轻烃回收工艺流程
油田伴生气轻烃回收过程中低温分离法的使用
油田伴生气轻烃回收过程中低温分离法的使用摘要:油田天然气中重组分(C3 及以上烷烃)含量较多,燃料气系统各级处理过程中,脱除液量大,原有设计流程为排放至平台闭排后,通过火炬系统燃烧放空。
本着节能降耗,增产增效的思路,对天然气处理流程进行改造,增加液烃回收流程,以实现对这部分轻烃的有效回收利用,提升油田生产效益,降低轻烃对于原油流程的干扰,同时降低油田生产管理风险。
关键词:油田;伴生气;脱除;重烃;对比1低温分离技术应用油田燃料气处理系统主要为透平发电机提供燃料,燃料气来源为本平台产出的伴生气,伴生气经天然气压缩机加压至 3 600kPaG、冷却至40℃后,进入燃气储罐除去液滴,天然气在压缩、冷却处理过程中由于压力、温度的变化会有液烃析出,原有设计流程为排放至平台闭排罐,通过火炬系统燃烧放空。
由于轻烃是宝贵的化工原料,在我国有着巨大的市场空间,本着节能降耗,增产增效的思路,计划增加轻烃回收流程,以实现对这部分轻烃的有效回收利用,同时降低轻烃对于原油流程的干扰,提高油田燃气系统轻烃回收利用率。
(1)冷剂制冷法。
冷剂制冷法主要指由外部单独设置的冷剂系统为伴生气的冷凝提供冷量,即冷剂系统与伴生气之间相互独立,无直接关系,因此其工艺流程主要为凝液回收与分离、冷剂循环两部分组成。
冷剂系统可以是机械制冷也可以是压缩制冷等。
根据冷源的利用情况,可以是单级制冷、多级串联制冷和阶梯式制冷。
(2)膨胀制冷法。
膨胀制冷法多用于气体存在较大富余压力的场合,如高压管输气接入城市燃气管网时富余的压力。
高压气体通过节流阀或膨胀机等膨胀制冷设备时,由于焦耳一汤姆逊效应温度显著降低,由于焦耳一汤姆逊效应在低温下温降更加明显,所以往往设置与冷凝物换热而预冷单元后再进入多级膨胀设备。
温降幅度主要取决于气体温度和压力。
膨胀机的制冷效果好于节流阀,但膨胀机投资较大且受到滞液量的限制。
油田产出物由于受到安全性和产能的作用,产出的伴生气的压力较低,且平台空间有限,因此该方法对油田伴生气来说不太适应。
轻烃回收基本知识
轻烃回收基本知识1、天然气:主要由碳氢化合物组成的气体混合物,并含有少量的惰性气体。
主要成分:甲烷、乙烷、丙烷、正(异)丁烷、正(异)戊烷等烷烃,及少量的二氧化碳、氮气、硫化氢等。
2、富气:(湿气)甲烷含量在低于90%以上、丙烷以上成分含量大于10%以上的天然气,称为富气。
(通常指未处理的伴生气或原料气)3、干气:甲烷含量大于90%以上的天然气,成为干气。
(通常指轻烃装置处理后的外输气)4、轻烃回收:对伴生气经过加工处理,获得液体轻烃的过程。
5、原油稳定:对(未处理)原油进行加工脱出易挥发组分。
主要脱出溶解在原油中的戊烷以下的易挥发组分6、油田混合烃(液化石油气):主要成分丙烷、正(异)丁烷。
(冬、夏季乙烷、戊烷含量有标准要求)7、轻质油:主要有戊烷以上成份组成液体混合物。
8、回收轻烃的手段:提高气体分离压力和降低气体分离温度。
(升压、降温)9、原油稳定回收轻烃的手段:本站采用降压(负压)、升温.(负压稳定)10、影响干燥器脱水效果的主要因素(1)天然气的温度和湿度(2)天然气的流动速度(3)吸附剂层的高度及再生的完善程度11、吸附剂使用后(反复再生)变劣的主要原因(1)吸附剂的表面被碳、聚合物、化合物所覆盖(2)由于半融熔是部分细孔破坏而消失(3)由于化学反应使结晶细粒遭到破坏。
12、吸附剂失效的危害造成天然气的露点升高,低温区形成水化物,使低温设备、管线冻堵,引起系统压力升高造成事故。
(丛压力差的大小判断分析并及时采取解冻处理)问题处理13、稳定气与伴生气的有效(回收)成分区别:一般稳定气比伴生气高3倍左右。
优先处理稳定气。
