Ag-Au-Ge中温钎料的性能
铝中温钎料-概述说明以及解释

铝中温钎料-概述说明以及解释1.引言1.1 概述铝中温钎料是一种在中温下应用于铝及其合金的特殊焊接材料。
与传统的高温钎料相比,铝中温钎料具有更低的钎焊温度和更好的钎焊效果。
它可以用于连接铝材料,实现可靠的焊接接头,广泛应用于航空航天、汽车制造、电子设备和建筑等领域。
铝中温钎料的特点主要包括以下几个方面:1. 低钎焊温度:铝中温钎料相对于传统的高温钎料来说,其钎焊温度明显降低。
这是由于铝中温钎料的成分经过改良,使其在中温下也能够达到良好的焊接效果。
降低了钎焊温度的同时,也减少了对焊接基材的热影响,降低了变形和残余应力的产生。
2. 优异的焊接性能:铝中温钎料具有良好的流动性和润湿性,能够迅速扩散到焊接接头的各个部位。
这使得焊接接头的强度和密封性得到了有效提高,减少了焊接缺陷的出现。
同时,铝中温钎料也具有较高的耐腐蚀性和耐热性,能够在恶劣环境下保持焊接接头的性能稳定。
3. 多样化的应用领域:铝中温钎料在航空航天、汽车制造、电子设备和建筑等领域都有广泛的应用。
在航空航天领域,铝材料的轻便特性决定了它在飞机和航天器制造中的重要地位。
铝中温钎料的使用可以有效地连接铝材料,提高关键部位的强度和密封性。
在汽车制造领域,铝中温钎料的应用可以减轻汽车的整体重量,提高燃油经济性和安全性。
在电子设备领域,铝中温钎料可以用于焊接散热器、电池和电路板等关键部件,提高设备的散热性能和可靠性。
在建筑领域,铝中温钎料可以用于连接铝合金型材,实现建筑结构的轻量化和高强度要求。
综上所述,铝中温钎料具有低钎焊温度、优异的焊接性能和广泛的应用领域。
它为铝材料的连接提供了一种高效可靠的解决方案,并在各个领域具有重要的意义。
随着技术的不断进步和应用需求的增加,铝中温钎料的发展前景十分广阔。
进一步的研究和应用将能够推动铝中温钎料在各个行业的应用,为社会和经济的发展作出更大的贡献。
1.2 文章结构文章结构部分的内容可以是关于整篇文章的组织和布局,以及各个部分的概述和目标。
常用钎焊料物理性能

常用钎焊料物理性能
一、钎焊料的物理性能
1、熔点
钎焊料的熔点是指在一定压力和温度下,它可以从固态转变为液态的温度。
钎焊料熔点的高低不同,取决于填充料的成分和复合物的组成。
它一般介于1050°C-1300°C左右,有些可用于低温焊接,比如铜、铝和镍等金属可用低温焊接,熔点最低可以达到900°C。
2、温度稳定
钎焊料的温度稳定性是指钎焊料必须具有良好的耐热性,可以承受高温长时间的作用。
不管是低温熔断焊接还是高温熔断焊接,钎焊料必须具有良好的耐热性,在比较高的温度下依然保持熔断焊接的稳定性,以避免焊接的失败。
3、流动性
钎焊料的流动性是指该材料在一定温度下,在固定的压力下的能力。
流动性越高,说明钎料在温度范围内更容易流动,熔点也更容易控制,但是当温度过高或过低时,可能会影响焊接质量。
因此,流动性是钎焊料最基本的性能指标之一,对于保证钎焊质量是十分重要的。
4、热熔速率。
添加Ag元素对铝软钎焊用Sn-1.5Zn系钎料性能的影响

Te h l gy,Gu n ho 06 0,Ch na; he z e k Sh ng Ta c no o a gz u 51 4 i 2 S n h n Yi i t I dus ra n t ilCo. ,Lt . d ,She z e 81 1, n h n 51 0 Gua ngd ng,Ch na o i )
1 Zn b s d a l y x b tt n r a e or o i e it n e i ( a s f a ton)Na o uton .5 a e lo s e hi i he i c e s d c r son r ss a c n 3 m s rc i CIs l i .
