优秀qc小组案例分享
qc小组故事演讲

qc小组故事演讲
QC小组故事演讲是指通过讲述QC小组的经历和成果,向听众传达质量管理理念和实践的一种演讲形式。
以下是一个QC小组故事演讲的示例:
尊敬的各位领导、同事们:
大家好!今天,我想和大家分享一个我们公司QC小组的故事。
我们公司是一个生产制造企业,一直以来都在追求质量卓越和持续改进。
在去年的这个时候,我们成立了一个QC小组,由来自不同部门的10名成员组成。
我们的目标是通过团队合作和持续改进,提高生产效率和质量水平。
在过去的几个月里,我们采取了各种措施,如改进生产流程、优化产品设计、提高员工技能等。
通过不断的努力和尝试,我们取得了一些非常显著的成果。
其中最值得一提的就是,我们成功地将生产效率提高了20%,而且产品不良率也大幅下降。
这些成果不仅让我们感到非常自豪和满意,也让我们意识到质量管理的重要性。
通过这个经历,我们不仅学会了如何进行质量管理,还学会了如何团队合作、如何持续改进、如何不断创新。
在这个过程中,我们也遇到了很多困难和挑战。
例如,有些员工对变革持怀疑态度,有些则缺乏必要的技能和知识。
但是,我们通过不断沟通和协调,以及培训和教育,成功地克服了这些困难和挑战。
最后,我想说的是,QC小组是一个非常重要的团队,也是我们公司质量管理体系的重要组成部分。
通过团队合作和持续改进,我们可以不断优化生产流程、提高产品质量、增强市场竞争力。
同时,我们也可以为员工提供更好的培训和发展机会,让他们更好地发挥自己的潜力。
谢谢大家!。
qc小组活动的课题案例
qc小组活动的课题案例一、背景介绍。
随着质量管理理念的不断深入,越来越多的企业开始重视质量管理,而质量控制(QC)作为质量管理的重要环节之一,也受到了广泛关注。
为了提高产品质量,促进企业发展,很多企业都成立了QC小组,专门负责质量管理工作。
本文将以一个QC小组活动的课题案例为例,探讨QC小组的活动内容和方法。
二、活动课题。
某电子产品制造企业的QC小组在进行活动时,选择了一个关于产品质量提升的课题,如何减少产品在生产过程中的次品率。
该课题是该企业当前面临的一个重要问题,也是QC小组需要解决的重点任务。
因此,该课题的选择具有实际意义和紧迫性。
三、活动内容。
1. 调研分析。
QC小组首先进行了生产过程的调研分析,了解了产品生产的各个环节和可能存在的质量问题。
通过对生产线的实地观察和工艺流程的分析,明确了产品次品率高的原因,为后续的改进工作奠定了基础。
2. 制定改进方案。
在调研分析的基础上,QC小组制定了相应的改进方案。
他们提出了一系列的改进措施,包括优化生产工艺、加强设备维护、提高操作人员技能等方面的措施。
这些改进方案是针对性的,能够有效地解决产品次品率高的问题。
3. 实施改进。
QC小组在制定改进方案后,迅速落实到生产实践中。
他们组织了相关人员进行培训,加强了设备的维护保养工作,优化了生产工艺流程。
通过不懈努力,产品的次品率得到了明显的改善。
4. 持续监控。
改进工作不是一蹴而就的,为了确保改进效果的持续稳定,QC小组对产品质量进行了持续监控。
他们建立了相应的监控指标和评估体系,定期对产品质量进行检查和评估,及时发现问题并进行调整。
四、活动效果。
通过QC小组的努力,该企业成功地降低了产品的次品率,提高了产品的质量水平。
产品的质量稳定性得到了显著改善,大大提升了客户的满意度。
同时,企业的生产成本也得到了有效控制,为企业的可持续发展奠定了良好的基础。
