无捻毛巾产品毛羽问题的分析与实践
纱线毛羽的成因分析及控制毛羽的措施

纱线毛羽的成因分析及控制毛羽的措施福建省长汀县腾飞工业区鸿程纺织有限公司肖记雄纱线毛羽是指暴露在纱线主干外的那些纤维头端或尾端.须条在加捻过程中,部分纤维的头端或尾端没有被全部捻入纱线的主干部分而暴露在外,称为毛羽。
从这一定义上看出,整体未卷入纱体而附着在纱体表面的“浮游纤维”不是纱线的构成部分,不应该视为纱线毛羽。
本文不讨论这种附着在纱体表面的“浮游纤维”。
一、毛羽的成因分析毛羽主要形成于细纱,增长于槽筒。
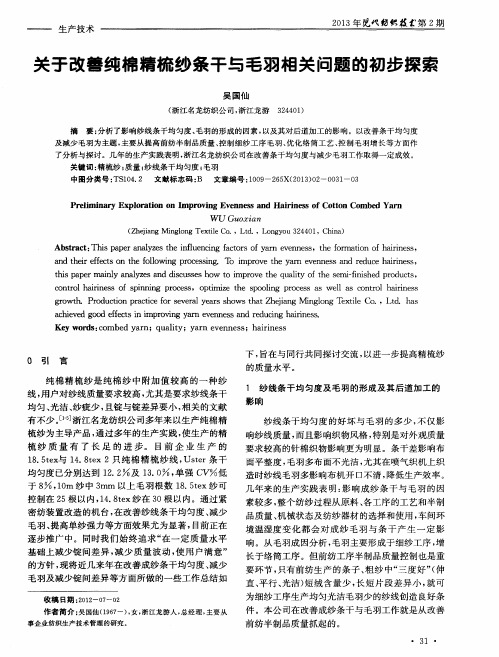
在环锭细纱机上产生毛羽有三大主要原因:一是经牵伸后,从前罗拉钳口AOB[见下图一],送出的扁平纤维丛在加捻三角区A,CB,受加捻作用包卷成纱时,未受加捻力矩控制的大量纤维和少数纤维中段,不能卷入纱体而露在外面形成毛羽;二是通过始捻线A’O’B’(纤维丛与前罗拉脱离接触的线,离前罗拉钳口线有一距离,即如图2中的A’A)在C点基本成纱后(C点可称成纱点),纱线受导纱钩、隔纱板和钢丝圈的摩擦,使一些原包卷入纱体的纤维端或纤维中段被刮、擦、拉、扯露出纱体,或一些纱体表层纤维被擦断浮出纱体;三是高速运转时,因气圈段纱线的离心力与空气阻力较大,容易将纱线表层的纤维甩出纱体而形成毛羽。
AOBA’O’B’A’(O’B’)A(O,B)纱线毛羽的形态分类纱线毛羽就其本质而有两类:一是纤维头端(一端或两端)伸出纱体的端无羽;二是两端在纱体内而中段成圈状浮在纱体外的圈毛羽。
如图二aba:端毛羽b:圈毛羽国内外学者的资料表明,在环锭纺棉纱的毛羽中,端毛羽占90%以上。
纺纱段(导纱钩以前)纱线毛羽的82%~87%是端毛羽.另外,端毛羽具有一定的方向性,可沿纱线轴线方向分为前向毛羽.后向毛羽和双向毛羽。
二、减少纱线毛羽的措施1、合理选择原料在纤维的诸多机械特性中,扭转刚度和挠曲度是与纱线毛羽相关最为密切的机械特性。
纤维的扭转刚度和挠曲度大,将纤维扭转和弯曲的难度大,纤维伸出纱体的可能性就大,成纱毛羽就多。
用其他特性相同或相近而扭转刚度和挠曲刚度大的纤维纺纱,伸出纱体的纤维端数量多,且伸出的长度较长.对棉纤维,又因根部比梢端粗,刚度大,根端更易凸出纱体形成毛羽,棉纱的端毛羽多数是根端,有资料介绍,71%的伸出端是根端,且它们比梢端形成的毛羽约长17%;在较长的前向毛羽中根端比梢端多6%。
无捻棉纱线可提高毛巾织物起毛性

无捻棉纱线可提高毛巾织物起毛性
兰荣
【期刊名称】《济南纺织科技》
【年(卷),期】1991(000)003
【总页数】3页(P43-45)
【作者】兰荣
【作者单位】无
【正文语种】中文
【中图分类】TS195.651
【相关文献】
1.平行纺无捻纱毛羽对针织物抗起毛起球性能的影响 [J], 林晓云;李楠楠
2.棉/水溶性维纶无捻纱线及其织物的退维分析 [J], 林晓云;杨理;赖芳芳
3.水溶性维纶纤维及其与棉并捻纱毛巾织物的退维温度探讨 [J], 裴伟娜;徐红
4.无捻纱在毛巾织物中的应用 [J], 滕子峰;徐文荣
5.弱捻纱线毛巾织物的开发 [J], 吴正畦;梁明江
因版权原因,仅展示原文概要,查看原文内容请购买。
关于改善纯棉精梳纱条干与毛羽相关问题的初步探索
