连铸方坯疏松缺陷的分析与控制
连铸方坯中心裂纹成因分析及控制方法
连铸⽅坯中⼼裂纹成因分析及控制⽅法⼀钢⼚4#连铸机中⼼裂纹的研究攻关摘要:对⼀钢⼚4#连铸机⽅坯中⼼裂纹的成因进⾏了研究,分析了钢⽔过热度、⼆次冷却强度、拉速等对铸坯中⼼裂纹的影响,根据分析所得的结论,采取了合理的⼯艺措施并进⾏了适当的技术改造,使中⼼裂纹发⽣率降低到0.5%以下。
关镇词:连铸机⽅坯中⼼裂纹1.前⾔韶钢⼀炼钢⼚4#连铸机投产于1997年,该机为R6m,3机3流全弧形连铸机铸坯断⾯为160 mmX 160 mm,结晶器长850 mm,⼆冷段采⽤单管式表⾯喷淋冷却⽅式,⽕焰切割,中间包采⽤塞棒控制或采⽤长寿包定径⽔⼝浇铸。
敞开式浇注,⽣产钢种主要为Q235、Q215、HRB335.该连铸机投产以来⽣产的160 mm ×160 mm铸坯⼀直存在的中⼼裂纹缺陷。
随着韶钢的发展,⾼线⼚将替代三轧四轧制,⾼线在轧制时出现冲钢事故,严重影响⽣产的顺⾏。
为此对我⼚⽣产的铸坯提出了较⾼的的质量要求。
2008年由于中⼼裂纹挑废的占坯产量的5%。
,严重影响了⼀钢⼚企业形象和经济效益。
为解决这⼀问题,⼀炼钢⼚于2008.11⽉成⽴了攻关组。
⽬标是要把挑废率降到0.5%。
我们结合了当前的⽣产形式和现场实际进⾏了公关,并取得了预期效果。
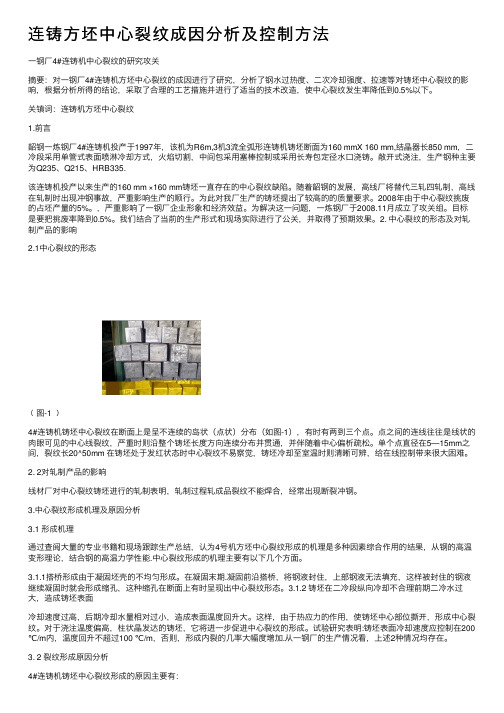
2. 中⼼裂纹的形态及对轧制产品的影响2.1中⼼裂纹的形态﹙图-1 ﹚4#连铸机铸坯中⼼裂纹在断⾯上是呈不连续的岛状(点状)分布(如图-1),有时有两到三个点。
点之间的连线往往是线状的⾁眼可见的中⼼线裂纹,严重时则沿整个铸坯长度⽅向连续分布并贯通,并伴随着中⼼偏析疏松。
单个点直径在5—15mm之间,裂纹长20^50mm 在铸坯处于发红状态时中⼼裂纹不易察觉,铸坯冷却⾄室温时则清晰可辨,给在线控制带来很⼤困难。
2. 2对轧制产品的影响线材⼚对中⼼裂纹铸坯进⾏的轧制表明,轧制过程轧成品裂纹不能焊合,经常出现断裂冲钢。
3.中⼼裂纹形成机理及原因分析3.1 形成机理通过查阅⼤量的专业书籍和现场跟踪⽣产总结,认为4号机⽅坯中⼼裂纹形成的机理是多种因素综合作⽤的结果,从钢的⾼温变形理论,结合钢的⾼温⼒学性能.中⼼裂纹形成的机理主要有以下⼏个⽅⾯。
小方坯脱方缺陷的分析及控制措施探讨

小方坯脱方缺陷的分析及控制措施探讨摘要:对连铸机产生脱方原因进行了分析讨论,结合山西建邦集团炼钢生产实际,主要对结晶器、振动、二冷设备、中包车、拉速和钢水过热度、二次室对弧、钢水的化学成分等影响铸坯脱方的因素进行了分析,通过不断地生产实践使脱方缺陷等到了较好解决。
关键词:脱方结晶器水缝锥度过热度1前言脱方(也叫菱变 )是小方坯的一种常见缺陷,其特征就是铸坯横截面对角线长度不等。
脱方的危害性主要有:脱方诱发铸坯内部裂纹,尤其是对角线裂纹,脱方并伴随一定程度的鼓肚,严重时会产生漏钢事故。
导致连铸机中断生产,同时严重脱方会造成轧钢堆钢事故,因此,在小方坯生产过程中,控制脱方是铸坯质量控制的关键。