五、总结。
通过以上案例的介绍,我们可以看到,QC小组在活动中发挥了重要作用。
QC小组精选案例

五、原因分析
人
操作系统
OA 客
误操作
感染病毒木马
户
不纯净
端
连
接
网络参数设置不当
服
软件冲突
连接中断
务
器
软件环境
网络
失
败
六、确认要因
误操作 引起
操作系统 引起
病毒感染 引起
网络 引起
软件冲突 引起
谨慎 操作
重装 系统
查杀 病毒
检查 网络
检查 安装软件
自己 也出现
过一段时 间又出现
无病毒
网络 正常
上网助手会自 动修复Hosts
0
9月
10月
Hosts文件引起的OA系统故障占到OA维护量的53%
降低Hosts文件引起的OA系统故障发生率
三、现状调查
350
❖ 2005年全年计算机维护初 300
步统计共967起,
250
其中OA系统维护316起
电力行业软件维护267起 200
操作系统类维护210起
150
其它类维护174起
十、检查效果
60%
50%
40%
56%
30%
20%
10%
0% 活动前
0% 活动后
因Hosts文 件造成的OA 系统故障所 占比例
十一、巩固提高
❖在2006年4月和8月,发生两起部分用户OA系统不 能进入的事件,当时测试至省局网络通讯不通畅, 而到金华局网络通讯正常。到省局网络通讯正常 后,用户OA系统恢复正常使用。因此类故障属于 范围外网络通讯故障,故不计入OA系统故障之内, 和我们设定的目标没有冲突。
解决问题的主要原因 和根本方法
中施企协 创新型 qc案例
中施企协创新型 qc案例
中施企协创新型QC案例有多个,以下是其中两个:
1. 《研制一种新型PVC吊模装置》QC成果:该成果由七分公司壮志凌云QC小组编写,荣获工程建设优秀质量管理小组一等奖。
该成果课题类型为创新型,小组成员在进行需求分析时发现,现场使用传统平板吊模施工,厨卫间排水管道预留洞口封堵时间达到35min/洞口,无法满足“预留洞口封堵施工效率控制在15min/洞口以内”的需求。
于是他们研制了一种新型PVC吊模装置,采用定型化设计,方便快捷,降低人工劳动强度,提高了施工效率。
这一创新型QC成果为解决实际问题提供了有效的方法。
2. 《提高箱涵变形缝防水一次合格率》QC成果:仙女山QC小组编写的这一成果获得了中施企协QC小组活动一等奖。
长期以来,公司高度重视技术创新,致力于新技术、新工艺的研发与应用。
他们结合实际选取课题,邀请外部专家对成果资料进行“一对一”专项指导,提高了QC成果的转化率。
这一成果为提高箱涵变形缝防水一次合格率提供了有效的解决方案。
如需更多信息,可以阅读质量管理类书籍或咨询相关行业专家。
全国优秀qc成果一等奖案例

全国优秀qc成果一等奖案例全国优秀QC成果一等奖案例1. 优化生产工艺,提高产品质量:某家电制造企业通过对生产工艺进行优化改进,成功提高了产品质量。
他们通过对各个生产环节进行分析,找到了影响产品质量的关键因素,并采取相应的措施进行改进。
经过优化后,产品的不合格率大幅下降,产品质量得到了显著提升。
2. 引入自动化设备,提高生产效率:某家机械制造企业引进了先进的自动化设备,通过机器人代替人工完成一些繁重的工作,大大提高了生产效率。
这项改进不仅减少了人力成本,还提高了产品的生产速度和质量稳定性,使企业在市场中获得了更大的竞争优势。
3. 制定标准化作业流程,提升工作效率:某家服装企业通过制定标准化的作业流程,有效提升了生产效率。
他们对每个工序进行详细的分解,并制定了相应的作业标准和操作规范。
