浅谈芯模振动生产工艺的发展
芯模振动制管与径向挤压制管优缺点分析

泛。为此,本文分析了芯模振动制管工艺与径向挤压制管工艺在制 制管技术,极大地改善了排水管的制管工作环境,显著降低了制
管技术、生产成本以及生产复杂程度等多个方面进行了对比分析。 管工人的劳动强度,对于安全点
2)采用芯模振动制管生产的排水管密实度很高。根据芯模
现阶段,按照排水 管 的 成 型 原 理,可 以 将 排 水 管 的 制 管 工 艺 分为几大类:振 动 成 型 工 艺 (芯 模 振 动、附 壁 式 振 动、插 入 式 振 捣)、挤压成型工艺(轴向挤压、径向挤压)、离心成型工艺以及悬 辊成型工艺。各种工艺都有其独自的特点。评价排水管制管工
浮和液化。一旦在 制 管 过 程 中,混 凝 土 出 现 液 化,就 会 破 坏 混 凝 土的凝聚状态。值 得 注 意 的 是,受 到 混 合 料 性 质 的 影 响,混 凝 土 混合料颗粒在高频振动时会出现互相撞击,导致混凝土混合料表 面的凝胶出现部分脱落的现象,增加了混凝土混合料内凝胶体的 表面积。为此,芯模振动制管工艺的密实度和强度均高于一般的 制管工艺。这是采用高频振动成型的一个显著优势。在芯片振 动制管过程中,一定要避免使用含水量较高的混凝土。这是因为 芯模振动制管的基本原理是利用高频振动成型,含水量高的混凝 土难以实现振动 后 直 接 脱 模,影 响 排 水 管 生 产 质 量。 为 此,需 要 在芯模振动制管过程中,采用含水量较低的干硬性混凝土。
Abstract:Thepaperillustratestheinfluencefactorsoftheerrorscausedbythetestresultofindoorwatersupplypipepressure,exploresthe
櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅櫅
浅谈芯模振动生产工艺的进展

浅谈芯模振动制管生产工艺特点镇江华通特种管道姜义芳关键词:生产速度快,劳动强度低,节能效益佳,抗压强度高,抗渗性能好。
摘要:芯模振动制管在欧美、日本等世界先进发达国家是一种替代离心、悬辊等制管等生产工艺的一种先进生产工艺技术。
它具有生产速度快,劳动强度低,节能效益佳,抗压强度高,抗渗性能好,节能、环保,节约原材料,自动化程度高,利于加工制造等工艺技术特点。
专门适宜大工程、大口径、顶进施工和急办工程对管材的需求,现从置模作业方式、生产工艺、产品质量特点、生产本钱、设备投资、工艺难题、原理、特点、优缺点等十二个方面别离列表就离心、悬辊、芯模振动制管三种生产工艺方式进行技术经济方案分析对照和说明。
表混凝土和钢筋混凝土排水管生产工艺分析对照表混凝土和钢筋混凝土排水管生产工艺分析对照(续1)表混凝土和钢筋混凝土排水管生产工艺分析对照(续2)总结:从2020年起,我公司分年投入1180余万元,进行工艺技术设备更新,新建标准化厂房4980m2,购买双工位芯模振动制管生产线和双根立式内模振动制管生产线两条,从露天生产变成室内全天候生产,芯模振动制管生产率从2020年的%,上升到2021年的%,从以下一组数字更能够清楚地看到芯模振动制管五年来对我公司生产经营状况带来的庞大转变。
a.全年生产砼总量,由2020年的9582 m3上升到2021年的29200 m3,年生产能力提高倍。
b.月分最高生产砼总量由2020年的926 m3上升到2021年的3240m,月最大生产能力提高倍。
c.日最高生产砼总量由2020年的 m3上升到2021年的136 m3,日最大生产能力提高倍。
d.每日最高人均生产砼总量由2020年的 m3,上升到2021年的,提高了6倍以上。
芯模振动制管也有它的工艺缺点,比如:当即脱模、表面拉毛、表面有微小气孔,小口径管道管口尺寸精度较差等,但这些缺点不阻碍管道的利用功能。
如表面微小气孔,GB/T11836-2020规定“外观质量.6.2.1……注:芯模振动工艺脱模时产生的表面拉毛及微小气孔,可不作处置”即便处置,也很简单,表面可用纯水泥浆在脱模后作刷浆处置;端口套玻璃钢护罩,起运放置管道时做到平稳启动,慢速转弯,轻轻放下即可。
金属材料铸造成型中的振动技术
[4] 贺佳琪 . 浅谈新型金属材料成型加工及振动技术 [J]. 自然科学 ,2017,(02):265265.