山西建邦集团炼钢连铸系统主要有2台方坯连铸机,其中1号为 8机8流全水冷却连铸机,铸机断面设计为165 mm×165 mm,铸机设计为高拉速连铸机,初始设计最高拉速 4.5 m/min。
2号为 8机8流气雾冷却连铸机,铸机断面设计为160 mm×160 mm,初始设计最高拉速 3.8 m/min。
连铸机系统设计定位满足棒线直轧工艺的需要。
该铸机投产后,铸机在高拉速时铸坯就脱方,并且铸坯有严重内裂等质量问题,给下道工序轧制造成困难。
面对投产初期连铸机存在的诸多问题,炼钢厂组织技术人员进行攻关,以解决铸机在拉速提高铸坯脱方的问题。
2影响脱方的工艺因素从工艺角度来看,影响铸坯脱方的因素有钢水的化学成分,浇铸温度和浇铸速度,中间包水口对中,结晶器及二次冷却水,保护渣等。
2.1钢水的化学成分2.1.1 P含量。
研究发现,钢水中 P 含量高时,结晶器弯月面以下 20mm~50mm处的热流增加,此时容易产生间歇性沸腾,影响坯壳厚度均匀生长,也就容易导致脱方。
山西建邦集团方坯连铸系统投产初期主要生产HRB400E螺纹钢,铁水 P含量高,P质量分数普遍高于 0.13%。
这是由于转炉脱P效率不理想,钢水P含量偏高。
讲座2一中心偏析

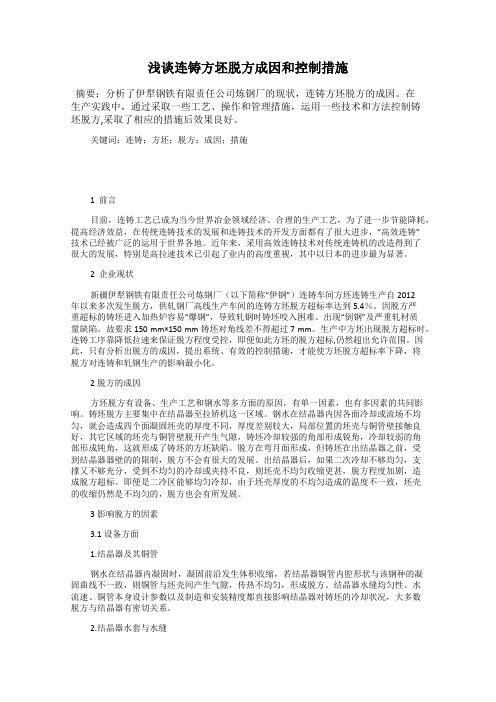
图2 小钢锭凝固模式示意图 1一柱状晶生长 2一某些柱状晶生长加快 3一凝固桥形成 4一小钢锭凝固,缩孔形成 5一实际的低倍结构
2)机械因素: 鼓肚 鼓肚理论,铸坯凝固过程中坯壳的鼓胀 (如图3所示),造成树枝晶间富集溶质液体的流动,或者凝 图 固末期由于铸坯收缩使凝固末端富集溶质液体流动,导 致中心偏析。 在板坯(或大方坯)情况下,有时柱状晶并未发展到铸 坯中心,即并无“晶桥”的形成,但是仍然发生了中心 偏析。这说明中心偏析的形成除了上述冶金因素外,还 有其它方面的原因。已经查明,这是因为铸坯“鼓肚” (铸坯宽面向外凸起的现象)所引起的,即通常所说的 机械因素。因为铸坯的“鼓肚”,一般都是机械方面的 原因引起的。当连铸机二冷区辊距较大,连铸坯凝壳较 薄,或者是铸坯液心静压力过大时,都会导致铸坯鼓肚 变形。而当铸坯发生鼓肚时,铸坯中心产生了相当于负 压的抽力作用。此时二相区内被偏析元素富集的不纯钢 液,被吸向心部形成了中心偏析带。而中心正偏析带周 围,往往还伴有负偏析带。图表明,随着铸坯鼓肚量的 增大,中心偏析指数也随之增加。
a)辊子对中不良的鼓肚 b)支撑辊间反复鼓肚 图3 铸坯凝固壳变形示意图
3、 轻压下技术 、 超低碳钢和低碳钢不需要带液芯铸轧和轻压下。 1)简述 轻压下技术始于20世纪70年代末、80年代初,是在70 收缩辊缝技术的基础上发展而来。传统板坯连铸 年代收缩辊缝技术 收缩辊缝技术 机不进行轻压下,而是收缩辊缝。轻压下区域的辊缝 具有更大的收缩率,也叫做强收缩辊缝技术。 连铸坯的轻压下目前有两种含义: 第一种,对传统板坯连铸机是指凝固末端的轻压下, 第一种 可减轻铸坯的中心偏析和疏松。 第二种,对中厚板坯和薄板坯连铸机来讲,有的几乎 第二种 是凝固过程中的全程轻压下,又称带液芯轻压下。目 的在于减薄板坯厚度,减少结晶器液面控制的难度, 并能与轧机更好地匹配,也是减小中心疏松和中心偏 析的手段之一。