通过培训员工并严格执行标准化流程,企业的生产效率得到了显著提高,产品交付时间大大缩短。
4. 引进先进的质量管理系统,提升产品质量:某家化工企业引进了先进的质量管理系统,通过对生产过程进行全面监控和控制,实现了产品质量的提升。
他们通过系统的数据分析和反馈,及时发现并解决潜在的质量问题,确保产品符合标准要求,赢得了客户的信任和好评。
5. 实施全员质量管理,打造高效团队:某家制造企业通过实施全员质量管理,成功打造了高效的团队。
他们通过培训员工,提高员工的质量意识和责任心,并鼓励员工积极参与质量改进活动。
通过全员的共同努力,企业的产品不合格率大幅下降,生产效率和客户满意度得到了显著提升。
6. 引入先进的检测设备,提升产品检测精度:某家电子制造企业引进了先进的检测设备,通过精确的检测技术提升了产品的检测精度。
他们对产品进行全面的检测和测试,确保产品符合标准要求。
通过引入先进设备,企业的产品质量得到了有效提升,产品的市场竞争力也得到了增强。
7. 优化供应链管理,降低成本:某家食品企业通过优化供应链管理,成功降低了生产成本。
他们与供应商建立了长期稳定的合作关系,优化了物流和仓储管理,减少了库存和运输成本。
创新型QC优秀案例
海
13037602 15.6 15.6 15.5 15.6 16.7 16.7 16.7 16.7 17.8 17.8 17.8 17.8
华
13037607 15.6 15.6 15.6 15.6 16.7 16.8 16.4 16.6 17.6 17.6 17.6 17.6
13035518 15.7 15.7 15.7 15.7 16.7 16.5 16.5 16.6 17.6 17.6 17.6 17.6
13035521 15.6 15.4 15.6 15.6 16.4 16.8 16.8 16.6 17.8 17.8 17.8 17.8
柴
红
13037623 15.5 15.5 15.7 15.6 16.8 16.7 16.8 16.6 17.7 17.7 17.7 17.7
利
13037624 15.6 15.6 15.4 15.5 16.5 16.7 16.4 16.7 17.9 17.9 17.9 17.9
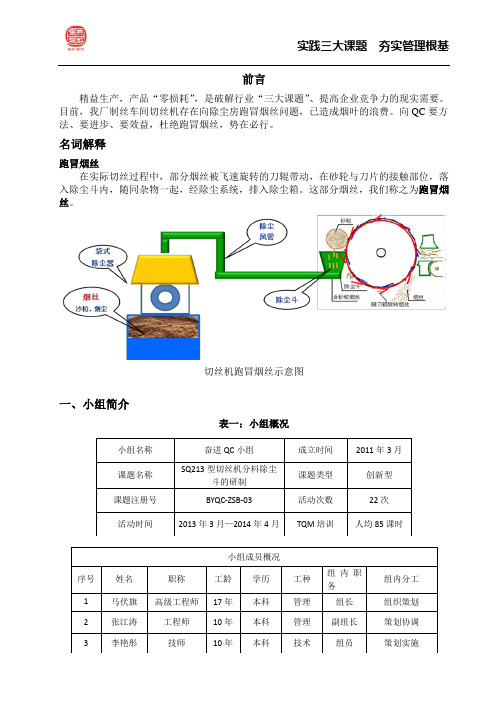
入除尘斗内,随同杂物一起,经除尘系统,排入除尘箱。这部分烟丝,我们称之为跑冒烟 丝。
切丝机跑冒烟丝示意图
一、小组简介
小组名称 课题名称 课题注册号 活动时间
表一:小组概况
奋进 QC 小组 SQ213 型切丝机分料除尘
斗的研制 BYQC-ZSB-03
2013 年 3 月—2014 年 4 月
成立时间 课题类型 活动次数 TQM 培训
小组概况小组名称奋进qc小组成立时间2011课题名称sq213型切丝机分料除尘斗的研制课题类型创新型课题注册号byqczsb03活动次数22活动时间2013tqm培训人均85课时小组成员概况序号姓名职称工龄学历工种高级工程师17本科管理组长组织策划张江涛工程师10本科管理副组长策划协调技师10本科技术组员策划实施实践三大课题夯实管理根基二选择课题一问题的提出1切丝机跑冒烟丝量过大烟丝损失严重
优秀qc小组事迹
优秀QC小组事迹一、问题识别与解决该QC小组在日常工作中,具备敏锐的问题意识,善于发现并确定影响产品质量、效率及成本的关键问题。
通过科学的方法和严谨的态度,他们对问题进行深入剖析,找出根本原因,为后续的解决措施提供了明确的方向。