g r o wt h .P r o d u c t i o n p r a c t i c e f o r s e v e r a l y e a r s s h o ws t h a t Z h e j i a g n Mi n g l o n g T e x t i l e C o . , L t c k h a s
O 引 言
下, 旨在 与 同行共 同探 讨 交流 , 以进 一 步提 高精 梳纱
的质量 水平 。 1 纱 线条 干均 匀度 及毛 羽 的形成 及 其后道 m T的 影 响
纯 棉 精 梳 纱 是 纯 棉 纱 中 附加 值 较 高 的一 种 纱 线, 用户 对纱 线 质量要 求 较高 , 尤 其是要 求 纱线 条干
a c h i e v e d g o o d e f ct e s i n i mp r o v i g n y a r n e v e n n e s s nd a r e d u c i g n h a i r i n e s s .
Ke y wo r d s : c o mb e d y a r n;q u a l i t y ;y a r n e v e n n e s s ;h a i r i n e s s
要求 较 高 的针棉 织物 影 响更 为 明显 。条干差 影 响布 面平整 度 , 毛羽 多 布面不 光 洁 , 尤其 在 喷气 织机 上织
梳纱为主导产品, 通过多年的生产实践 , 使生产 的精 梳 纱 质 量 有 了 长 足 的 进 步 。 目 前 企 业 生 产 的 1 8 . 5 t e x 与 1 4 . 8 t e x 2只 纯 棉 精 梳 纱 线 , Us t e r 条 干 均 匀度 已分别 达 到 1 2 . 2 及 1 3 . 0 , 单强 C 低 于8 , 1 0 m纱中 3 mm 以上 毛 羽 根数 1 8 . 5 t e x纱 可
纱线毛羽成因的控制和研究(第三讲 影响毛羽的因素及控制措施)

纱线毛羽成因的控制和研究(第三讲 影响毛羽的因素及控制措施) 第三讲 影响毛羽的因素及控制措施
从毛羽的成因分析可知,影响纱线毛羽的因素很多,现绘制关系图如下:
因此,减少纱线毛羽是一项系统工程,应从人、机、料、法、环五个方面,认真研究影响毛羽的各个因素及其规律,采取综合控制措施,方可取得良好效果。
第一节 加强原料检验 合理选配原料
原料性能(长度、细度和刚度等)对成纱毛羽影响较大,因此,应加强原料管理,其重点就是严把原材料检验和使用关,具体抓好以下工作。 1.1 加强原料逐包检验和小量试纺工作。在原料采购使用过程中,应加强对原料的检验,全面掌握每批甚至每包原料的性能,在原料排队上做到心中有数。通过快速试纺及时反映成纱质量,发现工艺上、选配上存在的问题,以利指导工艺设置和原料选配工作。 1.2 建立每周原料巡视制度。由生产厂长和总工负责组织有关科室车间(如生技、检验、原料、清花等),每周巡视检查原料使用情况和生产存在问题,提出整改措施。 1.3 合理选配原料。原料选配时,应按照成纱毛羽的要求,控制好纤维的长度、细度、整齐度及短绒率,为减少毛羽创造良好的条件。另外,原料选配时,还应注意化纤的油剂含量以及原棉的含糖量情况,因为油剂含量少,纺化纤时,易产生静电,引起须条发毛:油剂含量过多,原棉含糖量过高,都会造成通道粘附纤维现象严重,使梳棉、并条工序半制品发毛,毛羽增加。