小方坯脱方缺陷产生的原因及采取措施

小方坯脱方缺陷产生的原因及采取的措施现如今,人们对于任何生产过程中的生产效率和生产安全是尤为关注的,不管是在什么生产过程中,它都是存在的。
在我们冶金生产过程中,有着许许多多的问题等着我们一个个的去解决,小方坯脱方就是其中的一个,对于小方坯脱方,他是在方坯连铸生产过程中很常见的,对于它的危害,是有目共睹的。
小方坯脱方是方坯连铸常见的质量缺陷,它的形成是钢水在结晶器内不均匀冷却,初生坯壳厚度不均匀造成的,同时受其他多种因素综合影响的结果,方坯的脱方是方坯横断面上俩条对角线的长度不等,脱方的方坯连铸在生产过程中很常见,它不但影响下道轧制工序中轧机的咬入,造成轧制困难,而且常伴有角部纵向裂纹和面部纵向裂纹,严重还发生漏钢事故,由于脱方的普遍性和严重性,对于它的一些具体产生的原因以及如何才能有效的采取措施来减少或者是尽可能的避免它的发生,是我们现在应该所关注的。
对于小方坯脱方,我们首先来了解下钢水在结晶器内的凝固特性,将钢水注入结晶器,钢水与铜壁接触形成一个半径很小的弯月面,在弯月面得根部,由于冷却速度很快(100℃/s),凝固生成生坯壳。
正形成的初生坯壳由于发生δ→γ相变而收缩,使坯壳脱离铜壁,形成气隙。
而钢水静压力又使坯壳向外膨胀。
此时坯壳的收缩力与钢水的静压力处于动态平衡。
随着坯壳的下移,坯壳表面开始回热,坯壳温度身高,强度变低,钢水的静压力使得坯壳变形。
在结晶器的角部区域,由于是二维传热,坯壳凝固最快,收缩最早,气隙首先形成,随后传热减慢,推迟了凝固。
随着坯壳的下移,气隙从角部扩展到中心。
铸坯面部中心部位的气隙比角部小,角部坯壳热流量最小,坯壳较薄,在钢水静压力的做一下,容易产生变形。
脱方缺陷的形成有两种理论, 一种认为脱方与坯壳的四个面凝固不均匀有关, 另一种认为脱方与坯壳的四个角凝固不均匀有关。
这两种理论的共同点是脱方都是在结晶器内热流最大的地方, 由于坯壳凝固不均匀形成的。
脱方是结晶器内铸坯四个角部不均匀冷却所致。
浅谈连铸方坯脱方成因和控制措施
浅谈连铸方坯脱方成因和控制措施摘要:分析了伊犁钢铁有限责任公司炼钢厂的现状,连铸方坯脱方的成因。
在生产实践中,通过采取一些工艺、操作和管理措施,运用一些技术和方法控制铸坯脱方,采取了相应的措施后效果良好。
关键词:连铸;方坯;脱方;成因;措施1 前言目前,连铸工艺已成为当今世界冶金领域经济、合理的生产工艺,为了进一步节能降耗,提高经济效益,在传统连铸技术的发展和连铸技术的开发方面都有了很大进步,“高效连铸”技术已经被广泛的运用于世界各地。
近年来,采用高效连铸技术对传统连铸机的改造得到了很大的发展,特别是高拉速技术已引起了业内的高度重视,其中以日本的进步最为显著。
2 企业现状新疆伊犁钢铁有限责任公司炼钢厂(以下简称“伊钢”)连铸车间方坯连铸生产自2012年以来多次发生脱方,供轧钢厂高线生产车间的连铸方坯脱方超标率达到5.4%。
因脱方严重超标的铸坯进入加热炉容易“爆钢”,导致轧钢时铸坯咬入困难、出现“倒钢”及严重轧材质量缺陷。