14、影响装置轻烃产量的因素(1)原料气中的有效成分(2)原料气量(3)分离压力、温度(4)脱乙烷塔(脱乙烷气的效果)(5)轻质油中的丁烷以下成分含量(液化气塔混合烃分离效果)15、轻烃装置增加轻烃产量的措施(1)优先处理稳定气(2)提高处理量(满负荷运行)(3)提高分离器压力、降低分离温度(4)降低脱乙烷气中的有效成分(5)减少轻质油中丁烷以下成分含量(切割效果)16、脱乙烷塔压高的原因(1)塔温高(2)脱乙烷气量少17、脱乙烷气的影响(1)易造成塔操作压升高(2)轻烃储罐压力高18、稳定装置增加轻烃产量的措施(1)提高稳定塔进料温度、降低塔压(2)提高原油稳定量(3)增加补气量(4)降低正负压冷凝器温度19、液化气塔压力建立不起来的原因:(1)塔底、顶温度场未建立起来(2)脱乙烷塔脱出气中丙烷多(3)回流量小及温度低(4)回流罐卸压阀内漏或失控。
浅谈轻烃回收新技术

浅谈轻烃回收新技术作者:胡雪梅雷利敏来源:《科学与财富》2018年第21期摘要:本文介绍了轻烃产品在回收过程中的一些新技术,总结出目前比较普遍和先进的技术方法在实际应用中的可操作性和时效性,是对轻烃产品回收方面经验的总结与提高,通过现场实际要求和各个地区地形的特点的有效结合,是先进经验的积累与尝试。
关键词:轻烃回收新技术国内外近 20多年已建成的轻烃回收装置大多采用低温分离法,该方法的发展推动和促进了轻烃回收工艺的进步。
但总体来说能耗高、收率低仍然是制约轻烃回收工艺发展的重要因素。
近年来对轻烃回收工艺的研究也主要是围绕这两方面开展,同时开发利用了一些新技术和新工艺。
当前,国内外已开发成功的轻烃回收新技术有:直接换热(DHX)技术、膜分离、轻油回流、涡流管、变压吸附技术(PSA)等。
这些新技术最主要的优势还是表现在节能降耗和提高轻烃收率两方面,它们代表了轻烃回收技术的发展方向。
一.直接换热(DHX)吸收法在单级膨胀机制冷工艺(ISS)中和低温分离器后接入DHX吸收塔,将脱乙烷塔回流罐的液经过换冷、节流降温后,进入DHX塔顶。
用以吸收低温分离器进塔气体的C3+组分,从而提高C3+回收率。
实践证明,在ISS装置改造成DHX后,C3+的回收率可由72%提高到95%,而改造投资极小。
巴基斯坦TAY和SIN两个凝析气田原轻烃回收工艺流程——冷油吸收工艺该方法的优点是制冷温度较高,工艺设备、管线、阀门造价较低。
缺点是有3个工作点需要丙烷辅助制冷,丙烷机组制冷负荷较大,能耗较高,同时燃气驱动的丙烷机组设备投资较高。
具体的轻烃回收工艺原理流程图。
改进工艺——直接换热吸收法针对冷油吸收法能耗高、投资高的缺点,制定了一新方案:其可以保证丙烷的收率达到93%,将耗能高的丙烷辅助制冷+节流阀制冷系统和TEG脱水系统,用节能的透平膨胀制冷系统和分子筛脱水系统代替,即用直接换热吸收法代替冷油吸收法,使工艺流程简化、装置能耗降低、投资减少。
DHX工艺在轻烃回收装置中的运用

DHX 工艺在轻烃回收装置中的运用曾庆超大庆油田有限责任公司天然气分公司油气加工九大队 ,黑龙江大庆163511要 目前在油气田的轻烃回收装置主要是回收 C 3 气体 ,C 3 气体主要用来制造液化石油气。
DHX 工艺可以在 摘不回收 C 2 的情况下 ,提高 C 3 的回收率 ,对于能源的利用率的提升有着十分重大意义 ,同时还省去了分离 C 2 的工艺 , 节省了工业成本。
C /C 2 比值也影响 DHX 工艺的回收效果。
关 键 词 DHX 工艺 ;C /C 2 比值 ;回收装置 ;适用性 文章编号 1674-6708(2012)67-0102-02中图分类号文献标识码DHX 工艺是加拿大埃索公司 1984 年首次应用的。
我国在 1995 引进这个技术 ,但是在 DHX 的研究还存在不足。