第二节 合理前纺工艺 提高纤维平行伸直度
前纺各工序应以减少纤维的损伤,多排除短绒,提高纤维的伸直度为重点,确保半制品均匀、光洁、不发毛,为减少细纱毛羽打下基础。 2.1 清花工序:其重点是减少纤维的损伤,贯彻“多松少打”的工艺原则,所以清花工序应先自由打击,后握特打击以梳代打,减少纤维的损伤,可用梳针、锯齿等打手来替代原先的刀片打手,适当减慢打击机件的速度等。 2.2 梳棉工序:应以减少纤维的损伤,多排短绒为主。常采用“紧隔距、强分梳”的工艺配置,适当降低刺辊转速,选择合适的给棉分梳工艺长度以减少对纤维的损伤;适当增加盖板速度,以增加对短绒的排除;增大锡林与刺辊的速比,提高纤维的转移率,改善纤维的转移状态,减少弯钩纤维的形成,以减少下道工序短绒的增加;完善吸尘装置,以利排除短绒。 2.3 精梳工序:应加强对短绒的排除,合理控制精梳落棉率是一项重要措施。我公司在纺制T/JC 65/35 13tex纱时,得到精梳机排短绒的百分率与纱线毛羽的关系如图3所示:
细纱毛羽成因分析及其集聚纺纱技术
细纱毛羽成因分析及其集聚纺纱技术新闻来源:家纺资讯、家纺招聘、家纺英才网1、纱线毛羽成形机理分析纱线条干均匀度、棉结杂质数、毛羽数等反映了纱线质量从而影响到产品的档次。
通过多年的努力,纱线的条干、棉结杂质数都有了一定的改善,唯独毛羽问题一直困扰着人们,尽管可以通过烧毛、上浆、上蜡装置等来改善纱线毛羽状况,但并没有从根本上解决问题。
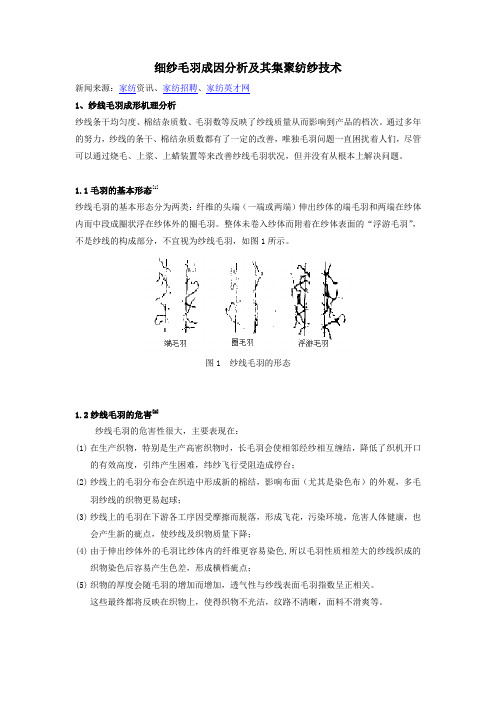
1.1毛羽的基本形态[1]纱线毛羽的基本形态分为两类:纤维的头端(一端或两端)伸出纱体的端毛羽和两端在纱体内而中段成圈状浮在纱体外的圈毛羽。
整体未卷入纱体而附着在纱体表面的“浮游毛羽”,不是纱线的构成部分,不宜视为纱线毛羽,如图1所示。
图1 纱线毛羽的形态1.2纱线毛羽的危害[2]纱线毛羽的危害性很大,主要表现在:(1)在生产织物,特别是生产高密织物时,长毛羽会使相邻经纱相互缠结,降低了织机开口的有效高度,引纬产生困难,纬纱飞行受阻造成停台;(2)纱线上的毛羽分布会在织造中形成新的棉结,影响布面(尤其是染色布)的外观,多毛羽纱线的织物更易起球;(3)纱线上的毛羽在下游各工序因受摩擦而脱落,形成飞花,污染环境,危害人体健康,也会产生新的疵点,使纱线及织物质量下降;(4)由于伸出纱体外的毛羽比纱体内的纤维更容易染色,所以毛羽性质相差大的纱线织成的织物染色后容易产生色差,形成横档疵点;(5)织物的厚度会随毛羽的增加而增加,透气性与纱线表面毛羽指数呈正相关。
这些最终都将反映在织物上,使得织物不光洁,纹路不清晰,面料不滑爽等。
1.3 细纱工序毛羽成因的分析[3](1)纺纱三角区实际形状及影响纤维须条自脱离前罗拉握持时起,就受到从加捻点经气圈段、纺纱段传递来的捻度所加的扭矩M和纺纱张力T对各纤维产生向心压力的作用。
如纤维须条在X-Z平面内(如图2),沿O′Z方向输出,O’X为始捻线,A’B’为纤维须条宽度,A’CB’为加捻三角区。
图2 加捻三角区形态模拟图横向距纱轴中心不同距离位置的纤维受到的向心压力大小不同而在纱条内外层间发生反复的转移,在转移过程中被挤出纱体的纤维端,由于向心压力难于再作用于其上而留在纱的表面,与原先没有捻入纱条的纤维端一起成为毛羽。