二、数据收集与分析在识别问题后,该小组积极开展数据收集工作,确保数据的准确性和完整性。
他们运用统计分析工具,对数据进行深入挖掘,为制定改进措施提供了有力支持。
通过数据分析,他们能够准确判断问题的严重程度,预测其对未来可能产生的影响。
三、实验设计与执行面对问题,该小组设计了一系列实验来验证改进措施的有效性。
他们采用科学的方法进行实验设计,确保实验的合理性和可操作性。
在实验执行过程中,他们严格按照既定方案进行操作,并对实验结果进行详细记录,为后续的总结分析提供了详实的数据基础。
四、创新思维与技术改进该小组在解决问题的过程中,始终保持创新思维,敢于尝试新的方法和工具。
他们通过技术改进,不断优化生产流程,提高产品质量和生产效率。
这种勇于创新的精神,不仅为小组带来了显著的成绩,也为整个组织带来了活力。
五、团队协作与沟通该小组非常注重团队协作与沟通。
他们定期召开小组会议,分享各自的工作进展和心得体会,共同解决遇到的问题。
在沟通中,他们积极倾听他人意见,尊重不同观点,促进了信息的交流与共享。
这种团队合作精神为小组的成功奠定了坚实基础。
六、成果推广与效益提升经过持续努力,该小组取得了显著的成果。
他们将成功经验总结成案例,积极向其他部门推广,帮助组织整体提升效益。
通过推广应用,这些成果不仅提高了产品质量和生产效率,还为企业带来了可观的经济效益。
七、持续改进与品质文化该小组深知质量改进是一个持续的过程。
他们不断总结经验教训,持续优化改进措施,确保质量管理体系的稳定运行。
同时,他们倡导并践行品质文化,通过培训和宣传活动,提高全员的质量意识和参与度。
这种持续改进的精神为组织的长期发展提供了有力保障。
QC攻关案例分享
QC攻关案例分享概述在软件开发过程中,质量控制(Quality Control,QC)是一个非常重要的环节。
通过对软件进行测试、验证和修复等工作,可以保证软件的质量符合预期。
本文将分享一些真实的QC攻关案例,让读者了解实际工作中遇到的问题和解决方案。
案例一:性能优化问题描述在一个电商网站的商品列表页面中,用户反映页面加载速度较慢。
经过排查,发现是页面的数据查询和渲染过程耗时较长。
1.数据查询优化:通过分析SQL查询语句,对涉及到的数据库表添加合适的索引,提高查询效率。
2.数据缓存:将查询结果缓存到内存中,减少重复查询的开销。
3.前端渲染优化:对页面中的模板和样式进行优化,减少DOM操作和网络请求。
4.异步加载:使用异步加载技术,将页面的部分内容延迟加载,提高用户体验。
案例二:功能缺陷修复问题描述在一个运输管理系统中,用户反映某一功能无法正常使用。
经过测试,发现在某些特定情况下,系统会崩溃。
1.问题分析:通过查看日志和复现问题,确定崩溃的原因是内存溢出导致的程序崩溃。
2.内存优化:对程序中的内存使用进行优化,包括减少不必要的对象创建、释放无用资源等。
3.异常处理:对问题进行详细分析,将异常情况进行捕获并做出相应的处理,提高系统的稳定性。
4.单元测试:添加相应的单元测试用例,确保问题修复后不再出现类似的问题。
案例三:界面优化问题描述在一个企业管理系统中,用户反映界面布局混乱,使用起来不够直观。
1.UI设计优化:重新设计界面布局,提高可读性和易用性。
2.样式优化:对界面的字体、颜色、图标等进行优化,使界面更加美观。
3.响应式设计:根据不同的设备和屏幕尺寸,适配不同的界面布局和样式。