[5] 刘 军 . 金 属 材 料 成 型 中 功 率 超 声 振 动 的 应 用 探 析 [J]. 中 国 高 新 技 术 企 业 ,2014,(07):35-36.
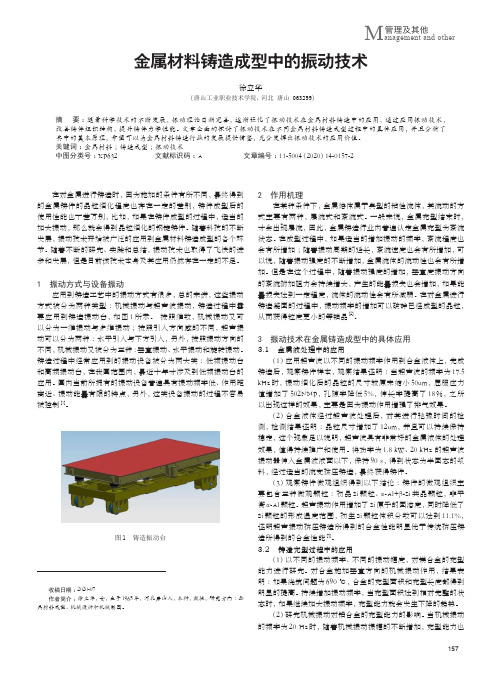
图 1 铸造振动台
收稿日期 :2020-07 作者简介 :徐立华,女,生于 1965 年,河北唐山人,本科,教授,研究方向 :金 属材料成型、机械设计和机械制图。
2 作用机理 在某种条件下,金属熔体属于典型的粘性流体,其流动的方
式主要有两种,层流式和紊流式。一般来说,金属充型结束时, 才会出现层流,因此,金属铸造行业内普遍认定金属充型为紊流 状态。在成型过程中,如果适当的增加振动的频率,紊流程度也 会有所增加 ;随着振动周期的延长,紊流速度也会有所增加,可 以说,随着振动强度的不断增加,金属流体的流动性也会有所增 加。但是在这个过程中,随着振动强度的增加,垂直度振动方向 的紊流附加阻力会持续增大,产生的能量损失也会增加,如果能 量损失达到一定程度,流体的流动性会有所减弱。在对金属进行 铸造凝固的过程中,振动频率的增加可以破碎已经成型的晶粒, 从而获得粒度更小的等轴晶 [2]。
M 管理及其他 anagement and other
金属材料铸造成型中的振动技术
徐立华
( 唐山工业职业技术学院,河北 唐山 063299)
摘 要 :随着科学技术的不断发展,振动理论日渐完善,逐渐强化了振动技术在金属材料铸造中的应用,通过应用振动技术,
改善铸件组织结构,提升铸件力学性能。文章全面的探讨了振动技术在不同金属材料铸造成型过程中的具体应用,并且分析了
浅谈芯模振动生产工艺的发展
浅谈芯模振动生产工艺的发展
芯模振动生产工艺,也称为“铸造模振动技术”,是铸造工艺的一种
革新,主要指模具在铸造过程中通过振动方式实现压实铸件,生产出高质量、质感更好的铸件。
芯模振动生产工艺在近几十年来发展迅猛,得到了
广大铸造行业的认可和应用,及时调节了部分市场对铸件品质的要求,还
为铸造行业带来了前所未有的突破。
芯模振动生产工艺的应用,主要是为了解决传统铸造工艺存在的不足,发挥模振动对压实铸件的一系列积极影响,促进大型铸件的铸造。
芯模振
动技术不仅可以改善铸件表面结构质量,而且还可以降低模具和铸件的磨损,提升铸件的质量,提高金属流动性和流动性,改善铸件热处理结构,
降低破坏倾向和改善铸件的安全性能。
从技术的角度来看,铸造模振动目前有两类。
第一类是气动振动,通
过控制气动马达的转速及力矩,实现模具的振动,它具有快速、节能、低
噪音、低振动等优点。
第二类是机械振动,它使用机械装置实现模具的振动,能提供高力矩和高频率的振动,可以更全面地压实铸件,可以在更短
的时间内完成压实,但同时也存在振动噪音大的弊端。
芯模震动生产技术

2.1.2钢筋骨架的长度要求合理控制,一般混凝土纵向保护层厚度控制在15-20mm之间,以防止因钢筋过长造成在脱外模后混凝土回弹出现上端部环向开裂,纵筋过长时会导致插口上端面出现裂缝或有纵筋头弹出。
2.1.3钢筋骨架的内径要合理控制。
