模具研配液压机电气控制系统概述通用范本
液压机的PLC控制—应用于模具成型

1.2
在制品成型生产中液压机成为应用最广的一种设备。问世以来发展很快,目前已成为工业生产中必不可少的设备之一。基于液压机在生产工作中的广泛使用,液压机本身在各个工业生产部门中得到广泛应用。例如管、线、型材挤压;板材成型;胶合板压制、打包;粉末冶金、塑料及橡胶制品成型;轮轴压装、校直;人造金刚石、耐火砖压制等。各品种液压机的不断更新产品,促进了国内外各工业的迅速崛起。随着液压技术以及微型电子技术的发展和普及应用,液压机的应用进一步的发展。
YB32—200液压机结构紧凑,动作灵敏可靠,速度快,能耗小,噪音低,压力和行程可在规定的范围内任意调节,操作简单。在本设计中,通过查阅大量文献资料,介绍了液压缸的原理,拟订了液压原理图。介绍了液压泵,电动机,控制阀,过滤器等液压元件和辅助元件。主缸的速度换接与安全行程限制通过行程开关来控制;为了保证零件的成型质量,液压系统中设置保压回路,通过保压使工件稳定成型;为了防止产生液压冲击,系统中设有泄压回路,确保设备安全稳定的工作。本设计对液压机进行了PLC改造,以对液压机进行醒PLC控制,进一步实现对液压机半自动控制。
河北联合大学轻工学院
QINGGONG COLLEGE,HEBEIUNITEDUNIVERSITY
毕业设计说明书
设计(论文)题目:液压机的PLC控制—应用于模具成型
学生姓名:
学号:2
液压系统使用说明书
液压系统使用说明书一:产品性能特点本液压系统是专用的液压设备,是根据厂家的技术要求来定制设计,为满足专业厂家在新技术改造中应用新生技术,减少劳动强度,提高效率,确保安全生产。
希望用户在安装调试,使用过程中要高度重视,认真对待,派懂电,懂液压的相关人员负责。
二:技术参数1:系统额定压力3Mpa2:油箱容积330升3:电机功率4KW4:电机电压和频率AC 380V 50Hz5:电磁阀控制电压DC 24V6:压力开关电源电压DC 24V7:风机电压和频率AC 220V 50Hz8:系统额定流量59L/min9:冷却水流量3m3/h10:冷却器进水温度≤20℃11:系统工作介质46#抗磨液压油12:工作介质清洁度NAS913:蓄能器容量 6.3L14:蓄能器充气压力 1.8MPa三:使用说明1:注油利用滤油车或漏斗等加油工具通过空气滤清器网邮箱注油至液位计上限。
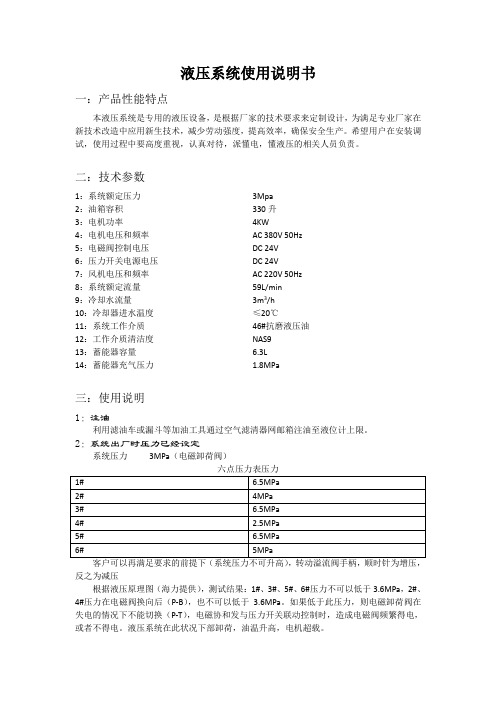
2:系统出厂时压力已经设定系统压力3MPa(电磁卸荷阀)客户可以再满足要求的前提下(系统压力不可升高),转动溢流阀手柄,顺时针为增压,反之为减压根据液压原理图(海力提供),测试结果:1#、3#、5#、6#压力不可以低于3.6MPa,2#、4#压力在电磁阀换向后(P-B),也不可以低于3.6MPa。
如果低于此压力,则电磁卸荷阀在失电的情况下不能切换(P-T),电磁协和发与压力开关联动控制时,造成电磁阀频繁得电,或者不得电。
液压系统在此状况下部卸荷,油温升高,电机超载。
3:最适宜的油温为30-60度,由于本系统的特殊性,要求液压站工作时,需要通过循环冷却水进行热交换,水冷却器下口为进水口,上口为回水口。
4:液压油一般为8-10月更换一次,并清洗油箱,去除污垢尘埃。
5:外接电源电压必须使控制电压与电磁铁标牌一致。
6:液压站第一次启动时,首先确认电机转向是否与所贴箭头一致。
确认无误后,放可开机。
一般情况下,电机禁止频繁启、闭。
7:系统开机后,应检查各部工作压力是否在工作范围内。
液压启闭机电气控制说明书

