涂布机张力控制系统解决方案及调试心得
涂布机收卷不齐的处理方法

涂布机收卷不齐的处理方法涂布机收卷不齐的处理方法引言在涂布机的使用过程中,收卷不齐是一个常见的问题。
收卷不齐不仅影响生产效率和产品质量,还可能损坏涂布机设备。
本文将详细介绍几种常见的处理方法,帮助创作者们解决这个问题。
方法一:调整张力控制1.检查涂布机的张力控制系统是否正常工作。
2.根据实际情况,适当调整张力控制系统的参数,确保张力分布均匀。
3.检查涂布机的张力传感器是否准确,如果有问题,更换或修复。
方法二:调整收卷机构1.检查收卷机构的安装是否牢固,是否有松动或损坏的零件。
2.对于自动收卷机构,可以调整收卷张力来保证收卷的均匀性。
3.对于手动收卷机构,操作员需要掌握正确的收卷技巧,保持收卷的均匀性。
方法三:调整导向系统1.检查导向系统是否正常工作,是否有松动或磨损的部件。
2.确保导向系统的调整精度足够高,能够精确控制涂布材料的位置。
3.对于较长的涂布材料,可以考虑使用多点导向系统,以提高收卷的均匀性。
方法四:更换收卷芯筒1.检查收卷芯筒是否平整,是否有磨损或变形的情况。
2.如果发现问题,及时更换收卷芯筒,确保收卷的均匀性。
3.考虑使用更高质量的收卷芯筒,以提高收卷的稳定性和均匀性。
方法五:优化涂布工艺1.对于特定的涂布材料和工艺要求,可以优化涂布工艺,以提高收卷的均匀性。
2.考虑调整涂布速度、材料张力和涂布厚度等参数,找到最佳的工艺参数组合。
3.定期监测和调整涂布工艺,以确保收卷的稳定性和均匀性。
结论涂布机收卷不齐是一个常见的问题,但可以通过调整张力控制、收卷机构、导向系统,更换收卷芯筒以及优化涂布工艺等方法来解决。
创作者们可以根据实际情况选择合适的处理方法,以提高生产效率和产品质量。
方法一:调整张力控制•检查涂布机的张力控制系统是否正常工作。
•根据实际情况,适当调整张力控制系统的参数,确保张力分布均匀。
•检查涂布机的张力传感器是否准确,如果有问题,更换或修复。
方法二:调整收卷机构•检查收卷机构的安装是否牢固,是否有松动或损坏的零件。
涂布机张力的工作原理
涂布机张力的工作原理
涂布机张力的工作原理是通过调整涂布机卷取系统的张力来实现。
涂布机的卷取系统通常由一对卷取辊组成,其中一个为动力辊,另一个为张力辊。
在工作时,涂布机首先将待涂布的材料通过辊轮传送到卷取系统。
动力辊通过电机驱动,使材料匀速传送到张力辊处。
张力辊起到了调节材料张力的作用。
它的外侧通常包裹着一个橡胶套,以提供足够的摩擦力来改变材料的张力。
张力的大小通过调整张力辊与动力辊之间的接触面来控制。
当张力辊与动力辊之间的接触面增大时,摩擦力也就增大,材料的张力也跟着增大。
相反,如果接触面缩小,材料的张力就减小。
通过将张力辊与动力辊之间的接触面大小进行调整,涂布机可以实现对材料的张力精确控制。
这样可以确保材料在传送过程中保持恒定的张力,从而保证涂布过程的质量和效率。
总的来说,涂布机张力的工作原理是通过调整张力辊与动力辊之间的接触面来实现对材料张力的控制,从而实现稳定的涂布过程。
织布过程中,你知道怎样调整张力吗?