故要求150 mm×150 mm铸坯对角线差不得超过7 mm。
生产中方坯出现脱方超标时,连铸工序靠降低拉速来保证脱方程度受控,即便如此方坯的脱方超标,仍然超出允许范围。
因此,只有分析出脱方的成因,提出系统、有效的控制措施,才能使方坯脱方超标率下降,将脱方对连铸和轧钢生产的影响最小化。
2脱方的成因方坯脱方有设备、生产工艺和钢水等多方面的原因,有单一因素,也有多因素的共同影响。
铸坯脱方主要集中在结晶器至拉矫机这一区域。
钢水在结晶器内因各面冷却或流场不均匀,就会造成四个面凝固坯壳的厚度不同,厚度差别较大,局部位置的坯壳与铜管壁接触良好,其它区域的坯壳与铜管壁脱开产生气隙,铸坯冷却较强的角部形成锐角,冷却较弱的角部形成钝角,这就形成了铸坯的方坯缺陷。
脱方在弯月面形成,但铸坯在出结晶器之前,受到结晶器器壁的的限制,脱方不会有很大的发展。
出结晶器后,如果二次冷却不够均匀,支撑又不够充分,受到不均匀的冷却或夹持不良,则坯壳不均匀收缩更甚,脱方程度加剧,造成脱方超标。
连铸方坯缺陷图谱PDF

伤划 8
9
。理处废判作陷缺方脱重严对 �量测尺卡用�查检眼肉用 理处查检 。匀、勤、少应入加渣护保�6� 。好良中对口水式入浸证保�5� 。却冷匀均面个四坯铸区冷二证保�嘴喷理清时及�4� 。塞堵物异被缝水止防�质水水却冷器晶结高提�3� 。匀均度厚缝水面四证保�形变不�量质砌修器晶结证保�2� 。器晶结换更时及�1� 法方除消及防预 。型孔入咬能不或叠折生产会能可部角时制轧在�钢堆生发会能可时钢推内炉热加钢轧在�时 mm01 �7�b�a 当即�大过方。钢漏成造会重严方脱。纹裂线角对生产位部角钝在会度程定一到方脱 。均不度厚膜渣器晶结�6� 。中对不口水式入浸�5� 。匀均不却冷面个四坯铸区冷二�塞堵嘴喷�4� 。匀均不却冷壳坯�塞堵物异被缝水器晶结�3� 。匀均不却冷壳坯�匀均不度厚缝水面四器晶结�2� 。匀均不却冷壳坯�化老器晶结�1� 害危及因成 。方脱为称时等相不度长线角对个两上面截横坯方当 观外与义定
渣夹面表 6
7
。废判接直格合不理清�理清焰火行进须必 �查检眼肉用 理处查检 。弧对格严段却冷次二与口出器晶结�3� 。 �力用作械机的间之器晶结与坯铸低降�滑润高提�能性化理的渣护保器晶结整调�2� 。数参动振器晶结化优�率脱滑负低降�1� 法方除消及防预 。象现块掉及疤结现出上材轧�合焊能不纹 裂中程过制轧来带这。杂夹铁化氧成形�化氧被下温高在纹裂�纹裂观微的量大着布分部谷下痕振 。良不弧对段却冷次二与口出器晶结�4� 。结粘壁铜与壳坯�良不滑润器晶结�3� 。当不数参动振器晶结�2� 。迹痕 叠折成形面表在固凝刻立水钢的出漏处裂撕在�冷强器晶结于由�裂撕壳固凝使挂悬内器晶结�1� 害危及因成 。纹裂向横有时重严�迹痕叠折的 向横有面表坯铸在�象现结搭现出时重严�在存纹裂小微有下皮�渣粘、皱起面表坯铸、凸外痕振 观外与义定
小方坯连铸漏钢原因分析及控制措施
小方坯连铸漏钢原因分析及控制措施银强许继勇勇庆雷于广〔日照钢铁第一炼钢厂〕摘要本文针对日钢小方坯漏钢实际情况,从设备、工艺参数、原辅料以及操作等方面进展了分析,并制定了具体的控制措施,取得较好的效果。