液压启闭机电控系统使用手册江苏朝阳液压机械集团有限公司2015年4月目录一、安装操作规程及安全注意事项1、总则2、控制柜的现场安装3、控制柜的运行4、维护与检修二、调试、操作说明1、调试2、触摸屏画面介绍3、控制柜屏面元件名词解释4、操作说明三、质量手册1、PLC,AI模块、触摸屏联机验证2、电控系统出厂检验报告3、电气图控制柜安装操作规程及注意事项警告请注意遵守本说明书和安全操作规程在本装置带电区内进行任何工作前必须切断电源●本控制柜的安装、运行和维护必须由专业电气工程技术人员来进行。
●请遵守有关标准和当地电力部门的作业规范和相应的安全操作规程。
●本产品为户内型配电装置,必须安装在适用电气设备运行的建筑物内。
●请不要在超过本控制柜所规定的额定技术参数条件下运行。
●操作人员应负责对各种影响控制柜安全运行的操作及时作出正确的处理1、总则1.1 引用的标准所有设备符合下列标准:GB7251-2005低压成套开关设备IEC439低压开关设备和控制设备成套装置IEC947低压开关设备和控制设备1.2 使用条件正常使用条件电源:AC380V+N/50HZ ±5%最高环境温度:+40℃最低环境温度:-5℃日平均相对湿度:90%以下月平均相对湿度:90%以下控制柜安装场所的最高海拔高度:2000m地震烈度:不超过8度。
周围空气无腐蚀性或可燃性气体等明显污染。
特殊使用条件凡超过正常运行条件时由用户与制造厂进行协商来解决。
2、控制柜的现场安装为了保证安装质量,控制柜的现场安装应在专职技术人员指导和监督下进行。
.2.1安装现场的一般要求控制柜的现场安装应在配电室的土建工程彻底完工,且具备照明及现场安装用电源之后。
配电室应干燥、能上锁,且配备有通风装置。
穿墙孔和电力电缆、控制电缆的电缆沟槽等的准备工作必须做好。
配电室天花板的高度应不低于4000mm。
除了具有书面认可的特殊运行条件,配电室应满足有关标准及本使用说明书规定的户内开关运行条件。
液压系统及电气控制电路的工作原理

液压系统及电气控制电路的工作原理液压系统和电气控制电路是现代工业中常见的两种控制方式,它们分别基于液压和电气的工作原理。
液压系统利用液体在封闭的管路中传递力和能量,实现机械运动的控制;而电气控制电路则通过电流和电压的变化来控制电气设备的运行。
本文将详细介绍液压系统和电气控制电路的工作原理。
液压系统是一种利用液体传递力和能量的控制系统,它由液压元件、液压传动介质和液压控制元件组成。
液压系统的工作原理是基于帕斯卡定律,即在封闭的液体中,施加在液体上的压力会均匀传递到液体中的每一个点。
液压系统通过压力油源产生一定的压力,将液压油送入液压元件中,如液压缸或液压马达。
当液压油的压力作用在液压元件上时,液压元件会产生相应的力或运动。
通过控制液压系统中的阀门,可以调节液压油的流量和压力,从而控制液压元件的运动。
液压系统的优点是传动力矩大、工作平稳、精度高、可靠性强。
它广泛应用于各种机械设备中,如起重机、挖掘机、冲压机等。
液压系统的缺点是需要专门的液压设备和管路,维护和管理成本较高。
电气控制电路是通过电流和电压的变化来控制电气设备的运行。
电气控制电路由电源、电气元件和控制装置组成。
电气控制电路的工作原理是基于电流和电压的变化,通过控制电气元件的通断和电压的变化来实现对电气设备的控制。
例如,通过控制继电器的通断来控制电机的启停,通过调节电阻或变压器来调节电路的电压和电流。
电气控制电路的优点是控制灵活、速度快、可靠性高。
它广泛应用于各种电气设备中,如电机、照明设备、电热设备等。
电气控制电路的缺点是受限于电流和电压的特性,无法传递大的力和能量,适用于小功率的控制。
液压系统和电气控制电路在工业中常常同时应用,它们可以相互补充,实现更复杂的控制功能。
