液压机技术规格书
液压机技术参数
液压机技术参数
液压机技术参数:
1、最大推力/力矩:液压机的力矩由马达的出力驱动,不同的液压机配备不同的马达,因此其最大推力和力矩将不同,通常而言技术参数中会标明马达的型号以便用户进行参考。
2、最大行程:液压机的作动片必须遵循其特定的行程,即其最大有效行程就是液压机的行程范围,一般以毫米为单位,且最大行程会影响到液压机的工作表现。
3、最大压力:液压机需要工作压力来达成其作动任务,最大压力决定了机器在一定时间下作动片所能达到的最大推力和力矩,一般而言压力可以达到峰值100MPa,也可以达到峰值250MPa。
4、工作流量:工作流量主要描述液压机进行作动片的运动时,其所必需的液压油的流量,通常而言,液压机的最大流量一般以立方毫米/秒为单位显示。
5、作动速度:液压机的作动速度一般以毫米/秒的方式表现,其取决于马达的速度和液压油的速度,作动速度影响了液压机在一定时间内作动片所能达到的最大推力和力矩。
6、重量:重量影响到液压机是否能够运输或安装,一般而言轻重量是技术参数里必备的一项,其重量一般以千克为单位进行表示。
7、控制方式:液压机的控制方式可以有不同的变形,一般而言,液压机的控制方式有手动控制、电控制和液控制等多种变形,具体的控制方式要根据液压机的使用情况而定。
8、配件:液压机的配件一般包括液压油箱、液压泵、液压控制器等,这些配件都是液压机运行的关键部件,因此,技术参数里也会逐一列出液压机所使用的配件,以便用户选择更合适的配件。
技术说明:YQ32-200T四柱液压机1111

YQ32-200四柱液压机技术说明一、液压机的用途和特点本机器适用于各种可塑性材料的压制工艺。
本机器具有独立的动力机构及电气系统,并采用按钮集中控制,工艺动作采用PLC(搭配触摸屏)可编程控制器控制,可实现调整、半自动两种操作方式。
本机器的工作压力、行程范围均可根据工艺需要进行调整。
二、液压机的用途和特点机器设备机身采用三梁四柱式结构,主要构件要求为钢板焊接结构,需经过高温退火消除内应力。
三、主要技术参数1、参数部分2在主机的结构设计上充分吸收了国内外各主要厂家的产品优点和引进技术产品的精华,整机经过有限元优化设计和工业设计,形成了注重压机的整体性能与实用、耐用、高刚度和高可靠性,同时,又注重整机造型与色彩的宜人化设计风格。
2.1、机身:机身由上横梁、滑块、工作台、立柱等组成,上横梁、工作台、立柱通过锁紧螺母和调节螺母构成封闭框架,机身刚性和精度保持性好。
滑块沿立柱做上下运动,立柱导套材料采用复合材料,以提高许用面压力,减小摩擦力。
立柱表面经淬火处理,以提高耐磨性,确保立柱不会出现拉伤现象。
上横梁:采用钢板焊接式结构,采用高温退火处理消除焊接应力。
上横梁其中安装主缸。
滑块:置于机身中间,为钢板焊接件,采用高温退火处理消除焊接应力。
下面留有T型槽。
滑块的行程由接近开关控制。
在行程的预先设定任意位置,滑块在变速点的变换平稳过渡,无冲击现象产生。
工作台:采用钢板焊接件,采用高温退火处理消除焊接应力。
2.2、油缸:主油缸一个,布置在上横梁内,缸体通过法兰与工作台固定在一起,活塞杆通过连接法兰与活动横梁相连接。
缸体材料为优质45#锻钢,保证材质均匀;所有活塞杆表面均进行淬火处理,油缸进行耐压试验。
油缸采用进口材料密封元件,确保密封性能可靠, 无泄漏,维修方便。
顶缸与主缸结构类似。
安装在工作台内。
2.3、液压机配置上下模温控仪,热电偶各一套,温控范围:0~300,精度:≤±2℃。
2.4、加温系统电压220V,电加热功率20kW,上下、前后各预留10点单个功率为1kW加热线便捷接线排;2.5、液压机具有排气功能,排气次数可调,排气时动作要快,排气距离可以调节。
双柱、四柱万能液压机技术参数
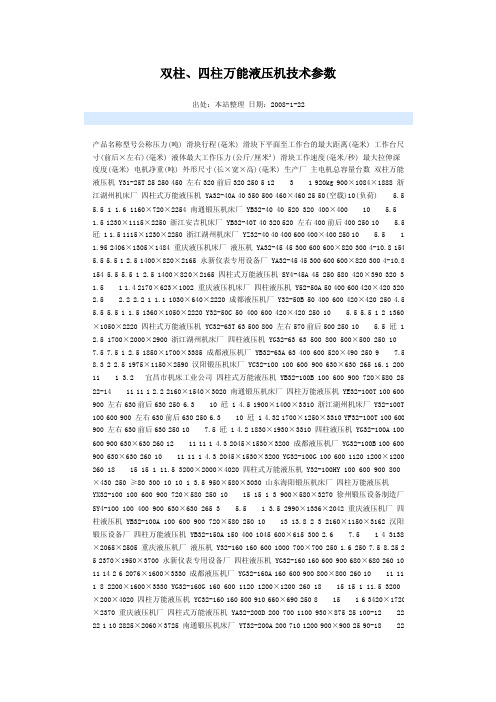