混凝土的保护层过大时有可能出现坍塌现象(尤以外层为严重);过小时又会造成露筋,或导致管子的抗压能力降低。
2.2混凝土2.2.1芯模制管所用混凝土配合比是管子质量的关键所在,它直接影响管子的强度和密实度,我们曾多次做过试验,胶凝材料从340—420㎏/m³,砂率从32%—50%,石子采用连续级配从5—20mm到5—31.5mm,从不加减水剂到加入聚羧酸减水剂,通过看外观和钻芯试样,最终确定了最佳方案:容重为2550-2600㎏/m³时,胶凝材料为400(包括掺合料)㎏/m³,砂率为38—42%,石子采用5—31.5mm 连续级配,加入减水剂,保证混凝土的和易性和流动性。
2.2.2水灰比控制十分关键,过小会导致管身出现蜂窝,脱模时增加混凝土与外模的摩擦力,容易引起管子上端环向裂缝,搓压时还会增加搓压力而引起搓压纹;过大时会导致内外壁出现鼓包,往下坠落、坍塌等,外壁会因混凝土收缩加大,引起环向收缩裂。
我们的经验是:混凝土的维勃稠度控制在25—35秒之间为最佳。
2.2.3混凝土的搅拌时间非常重要。
因芯模振动所用混凝土为半干硬性混凝土,又加入了减水剂,因此需要延长搅拌时间,以保证混凝土的均匀性。
用眼直观时,应以混凝土在皮带上降落时成团落下为宜。
2.3布料速度(或时间)2.3.1曾试验过,Φ2600*2500以上口径管子在成型时,将放料口调到最大,也就是超过0.25m³/min 的布料速度,成型后的管子也特别光滑,而壁厚小于165㎜的管子需要缩小放料口,以低于0.2m³/min 的速度布料,才能达到理想效果。
如果壁厚小于100㎜的管子更要放慢速度,以0.15m³/min的速度为宜。
混凝土排水管芯模振动成型工艺及设备的现状和发展

混凝土排水管芯模振动成型工艺及设备的现状和发展一、概述由于经济的发展、城市规模的扩大,我国城市污水排放量不断上升;环保意识的增加,污水处理厂、城市污水管网和合流污水治理工程的大量新建,中大口径排水管的需量逐年大幅度增加,原有传统的钢筋混凝土排水管生产工艺在产品质量和产量等方面均不能完全满足要求。
并且由于人工费用上升,电、煤等能源日趋紧张等诸多原因,钢筋混凝土排水管生产成本急剧加大,利润空间越来越小,市场竞争激烈,并随之而来伪劣产品的不断出现。
随着上述矛盾不断加剧,近年来,一种先进的钢筋混凝土排水管生产工艺--芯模振动制管工艺由于它相对其它传统生产工艺具有生产效率、自动化程度高,产品质量好,节能、环保,产品对工程适应性强等优点,越来越受到制管行业的重视和青睐。
特别是国家实行输水管生产许可证制度后产品质量意识的加强,以及通过多年的努力,国产设备的成熟过关,大力促进了芯模振动制管工艺的发展。
二、排水管生产工艺简要比较离心制管工艺我国生产排水管较早的工艺,生产周期长、生产效率低,排水管在堆放过程中易产生内壁干缩裂缝,脱模时易粘皮,浮浆影响管体强度和内壁光滑,模具合缝处易跑浆漏水。
悬辊制管工艺辊压过程中管子钢筋骨架易移位变形,超过1.5米管径的管子易产生内壁塌落,外壁沉陷,内壁超厚和承口不密实是该工艺最易发生的问题。