毛巾纹织与毛巾设计解析

毛巾意匠毛巾的图案我们通过毛巾纹样来展示其视觉图案,要使提花机织出这个图案,我们先必须把纹样放大移绘到电脑的意匠图上。
意匠图上有许多小方格,每一个小方格都代表着一个或几个组织点,从而能够反映出经纬的交织变化。
根据设计的要求,意匠图上每一种颜色,都代表着一种组织或几种组织,我们把毛巾各部分的组织用电脑绘制出来,并保存在电电脑里。
我们把用电脑绘制意匠图及编辑纹板文件的软件称之为纹织CAD。
为了保证设计的纹样与毛巾的花纹图案一致,必须把纹样移绘到特制的意匠图上。
意匠图的纵格代表经线、横格代表纬线。
为保证提花织物上的花纹图案不变形,意匠图的纵横格子比例要与织物成品经纬密度之比相符合。
因各种不同规格的织物经纬密度之比各不相同,故意匠图也有多种不同的规格。
因此意匠工作的第一步就是确定毛巾意匠图比例。
意匠绘画时,意匠图经纬密度常用“八之多少”来表示。
规格中前面的数字代表横格数,后面的数字代表纵格数,意匠图上纵格代表经线,横格代表纬线,故八之八规格表示经纬密度相等,“八之十六”规格表示经密比纬密大一倍。
根据我们的生产习惯,绘制意匠图时,意匠图纵格次序为自右至左,横格次序为自下而上。
具体中绘制毛巾意匠时,我们把毛巾的每个毛圈在意匠图上用一个意匠点来表示,毛巾上纬向的一排毛圈用一排的意匠横格来表示,通常称之为一个意匠横格,或一个“号”,意匠图上的纬数一般称之为横格数或号数。
平布、毛圈意匠图的横格数计算平布、毛圈意匠图的横格数=机上长度×纬密/(2.54*3)毛巾意匠图经纬密度的计算:毛巾毛圈经纬密度=12*经密/纬密注:1.纬密的单位为英寸。
2.只适用于三纬起毛正常三纬毛巾起毛组织毛纱组织:此组织毛巾的正反两面都起毛圈此组织毛巾的反面都起毛圈此组织毛巾的正面都起毛圈地经组织:毛圈过渡组织过渡组织的基本作用:使花型在组织变化发生处的毛圈整齐,不产生小毛圈。
过渡方法的基本原理:在组织变化发生时纱线从毛巾的一面运动到毛巾的另一面,纱线在运动的过程中受力,使变化后的第一个毛圈不整齐。
减少细纱毛羽的试验
摩擦因素的关系见表 7 。
表 7 钢丝圈截面形状与动摩擦因数的关系
截面形状
圆形 长矩形 薄弓形 矩形
尺寸比 (宽∶厚) 动摩擦因数
1∶1
3∶1
5∶1
2∶1
0. 27 0. 31 0. 34 0. 29
若仅从减少摩擦来考虑 ,以圆形截面钢丝圈 最好 ,有利于减少纱线毛羽 。但其散热性能差 ,易 磨损 ,运行的稳定性差 ,与降低断头相矛盾 。有关 资料表明 ,采用较大宽度的矩形截面钢丝圈对减 少成纱毛羽与降低断头均有利 ,纺涤棉纱时更明 显。
从测试结果可知 :采用内外花纹胶圈较采用 光面胶圈有利于减少细纱毛羽 。这主要是与内外
花纹胶圈的内外层特殊表面有关 。胶圈内层有细
小花纹 ,能够加强与罗拉的啮合 ,减少滑溜 ,增强 驱动力 ,使胶圈运动灵活 ,有利于对纤维的控制 。 胶圈的外花纹能有效地控制纤维的运动 ,减少浮 游纤维头端伸出须条的几率 ,因面有利减少细纱 毛羽 。
1 毛羽的形态分类及其分布规律
1. 1 形态分类 纱线毛羽的形态是错综复杂的 ,按其断面可