织布过程中,你知道怎样调整张力吗?一、了解织布中的张力调节意义调整张力是织布过程中至关重要的一环。
通过合理地调节张力,可以保证织布的质量、均匀性和稳定性。
张力过大会导致织物紧绷、易断裂,而张力过小则会导致织物松散、起皱。
因此,熟悉织布中的张力调节方法,对于提高织布技术水平至关重要。
二、调整织布张力的方法及技巧1. 调整织布机器的张力装置织布机器的张力装置是调整张力最直接和有效的方法之一。
通常,织布机器的张力装置包括张力杆、张力板、张力电机等。
通过调整这些装置,可以改变织布机器传递给纱线的张力大小。
一般来说,调整张力杆或张力板的位置可以改变机器的张力,而调节张力电机的速度可以改变张力的大小。
不同的机器可能具有不同的张力调节方式,因此在操作织布机器之前,建议阅读并理解相关操作手册,确保正确调节张力装置。
2. 合理选择纱线的张力在织布过程中,纱线的张力对织布结果有明显的影响。
为了保证织布的均匀性和稳定性,选择合适的纱线张力非常关键。
一般来说,选择纱线的张力要根据纱线的材质、线密度、织物的要求等因素来确定。
较粗的纱线一般需要较大的张力,而较细的纱线则相对需要较小的张力。
此外,纱线的材质和线密度也会对张力的选择有所影响。
因此,在织布过程中,根据实际情况合理选择纱线的张力,可以有效提高织布质量。
3. 注意纱线的调整和摆放在织布过程中,纱线的调整和摆放也是调节张力的重要环节。
在纱线经过织布机器前,需要先进行适当的调整,以确保纱线的张力均匀。
此外,纱线的摆放也需要注意织布的要求。
有些织布需要采用多股纱线,这时需要将纱线按照一定的规格和顺序摆放。
通过调整纱线的摆放,可以进一步控制织布过程中的张力。
4. 织布中的其他张力调节技巧在织布过程中,还有一些其他的张力调节技巧可以帮助调整张力。
例如,可以通过调整织布机器的速度来改变张力大小,或者通过调整织布机器的改锭或压定来改变张力的位置。
此外,使用合适的织布方法和技巧也可以在一定程度上调节张力。
印刷设备张力控制系统常见故障及管理方法探究

印刷设备张力控制系统常见故障及管理方法探究摘要:张力控制为造纸厂确保生产工作按照要求进行的重要内容,确保张力在合理范围内高效推进生产工作,保证产品达到质量管控要求。
鉴于张力控制对造纸厂有重要的作用,当下围绕印刷设备张力控制进行深入探究,介绍印刷机工作原理与张力控制主要方式,总结张力控制系统在生产环节常出现的故障,并给出科学的管控策略。
关键词:印刷设备;工作原理;张力控制系统;操控措施张力控制系统为印刷设备的核心,直接关系的印刷成品质量,如果张力控制系统无法有效的调节张力,会在卷材收卷阶段因张力控制不足,使纸张出现变形或褶皱的问题。
传统印刷机和相关机组在动力源的驱动下运行,随着机械长轴传递工作的开展,会在后期受到较大干扰,降低纸张在张力控制方面的精准度。
由于转速过快、部件安装不当等问题,在后期使机械部件出现制动失灵或卡死的状况,导致产品张力与设定者出现较大的差距,由此产生很多不良品。
为了产出更多优质的产品,需要将重点投放在印刷设备张力控制系统,提高系统参数的合理性,让张力控制在不同生产环节自行调整,保证印刷产品质量。
一、印刷机工作的原理分析印刷机启动后,进行材料加工,主要通过印刷机卷料的方式,根据实际需求选择间接加工或直接加工的方法,在报纸、画册、图书等领域应用频繁。
张力控制为印刷机的核心内容,影响到印刷阶段张力的稳定性。
印刷机在工作阶段,纸带为极重要的内容,主动轴在电机驱动牵引下会自主动作,通过摆辊与滚筒将印刷材料传入印刷单元,通过该操作完成任务。
在纸张接收端,为保证成品收卷一直处于稳定的状态,需要做好该环节张力控制工作,将关注点集中在收料辊。
在收料摆辊卷曲过程中,必须保证张力一直在平衡区间内,做好角度控制工作。
卷径会根据需求随之增大提高,在该过程控制张力会逐渐减小,由此保证印刷产品品种达到出品要求[1]。