ce sn h tig t o ial th sb e h wn t a h on s s l e e y t eAg a d d S 一 r a ig t ewetn i t ;fn l me y,i a e n s o h tt ej i t od rd b h — d e n
Ba e lo s f o de i u i m s d A l y orS l rng Al m nu
刘 亮 岐 徐 金 华 陈 , ,
胜 。 马 鑫 张 新 平 , ,
( 1华 南 理 工 大 学 材 料 科 学 与 工 程 学 院 , 州 5 0 4 ; 广 1 6 0
摘 要 :研究 了添 加 不 同含 量 Ag元 素 对 铝 软钎 焊用 s 一. Z n 1 5 n系钎 料 合 金 的 熔 化 特 性 、 微组 织 、 湿 性 及 钎 焊 接 头 抗 腐 显 润 蚀 性 能 的 影 响 。研 究结 果 表 明 , g元 素 的添 加 缩 短 了 s 一 . Z A n 1 5 n钎 料 的熔 程 , 化 了 显 微 组 织 ; 用 润 湿 平 衡 法 测 量 结 细 采
AgCuGaInSn钎料的制备及其钎焊性能研究

AgCuGaInSn钎料的制备及其钎焊性能研究雷睿超;操齐高;王瑞红【期刊名称】《中国材料进展》【年(卷),期】2022(41)8【摘要】近几年随着制造行业的发展,换热器制造所用材料也在更新换代,这促使了新型Ag基钎料的开发。
Cu3Ag0.5Zr合金具有高导热和高强度特性,被用来制作新型高性能换热器,但过高的钎焊温度会降低合金强度。
Ga,In和Sn等元素可以显著地降低Ag基钎料的钎焊温度,有效提高钎焊后Cu3Ag0.5Zr合金的强度。
以AgCu28为基础合金,通过加入Ga,In和Sn元素设计并制备了AgCuGaInSn系列带材钎料,研究了Ga,In和Sn元素对钎料物相和熔化性能的影响。
同时优选了Ag61.2Cu23.8Ga3In10.5Sn1.5钎料钎焊Cu3Ag0.5Zr合金,通过研究接头组织和力学性能,评价了AgCuGaInSn钎料对Cu3Ag0.5Zr合金的钎焊性能。
研究表明:当Ga,In,Sn总质量分数增大至15%时,钎料液相点降至700℃以下;当Ga,In,Sn总质量分数为15%,且Ga与In原子比为2∶7时,优选钎料Ag61.2Cu23.8Ga3In10.5Sn1.5液相点最低,为675℃。
该钎料加工性能良好,经历旋锻、退火、冷轧后可制成厚度为0.05~0.2 mm带材。
Ag61.2Cu23.8Ga3In10.5Sn1.5钎料在675~735℃可以成功钎焊钎缝宽度为0.2 mm的CuAgZr合金的接头,接头组织呈现2种不同类型,分别为富Ag相+富Cu 相以及富Ag相+富Cu相+AgCu共晶组织。
675℃下钎焊,接头剪切强度为275 MPa,剪切断口呈现韧性断裂特征。
接头组织表征和剪切性能检测结果证明AgCuGaInSn钎料适用于Cu3Ag0.5Zr合金的钎焊。
【总页数】7页(P601-606)【作者】雷睿超;操齐高;王瑞红【作者单位】西北有色金属研究院;西安理工大学材料科学与工程学院【正文语种】中文【中图分类】TG454【相关文献】1.快速凝固技术制备的铝-硅-铜钎料钎焊性能分析2.铟银软钎料的制备与钎焊性研究3.LD2铝合金真空钎焊用铝基钎料的制备及性能研究4.立方氮化硼钎焊用CuNiTiIn系钎料组织及其钎焊性能研究5.SnAgCu系无铅钎料合金力学性能及钎焊性能研究因版权原因,仅展示原文概要,查看原文内容请购买。
Cu_Ag_Si_Ga系低蒸气压钎料合金研究

21
S i主要溶解在 ( Cu) 固 溶体中, 形成 CuA gS i固溶体 ( 图 3白色枝晶组织 ) , 而 Ga 与 Cu、Ag 均有较大的 固溶度, Ga则分别溶于 ( Cu)、( Ag) 两固溶体之中, 上述分析与 EPMA - 1600电 子探针检 测的元素 在 M G- 4合金中的分布 ( 图 4) 是一致的。因此, CuAg S、i CuAgGa、A gCuG a 3个 固溶体相是 Cu- Ag- S iG a合金 的主体 显微 结构 。 2. 3 加工性能