例如,液压系统可以通过电气控制电路来控制液压元件的启停和运动方向;电气控制电路可以通过液压系统来实现对液压元件的控制力和速度的调节。
液压系统和电气控制电路是现代工业中常见的控制方式,它们分别基于液压和电气的工作原理。
剪切机液压系统及电气控制安全要求范文

剪切机液压系统及电气控制安全要求范文,____字第一章绪论1.1 研究背景和意义剪切机是一种常见且重要的工业设备,广泛应用于金属加工、造船、汽车制造等行业。
剪切机的液压系统和电气控制是其关键部分,对设备的安全性能和工作效率具有重要影响。
因此,研究剪切机液压系统和电气控制的安全要求,对提高设备的可靠性和安全性具有重要意义。
1.2 研究内容和目标本文旨在研究剪切机液压系统和电气控制的安全要求,为剪切机的设计、生产和使用提供参考。
具体研究内容包括剪切机液压系统的安全性能要求、电气控制系统的安全性能要求、液压系统和电气控制系统的协调要求等。
第二章剪切机液压系统的安全性能要求2.1 液压系统的工作压力剪切机液压系统的工作压力应符合国家相关标准的要求,确保系统在工作状态下的安全和稳定。
2.2 液压系统的稳定性剪切机液压系统的稳定性是其安全性能的基础,系统应具有稳定的工作性能和压力保持能力,确保设备在工作过程中不发生超过设计要求的工作压力波动和传动系统的不稳定现象。
2.3 液压系统的保护装置剪切机液压系统应配备相应的保护装置,包括过压保护装置、过流保护装置和温度保护装置等,以防止系统因超压、过流或过热等异常情况而引发事故。
2.4 液压系统的泄漏检测剪切机液压系统应具备泄漏检测功能,及时发现和修复液压系统的泄漏问题,防止泄漏导致的设备故障和事故发生。
第三章剪切机电气控制的安全性能要求3.1 电气控制系统的稳定性剪切机电气控制系统应具有稳定的工作性能,确保设备在工作过程中的电气控制稳定可靠,不发生误动和误报等问题。
3.2 电气控制系统的安全性保护剪切机电气控制系统应配备相应的安全保护装置,包括急停装置、断电保护装置和过载保护装置等,以防止设备在工作过程中发生安全事故。
3.3 电气控制系统的故障诊断与排除剪切机电气控制系统应具备故障自动诊断和远程排除功能,及时发现和修复电气控制系统的故障问题,以提高设备的可靠性和安全性。
剪切机液压系统及电气控制安全要求范本(2篇)

剪切机液压系统及电气控制安全要求范本一、引言剪切机液压系统和电气控制是剪切机正常运行的重要组成部分,为了保护操作人员的安全和设备的稳定运行,必须要有一套严格的安全要求。
本文将从液压系统和电气控制两个方面来介绍相关安全要求。
二、液压系统安全要求1. 设备设计和制造部分(1)液压元件的选用应符合国家标准,并具备一定的安全和质量保证。
(2)液压系统的安全阀设置压力值应符合设备设计和使用要求,以防止系统压力超过正常限制。
(3)液压系统的管路和管件应符合相关标准,并采用合适的连接方式,以保证系统的稳定性和密封性。
(4)液压系统的若干关键部位应设置压力表和温度表等监测设备,及时监测系统运行情况,以便及时发现问题。
2. 液压系统的操作和维护部分(1)操作人员应接受专业培训,熟悉液压系统的结构和运行原理,掌握正常操作流程和安全注意事项。
(2)在操作液压系统前,应仔细检查液压系统的管路、阀门、压力表等部件,确保其完好无损。
(3)液压系统运行过程中,操作人员应随时观察液压系统压力和温度的变化,若有异常情况应立即停机检修。
(4)定期对液压系统进行维护保养,清洁系统内部和外部的污垢,更换液压油和滤芯等,保证系统的正常运行。
三、电气控制安全要求1. 电气设备的选用部分(1)电气设备应符合国家标准,并具备相应的安全认证。
(2)电气设备的额定电压和额定电流应符合工作环境和设备要求。