4.用户反馈:与用户进行沟通,收集用户的反馈意见和建议,进一步优化界面设计。
案例四:安全漏洞修复问题描述在一个在线银行系统中,发现存在潜在的安全漏洞,可能导致用户敏感信息泄露。
1.代码审查:对系统的关键代码进行审查,发现潜在的漏洞和安全隐患。
一、问题解决型(自定目标)课题QC小组成果案例
⼀、问题解决型(⾃定⽬标)课题QC⼩组成果案例⼀、问题解决型(⾃定⽬标)课题QC⼩组成果这类成果是指课题的⽬标是⼩组⾃⼰确定的(即⾃定⽬标)。
问题解决型(包括现场型、攻关型、服务型、管理型)课题,都可以⾃定⽬标。
如果是问题解决型中⾃定⽬标的课题。
QC成果的整理,就应该按照问题解决型(⾃定⽬标)课题QC⼩组活动的程序,⼀个步骤,⼀个步骤去整理。
成果内容内容包括选择课题、现状调查、设定⽬标、分析原因、确定主要原因、制定对策、按对策实施、检查效果、确定巩固措施、总结和下⼀步打算的程序,还包括数据、图表、统计⼯具等。
案例⼀是问题解决型中⾃定⽬标的成果案例,2014年度获得全国优秀QC⼩组成果。
案例⼀(问题解决型(⾃定⽬标)课题QC⼩组成果案例)提⾼薄⽚齿轮加⼯合格率⼀、课题背景薄⽚齿轮(见图1)是某项⽬受信仪的关键零件之⼀,其零件厚度薄,加⼯难度⼤,精度要求⾼,近⼗年来⼀直存在报废率⾼的问题,严重影响我部⽣产进度。
为此,我班组成⽴了QC ⼩组,⼤家集思⼴益、献计献策针对薄⽚齿轮报废率⾼这⼀问题采取了⼀系列措施,展开了本次QC⼩组活动。
图1:薄⽚齿轮零件⽰意图制图⼈:⽩X 制图时间:3⽉25⽇⼆、⼩组概况:⼩组名称XX 机械制造部车⼯班组QC ⼩组⼩组类型攻关型课题名称提⾼薄⽚齿轮加⼯合格率⼩组⼈数 10⼈注册时间 2013年3⽉25⽇注册编号 2013-001 活动时间 2013年3⽉~2013年12⽉活动次数 9次序号姓名性别⽂化程度组内职务职称职责1杨XX 男中专组长⾼级⼯负责全⾯⼯作 2⽩ X 男本科组员⾼级⼯协助⼯作 3严XX 男⼤专组员中级⼯数据统计 4强XX ⼥本科组员技师整理资料 5祝XX 男⼤专组员技师指导⼯作 6李XX ⼥⼤专组员⾼级⼯策划与整理 7赵XX 男本科组员技师坐标镗操作 8史 X 男本科组员技师数控操作 9马 X 男⼤专组员⾼级⼯数控操作 10朱XX 男本科组员⾼⼯完善⼯艺略三、选择课题材料:40Cr硬度: 28~32 HR C制表⼈:严XX 制表时间:3⽉25⽇根据调查情况,绘制了薄⽚齿轮不合格项⽬排列图(见图4):71.19%,是造成薄⽚齿轮加⼯合格率低的主要问题。
创新型QC小组案例
定位孔
试 3、预计费用:120 元
验 4、模拟试验:打开切割装置防护罩,拧松刀架镙钉,将刀架向右拨开,然后
分 将前导轨和定位块从安装孔取出再装上紧固,并统计拆装前导轨的时间:
析
试验次数
1 2 3 4 5 6 7 8 9 10
耗时(秒) 150 143 162 151 138 156 145 140 139 145
格装置分为以下两部分:
新型 双倍 长滤 嘴规 格装 置
研制新型前侧导轨安装支架 研制新型后侧导轨活动支撑调节杆
确定初步方案后,小组成员根据各部件功能特点,逐一进行了分解 1、 研制新型前侧导轨安装支架:
研制新型前侧导轨安装支架
材料选择
低碳钢 调质钢 合金钢
安装孔方式选择
小组成员对 1#卷接机 2009 年 3 月 12-25 日更换不同规格牌号生产时各个卷接维修
工在原 27mm 规格滤嘴切割装置部分更改的耗时进行跟踪调查,具体情况见下表:
日期
维修工 改变规格
拆装各类零部件耗时 (分钟)