关键词小方坯;连铸;漏钢;控制措施Analysis on breakout of billet continuous casting and counter measuresZHANG Yinqiang , XU Jiyong , CHEN Yong , ZHANG Qinglei , YU Guang(NO.1 Steel-making Plant of Rizhao Iron&Steel Co.Ltd.)Abstract: The present paper analyzes the causes of breakout of the continuous casting machine of theNO.1 Steel-making Plant of Rizhao Iron &Steel Co.Ltd.. from the equipment,process parameters,position of molten steel,mould powder performance and operating condition.The corresponding measures have been take and good effect has been achieved.Key words: bloom ;continuous casting; breakout ; measure1前言日照钢铁第一炼钢厂现有3台小方坯和1台大方坯连铸机。
自投产四年多以来,小方坯溢漏率一直居高不下,漏钢问题始终是制约生产的重要因素。
2008年以前小方坯铸机平均溢漏率一直在1%左右,漏钢事故比拟频繁,不仅造成设备状况恶化、增加一线操作工人的劳动强度,同时对生产工艺的稳定非常不利。
大方坯连铸表面角部缺陷的成因及对策-陈绿英
大方坯连铸角部表面缺陷的成因及对策摘要:针对攀钢大方坯连铸机投产初期出现的批量性铸坯角部表面缺陷,开展了系统的技术研究。
在全面系统分析铸坯角部缺陷影响因素、成因的基础上,提出了防止铸坯角部缺陷的技术对策,并在现场得到成功应用。
取得了消除铸坯角部纵裂缺陷、降低凸包缺陷发生率和提高铸机作业率的显著效果。
关键词:大方坯连铸角部缺陷结晶器锥度扇形段冷却制度The Cause and the Countermeasures of the Corner Surface Defects Found in Continous CastingBloomChen Lv Ying(Vanadium Recovery and Steelmaking Plant of PZH Steel,Panzhihua 617062 Sichuan,China)Abstract:Batch bloom corner surface defects occurred at CC bloom the first stage of the bloom caster put into operation in Panzhehua Iron and