在印刷活动中纸带张力的控制较为关键,纸卷制动器会在设备运行中根据实际情况自动调节,确保纸带在印刷活动中处于平稳状态,可以将纸张平缓的放入印刷机,按照流程正常开展纸品印刷工作。
涂布机放卷部张力控制的技术改造
操作侧 传动侧
至张力控制器 反馈输入口
在原放卷张力控制中,其张力控制范围为0~ 1200N,张力的给定是以气压的形式设定的,但操作 者可根据经验来调整。因此,为了保持与原来操作 的一致,我们需要对E/P阀的输出作调整。因为当
图2改造后的初步原理图
张力设定值、刹车气囊的组数及放卷轴纸卷直径相 同的情况下,如果E/P阀的输出值比正常时的反馈
4技改效果
在经过上述改造后,不仅使涂布机的放卷张力 控制恢复正常,减少了运行中及自动接纸时的断纸 现象,而且在运行一年多的时间里,未作任何的调整 与维修,状态一直良好,大大减少了维护工作及费用。
@固e@e固@:0e8@:0@勾@雹e窀e雹)@固@冠e固@固e固@固@固@固@固e固@固g衩≥自孽09。(弦*览B萄@固g烈≥议晚弛固e园g烈}哥参议多园(茧戳强治固@烈弘烈酾弛固@09090寥园e园
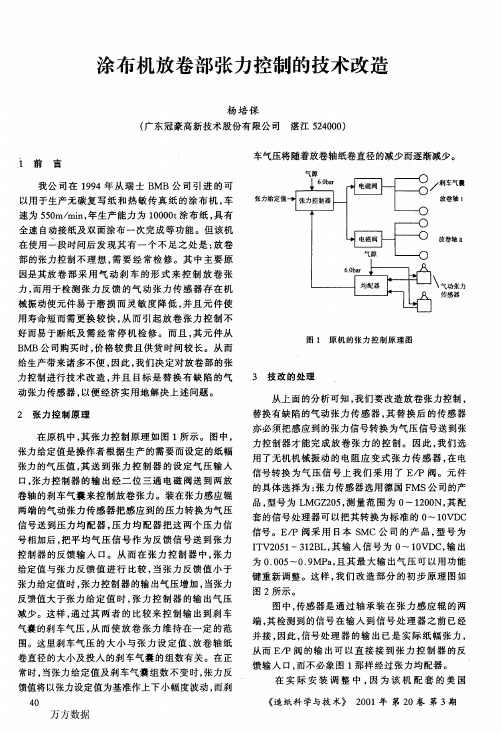
涂布机放卷部张力控制的技术改造
杨培保 (广东冠豪高新技术股份有限公司
湛江524000)
1前言
我公司在1994年从瑞士BMB公司引进的可 以用于生产无碳复写纸和热敏传真纸的涂布机,车 速为550m/min,年生产能力为10000t涂布纸,具有 全速自动接纸及双面涂布一次完成等功能。但该机 在使用一段时间后发现其有一个不足之处是:放卷 部的张力控制不理想,需要经常检修。其中主要原 因是其放卷部采用气动刹车的形式来控制放卷张 力,而用于检测张力反馈的气动张力传感器存在机 械振动使元件易于磨损而灵敏度降低,并且元件使 用寿命短而需更换较快,从而引起放卷张力控制不 好而易于断纸及需经常停机检修。而且,其元件从 BMB公司购买时,价格较贵且供货时间较长。从而 给生产带来诸多不便,因此,我们决定对放卷部的张 力控制进行技术改造,并且目标是替换有缺陷的气 动张力传感器,以便经济实用地解决上述问题。
涂布机张力控制系统探讨

系 统 中 主 要 执 行 元 件 的 动 作 均 由 制执 行机 构随之发生相应的改变 ,
P L C 的输 出点控制 。P L C 根据 设计要 从 而 达 到 控 制 张 力 稳 定 的 目的 。 具 其输 出u( t )也固定不变 :但 是当 求 ,时刻调 整输 出指令 。其工作 原 体如 图3 所示 。
际 和 同 内市 场 的 需 要 ,都 耍 求我 国
埘涂和机 张力控 制系统进行简 的
在现代 市 J l 造 产 业 中 , 张 控 制 分 析 。
… — — — — — —
的E 1 ] 刷包装机械和包装工 艺的质量 系统 已经 成为包括涂布 行业 在 内的 要有 明显的提高和改善 。特 别是 一 多个行业 的共 性技术之一 。尤其在
—
— — 一
儿
, 张
_ j 3
I ^
褥
机
参数通过 紫色 电缆 ’ j 剑P L C 的卡 l j 应
寄 存 器 。 当 设 备 运 行 速 度 发 牛 变 化
构
以及 收 放 卷 材 料 的 饩径 发 牛 变 化 时 ,} ) I C 中相应 的奇 器 数据 也
理 如 图2 所示。
卷取半径逐渐 变化时,其相应 的惯 性也发生变化 ,所 以要将K P 、K I 、
张力检测机构的工作通过摆辊 和 电位器来实现 ,摆辊和 电位器通 过 齿轮 来 连 接 。 当张 力 发 生变 化
时 ,摆 辊 发 生 摆 动 , 电位 器 的 电压
三 、张力控制系统 各部分的功用
— — — — —
‘
放料
单 元
涂
部
V
复
张力控制系统及常见故障排除
5 2 2014/05 印刷技术·包装装潢
敬请关注本刊官网 www.ke yinprintech. cn
50-55经验交流.indd 52
2014-4-30 14:56:11