双柱、四柱万能液压机技术参数出处:本站整理日期:2008-1-22产品名称型号公称压力(吨) 滑块行程(毫米) 滑块下平面至工作台的最大距离(毫米) 工作台尺寸(前后×左右)(毫米) 液体最大工作压力(公斤/厘米²) 滑块工作速度(毫米/秒) 最大拉伸深度度(毫米) 电机净重(吨) 外形尺寸(长×宽×高)(毫米) 生产厂主电机总容量台数双柱万能液压机 Y31-25T 25 250 450 左右320前后320 250 5 12 3 1 920kg 900×1084×1888 浙江湖州机床厂四柱式万能液压机 YA32-40A 40 350 500 460×460 25 50(空载)10(负荷) 5.5 5.5 1 1.6 1160×720×2254 南通锻压机床厂 YB32-40 40 520 320 400×400 10 5.5 1.5 1230×1115×2250 浙江安吉机床厂 YB32-40T 40 320 520 左右400前后400 250 10 5.5 瓩 1 1.5 1115×1230×2250 浙江湖州机床厂 YZ32-40 40 400 600 400×400 250 10 5.5 1 1.95 2406×1305×1484 重庆液压机床厂液压机 YA32-45 45 300 600 600×820 300 4-10.8 154 5.5 5.5 1 2.5 1400×820×2165 永新仪表专用设备厂 YA32-45 45 300 600 600×820 300 4-10.8 154 5.5 5.5 1 2.5 1400×820×2165 四柱式万能液压机 SY4-45A 45 250 580 420×390 320 31.5 1 1.4 2170×623×1002 重庆液压机床厂四柱液压机 Y52-50A 50 400 600 420×420 3202.5 2.2 2.2 1 1.1 1030×640×2220 成都液压机厂 Y32-50B 50 400 600 420×420 250 4.5 5.5 5.5 1 1.5 1360×1050×2220 Y32-50C 50 400 600 420×420 250 10 5.5 5.5 1 2 1360×1050×2220 四柱式万能液压机 YC32-63T 63 500 800 左右570前后500 250 10 5.5 瓩 1 2.5 1700×2000×2900 浙江湖州机床厂四柱液压机 YG32-63 63 500 800 500×500 250 107.5 7.5 1 2.5 1850×1700×3385 成都液压机厂 YB32-63A 63 400 600 520×490 250 9 7.58.3 2 2.5 1975×1150×2590 汉阳锻压机床厂 YC32-100 100 600 900 630×630 265 16.1 200 11 1 3.2 宜昌市机床工业公司四柱式万能液压机 YB32-100B 100 600 900 720×580 25 22-14 11 11 1 2.2 2160×1540×3020 南通锻压机床厂四柱万能液压机 YE32-100T 100 600 900 左右630前后630 250 6.3 10 瓩 1 4.5 1900×1400×3310 浙江湖州机床厂 Y32-100T 100 600 900 左右630前后630 250 6.3 10 瓩 1 4.32 1700×1250×3310 YF32-100T 100 600 900 左右630前后630 250 10 7.5 瓩 1 4.2 1830×1930×3310 四柱液压机 YG32-100A 100 600 900 630×630 260 12 11 11 1 4.3 2045×1530×3200 成都液压机厂 YG32-100B 100 600 900 630×630 260 10 11 11 1 4.3 2045×1530×3200 YG32-100G 100 600 1120 1200×1200 260 18 15 15 1 11.5 3200×2000×4020 四柱式万能液压机 Y32-100HY 100 600 900 800×430 250 ≥80 300 10 10 1 3.5 950×580×3030 山东海阳锻压机床厂四柱万能液压机YX32-100 