湿法振捣的混凝土管,内部组织致密性差,毛细孔及细微裂缝较多,吸水率高,抗渗性能差,污水腐蚀的耐久性差,管道开裂,钢筋侵蚀膨胀,导致管体破坏现象时有发生。
芯模振动是一种机械化、自动化程度较高的新工艺,它具有以下优点:(1)地面控制,地下封闭立式成型,相对离心、悬辊工艺地面卧式生产条件,工作环境得到了改善,工人劳动强度低,有利于安全文明生产;(2)采用干法生产,一般混凝土的工作度为20至60间,芯模高频整体振动,使混凝土密实度极高,产品质量得到保障;(3)成型后可立即脱模去内外模,每种口径只需一套模具,保证了每根管子的内径和外径尺寸精度一致,且模具投资费用大大减少;(4)一般不需蒸汽养护,利用水泥的水化热,进行保湿、保温养护,20多小时后即可吊运至露天堆场,节约了大量能源;(5)振动的频率、振幅和激振力可以根据生产不同口径大小的管子方便地进行调整,设备对产品适应性强,一般生产Φ600-Φ3000的排水管只需二套设备即可完成;(6)能满足产品大规格、多样化生产,能成型特大口径的管子,可成型异型管道,如检查井、箱涵、带底座管以及防腐内衬管等;(7)生产效率较高,可确保大工程以及应急工程对管材的需求,在保证底托数量的情况下,每工位一天一般能生产中大口径排水管100米以上;常用的几种排水管制管工艺主要技术经济指标比较序号工艺型式项目立式内模振动离心工艺悬辊工艺1 生产效率高低低2 劳动强度低高高3 自动化程度高中中4 产品规格大中小5 产品对工程适应性强一般弱6 生产占地面积小大大7 生产成本低高高8 生产线造价一次投入高低低设备投入低中中生产线投入低高高9 废浆、污水无多少10 模具数量一套多多11 养护条件脱模自然养护带模蒸气养护带模蒸气养护12 产品质量尺寸精度高中低外压强度高中低抗掺性能好一般低外观一般好一般成品率高中低三、我国芯模振动制管设备的发展现状芯模振动制管设备相对其他传统工艺装备比较复杂,融合了机、电、液压和自动控制技术,它代表了混凝土制管领域装备的较高水平,自20世纪80年代末期上海率先引进芯模振动制管设备以来,至2004年杭州、武汉、嘉善、昆山、北京等多家企业相继引进了丹麦佩德哈博、意大利科力、德国祖布林、施洛斯—非凡、宝姆格特纳的芯模振动制管生产设备,随后,国内企业对此工艺设备进行了研制,至今已有近30家企业采用国内自行研制的芯模振动制管设备。
[讲解]芯模振动工艺和悬辊工艺容易产生的问题及解决的办法
![[讲解]芯模振动工艺和悬辊工艺容易产生的问题及解决的办法](https://img.taocdn.com/s3/m/7f811c9603d276a20029bd64783e0912a2167c98.png)
芯模振动工艺和悬辊工艺容易产生的问题及解决的办法目前我国生产排水管主要有离心工艺、悬辊工艺、立式振动工艺、芯模振动工艺。
以上生产工艺各有其特点,很难定论哪种生产工艺好与坏,哪种工艺更优越。
为从根本上避免生产工艺本身带来的质量问题,保证质量,保证较高的生产效率,降低生产成本,针对产品规格,充分利用生产工艺本身的优点,选用最佳的生产工艺,生产出质优价廉的产品。
而我公司主要工艺为芯模振动工艺和悬辊工艺。