放卷
张力 传感 器
磁粉 制动 器
张力 控制 器
图1 放卷张力控制系统示意图
牵引 辊
转轴
低摩 擦气 缸
电位 器
摆辊 图2 牵引张力控制系统示意图
故障一:印刷套印不准 故障现象:在印刷设备正常运行 过程中,摆辊发生不规则摆动,且摆 动幅度较大,进而造成套印不准。 故障排除:张力控制系统的结构 较为复杂,因此该故障产生的原因较 多,对此,笔者进行了归纳总结,主 要有以下几个方面。 (1) 摆辊 气 缸 的气 控 回路 元 器 件容 易发生损坏,从而导致活塞漏气,摆 辊气缸加载气压不稳定。对此,可考
这种控制方式是目前的主流方式。 间接张力控制又称补偿控制,其
可以对影响张力稳定的参数进行调节 补偿,以避免将要出现的张力变化, 间接地保持张力稳定。相比直接张力 控制,间接张力控制的随机性较差, 且控制精度较低。
构成与工作原理
安 装于 凹 印机 、 涂布 机 、 复合 机、分切机等设备上的张力控制系统 主要由放卷张力控制系统、牵引张力 控制系统和收卷张力控制系统三部分 组 成, 通过 张 力传 感器 、张 力 控制 器、变频控制器、磁粉制动器等元器 件实现卷筒材料的恒张力控制。
故障二:张力不稳定 故障现象:在收卷过程中,当卷 径较大时,收卷张力显示值往往会随 卷径的增大而不断减小,此时驱动器 的输出电流会不断增加,当输出电流 超过电机的额定电流后,便会引起驱 动器过流保护,发出故障报警。 故 障排 除 :笔 者 首先 检 查 驱动 器的负载和电机测速编码器,二者均 正常。通过对收卷张力控制器进行校 准,发现其中一个张力传感器发生了 故障,从而使得检测到的收卷张力信 号值是实际收卷张力值的一半,随着
涂布机个人工作总结
一、前言时光荏苒,转眼间我已在涂布机操作岗位工作了一段时间。
在这段时间里,我本着对工作的敬业精神和认真负责的态度,不断学习、积累经验,努力提高自己的业务能力。
现将我在涂布机操作岗位的工作情况做以下总结。
二、工作回顾1. 熟练掌握操作技能:刚接触涂布机时,我对机器的操作和流程并不熟悉。
为了尽快胜任工作,我主动向有经验的同事请教,通过查阅相关资料,逐步掌握了涂布机的操作要领。
现在,我能够熟练地完成涂布机的启动、调试、运行、维护等工作。
2. 保证生产效率:在涂布机操作过程中,我始终以高效、稳定的生产为目标。
通过不断优化操作流程,提高设备利用率,确保生产任务按时完成。
同时,我注重设备保养,定期检查设备状态,及时发现并解决潜在问题,降低设备故障率。
3. 提高产品质量:在涂布过程中,我严格按照操作规程进行操作,确保涂布均匀、厚度适中。
对于不合格的产品,我及时反馈给相关部门,并积极参与改进措施,提高产品质量。
4. 加强团队协作:在涂布机操作过程中,我与同事之间保持良好的沟通与协作。
在遇到问题时,我们共同商讨解决方案,确保生产顺利进行。
三、不足与反思1. 经验不足:尽管我在涂布机操作方面取得了一定的进步,但与经验丰富的同事相比,我的操作技巧和经验仍有待提高。
在今后的工作中,我将继续努力学习,提高自己的业务水平。
2. 时间管理:在工作中,我发现自己在时间管理方面存在一定的问题。
有时因为任务繁重而感到压力,导致工作效率降低。
为了提高工作效率,我计划合理安排时间,优化工作流程。
3. 沟通能力:在与同事、上级的沟通中,我意识到自己在沟通能力方面还有待提高。
为了更好地开展工作,我将继续加强沟通技巧的学习和实践。
四、未来展望1. 持续学习:在今后的工作中,我将继续努力学习涂布机操作技术,提高自己的业务水平。
2. 优化工作流程:通过不断优化工作流程,提高工作效率,确保生产任务按时完成。
3. 加强团队协作:与同事保持良好的沟通与协作,共同为公司的生产目标努力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《涂布机张力控制系统解决方案及调试心得》
——张力专用变频器的应用