根据 DHX 工艺对不同原料气体的适应性的原理工作 ,取决于原料 气体中 C 3 的含量 ,含量增加 ,吸收率逐渐下降 ,当含量大于 11% 时已经不适合采用 DHX 工艺。
本文根据 DHX 工艺的操 作条件、产品和 C 3 的回收率及能耗方面阐述 DHX 工艺。
1 油田伴生气的组成下面列举了部分油气田原料气中 C 3 和 C 1 /C 2 比值和 C 2 气体分离出来 ,由于乙烷气体的气化制冷和吸收的作用 ,分馏塔的轻组分气体的温度比进料温度低。
这个过程在脱乙烷 塔顶不仅分离了轻组分混合气中的大部分 C 3 的气体 ,同时对 于膨胀机的 C 3 的冷凝量也大幅增加 ,C 3 气体的回收率大大提 高。
2)DHX 工艺脱乙烷塔的回流操作合理安全。
轻烃回收装 置回收的是油田的伴生气中 C 3 气体 ,DHX 工艺利用脱乙烷塔 的全塔分馏方式来提高 C 3 的回收率。
如果脱乙烷塔采用常规 装置全回流操作时 ,消耗能量加大 ,增加了分离成本 ,同时由 于回流液中 C 等其它轻组分气体较多 ,使分馏塔顶的回流泵 2 无法正常操作 ,影响 C 3 回收。
大型炼油厂轻烃回收流程的设计
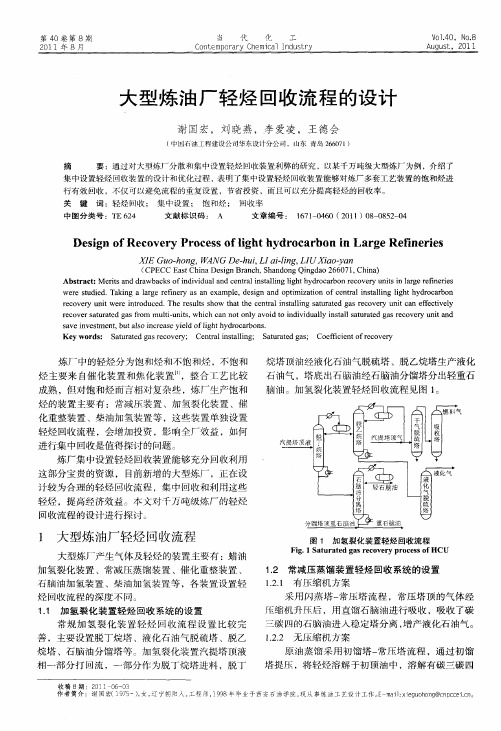
D e i n o e o e y Pr c s f i hthy o a bo n La g fn r e sg fR c v r o e sO g dr c r n i r e Re e i s l i
Xl Gu h g WANG — uiL i1 g、 UXi - n E o— on De h Ia .i LI n aoya ( ECc E s iaDe inBrn h S a d n n d o2 6 7 , hn ) CP a t n sg a c , h n o gOig a 6 0 C ia Ch l
we e su id T k n ag e n r s a x mp e d s n a d o t z t n o e ta n tl n i h y r c r o r t d e . a i g a lr e r f ey a n e a l , e i n p i ai fc n r li sal g l t d o a b n i g mi o i g h r c v r n t r n r d c d T er s l h w h tt e c n r li sal g s tr td g sr c v r n t a f c i ey e o ey u i we e i t u e . h e u t s o t a e t n tl n au ae a e o e y u i c n e f t l o s h a i e v r c v rs t ae a o mu t u i . ih c n n t n y a o dt d v d a l n tl s t r td g sr c v r n ta d e o e a ur td g sf m l . n t wh c a o l v i i i i u l i s 1 au a e a e o e u i n r i s o on y a y
油田伴生气轻烃回收综合利用技术

经过气体预处理系统后,提取 $%& 的工艺流程归结为以下 几种方 法:! 利 用 透 平 膨 胀 机 进 行 低 温 分 离;" 运 用 56789 :;6<=6> 效应进行液化 处 理,即 5 4 : 膨 胀 阀 制 冷;# 丙 烷 制 冷;$油吸收法。