2009年 11月 第 30卷第 4期
贵金属 P rec iousM e tals
N ov. 2009 V o .l 30, N o. 4
Cu- Ag- Si- Ga系低蒸气压钎料合金研究*
刘泽光, 李 伟, 赖丽君
(贵研铂业股份有限公司, 昆明贵 金属研究所, 云南 昆明 650106)
摘 要: 研究了 Cu- Ag- S i- G a系钎料合金的熔化特性、加工性能和在 Cu、N i和不锈钢母材上的 铺展性、钎焊接头强度以及 Ga对钎料合金微观组织的影响。推荐一种典型的钎料, 其成分为 40A g - 2S i- 2Ga- 余量 Cu(质量分数% ) , 熔化温度为 786. 1~ 823. 0 , 在 500 的条件下的蒸气压低于 5. 51 10- 8 Pa, 该钎料适合用于 850~ 870 电真空器件分级钎焊。 关键词: 金属材料; 银合金; 钎料合金; 蒸气压 中图分类号: TG425+ . 2 文献标识码: A 文章编号: 1004- 0676( 2009) 04- 0018- 07
107 116 116
114 109 114
钎料合金设计的预期目标是: 合金的熔点、蒸气
含镓和铟的无镉银基中温钎料性能研究

同钎 料 焊接 了 Q 3 钢 , 对接 头进 行 了拉伸 试 验 。 2 5碳 并
2 试 验 结果及 讨 论
素 的综合 性 能调整 成 为 寻找 新 型无 镉 银 基 钎 料 的 可行 手 段 。文 中通 过在 A —uz gc —n合 金 系 中 , 入 多种 合 金 加 元素 , 制备 了相应 的无 镉 银钎 料 , 系统 研 究 了钎 料 性 并
能, 为新 型钎 料 的开发 提供 了技 术支 持 。
1 试验 过程 与 方法
2 1 钎 料 的力学 性能 .
通 过拉 伸试 验 , 比较 了 两种 钎 料 的 力学 性 能 , 中 其
1号钎 料 中 I 量 2 5 , n含 . % 2号钎 料 中 I 量 4 5 。 n含 .% 拉伸 试验 结果 如 表 2所 示 。
采用 的方法 仍存 在 以下缺 点 : ( )子焊接 数量 较大 , 1 不方 便管 理 。 ( )焊接 工件 装配关 系 复杂 , 2 修改不 方便 。 ( )不能进 行关 联更 改 , 更 改某 个 尺 寸 时 , 3 如 与其 相关联 零部 件 的尺寸 不能 自动更 改 , 改效 率低 下 。 更
在钎 焊领 域 , 无镉 钎 料 、 铅钎 料 已成 为 一 种发 展 无
趋 势 。随着 R s oh指令 与 中 国第 3 9号令 的颁布 , 镉银 含 基 钎 料 已会 被 限 制 使 用 。 由于 镉 元 素 在 A —uz gc —n系 钎 料 中的加入 , 大大 降 低钎 料 熔 点 , 可 同时 增 加 钎料 的
量降低至 1%左右 , 6 对钎料 的力学性 能 、 润湿铺展性 能 、 钎料微观组织 、 钎焊性能等进行 了分析测试 。结果表 明 , 通
元素Ag对Sn-9Zn钎料组织及性能影响

元素Ag对Sn-9Zn钎料组织及性能影响
王妍;栾江峰;吴敏;丁启敏
【期刊名称】《石油化工高等学校学报》
【年(卷),期】2010(023)003
【摘要】通过实验研究了元素Ag对Sn-9Zn共晶钎料微观组织、熔点、显微硬度及抗腐蚀性的影响.结果表明,添加Ag元素后,能使Sn-9Zn合金组织和性能得到明显改善,其中Ag和Zn形成AgZn3化合物,可以抑制粗大针状Zn相组织的生长,并呈放射状,对合金基体起到很好的弥散强化作用;熔点提高2 ℃;润湿性提高20%;显微硬度提高10.02%;腐蚀电位明显提高,抗腐蚀性能得到改善,接近于传统Sn-37Pb钎料.