1 工艺原理1.1悬辊工艺悬辊工艺是先将管模套置于辊轴上,喂入管模内的混凝土混合料在离心力作用下均匀分布于内壁,当混凝土料的厚度超过管模挡圈时,受到辊压力的作用,混凝土在辊压力的作用下逐渐密实,同时,辊轴与混凝土料接触面不平引起的振动也有助于混凝土密实。
可见,悬辊工艺制管主要是在辊压力的作用下使混凝土密实成型。
1.2芯模振动工艺芯模振动工艺是内、外模垂直竖立于地坑内的底托盘上,布入管模的干硬性混凝土受到内模高频振子产生的强大振动力的作用,使混凝土混合料液化,充满管模和排出空气,逐渐密实;管子的上端部配有定型环,由液压力轻微搓动碾压,密实成型。
芯模振动工艺制管是在强大激振力的作用下使混凝土密实成型。
2. 工艺优缺点2.1.悬辊工艺悬辊制管首先是混凝土混合料受到离心力作用而使其粘附在管模内壁,完成布料。
因此要掌握管模转速不应过快,以混凝土能克服自重坍落而沿模壁均匀布料为宜。
其次,当料层厚度超过管模挡圈时,混凝土混合料开始受到辊压力的作用,同时因喂料的厚薄不均产生振动,即受到振动力的作用,这种振动力在一定范围内有利于混凝土混合料的均匀分布与振动密实。
因此,悬辊工艺制管混凝土受到离心力、辊压力和振动力三种作用力,以辊压力为主要作用力。
由于辊压力的方向为径向,从根本上改变了离心工艺产生分层结构的弊端。
悬辊制管由于采用干硬性混凝土,靠辊压力密实成型,水灰比小,所以混凝土强度较高,同级别强度混凝土用水泥量少;而且无废浆排出,即改善了工人的劳动条件又利于生产车间卫生的保持;产生的噪音比离心成型的小;由于管模套在辊轴,避免了模具飞出来,相对安全,生产效率较高。
升芯回转振动挤压工艺比径向挤压工艺和芯模振动工艺都好的原因分析

升芯回转振动挤压工艺比径向挤压工艺和芯模振动工艺都好的原因分析一、产品质量(1)外压强度和抗渗性能升芯回转振动挤压工艺采用的是混凝土振动密实成型。
在布料时,先将混凝土混合料打散,有效防止因混凝土存储时间过长产生的结块,使布料均匀。
混凝土混合料进入模腔后,通过径向振动的方式,使混凝土液化,排出混合料间的空气,提高混凝土密实性能和抗渗性能。
这也是升芯回转振动挤压工艺能生产顶管的主要原因。
而径向挤压不能做到这点。
升芯回转振动挤压工艺在脱模时,内模采用的“压式脱模方式”(混凝土脱模时结构受力为受压方向),外模采用的自然打开方式,“压式脱模方式”使混凝土进一步密实,外模自然打开方式,保证混凝土在脱模时不受损伤。
径向挤压工艺通过挤压的方式成型,混凝土没有液化的过程,所以在外压强度和抗渗性能要比升芯回转振动挤压工艺差很多。
芯模振动工艺也是采用振动的方式成型,但由于其外模脱模方式采用的是“拉式脱模方式”(混凝土脱模时结构受力为受拉方向),易使混凝土表面拉毛和出现环向裂纹,降低了混凝土外压强度和抗渗性能降低。
因此升芯回转振动挤压工艺、径向挤压工艺、芯模振动工艺,这三种工艺在内在质量方面,升芯回转振动挤压工艺是最好的生产工艺。
(2)外观质量升芯回转振动挤压工艺在脱模时,内模采用的“压式脱模方式”同时在脱模过程时,顶部采用旋转刮平工艺,保证内壁的光滑。