(") 透平膨胀机厂。该流程多用于深冷厂( 低于 4 ,?-), 它利用透平膨胀机使气体降压制冷,将进料气中不易挥发的组 分液化。透平系 统 通 常 回 收 率 较 高, 尤 其 对 乙 烷 的 回 收 较 好。 它需要高的进口压力,多用于小的处理单元,但其费用较高, 需要低温不锈钢材料,对水的露点要求低。其典型回收率为: -* @ +,) ,-A @ B?) ,-/. !"??) 。
目前,气体处理厂多采用深冷装置,虽然相比制冷装置其 费用较高,但该装置可以回收大量 $%& 液体,并且操作简单, 便于运输,采用制冷装置对于富气是较经济的;贫油吸收装置 既昂贵,又难于操作,现在已经很少采用。
A# 轻烃回收装置的应用前景
轻烃回收装置可以组装成撬,在油田或井口附近使用,一 旦油井采集完毕,可以方便地被运输到另一个井地进行工作。 我国大多数油田都发现了伴生气资源,有些大油井已经采用了 伴生气轻烃回收技术,因地域限制一些分散的小油田每年烧掉 的伴生气约 "? 亿 <A ,这相当于一百万吨石油,随着内陆油田 的进一步开发,越来越多的伴生气被浪费掉,因此,轻烃回收 装置的开发和设计有广泛的应用前景。通过不断的努力,要力 争使我国在轻烃回收工艺上达到国际先进水平,尽快实现我国 油田产能建设和油气综合利用的新局面。
步加工,作为纯组分或天然气混合液( $%&) 或液化石油气 ( &’%) 销售。我国典型的石油伴生气中含有 $%& 的体积百分
轻烃回收
第八章轻烃回收第一节概述油田气是生产液态烃、车用汽油和石油化工产品的宝贵原料.石油工业的快速发展和原油产量的不断增加,为大量回收利用油田气创造了条件,这是一项具有重要经济意义的工作。
油田气的组分主要是饱和烃.但是随着油藏性质、分离条件等因素的不同.油田气的组成也有较大差异(表8-1)。
油田气一部分是集输过程中各级分离器中分出的气体,另一部分则为从原油稳定装置中拔出的闪蒸气。
总的来说,油田气中C3以上组分的含量比气田气高,而闪蒸气比各级分离器分离出来的伴生气更富。
1984年全国年产油田气60亿米3,若C3以上轻烃的平均含量按200克/米3,则伴生气中轻烃含量达120万吨。
因此,轻烃回收将给国家创造更多的财富。
此油田气中回收轻烃,已有几十年历史。
最初,由于工艺技木的限制,且回收产品仅作为工业与民用燃料,用途有限;因而发展缓慢。
当从天然气中回收的液态烃开始用作化工原料之后,加上加工、储存、运输枝木的发展,天然气回收液烃技术才获得迅速发展。
近年来,随着石油化学工业的飞速发展和世界能源短缺,天然气及轻烃的需要量急剧增长。
加工工业发达的美国,在60年代,由于涡轮膨胀机制冷技术的应用,使天然气利用率达到90%,1968年高达96.2%。
1976年美国从天然气中回收液烃5200多万吨,相当于原油产量的11.5%。
近20年来美国天然气凝析液的收率和产量见表8-2。
70年代以来.过去没有充分利用伴生气的地区和国家,也都开始注意回收处理天然气液体,以便为本国工业提供更多的化工原料和工业燃料。
因而气体加工工业蓬勃发展,出现了一种世界范围的回收利用油田气的新局面.甚至近年来,在许多围家面临经济衰退的情况下.天然气加工工业都保持了一定的发展速度.1981年世界天然气总加工能力达12580亿米3(除前苏联和东欧国家外),凝析液产量达7800万吨。
在化工利用方面,从天然气中回收的轻烃已成为石油化学工业的重要原料。
乙烯是有机合成产品的基础原料,可以生产数百种合成材料,是世界上产量最多的化工中间产品,目前世界乙烯总产量近6000万吨/年。
天然气处理厂轻烃回收工艺技术研究
天然气处理厂轻烃回收工艺技术研究摘要:天然气处理厂面对伴生气量减少、气体质量恶化以及一氧化碳含量增加的问题,就需要优化天然气深冷处理工艺参数,提出相应的回收技术,对于设备实施改造。
在技术处理的规模上,可以从企业目前的运行环境出发解决天然气加工厂安全运行的问题,提高原油田的经济效益和社会效益。