steel–making Company(group),a systematic technical research was made.ofter a complete analysis on influence and the cause of the bloom corner defects a series of technical countermeasures was brought forward and successfully used in prodution,After all,the remarkable result such as the bloom corner crackes have been eliminated,the incidence rate of the bulging reduced,and the contionous caster productivity increased are obtained.Key words: Contionous Cacting bloom,corner defect,mould taper,segment,cooling system0 前言自2003年11月下旬以来,连铸大方坯角部出现了批量性的表面纵裂和凸包缺陷,至2004年2~3月份角部缺陷率急剧上升,严重时高达25%以上。
浅谈连铸方坯低倍组织的缺陷特性
技术釗靳浅谈连铸方坯低倍组织的缺陷特性孙向彬张丹梦魏龙摘要:在炼钢技术日新月异、突飞猛进的今天,掌握好过硬的技术已经是重中之重。
在钢铁企业中,连铸方坯的缺陷特性是 不可回避的话题,如何全面掌握先进技术,把方坯低倍组织的缺陷降到最低,从而提高产品质量,是每一名生产技术人员必须 认真面对的问题。
本文作者结合多年的工作实践经验与现代冶炼技术,通过多次金相检验与酸蚀低倍实验,对连铸方坯的低倍 组织的缺陷类型、宏观与微观特征和形成的原因进行分析,并提出相应措施来控制这些缺陷,以期见仁见智,与诸位共勉。
关键词:连铸方坯;低倍组织;缺陷特性 中图分类号:T F777 文献标识码:B作者单位:河钢集团邯钢一炼钢厂连续铸钢简称为连铸。
在钢铁企业钢铁产品生产过程中,有两种让钢水凝固并成型的方法:传统模铸法与连续铸钢法。
连铸技术于上世纪50年代在欧美国家率先出现。
运用 该技术,能够把钢水直接浇铸成型,这一点与传统模铸法相比较,具有极大的先进性。
通过该项技术的运用,铸坯的质量 得到大幅度提高,而且金属的收得率也得到明显提高,更可 喜的是,运用该项技术,可以大量节约能源。
连铸技术历经几 十年的发展,如今已经被世界各国大型钢铁企业广泛应用。
连铸方坯冶金质量的指标包括以下三种:钢的纯净度、钢坯表面质量和钢坯内部质量。
钢液冶炼的过程控制着钢的 纯净度,它在在浇铸之前已经形成。
连铸机决定着方坯的质 量(表面与内部,铸坯的表面质量与内部质量是在浇铸的过程中形成)。
经过多年的炼钢实践经验和科学检测,我们知道 方坯的低倍组织缺陷包括许多种类型,而且不同的低倍组织 缺陷对方坯的质量影响都不一样;另外,方坯结晶组织的不同状况对方坯质量的影响也不同。