防护罩切割 轮类部件
滤嘴切 割刀架
调整前、后侧导轨安 装位置耗时(分钟)
拆卸调 整安装
新型双倍长滤嘴规格切割装置的前后侧导轨的安装调整方式
前侧导轨
后侧导轨
在导轨与定位 块之间加垫片 不需更换安装支架 制作 6mm 垫片 方法简单、稳定性差
研制新型安装支架 需重新制作安装支架 设计可活动式安装定
位孔 稳定性差
制作专用调整工具
不需改变调节杆的紧固 位置
需更拆装切割轮 需要改造内六角扳手
需用卡尺测量调节量 操作空间狭窄 需要反复调整
××公司××卷烟分厂真龙车间天翔 QC 小组
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实操得分:
评分参考标准:
A、0-14分 出来吓人就不对了
B、15-28分 不堪入目
C、29-42分 还算过得去
D、43-56分 哟!还不错哦
E、57-70分 哇!美女啊
70
60
50
58
60
49
40 42
43
30
38 35
28
20
10
14
0
A1
B2 C3
D4
5E F6
7G 8H 9I
最高分60分,最低分14分,差异较大,
东风本田发动机有东风限本公田发司动“机有S限im公p司le”小 组 课题:提高小组女员工的化妆水平
东风本田发动机有限公司
广州
东风本田发动机有限公司是由东风汽车 集团股份有限公司、本田技研工业株式会社 和本田技研工业(中国)投资有限公司共同 投资,于1998年7月1日创建的合资企业。 东风本田负责开发、生产、销售轿车用的发 动机及其零部件,并提供相应的售后服务, 与广州本田汽车有限公司共同构成新的广州 汽车项目.
郑 晖、崔莹莹、容周萍、叶裕新 李思盈(文书系)
小组名称:SIMPLE 小组所属:总经理办公室 成立时间:2007年9月20日 活动经历:参加第九届NHC公司发表
(课题:提高英语实战能力) 小组荣誉:广州经贸委第一届NCC发表
会优胜奖 本次活动时间:2008年12月-2009年5月 本次活动主题:提高小组女员工的化妆
• 要点:妆容应讲究和精细,既要适于对内外人士近距离的 接触与交流,也要能够表达你的品位。粗糙的妆容会影响
你的素质和职场形象,也会因妆容不得体产生与他人的距 离感。
• 色彩:色彩淡雅是办公室妆容的基本要求
• 手法:洁净、自然、生动,走线精细、色泽淡雅。
东风本田发动机有限公司
活动计划
时间 NO. 项目
水平 小组人员:10人
东风本田发动机有限公司
施展魔法 绽放美丽
主题选定
东风本田发动机有限公司
评价项目问 题点
1.改善总经办小组女 员工的发型
2.提高总经办女员工 的化妆水平
3.改善总经办小组女 员工的仪态
评价点×1
评价点×2
评 价
重 要 度
紧 急 度
经 济 性
全体成 员是否 都能参
加
小组是 否能解 决问题
8 效果确认
容周萍
9 标准化
崔莹莹
10 反省总结
林柳艳
→ 计划 → 实际
现状调查一
■问卷调查1
东风本田发动机有限公司
调查时间:2008年
调查对象:公司员工 调查目的:了解目前最需改善的课题。
调查内容: ★您认为总经办女员工目前日常工作仪表仪态最
需要改善的是什么? A:发型 B:妆容 C:仪态 D:其它
调查方法: 随机抽取公司各部门的员工共50名,其中包括
日方派驻员及支援者。
调查结果:
其它8% 发型12% 仪态20%
妆B容妆60容% :
60%
调查结果显示: 60%认为最需要改善妆 容,因此,迫切需要采取改善措施!!