分为三种 。 端毛羽 :纤维的端部伸出纱芯基本表面 ,而纤
维的其余部分则伸入纱芯 。 圈毛羽 :纤维的两端同入伸入纱芯 ,而纤维的
中部则露出表面 。 浮游毛羽 :附着于纱线表面的松散毛羽 。 三种毛羽的形态如图 1 所示 。
2. 3 2. 0 2. 3 1. 5
3 mm 毛羽数/ 个·(10 m) - 1 14. 3 11. 6 23. 1 20. 3
由表 2 可见 :集棉器口径的减小能使须条紧
密 ,从而减少毛羽 ,但过小将不利于边缘纤维的密
集 ,相反会使毛羽增加 、条干恶化 ,所以应视不同
纺纱号数合理选择集棉器口径的大小 。
浅析纱线毛羽的成因及预防措施
丝圈每秒钟要运行近 4 0 m) 、 钢领板上升或下降 、 卷绕 过程中的速度等均与钢丝圈清洁器隔距大小有关 。尤
其 是钢 丝圈清 洁器 隔距 大小 对剔 除钢 丝圈嵌 花起 主要 作用 , 通常 G s钢 丝 圈 清 洁 器 隔 距 1 8 . 2 t e x以 上用 1 . 8 m m隔距 规 , l 9 . 5 t e x以下 用 1 . 9 m m 隔 距规 , 保 证
小, 质量 越好 ) 。S H 值表 示 毛 羽指 数标 准 差 ( S H值 毛
一
-
一
一
一
羽 指数标 准 差越小 , 质 量越好 ) 。 1 . 2 纱 线条 干毛 羽试样 的放 置 时间
图 l 条 于曲线 图
纱线 毛 羽试样 平衡 及放 置 时间也 与纤维 材料 的性 能 一样 , 与 回潮率 有关 。而 由于纱 线毛 羽 的易变性 , 试 样 放置 时 间的长 短会造 成毛 羽测试 数据 的波 动 。按照 国家标 准 的要求 , 在标 准大 气条 件 下 , 平衡 4 8 h , 使 试
钢 丝 圈运行 时的 清洁度 。
1 纱线毛羽检测环境的分析
1 . 1 纱 线条 干毛 羽试样 的检 测速 度 、 检 测长 度 Y G 1 9 1 X H条 干 毛羽仪 每个 管 纱 测 试 速度 为 4 0 0、 2 0 0 、 1 0 0、 5 0 m; 测 试时 问为 1 m i n 、 0 . 5 m i n或 任选 。每
肖 国 兰
( 上海 国纺检测科技有限公 司一f : 海2 0 0 0 8 6 )
摘
要 :毛羽 的形成是制约产品质量 的一项重要因素 。经过试验和预防措施的分析 , 为 降低条 千 c 值 、 干米粗 : 、 千米细 节、 千米棉结和毛羽指数 、 毛羽指 数标 准差 提供 了可参考 的数 据。
N021C自动络筒机控制毛羽的实践
法发挥,容易引起筒管在纱线卷取时的抖动,使毛羽增长。高速度、大张力可以使 毛羽在退绕过程 中倒 向定向, 部分毛羽伏帖。 退绕张力 C = . ×细纱单纱计算强力 。 N I8
具体 试验 对 比见 表 1 。
表 l自 动络筒机络纱速度及张力控制毛羽的工艺优选 品种 :C 1. rx J4 6 e
自动络筒机络纱张力、络纱速度对毛羽有一定的影响。络纱速度和络纱张力在
工艺 调整 时应 看 做 一个 整体 进行 ,如果 割裂 的进 行调 整会 适得 其 反 ,具 体优 选 时相 互 结合 ,可 以做 到 高速运 行毛 羽 增 长幅度 不 大 的效 果 。其选 择 的原则 :高速度 ,大 张 力 。纱 线 的张 力大 ,高速有 利 于卷 取 。采用 低速 度 、小 张力 反 而使机 器 的效 能无