(3)电气设备的绝缘阻抗应符合国家标准,并经过必要的绝缘检测以确保其安全性能。
2. 电气控制系统的设计和制造部分(1)电气控制系统的设计应满足设备运行所需的逻辑控制和保护要求。
(2)电气控制系统的布线应符合电气安全标准,避免因电气线路故障引发事故。
(3)电气控制系统的控制元件和继电器等应具备一定的负载能力和抗干扰性能,以保证其可靠性和稳定性。
3. 电气控制系统的操作和维护部分(1)操作人员应接受电气设备和控制系统的专业培训,熟悉设备的正常操作流程和安全注意事项。
压力机液压系统的电气控制设计(DOC)

机电控制技术课程设计资料袋机械工程学院学院(系、部)2012 ~ 20 13 学年第 2 学期课程名称机电控制技术课程设计指导教师职称教授学生姓名专业班级学号题目压力机液压系统的电气控制成绩起止日期2013 年 6 月14 日~2013 年6 月23 日材料目录机电控制技术课程设计设计说明书压力机液压系统的电气控制设计起止日期:2013 年6 月14 日至2013 年6月23 日学生姓名班级学号成绩湖南工业大学课程设计任务书2012—2013学年第二学期机械工程学院(系、部)机械设计制造及其自动化专业课程名称:机电控制技术设计题目:压力机液压系统的电气控制完成期限:自2013 年 6 月14 日至2013 年 6 月23 日共1 周指导教师(签字):2013年6月23 日系(教研室)主任(签字):2013年6月23 日目录一、课程设计的内容与要求 (1)1.1课程设计对象简介 (1)1.2压力机结构及工作要求 (1)1.3液压系统工作原理及控制要求 (2)二、电气控制线路的设计…………………………………….4.2.1继电器-接触器电气控制电路的设计 (4)2.2继电器-接触器电气控制电路图分析及介绍 (5)2.3选择电气元件 (10)三、压力机的可编程控制器系统的设计 (11)3.1可编程控制器控制系统设计的基本原则 (11)3.2可编程控制器系统的设计 (11)1)可编程控制器硬件接线图 (13)2)控制梯形图 (14)3)压力机的状态转移图和步进梯形图 (16)四、设计心得体会 (18)五、参考资料 (18)一、课程设计的内容与要求1.1 课程设计对象简介压力机是锻压、冲压、冷挤、校直、弯曲、粉末冶金、成形、打包等加工工艺中广泛应用的压力加工机械设备。
液压压力机(简称液压机)是压力机的一种类型,它通过液压系统产生很大的静压力实现对工件进行挤压、校直、冷弯等加工。
液压机的结构类型有单柱式、三柱式、四柱式等形式,其中以四柱式液压机最为典型,它主要由横梁、导柱、工作台、上滑块和下滑块顶出机构等部件组成,。
(完整word版)千斤顶液压缸加工机床电气控制系统设计

(完整word版)千斤顶液压缸加工机床电气控制系统设计XXXXX学院课程设计说明书设计题目:千斤顶液压缸加工机床电气控制系统设计学生姓名:XXXXX学号:XXXXX专业班级:XXXXX指导教师:XXXXX2012年12月13日内容摘要在本设计中采用装在动力滑台上左,右两个动力头同时进行切削。
动力头的快进、工进及快退由液压缸驱动。
液压系统采用两位四通电磁阀控制,并用调整死挡铁的方法实现位置控制。
主要介绍了通过PLC控制系统,设计了千斤顶液压缸加工机床电气控制,并设计了千斤顶液压缸加工机床电气控制梯形图,千斤顶液压缸加工机床控制硬件配置连线图,基于PLC的机床电气控制系统的控制电路图。