【总页数】4页(P79-82)
【作者】王妍;栾江峰;吴敏;丁启敏
【作者单位】辽宁石油化工大学机械工程学院,辽宁抚顺,113001;辽宁石油化工大学机械工程学院,辽宁抚顺,113001;辽宁石油化工大学机械工程学院,辽宁抚
顺,113001;辽宁石油化工大学机械工程学院,辽宁抚顺,113001
【正文语种】中文
【中图分类】TG42
【相关文献】
1.合金元素对Sn-9Zn基无铅钎料润湿性和组织的影响 [J], 黄惠珍;魏秀琴;周浪
2.稀土元素Nd对Sn-9Zn无铅钎料性能的影响 [J], 胡玉华;薛松柏;柳敏;许辉
3.复合添加Ga,Al,Ag对Sn-9Zn钎料性能的影响 [J], 王慧;薛松柏;陈文学;王俭辛
4.合金元素Ga对Sn-9Zn无铅钎料性能的影响 [J], 陈文学;薛松柏;王慧;韩宗杰
5.Ag对Sn-9Zn合金钎料组织及性能的影响 [J], 吴敏
因版权原因,仅展示原文概要,查看原文内容请购买。
Ag_Au_Ge钎料润湿性的研究
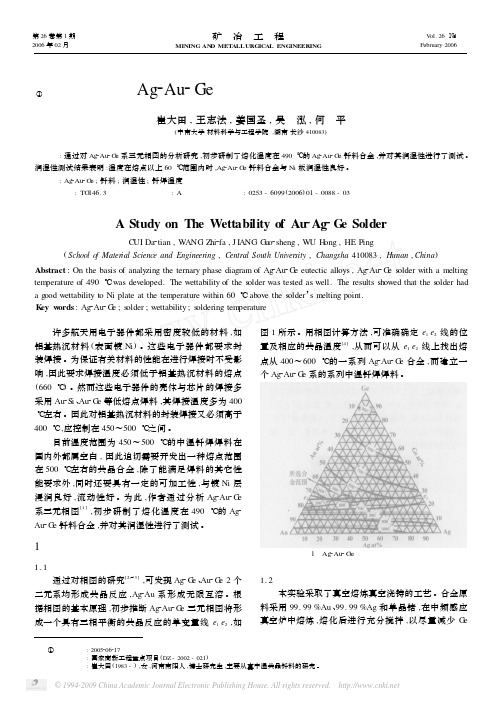
许多航天用电子器件都采用密度较低的材料 ,如 铝基热沉材料 (表面镀 Ni) 。这些电子器件都要求封 装焊接 。为保证有关材料的性能在进行焊接时不受影 响 ,因此要求焊接温度必须低于铝基热沉材料的熔点 (660 ℃) 。然而这些电子器件的壳体与芯片的焊接多 采用 Au2Si 、Au2Ge 等低熔点焊料 ,其焊接温度多为 400 ℃左右 。因此对铝基热沉材料的封装焊接又必须高于 400 ℃,应控制在 450~500 ℃之间 。
好 。浸润实验是在氢气保护气氛下进行的 ,还原性气
氛有利于降低固体的表面张力 (其实是液2气的界面张
力) ,这将提高钎料与母材的浸润性 。
根据
Young’s 平衡式
,润湿角与固体表面张力
γ s
,
液体表面张力γl 以及液固界面张力γsl 存在关系 :γs =源自γ sl+
γ l
cosθ;
从
式
中
还
可
看
出
,γs
© 1994-2009 China Academic Journal Electronic Publishing House. All rights reserved.
中图分类号 : TG146. 3
文献标识码 : A
文章编号 : 0253 - 6099 (2006) 01 - 0088 - 03
A Study on The Wettability of Au2Ag2Ge Solder
CUI Da2tian , WANG Zhi2fa , J IANG Guo2sheng , WU Hong , HE Ping ( School of Material Science and Engineering , Central South University , Changsha 410083 , Hunan , China)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3结论
(1)实验中两种合金的熔点都在400~500℃ 之间,但熔化区间相对较大.
(2)显微组织表明两种合金的组成接近共晶组 成,存在典型的共晶组织.两种合金与基板间有较 好的接触性,界面间没有明显的金属间化合物形成.