东风本田发动机有限公司
现状调查二
■我们通过全国初级化妆师理论考核试卷(A卷),对小组女成员的化妆理论知识 进行摸底考试。试题分填空题、选择题、判断题三大类,满分30分。
理论得分:
30 25 20 15 15 10 5
15 10.5
27 20.5 14
28
18.5 12
0
郑
A1
B2 C3 D 4
E5 F 6 G7 H 8
I9
最高分28分,最低分仅10.5分,差异较大,
因此,需要提高整体的理论水平。
东风本田发动机有限公司
现状调查三
■为进一步掌握组员化妆的实操水平,我们每人动手化妆后,随机抽取公司内各 部门的员工(含日方派驻员及支援者)50名,为我们打分。满分70分。去掉最高 及最低分后的平均分为最后得分。
东风本田发动机有限公司
目标设定理由
100
90
80
70
60
50 57
40
48.5 50
30
20
10
0
A 1 B2 C3
85 69.5
88 61.5
42 26
D4 E5 F6 G 7 H8 I9
85分
目标设定依据:
100分制,通常以85分以上为优良,因此我们以优良85分为努力的目 标。
目标可行性分析:
是否能 按期完 成课题
点 合 计
335
5
4பைடு நூலகம்
5
39
554
5
5
5
44
443
5
5
5
41
结论:
10 20 30 40 5(0 点)
提高小组女员工的化妆水平 是首要问题!
化妆分类
东风本田发动机有限公司
职业办公妆
晚宴妆
舞台妆
新娘妆 …
妆容特点
东风本田发动机有限公司
职业办公妆特点
• 特点:妆容应具较强的包容性,能够与服饰以及办公室气 氛融为一体,色彩切忌过浓过艳。
部门简介
东风本田发动机有限公司
■总经理办公室
*翻译系:平时分散在各部门,承担着中日双方
人员的交流和日常工作中口语与文字资 料的翻译。
*文书系:参与公司大型活动的策划、参观接待、
前台等工作。
公司形象的重要窗口!
小组简介
东风本田发动机有限公司
指导教官 :王进、陈珏 辅 导 员 :陈玮霞 组 长 :林柳艳 组 员 :栾 洋、罗伊娜、李 卓、刘 佳
因此,需要提高整体的实操水平。
东风本田发动机有限公司
目标设定 ■“理论得分”(30分)+ “实操得分”(70分)=最终得分
最终得分:
100
90
80
70
60
50 57
40
48.5 50
30
20
10
0
A 1 B2 C3
85 69.5
88 61.5
42 26
D4 E5 F6 G 7 H8 I9
目标设定为: 全部组员达到85分
缸体
发动机 传动轴
东风本田发动机有限公司
I-DSI(1.3L)
VTEC(1.5L) I-VTEC(2.0L) I-VTEC(2.4L) VCM(3.5L)
飞度
缸盖 手动变速箱
锋范
雅阁
传动轴 缸体
CR-V
思域
爵士
奥德赛
初期设计规模 为年产合同产品 3 万台(套),目前 已达到年产36万 台发动机总成和 48万套以上零部 件的大规模生产能 力。
已有2名组员达到85分以上,我们相信通过努力能够达成目标。
要因分析 人
化 方法 妆 水 平 环境 低
资源
东风本田发动机有限公司
觉得没必要化妆
对化妆在商务礼仪 中的重要性无认识
妆理论知识欠缺
不知道如何下手
化妆方法掌握不足
公司无化妆氛围
2008年12月 2009年1月 2009年2月 2009年3月 2009年4月 2009年5月 责任人
1 2 3 412 341 23 4 1 2 3 41 23 4 1 2 3 4
1 主题选定
栾洋
2 计划编制
叶裕新
3 现状分析
刘佳
4 目标设定
罗伊娜
5 要因分析
郑晖
6 对策拟定
李卓
7 对策实施
李思盈