外模采用的自然打开方式,保证混凝土在脱模时不受损伤。
因插口部位在成型时采用的搓动碾压方式成型,插口部位饱满棱角分明,外观质量是径向挤压不能比拟的。
径向挤压工艺内壁采用滚压工艺,外模采用的自然打开方式,因此径向挤压工艺生产的水泥管外观质量还是较好,但由于滚压工艺的特点,其承、插口部位外观质量不是很好,易出现凹坑、麻面现象。
芯模振动工艺也是“压式脱模方式”,但没有刮平工艺,外模采用的是“拉式脱模方式”,易使混凝土表面拉毛和产生环向拉裂。
因此芯模振动工艺生产的水泥管表面质量不是很好。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈芯模振动制管生产工艺特点镇江华通特种管道有限公司姜义芳关键词:生产速度快,劳动强度低,节能效益佳,抗压强度高,抗渗性能好。
摘要:芯模振动制管在欧美、日本等世界先进发达国家是一种替代离心、悬辊等制管等生产工艺的一种先进生产工艺技术。
它具有生产速度快,劳动强度低,节能效益佳,抗压强度高,抗渗性能好,节能、环保,节约原材料,自动化程度高,利于加工制造等工艺技术特点。
特别适宜大工程、大口径、顶进施工和急办工程对管材的需求,现从置模作业方式、生产工艺、产品质量特点、生产成本、设备投资、工艺难题、原理、特点、优缺点等十二个方面分别列表就离心、悬辊、芯模振动制管三种生产工艺方法进行技术经济方案分析对比和说明。
表混凝土和钢筋混凝土排水管生产工艺分析对比生产工艺离心悬辊芯模振动(一)置模方式管模平卧在离心机上旋转管模平卧套制于辊轴上旋转内外模垂直立于地坑内的底托(盘)上(二)作用力离心力、振动力辊压力、离心力、振动力振动力(三)混凝土性质生产方法塑性混凝土、湿法生产工艺、离心制管称离心管干硬性混凝土、干法生产工艺、辊压成型称悬辊管采用干硬性混凝土、干法生产工艺、芯模振动成型称芯模振动管(四)混凝土强度产品质量离心产生的混凝土内外分层结构比匀质混凝土强度低;湿法生产工艺混凝土强度比干法生产工艺混凝土强度低。
采用干硬性混凝土,靠辊压力密实成型,混凝土强度较高。
密实振动能量来自于大激振力整体中央振子,内芯模高频整体振动有利于混凝土自由流动而互相填充空隙,混凝土结构致密、强度高、抗渗性能好。
(五)生产效率劳动强度对于承插口管,需两次以上喂料成型,中途需停车排浆,不利于快速生产。
管道生产悬辊碾压一次成型,生产效率较高,接近离心工艺的2倍。
机械化、自动化程度较高的新工艺,工人劳动强度低,生产效率高于悬辊管2-3倍,可确保大工程以及应急工程对管材的需求。
(六)生产成本设备投资生产同强度管道的材料费用、辅材费用、人工工资、机械费用均高于悬辊和芯模振动工艺,一次性设备投资均高于悬辊工艺50%左右。
生产成本低于离心工艺,高于芯模振动工艺10%以上,一次性设备投资比离心工艺节省50%左右,也小于芯模振动工艺的设备投资。
生产成本低于离心工艺和悬辊工艺,可瞬时脱模,无需蒸汽养护,并可节约能源,制管每立方米混凝土用电量仅为悬辊制管的1/3,可节约用电13.6度,降低能耗10元以上,但设备一次性投资较多。