因此,我们要想控制好方 坯的质量,就要真正弄清楚方坯的低倍组织的缺陷特征,进 而搞清楚形成方坯的各种缺陷的真正原因。
本文简单介绍方 坯的低倍组织,并着重阐述了方坯的低倍缺陷类型及特征,并通过各种大量的实验(金相实验与酸蚀低倍实验)和理论 分析,阐明并掌握了方坯的缺陷及其主要类型和宏微观特征,并对其原因作了全面而准确的分析,并根据这些材料提出了控制方坯缺陷的主要措施。
连铸方坯缺陷图谱PDF
�4� 保证结晶器钢水流动合理性 ◆结晶器液面波动±3�±5mm ◆水口对中 ◆合适的水口插 入深度。
�5� �6�
�7�
保证结晶器初始坯壳均匀生长 ◆合适结晶器锥度◆结晶器弱冷◆热顶结晶器。 合适的结晶器振动 ◆合适的负滑脱值 ◆合适的频率和振幅 ◆振动偏差�纵向、横向� 0.2mm�。 良好的连铸机设备状况�保证出结晶器铸坯运行良好 ◆结晶器与零段、二冷区上部对弧要 准 ◆冷却均匀性良好。
锥度不合适��7�结晶器钢液流动 ◆水口不对中�◆水口插入深度不合适。�8�结晶器振动 ◆振痕深�
◆负滑脱时间增大。
裂纹严重时会造成漏钢和钢坯废品。
预防及消除方法
防止纵裂纹产生的根本措施就是使结晶器弯月面区域坯壳厚度均匀生长。
�1� �2� �3�
尽量降低钢中[S]、[P]含量�提高 Mn/S。 合适的拉坯速度。 合适的保护渣 ◆ η·ν=2�4 ◆液渣层厚度 10�15mm ◆高结晶温度的保护渣 ◆均匀 渣膜厚度�150μm/0.3�0.5kg/m2�。
1.表面纵裂纹
连铸方坯缺陷图谱
定义与外观
沿拉坯方向�铸坯表面中心位置附近产生的裂纹�裂纹长 10�1500mm�宽 0.1�3.5mm�深�5mm。 成因及危害
在结晶器弯月面区�钢液面下 170mm�左右�钢液凝固在固相线以下发生δ→γ转变�导致凝固 厚度生产的不均匀性�由于热收缩使坯壳产生应力梯度�在薄弱处产生应力集中�坯壳在表面形成纵向
4
5.星状裂纹
定义与外观 裂纹位于铸坯表面常被 FeO 覆盖�经酸洗后才能被发现�表面之�结晶器弯月面区凝固壳厚度不均匀性是产生表面纵裂纹的根本原因�
在二冷区铸坯裂纹进一步扩展。导致表面纵裂纹指数增加的因素有��1�钢水成分 ◆[S]�0.020%�[P]
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
—
.
g s a d wa e t i a i n e o d a n t r a om z to s c n
能并无 危 害 。但 对 于 大 等级 的疏 松 , 造成 轧 制 过 会
是 决定 疏松形 成 的关键 因素 。中心 疏松是 铸坯 两 面
收 稿 日期 :0 0一O 21 3一O 5
的柱 状 晶 向 中心 生 长 , 到 一 起 造 成 “ 桥 ” 阻 止 碰 搭 , 了桥 上 面的钢 水 向桥 下 面 钢 液凝 固收 缩 的 补充 , 当
心 疏 松 一 般 可 控 制 在 0 5级 以下 ; 用 结 晶 器 电 磁 搅 拌 , 坯 的 中 心疏 松 可 控 制 在 0 5~1 0级 以 下 。 . 采 铸 . .