关键字:液压缸;PLC控制系统;梯形图;主电路目录第1章引言 (1)1.1设计内容 (1)1.2控制要求 (1)第2章系统总体方案设计 (3)2.1设计思路 (3)2.2 系统硬件配置 (3)第3章PLC控制系统设计 (4)3.1 主电路图的设计 (4)3.2 确定I/O数量,选择PLC类型 (5)3.3 I/O地址的分配 (5)3.4 元器件明细表 (7)3.5 硬件配置接线图 (7)3.6控制程序梯形图与语句表 (9)3.6.1梯形图 (9)3.6.2指令表 (10)3.6.3程序调试 (10)结论 (11)设计总结 (12)谢辞 (13)附录1 (14)附录2 (22)附录3 (22)参考文献 (32)第1章引言1.1设计内容千斤顶液压缸加工机床电气控制系统的设计。
1.2控制要求本机床用于千斤顶液压缸两个端面的加工,采用装在动力滑台上的左、右两个动力头同时进行切削。
动力头的快进、工进及快退由液压缸驱动。
液压系统采用两位四通电磁阀控制,并用调整死挡铁的方法实现位置控制。
机床的工作程序是:(1)工件定位人工将零件装入夹具后,定位液压缸动作,工件定位。
(2)工件夹紧零件定位后,延时15s,夹紧液压缸动作使零件固定在夹具内,同时定位液压缸退出以保证滑台入位。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内部编号:AN-QP-HT593
版本 / 修改状态:01 / 00
When Carrying Out Various Production Tasks, We Should Constantly Improve Product Quality, Ensure Safe
Production, Conduct Economic Accounting At The Same Time, And Win More Business Opportunities By
Reducing Product Cost, So As To Realize The Overall Management Of Safe Production.
编辑:__________________
审核:__________________
单位:__________________
模具研配液压机电气控制系统概述通
用范本
精制生产管理 编号:AN-QP-HT593
第2页 / 共8页
模具研配液压机电气控制系统概述通用
范本
使用指引:本安全管理文件可用于贯彻执行各项生产任务时,不断提高产品质量,保证安全生产,
同时进行经济核算,通过降低产品成本来赢得更多商业机会,最终实现对安全生产工作全面管理。
资料下载后可以进行自定义修改,可按照所需进行删减和使用。
本文介绍模具研配液压机电气控制系统,
详细介绍了PLC、触摸屏、绝对值位移传感
器、旋转编码器及变频电机在研配液压机中的
应用,使研配液压机达到理想的控制精度和研
配质量。
模具研配液压机电气控制系统是根据众多
模具行业产品要求设计的控制系统,主要用于
各类冲压模具的修配、研合、试压和精调等。
本控制系统主要包括五个部分:主油缸控制、
微调装置控制、翻转装置控制、安全装置控
制、移动工作台移入移出控制等。研配液压机
精制生产管理 编号:AN-QP-HT593
第3页 / 共8页
的特点是控制精度高,液压机行程的检测与控
制就成为液压机控制的关键。本系统使用直线
位移传感器精度可达0.01mm,在任意位置发
生变化或有下溜现象发生时,都会及时发现。
微调机构定位采用增量型旋转编码器配合变频
电机形式。本系统功能更加完善,可靠性更
高,并向着智能化方向发展。
模具研配液压机的设计结构和工作原理简
介
本系统机身采用拉杆预紧组合框架式机身
结构,滑块采用可拆卸斜楔式四角八面导轨导
向,导向精度好、抗偏载能力强。为控制合模
时上下模具的平行度,滑块上左右各设置一套