生壳体与基座的焊接处熔化.理想的铝基复合材料 的封装焊接温度为400~500℃之间,目前市场上应 用于此温度段的钎料较少,因此迫切需要开发满足 此温度要求的钎料合金,满足工业应用要求.
有研究者对Au—Ag—Si合金体系进行了研 究[2-3 J,Ge和Si是同一族元素,性质相似,所以推测 Ag-Au-Ge合金体系可能有与Au-Ag—Si类似的性 质.本文在分析Ag-Au—Ge体系相图的基础上,选 择熔点在400~500℃ห้องสมุดไป่ตู้围内的合金成分,研究合金 的熔化特性,观察其显微结构,测试合金在AI—sic/ Ni/Au基体上的浸润性及接触界面的显微组织形 貌,探讨其作为新型中温钎料使用的可能性.
图5合金润湿后的截面照片 Fig.5 Cross-section photo of the alloy after wetting
表3合金试样的浸润角 Table 3 Wetting angles of the alloys
万方数据
第12期
李春元等:Ag-Au-Ge中温钎料的性能
对于钎料来说,能否与基板形成较好的浸润,是 能否顺利地完成焊接的关键.如果一种合金不能浸 润基板材料,则会因浸润不良而在界面上产生空隙, 易使应力集中而在焊接处发生开裂.这种合金即使 其力学性能很优越,也不能用作焊料.
第30卷第12期 2008年12月
北 京 科技 大 学学 报 Journal of University of Science and Technology Beijing
VOI.30 NO.12 Dec.2008
Ag-Au-Ge中温钎料的性能
李春元1’ 王西涛1’ 袁文霞2)
1)北京科技大学新金属材料国家重点实验室.北京100083 2)北京科技大学应用科学学院,北京100083
摘要通过分析Ag—Au一&体系三元相图,根据其存在的共晶单变线ele2,制备了两种接近共晶成分的Ag—Au—Ge钎料合 金(AAGl和AAG2),研究了钎料合金的熔点、润湿性等性能,观察了合金的显微组织以及合金与AI-SIC/Ni/Au基板的结合 界面.实验结果显示:AAGl合金的固相线和液相线的温度分别为410.0和449.8℃,AAG2相应的温度为401.1和441.0℃; 两种钎料合金的固液相间距较大.AAGl对基板的润湿性较好;两种合金与基板的接触性很好,界面没有发现金属间化合物. AAGl可以作为400~500℃的钎焊料使用. 关键词钎焊料;熔化特性;浸润性;中温 分类号TGl36+.3;TG425
图2两种合金的显微组织.(a)AAGI;(b)AAG2 Fig.2 SEM micrographs of tWO solder alloys:(a)AAGl;(b)AAG2
2.2合金试样的熔化特性测定 图4为两个合金试样的DSC曲线.由图可见,
每种合金的DSC曲线都只存在一个吸热峰,表明合 金的组成接近共晶成分.通常希望钎料的化学组成
由实验数据看出,在氩气气氛下,随着温度的升 高,试样在实验用基板上的浸润角逐渐减小.AAGl 浸润角都比较小,说明与基板的浸润性很好.AAG2 的浸润角相对而言比较大,浸润性较差.电子封装 工业中通常要求浸润角<20 o【副;由此推断,AAG2 合金不能作为钎料使用.
实验中所用的装置是临时设计的,如图6所示, 采用的是流动氩气气氛,没有满足实际钎焊过程中 的氢气气氛,可能会存在一定的偏差.工业中通常 采用氢气气氛焊接,还原性气氛会降低固体的表面 张力,有助于钎料与母材的润湿【9 J,所以推断在氢 气气氛下,实验用的合金试样的浸润性比在氩气条 件下会更好.
ABSTRACT Two eutectic alloys,AAGl and AAG2.were selected as solder according to the Ag—Au-Ge ternary phase diagram.The solder alloys were prepared by vacuum melting.The melting point,wettability,microstrueture of the solder alloys and the interface between solder and AI.SiC/Ni/Au substrate were investigated.The results show that these two solder alloys have large temperature gap between solidus and hquidus.The temperature of solidus and liquidus are 410.0℃and 449.8℃for AAGl and 401.1℃and 441.0℃for AAG2.respectively.The aloy AAGl has good wettability to the substrate.Both two solder alloys have good adhesion with the substrate.No intermetallic phase WaS found at the interface.It is concluded that the alloy AAGI could be possibly used 8S the solder for 400—500℃. KEY WORDS solder;melting property;wettability;medium temperature
实验测定了合金在AI-SIC/Ni/Au基板上的润 湿性,基板尺寸为20 mm×15 mm×1 mm,测定炉气 氛为流动的高纯氩气.实验中拍摄了动态熔化下的 照片,用AutoCAD处理照片以获得润湿角.