差的影响,出现边纤维和浮游纤维 ,产生毛羽。在络筒退绕时,络简的卷取方 向是 逆时针运行 ,筒子的卷取方 向是顺时针运行方向,细纱管纱顺向卷绕 ,退绕方 向为 逆 向退绕 ,在经过络纱通道时的强烈摩擦形成毛羽增长。控制络筒的毛羽增长实质
上就 是减 少转 向造 成 的毛羽 形 态及 方 向发生 改变 后 的定 向, 并不 是真 正的去 除毛 羽 。
二是络纱时张力使纱线伸长绷紧,较短的纤维伸出纱体,圈结的毛羽伸直 ,使毛羽
增长,此种毛羽的产生主要是 3m以下的毛羽 。 m 12 自 . 动络筒机毛羽增长的部位
自动 络 筒机 毛 羽 增 长 的部 位 主 要 是 与 纱 线接 触 的 部位 :一 是 插 纱锭 子 上 方 的
B lc n的气圈跟踪器:二是电清清纱板和导纱通道;三是筒子卷绕时的接触面积 a— o
毛羽过高布面发毛,造成染色出现不匀 。因此控制 自 动络筒机毛羽的增长是提高质
纱线毛羽的成因及控制
纱线毛羽的成因及控制纱线毛羽是继纱线强力、条干均匀度等衡量纱线性能的主要质量指标后,影响纱线质量水平的重要指标。
纱线毛羽影响纱线条干均匀度和强力,降低纱线的耐磨性能,同时纱线毛羽还是影响最终织物产品内在、外观质量、手感风格和后部加工的重要因素,特别是对织造过程和织机效率的影响更加重要。
较长毛羽使上浆经纱不能正常分绞,临近经纱纠缠,使织口开口不清,造成经纱和纬纱阻断,降低生产效率。
毛羽较多会导致织物染色不匀。
随着纺织品市场竞争的日益加剧,市场对产品质量的要求越来越高,毛羽对产品质量的影响也显得越来越不容忽视。
纱线毛羽作为纱线性能的一个测量指标,,它产生于细纱工序, 增长于络筒工序,减少于浆纱工序。
1、细纱工序产生毛羽的原因很多,但主要的影响因素有:钢领、钢丝圈、车间温湿度等。
钢领、钢丝圈。
钢领和钢丝圈是加捻卷绕的重要元件,纲领和钢丝圈的选配对改善成纱毛羽有极大的影响。
钢领是选配钢丝圈的依据,而正确合理选配钢丝圈是用好钢领的重要保证。
纱线毛羽的产生与钢丝圈的规格型号与运行状态直接有关。
钢丝圈过轻或过重,会影响纺纱张力的变化,从而使纱线产生毛羽。
钢丝圈的运行状态也会影响气圈状态,从而产生毛羽。
钢领使用时间过长会造成磨损,还会在钢领表面形成光亮的金属熔结,使钢领表面摩擦系数降低而形成衰退钢领。
钢领磨损和钢领衰退都会严重影响钢丝圈的运行状态而导致纱线毛羽的增加。
刚上车的新纲领和进入衰退期的纲领都比使用走熟期的纲领产生的毛羽多。
实际生产中,使用纲领的类型不同,各企业生产的品种、车速不同,纲领的磨合期、稳定期及进入衰退期的时间不同,一般要靠平时的观察和实验摸索出纲领的运行规律,以合理的周期更换纲领。
可以在钢领上车前测其圆整度,目测、手感其光洁度,剔除不良钢领。
纲领在进入衰退期之前更换,可以有效地减少纱线毛羽。
车间温湿度。
细纱车间的湿度不能太高,湿度也不能太低,一般相对湿度控制在55%~60%,否则纤维在牵伸加捻过程中易扩散形成穿出纤维和纤维圈,易产生静电而增加毛羽。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 生产 工艺的探索和改进
2 1 棉纺 工艺 的 改进 . 2 11 配棉 ..