微调步进装置,微调机构传动方式为机械式丝
杠传动,一次步进量为0.05mm。通过变频电
精制生产管理 编号:AN-QP-HT593
第4页 / 共8页
机驱动调整合模高度。滑块的上模板设有具翻
转板,翻转角度为180度,便于修整模具。移
动工作台采用变频器带动电机加减速机传动,
并使用可靠的定位装置定位,以使其复位精度
达到±0.05mm。微调和工作台等为小功率电
机,采用变频器直接启动方式,由空气断路
器、热继电器进行保护,由接触器控制其主电
路的通断。
本系统的电气控制采用触摸屏人作为数显
数控终端,帮助操作者了解生产线的工作状
态。PLC与触摸屏之间通过以太网通讯,滑块
位置是位移传感器与PLC之间通过Device-
Net总线传递信号的方式来采集,左右微调机
构位置是PLC通过高速计数模块采集编码器信
号得到,管路油压是PLC通过模拟量输入模块
精制生产管理 编号:AN-QP-HT593
第5页 / 共8页
采集压力传感器信号得到,PLC通过模拟量输
出模块控制比例溢流阀,PLC通过数字量输出
模块控制变频器,在压机各信号正常,工艺条
件条件满足的情况下PLC通过操纵面板上的按
钮实现压机各个工艺动作。
主油缸控制系统
滑块的压力控制采用比例压力控制系统,
比例控制的核心是比例阀,它可以根据输入信
号(通常是±10V电压)调节压力P和流量
Q。对于先导结构的比例阀,先导阀调整作用
在主阀上的压力和流量。当电路失效时,复位
弹簧根据阀的结构将阀芯保持在中位以确保断
电保护功能。也就是说,在没有输入信号或整
个供电系统失效时,确保系统不造成损害。断
电保护可以直接通过比例阀实现(阀技能中的
精制生产管理 编号:AN-QP-HT593
第6页 / 共8页
断电保护位)或通过一组阀的一系列动作实
现。这套比例压力控制系统可以使滑块压力在
公称力的15%~100%内无级调节,显示精度
达到0.1Mpa。
滑块的行程位移采用数字显示、数字控
制;位移传感器采用绝对值式直线位移传感
器,位置的显示和调整通过触摸屏实现,显示
精度达到0.01mm。直线位移传感器与PLC之
间通过Device-Net工业现场总线传递信号,
首先设定Device-Net主站单元号,然后将主
站与从站的波特率设为一样,在网络配置中将
位移传感器上载,网络正常通讯后,在线可以
更改MTS直线位移传感器的节点号。这样正常
工作时PLC就可以读取出滑块的实际位置。
微调机构控制系统
精制生产管理 编号:AN-QP-HT593
第7页 / 共8页
微调机构动作时微调位置是由旋转编码器
配合减速箱来检测,丝杠旋转编码器是一种能
够将圆周旋转距离改变为脉冲信号,加以输出
的检测装置,分为单路输出和双路输出两种。
在这里,我们通过旋转减速箱,将脉冲信
号置换为直线距离信号。旋转编码器与PLC的
高速计数器模块连接。高速计数器可以计算一
定频率内(由模块参数决定)的脉冲数,这样
就可以精确的显示微调的位置,并且可以设置
在任意位置(在微调行程范围之间)停止或运
转。
翻转装置控制系统
模具翻转板翻转机构:由翻转缸、翻转板、
翻转轴、翻转板锁紧机构等组成。在使用中可
以根据实际需要在触摸屏中设置好翻转板停止
精制生产管理 编号:AN-QP-HT593
第8页 / 共8页
位置,这样翻转板就停止在一定的角度便于修
整模具。 翻转板复位精度±0.05mm。
该控制方式应用在模具研配液压机上,电
气控制系统具有快速反应、快速执行、
高精度、高自动化、安全稳定的特点,为
液压机在模具研配行业的市场开展奠定了坚实
基础。
可在此位置输入公司或组织名字
You Can Enter The Name Of The Organization Here