关 键 词 : 铸 ; 坯 ; 松 ; 陷 ; 析 ; 制 连 方 疏 缺 分 控
中 图 分 类 号 : F0 T 73 文献 标 识 码 : B 文 章 编 号 :0 6— 0 8 2 1 ) 3— 0 3— 4 10 5 0 l0 0 0 0 5 0
作者简介 : 志广(950 安 1 6 . 1一) 男 , 9 1年 毕 业 于 唐 山职 工 大 学 j , 19 :
摘 要 : 绍 了 连 铸 方 坯 疏 松 缺 陷 形 成 的 机 理 , 不 同 钢 种 采 取 拉 速 限 制 措 施 、 化 配 水 制 度 、 理 控 制 介 对 优 合 H 8终 点 氧 位 、 注 过 程 中 中 间包 钢 水过 热 度 限制 在 2 3 0 浇 0~ 0℃ 之 间 、 水 雾 化 二 次 冷 却 等 措 施 , 坯 中 气 铸
总 第 1 7期 7 2l 0 O年 第 3期
河 北 冶金
H EBEI M ET ALLU R GY
T ot l 77 a 1
2 O. 方 坯 疏 松 缺 陷 的分 析 与 控 制
安志广, 学民, 李 王子 然
( 北钢铁集 团 唐山钢铁公司 第二钢轧 厂 , 北 唐山 040 ) 河 河 6 00
b i 6 01 e,0 3 6)
Absr c The me ha im ff r i g ofpo o iy d f c n c tn us— c sig s ua ebilti nto c d.For ta t: c ns o o m n r st e e ti oni uo a tn q r le si r du e v rou a e fse lt e t rp r iy i le a onr l d u de 5 c a s wih m e s r s s c s: a i sgr d s o t e he c n e o ost n biltc n bec tole n r0. l s t aue u h a l ii g r wi p e i tn d a ng s e d,o i zng w ae m ptmi i t r— f e ng y tm , r a o bl o to e di s se e s na e c n r lH08 n xy e e d o g n,c tolig onr ln
ANALYS S AN『 C0NTR0L 0R0S TY I D 0F P I
DE E T Ⅱ ONT UOUS—C T QUAR Ⅱ E FC C D AS 玎 G S EB L T
An Zh g a i u ng,LiX u m i e n,W a g Zhia n rn
( . te Rol g M i ,Ta g h n Io n te mp n ,He e on a d Se l o p,T n sa No 2 Se l ln l i l n sa r n a dSe lCo a y b iIr n te Gru a g h n,He —
c ln ooi g.oru e 5 ~1. l s t ol lcrc — m a e i tri nd r0. 0 c a s wih m d ee ti gn tc sirng.
Ke o ds: o i u s c si g;s a e bi e ; p os t yW r c ntn ou a tn qu r l t or iy;de e t n l s s;c nto l f c ;a a y i o rl
除 了极 少数 金 属 以外 , 收缩 是 凝 固过 程 伴 随 的 必 然现 象 。凝 固收缩 是否 会导 致疏 松 的形 成 与凝 固 条 件有关 。凝 固收缩若 能 得到 液相 的及 时补 充则 可 防止疏 松 的形 成 , 固过 程 中 的补 缩 通 道是 否 畅 通 凝
比为 3~5时 , 等 级 中心疏 松 可 以焊合 , 低 对成 品性
l
前 言
程 中对 产 品产 生 裂纹 或 者 是 轧 制 断裂 , 轧钢 工 序 对
危 害甚 大 。 2 铸 坯 疏 松 形 成 机 理
2 1 中 心 疏 松 形 成 过 程 .
疏 松是 连铸 方坯 凝 固组织 中一 种常见 的 内部 缺 陷, 多发 生在 连铸 坯 中心 , 如果将 连铸 坯沿 中心线 剖 开, 就会 发现 其 中心 附近有 许 多细小 的空 隙 , 这些 小 孔 隙 即为 中心疏松 。还 有些 疏松 在 连铸坯 断 面呈 现 出不规 则分 布 的 点 , 称 为锈 斑 。在铸 坯 轧制 压 缩 俗