生产工艺离心悬辊芯模振动(七)安全操作文明生产高速离心过程中产生的钢模跳动,若处理不当,会出现飞车现象;离心成型时有废浆废液排出,不利于文明生产,且噪音较大。
管模套置于辊轴,可避免离心工艺的“飞车”现象, 干法生产虽无废浆废液排出,辊压时落在挡圈上的粒料被碾压飞出,造成尘土飞扬,环境污染。
地下封闭立式成型,地面控制,彻底改变离心悬辊工艺地面卧式生产的种种不利因素,生产环境、工作环境得到大大改善,利于安全和文明生产。
(八)外观质量外观漂亮,内壁光洁,管子尺寸,尤其是内径容易控制,但合缝处易跑浆跑水。
承插口、企口管的承口处仅靠侧压力挤压成型,混凝土密实效果较差。
成型后立即脱去内外模,管子内外壁易产生粗糙拉痕,表面有微小气孔,光洁度不如离心管悬辊管。
(九) 工艺难题内壁干缩裂缝;粘皮尤为严重;合缝跑浆跑水。
(1)管子钢筋骨架移位变形及辊压损坏;(2)内壁塌落、外壁沉降是大口径悬辊管普遍存在的质量问题;(3)内壁超厚是实现辊压混凝土密实的必要条件,也是悬辊管普遍存在的质量通病。
基本上不存在工艺难题,但也有自身的工艺缺点,由于成型后立即脱去内外模,没有模具和端盘的约束会很容易造成端面插口变形,同时管子内外壁易产生粗糙拉痕,光洁度不如离心管悬辊管。
(十)工艺原理管模平卧在离心机上。
管模慢速运转时,投入管模中的混凝土混合料受到离心力的作用沿四周均匀分布;管模高速运转时,混合物在离心力作用下沿径向产生不同速度沉降,同时排出混凝土中的空气和多余水分,从而形成密实的筒状混凝土结构。
管模平卧套制于辊轴上,喂入管模内的混凝土混合料在离心力的作用下均匀分布于内壁,当混凝土的厚度超过管模挡圈时,受到辊压力的作用,混凝土逐渐密实,同时辊轴与混凝土料团接触不平引起的振动也有助于混凝土密实。
内外模垂直竖立于地坑内的底托(盘)上,浇入管模的混凝土混合料受到内模高频振子产生的强大振动力的作用液化并充满模型,排出空气,逐渐密实,管子的上部配有定型环,由液压力轻微振动碾压,密实成型。
(十一)工艺特点(1)混凝土所受到的作用力,主要是离心力,其次是振动力;(2)采用塑性混凝土、湿法生产工艺,离心成型时,有废浆废液排出;(3)结构分层是离心混凝土的结构特点;(4)对于承插口管,需两次以上喂料成型,中途需停车排浆,成型时间长,不利于快速生产。
(1)辊压与喂料同时进行,成型时间短,生产效率高;(2)使用干硬性混凝土,管壁密实,管体承受外压荷载强度较高;(3)混凝土浪费少,无废水泥浆排放,不污染环境;(4)制管时产生的高频噪音强度较低;(5)操作技术难度较大,控制不好易造成抗渗性能不佳和管内壁不光滑及管壁超厚等质量问题。
(1)成型主机安置在地下,为立式生产,钢模为整体内芯模与整体外模以及边模(两端模)结合在一起的封闭结构;(2)采用干硬性混凝土、干法生产工艺,成型过程边喂料、边振动,振动能量来自于大激振力整体中央振子,振动充分均匀,混凝土结构致密、强度高、抗渗性能好;(3)成型后可立即脱去内外模,每种口径只需一套模具;(4)不需蒸汽养护,可罩上塑料薄膜,利用水泥水化热保湿保温养护;(5)可生产箱式涵洞、异形管件和预制窨井。
