMAC内部参数设定来实现与主机、 外部系统的通讯, 利用 PMAC 自身语言调用或编制运 动程序和 PLC控制程序来实现系统的控制, 而且能够 将编制好的程序下载到 PMAC 中, 可以供以后重复使 用或调用, 使得系统功能不断完善和提高, 具有很大的
212 PMAC 底层加工程序设计
本系统按照用户加工要求共分为 8个加工程序: 右螺纹单行程粗磨、左螺纹单行程粗磨、右螺纹双行程 粗磨、左螺纹双行程粗磨、右螺纹单行程精磨、左螺纹 单行程精磨、右螺纹双行程精磨、左螺纹双行程精磨。 这 8个加工程序通过 PMAC 的 IF 和 WH ILE 等命令语 句融合在一个程序中, 其中在精磨加工中融合了补偿 程序和光刀程序, 这样用户只需要设定好参数, 按动一
在现有磨床的基础上, 对其进行数控改造, 既能保 证和提高螺纹精度, 又能节约成 本, 对 中小型企 业来 说, 是经济有效的良好途径。本文针对某种型号螺纹 磨床由液压系统向数控系统的改造, 开发了触摸屏加 PMAC 控制卡的螺纹磨床数控加工系统。
1 系统硬件结构
111 PMAC 运动控制卡
PMAC ( P rog ramm ab le M ulti Ax is Contro ller) 是由美 国 Delta T au 公 司 设 计 生产。 PMAC 采用 摩 托 罗 拉 56000系列 DSP 为 CPU, 是一种通用的运动控制器, 但 更适用于数控机床等轴运动设备。它可以通过级联最 多控制 256根轴的运动, 还包含多路数字 I/O 和 DA / AD装置, 并提供高精度、反应迅速的计算能力。 PMAC 用于数控机床等的控制时, 可以由用户编写程序在相 应的坐标系内对各个轴的运动轨迹进行方便的控制, 并方便地 取得 各个 轴的 速度、加速 度、位置 等信 息。 PMAC 运动控制器将极强的处理能力和高度的通用性 结合起来, 可适应多种总线结构, 多种电机类型、多种 反馈元件、多种命令数据结构。 PMAC 可通过 RS-232 / RS-422 串行数据口同上位机进行串行通信, 或通过 8 位的数据总线同计算机进行通信, 它还有着广泛的应 用范围, 如各种数控机车、印刷机械、包装机械、自动生
0 引言
螺纹丝杠是在各种机床上广泛应用的机械产品。 按照国标 GB /T1758713-1998 及应 用实 例, 滚珠 丝杠 (目前已基本取代梯形丝杠, 已俗称丝杠 ) 因能用来将 旋转运动转化为直线运动, 或将直线运动转化为旋转 运动的执行元件, 并具有传动效率高, 定位准确等特点 而得到普遍应用。但现在对于丝杠的生产加工, 不少 机床设备还在使用液压和开环系统, 在科技飞速发展 的今天, 已严重影响到了产品的精度及生产效率。
系统中 PMAC 控制器共控制三个伺服轴: Z 轴、C 轴和 X 轴。Z 轴控制工件沿床 身左右移动; C 轴控制 工件自身旋转; X 轴控制砂轮架横 向进给。理想的螺 纹加工方式是: 在砂轮进给一定的情况下, C 轴旋转一 圈, Z 轴要移动一个螺距。但是由于有控制系统误差、 机床静态误差、机床与工件热变形误差及机床与工件 的力变形误差等因素的影响, 在实际生产中, 一方面通 过改进系统硬件来提高精度, 另一方面需要加入测量 反馈环节来减少误差。本系统在 Z 轴方向床身上安装 精密光栅尺测量位移, 在 C 轴头架后面安装精密编码 器测量工件转速, 把两个测量的量与 PMAC 控制器连 接, 构成全闭环反馈控制系统。测量设备使用海德汉 18000线编码器和 20Lm 128倍频的光 栅尺, 保证了反 馈量的精度。速度和加速度前馈控制在 PMAC 运动控 制器内部设定相应的 P ID参数来实现。
中图分类号: TP273
文献标识码: B
CNC System Based on Touch screen and PM AC A djustm ent in the Transform ation of Thread G rind ingM ach ine WANG Shao-pin
( No rthw estern Po lytechnical University M echanica l and E lectrical Eng ineering, X i. an 710072, Ch ina) Abstract: The paper d iscusses NC system based on touch-screen and PMAC bui lding process from tw o aspects: hardw are and softw are. M odular hardw are and softw are functions are d ivided. Each functional module uses a standard interface to comp lete the coordination and NC function. The system can comp lete the process at the same time, such as: exp laining the procedure, in terpo lation calcu lation, servo con trol and system management. The system can process a variety of d ifferen t types of thread w orkp iece. The CNC system final ly adop ted the actual production test and i ts sing le trip trajectory accuracy reached 1Lm below. K ey w ords: PMAC; thread grinding; TOP touch-screen; grinder transformatio