为了尽量减少棉纤维中的短纤维和过长的纤维 , 我 从纱线中分离 出来 , 成为附着在产 品表 面的毛 羽。经 们选择了长度较均匀、 含短绒低 的埃及棉和成熟度较好 过多次家庭洗涤后 , 毛羽问题严重影响了产 品的使用 的本地棉进行混纺。混纺 比例和各项指标如表 1 。
维普资讯 S I C H N H I X I C N E&TC N L G T L E EH OO Y
兰 璺曼 堕 堂: 塑 星: 堕曼
V I3 O5.2 0 O. 4 N . 06
3I 8
功能。因此 , 几乎所有的无捻 毛巾厂家都在研究解决 此问题。为了提高产品的档次和竞争力 , 我们对1 艺 进行了全面改进 , 最终使 我们 的无捻产品达到了同行
业 中 的领 先水 平 。
表 1 配棉 情况表
类别 25 %纤维 长度/ m 均匀度 .0 r a 短绒率/ % 含杂 率/ 比/ % 配 %
titrw lc e i ov dc nrl d t e sn bee tn . w s o e a b mr e a o t l oarao al xe t n d n oe
Ke r s arn s ;tw l i g s in n a ;a r e o ;d e n ;pl n ;pl e e t n y wo d :h ii e s o e ;rn p n ig y m i t o m j l y i g i i g i rt n i l e o
选用清梳联设备, 工艺流程如下 :A o 一T 3一 F o6 F0
F O _+ A0 8 +F 0 F 5 _+ A1 7 F 2 Al 3 _F 2 _ A1 9 A1 1 _F 7 A2 3型
团。 我们称之为毛球。一种是在洗涤过程 中脱落在洗
衣机里的短绒 , 我们称之为毛羽 。经过分析发现 , 毛球 中一部分纤维长度比较长 , 几乎全在 2 m以上 , 6m 这些 纤维的一端在毛球 中与其他纤维 纠缠在一起 , 另一端 还与纱线没有完全脱离。而毛羽中则全部为短纤维 , 几乎没有超过 8m m的, 因此 , 造成无捻毛 巾毛羽问题
埃及棉 3 . 38 4 6 35 . 14 .6 5 0
本地棉
2. 98
4 . 75
51 .
3 7 .1
5 0
l 毛羽 问题的分析
通过对洗涤后无捻毛 巾的毛羽分析 , 可以把 毛羽 分成两部分。一部分是 附着在毛 巾表 面的球 状 的小
2 12 工艺流 程 的选择 ..
的就是 那些 过长 和过 短 的纤 维 。而 另一 个 问题 就是 无
梳棉机一F 35型并条机( Al 两道 ) A 1 一F 4 5型粗纱机一 F 5 7型细纱 机 A0
LI Xi mi g.DU a f U u. n Hn n—u
( hn dn oe pnigadWevn ru ,Bnhu2 65 , hn ) Sag ogLf xS inn n aigGop i o 5 6 C ia t z 1
Ab t a t h r ce h s a ay e h i t g p o lm n te z r s tw la d e e n ai r b d i t e C u e o a.S me e - sr c :T e a t l a n l z d t elni r b e o h e o t t o e n l me trl p o e o t a s ft t o f i n wi y n h h fci e me s r s a d tc n q e t mp v el t g p be h v e n ma e at r x e i n s ti p o e h tte l t g p o l m f e o e t a u e e h i u i r e t i i r lm a e b e d f p rme t .I s rv d t a h n i rb e o r v n o o h nn o ee i n z
关键词 : 毛羽 ;毛 巾; 环锭纺纱 ;喷气织机 ; 染色 ; 毛球 ;脱羽率 中图分类号 : S0 .3 T 167 文献标识码 : B 文章编号 : 0 12 4 (0 6 0 —0 8 0 10 -04 20 )5 0 3 —3
An l ss o n i g p o lm n z r witt we n t m p o i g p a t e a y i fl t r b e o e o t s o l d isi r vn r c c i n a i
无捻毛巾产品以其柔软的手感 、 蓬松的外观 、 优良 关键。本着这一原则 , 我们对无捻产品整个生产工艺 的吸水性成为毛巾产品中的王者。世 贸组织的加入和 进行了探索和调整。 配额的取消 , 使无捻毛 巾产 品的需求量不断上升。我 国无捻毛巾产品逐 步进入欧美等市场 , 但该产 品的毛 羽问题不断遭到投诉 。由于无捻毛巾的毛经纱几乎没 有捻度 , 因此其 中的棉纤维 , 特别是短棉纤维特别容易
生产 实践
无捻毛 巾产 品毛羽 问题 的分析与实践
李秀明 , 换福 杜
( 山东亚光纺织集团 ,山东 滨州 2 65 ) 5 6 1
摘
要: 对无 捻毛 巾产品毛羽问题进行 了分析 , 对成 因进行了初步探索 。通过试验 , 了较 为有效的改进措施 和工艺 。无捻 制定 毛 巾制品的毛羽问题得到改善 , 并控制在一个较为合理 的范围内。