2011年11月5日这两天在东莞一家做胶粘纸的生产厂家改造一台设备——涂布机生产线,效果较为理想。
系统结构简单,原机械部分不做任何改动。
改造后,在系统启停及运行过程中张力都很稳定,运行过程中不需要人为调整张力,操作简单。
总结一下,于人于己或许都有些好处。
一、原设备——一条涂布机生产线改造前现状:
由于厂家采购的是二手设备,收放卷张力采用磁粉离合器控制。
张力控制极不稳定,在生产过程中需要人为调整。
在改造前,该设备已经不能正常生产。
图一:改造前系统传动示意图
二、客户要求:进行收卷部分的恒张力控制,操作简单。
系统在生产过程中基本不需要人工干预。
三、改造方案:针对客户要求及结合现场设备状况,我们拟对该生产线进行基于张力控制变频器的恒张力控制系统。
即:对收卷部分、主牵引、次牵引采用恒线速度同步控制,对收卷部分采用恒张力控制。
示意图如下:
图二:改造后系统传动示意图
四、改造方案及调试总结:
1、改造方案应适应客户现状需求,实用高效为第一原则。
采用张力专用变频器做恒张力控制,不需要用PLC做卷经的计算。
卷经计算、惯量补偿、摩擦力补偿、以及张力锥度等相关模块都在变频器内部完成。
这样,该系统结构简单可靠。
2、改造方案确定后,需要先计算一些相关的参数值(最好事先告知客户相关技术人员,让其帮助了解,这样一来可增加工作效率,二来可验证自己的测量是否有错):
3、使用张力控制变频器MD330时需要注意的几个常用公式
根据牵引电机、牵引辊直径、传动比计算最大线速度;根据收卷电机、收卷轴空满轴直径、传动比,计算收卷变频器的最大输出频率、最大设定张力。
牵引部分:牵引电机1440r/min,50Hz,牵引棍直径D牵引=269mm,传动比I=14.1(根据主牵引电机转速×1/14.1=n牵引棍,得传动比I=n牵引电机/n牵引棍)收卷部分:收卷电机2.2KW,4极,1430r/min,50Hz,传动比=7.86,卷轴空卷100mm,最大400mm。
3.1.计算最大线速度:
3.14×0.269×(1440/1
4.1)=86.3(m/min)
对应参数FH-28=86.3;
3.2.电机额定转矩
T=9550×P(kw)/n=9550×2.2/1430=14.69(N.M)
3.3.根据最小收卷直径计算小卷时的最高频率
Vmax=3.14×Dmin×(n/I)
=3.14×(0.1/7.86)×(60fmax/2)=86.3
fmax=72Hz故:最大频率F0-10=72上限频率(F0-12),出厂F0-12=72(实际由于车速不会超过60m/min,故按出厂设置即可)3.4.根据收卷轴最大卷径计算所控制线材的最大张力Fmax
Fmax=(T×I)/Rmax
=(14.69×7.86)/0.2=577(N),
即58公斤,对应FH-05=580N
3.5.根据收卷轴最小直径计算所控制线材的最小张力Fmin
Fmin=(5%×T×I)/Rmin
=(0.05×14.69×7.86)/0.05=115.5(N),
即11公斤,5%为变频器的转矩控制精度
3.6.根据计算的数据分析使用开环转矩的可行性
所能控制的张力范围必须在Fmin≤F设定≤Fmax,即(11公斤,58公斤)
4、调试总结:
4.1应将每台变频器单独调谐好(电流矢量控制变频器的自学习很关键)
4.2联机调试,对于主牵引及次牵引的同步问题,可用线速度表测试。
基本一致,次牵引采用张力摆杆修正。
主辅频率叠加方式(此次实际改造并没有采用张力摆杆,由于同步精度较高,累计误差并不大。
采用一辅助电位器稍作修正即可。
但对于高速及大卷经收卷,恐怕还是采用张力摆杆自动修正为宜。
另:如无次牵引,则无需采用张力摆杆)
4.3对于收卷变频器的调试,应先能实现其转矩控制功能良好,才进行开环张力控制模式选择
4.5有编码器反馈的变频器,在调换电机线后必须调换编码器线,且重新自学习调谐。
(如能脱开负载则采用完整调谐方式)
广州万纬电子科技有限公司。