2实验结果与讨论
2.1合金试样的组织观察 图2为两种合金的微观组织照片.可以看到,
两种合金的微观组织很相似,都是由两相组成: AgAu固溶体和在晶界处分布的Ge相.由微观组织 还可以看到,在AgAu固溶体的晶界处呈明显的共 晶组织形貌,AgAu固溶体和Ge相交替析出.两种 合金与镀Ni/Au的A1一SiC基板的接触界面如图3 所示.可以看到界面处没有明显的其他金属间化合 物的形成.
万方数据
第12期
李春元等:Ag—Au-Ge中温钎料的性能
·1403·
1 实验 1.1合金成分设计
文献[5-6]对Ag—Au-Ge相图进行了研究,发 现Ag-Ge、Au—Ge两个二元系均存在共晶反应。共 晶温度分别为651℃和361℃,Ag—Au能无限互溶. 根据相图的基本原理,初步推断Ag—Au—Ge三元体 系的相图将形成一个具有三相平衡的共晶反应L— AgAu(口)+Ge(f1)的单变量线el e2,如图1所示,其 温度变化在361~651℃之间.共晶型合金熔化温 度区间小,因此其熔液流动性好,凝固后容易形成集 中缩孔,使合金致密,有利于提高焊缝的质量,钎料 通常选择共晶点配比的合金体系.本研究根据相图 选择设计了AAGl和AAG2两个合金试样,合金组
收稿日期:2008-01—18修回日期:2008-03—13 基金项目:教育部新世纪人才计划资助项日(No.NCET一05—0104);北京科技大学422人才计划资助项目(No.200504) 作者简介:李春元(1983~).男.硕士研究生;王西涛(1968一).男,教授.博士生导师.E.mail:xitaowang@gmail.corn
由于铝基复合材料具有较高的热导率和较低的 热膨胀系数,近几年被广泛应用于电子封装工业中, 尤其以~/SiC为代表,在航空航天、微波集成电路、 功率模块、军用射频系统芯片等封装方面极为突出, 成为封装材料应用开发的重要趋势….为保证所用 材料的性能在焊接时不受影响,焊接温度必须低于 铝基材料的熔点(660℃)【2 J.由于铝基复合材料的 熔点低于第一代的W—Cu、Kovar等合金材料,传统 的高温银基钎料不再适用.目前,这些电子器件的 壳体与器件的焊接多采用Au-Si、Au—Ge等低熔点 钎料,其焊接温度在400℃以下.由于它们的熔点 温度偏低,在进行器件内芯片与基体焊接时容易发
衰2合金的固相线与液相线 Table 2 Solidus and liquidus of the alloys
2.3合金试样的润湿性的测定 对于不同的合金试样,分别测量其液相点及其
以上20,40和60℃四个温度下在Al_SiC/Ni/Au 基板上的浸润角.
实验中对不同温度下试样的熔化状态进行了动 态拍摄,然后用AutoCAD进行处理,测量浸润角. 润湿后的截面形貌照片如图5所示.实验中分别读 取熔化状态下合金左右两侧的浸润角,取其平均值. 具体实验结果见表3.
为共晶或者接近共晶,因为当组成接近共晶成分时, 能够防止在凝固过程中产生偏析.熔化温度对于钎 料而言是一个非常重要的参数,因为太高的熔点将 提高电子封装焊接过程中的回流温度【7I.
万方数据
北京科技大学学报
第30卷
Fig.3
围3合金与基板界面处的显微组织.(a)AAGl;(b)AAG2 SEM mierographs of the interface between solder and substrate:(a)AAGl;(b)AAG2
,
,
k
h
E
E
≥
≥
E
暑
¥
¥
堰
堰
藏
蕞
图4合金试样的DSC曲线.(a)AAGl;(b)AAG2 Fig.4 DSC curves of the solder alloys:(a)AAGl;(b)AAG2