本论文针对天然气处理厂轻烃回收工艺技术展开研究。
关键词:天然气处理厂;轻烃回收;工艺技术引言:天然气轻烃回收过程是对天然气水和酸性气体的处理。
天然气的分离与分离二氧化碳、二氧化硫、硫化碳以及(二氧化碳、HzS、COS等等相同,都是将非烃类不良成分分离出去。
从产品中去除碳氢化合物所需要的工艺,导致高含量、高质量的产品达到了增加天然气附加值的目的。
一、天然气处理厂轻烃回收工艺的原理天然气处理系统工艺是基于热力学基础展开的,每个设备或单元都涉及到各种物理参数和热力学。
建立基本的物理参数和热力学计算方程,根据油田天然气的原料气体特性参数,选择合适的方程进行技术,获得热力学计算结果。
在热力学的计算过程中,可以采用的计算模型主要包括五种,即闪蒸计算理论模型等、等嫡扩张的理论模型计算、等烩计算理论模型、泡点计算模型、露点计算理论模型等等。
根据原料气体所具备的特性参数以及产品对气体的具体要求选择模型二、天然气处理厂轻烃回收工艺的模拟油田天然气处理厂在处理原料气的时候,需要按照如下的流程进行。
1.轻烃回收的初分离工艺。
过滤和分离固体杂质和重组分,在对原料气的处理中,通常使用立式垂直过滤器分离器,也可以使用三相分离器。
2.轻烃回收的增压单元工艺。
主要是由于伴生气体的低压状态下,压力没有达到1.2兆帕,可以达到良好的加工要求,所以,在工艺处理中需要对原料气体加压。
3.轻烃回收的脱水单元工艺。
指从天然气中去除饱和天然气凝析液中溶解水的过程。
一般轻烃回收的脱水单元工艺方法主要包括六种,即吸附法脱水单元工艺、低温法脱水单元工艺、吸收法脱水单元工艺、气提法脱水单元工艺、膜分离法脱水单元工艺和蒸馏法脱水单元工艺。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轻烃回收工艺流程
轻烃回收工艺流程是指对工业生产过程中产生的废气中所含的轻烃进行回收利用的一种处理方法。
轻烃是指碳数较低的烷烃类化合物,如甲烷、乙烷、丙烷等。
这些轻烃通常是石油、天然气等燃料的组成成分,具有较高的能量价值。
因此,对于将这些轻烃回收利用,不仅可以减少能源浪费,还可以减少对环境的污染。
轻烃回收工艺流程主要包括以下几个步骤:废气收集、净化、液化、分离和利用。
首先,废气收集是指将产生轻烃废气的工业生产设备的排放口通过管道连接到废气处理设备上。
废气处理设备可以是一个集中的废气处理装置,也可以是直接连接到产生废气的生产设备上的小型处理装置。
然后,废气净化是指将废气中的杂质、颗粒物等进行过滤和清除,以保证后续处理过程的正常进行。
废气净化可以采用物理方法,如过滤、吸附等,也可以采用化学方法,如催化氧化等。
接下来,废气液化是将经过净化的废气进行冷却和压缩,使其转变为液态,方便后续步骤中的分离和利用。
废气液化通常采用冷凝器和压缩机进行,通过降低废气的温度和增加废气的压力,使其转变为液态的轻烃。
然后,分离过程是将液态的轻烃通过蒸馏等方法,将其中碳数不同的烷烃分开。
这是因为不同碳数的烷烃在沸点上存在差异,
通过控制温度和压力,可以将其分离开来,并分别进行后续的利用。
最后,利用过程是将分离出的各种轻烃利用起来。
这可能包括将其作为燃料进行燃烧,或作为原料进行化学反应,制备其他有用的化学品。
轻烃的利用方式多种多样,根据不同的需求和实际情况进行选择。
综上所述,轻烃回收工艺流程是一种将工业生产过程中产生的废气中的轻烃进行回收利用的处理方法。
通过废气收集、净化、液化、分离和利用等步骤,可以将废气中的轻烃转化为有用的能源或化学品,达到减少能源浪费和环境污染的目的。
这一工艺流程在现代工业生产中具有重要的意义,可以提高资源利用效率,促进可持续发展。