生产工艺离心悬辊芯模振动(十二)工艺优缺点工艺优点:具有外观漂亮,内壁光洁,管子尺寸精度尤其是内径容易控制等优点。
工艺缺点:(1)使用塑性混凝土,采用离心工艺,混凝土内外结构分层,强度低;(2)承插口管、大口径管需两次以上喂料,中途停车排浆,成型时间长,生产效率低;(3)离心时噪音大,且有废浆废液排出,高速离心过程中,钢模会跳动,若处理不当,会造成“飞车”现象,不利于安全文明生产,存在安全隐患。
工艺优点:(1)采用干硬性混凝土,靠辊压力密实成型,混凝土强度较高;(2)辊压与喂料同时进行,成型时间短,生产效率高;(3)干法生产工艺,无废浆废液排出,利于文明生产,管模套制于辊轴,避免离心工艺的“飞车”安全隐患。
工艺缺点:(1)承插口、企口管的承口处混凝土只能靠侧压力挤压成型,密实效果较差;(2)管端部喂料成型时,落在挡圈上的混凝土料液溅出,部分被碾压碾干飞出,造成尘土飞扬,污染环境。
(3)尽管使用干硬性混凝土,但不能立即脱模,模具周转时间较长工艺优点:(1)地下封闭立式成型,克服卧式生产的多种不利因素,既安全,又环保;(2)采用干硬性混凝土,为干法生产工艺,高频振动充分均匀,混凝土强度高,抗渗性能好,适于顶管生产;(3)机械化、自动化程度和生产效率均较高,可确保大工程及应急工程对管材需求;(4)立式振动成型,适应大口径、异形管、承插口管生产;(5)成型后可立即脱去内外模,仅需一套模具;(6)不需蒸汽养护,养护费用低;(7)振频、振幅和激振力可根据管径进行调整;(8)工艺设备先进,产品质量稳定。
工艺缺点:(1)立即脱模,表面拉毛,有微小气孔,易产生环向裂缝;(2)管口尺寸精度稍差;(3)尽管主机在坑内,生产噪音还是较大。
总结:从2009年起,我公司分年投入1180余万元,进行工艺技术设备更新,新建标准化厂房4980m2,购置双工位芯模振动制管生产线和双根立式内模振动制管生产线两条,从露天生产变成室内全天候生产,芯模振动制管生产率从2009年的0.8%,上升到2013年的99.7%,从下列一组数字更可以清楚地看到芯模振动制管五年来对我公司生产经营状况带来的巨大变化。
a.全年生产砼总量,由2009年的9582 m3上升到2013年的29200 m3,年生产能力提高3.05倍。
b.月分最高生产砼总量由2009年的926 m3上升到2013年的3240m,月最大生产能力提高3.50倍。
c.日最高生产砼总量由2009年的26.1 m3上升到2013年的136 m3,日最大生产能力提高5.21倍。
d.每日最高人均生产砼总量由2009年的2.61 m3,上升到2013年的15.91m3,提高了6倍以上。
芯模振动制管也有它的工艺缺陷,比如:立即脱模、表面拉毛、表面有微小气孔,小口径管道管口尺寸精度较差等,但这些缺陷不影响管道的使用功能。
如表面微小气孔,GB/T11836-2009规定“6.2外观质量.6.2.1……注:芯模振动工艺脱模时产生的表面拉毛及微小气孔,可不作处理”即使处理,也很简单,表面可用纯水泥浆在脱模后作刷浆处理;端口套玻璃钢护罩,起运放置管道时做到平稳启动,慢速转弯,轻轻放下即可。