100 600 900 720×580 250 10 15 15 1 3 900×580×3270 徐州锻压设备制造厂SY4-100 100 400 900 630×630 265 3 5.5 1 3.5 2990×1336×2042 重庆液压机厂四柱液压机 YB32-100A 100 600 900 720×580 250 10 13 13.8 2 3 2160×1150×3162 汉阳锻压设备厂四柱万能液压机 YB32-150A 150 400 1045 600×615 300 2.6 7.5 1 4 3138×2065×2505 重庆液压机厂液压机 Y32-160 160 600 1000 700×700 250 1.6 250 7.5 8.25 2 5 2370×1950×3700 永新仪表专用设备厂四柱液压机 YG32-160 160 600 900 680×680 260 10 11 14 2 6 2076×1600×3330 成都液压机厂 YG32-160A 160 600 900 800×800 260 10 11 11 1 8 2200×1600×3330 YG32-160G 160 600 1120 1200×1200 260 18 15 15 1 11.5 3200×200×4020 四柱万能液压机 YC32-160 160 500 910 660×690 250 8 15 1 6 3420×1720×2370 重庆液压机厂四柱式万能液压机 YA32-200D 200 700 1100 930×875 25 100-12 22 22 1 10 2825×2060×3725 南通锻压机床厂 YT32-200A 200 710 1200 900×900 25 90-18 2222 1 10 2410×1600×3791 四柱万能液压机 YB32-200T 200 710 1120 左右900前后900 250 10 15.55 瓩 1 10 2865×2100×3541 浙江湖州机床厂 YX32-200 200 710 1120 1000×940 250 8 22 22 1 13 2780×2120×3950 徐州锻压设备制造厂四柱液压机 YG32-200A 200 710 1120 900×900 250 18 250 22 22 1 11 2860×1860×4280 成都液压机厂 YH32-200 200 710 1120 900×900 100 5 11 3000×910×3875 合肥锻压机床厂四柱万能液压机 YB32-300 300 800 1240 1210×1140 200 6.8 400 22 1 16 5660×2000×3400 重庆锻压机床厂四柱式万能液压机 YA32-315 315 800 1240 1400×900 210 ≥80 400 15 15 1 15.6 1600×1500×5000 山东海阳锻压机床厂 Y32-315 315 800 1240 1400×900 210 ≥80 15 15 1 15.5 1600×1500×5000 YA32-315D 315 800 1250 1260×1120 25 100-8 22 22 1 15 3235×2060×4295 南通锻压机床厂 YT32-315A 315 800 1250 1120×1120 25 100-12 22 22 1 17 2760×2525×4223 四柱万能液压机 YA32-315F 315 800 1250 左右1260前后1160 250 8 22.6 瓩 1 14 1660×1160×4900 浙江湖州机床厂四柱液压机 YB32-315 315 800 1120×1120 1222 15 3235×2060×4295 山东淄博锻压机床厂 YB32-315YG32-315 315 800 1250 1120×1120 280 12 300 22 22 1 13.5 3200×1860×4920 成都液压机厂 YG32-315A 315 800 1250 1400×1400 280 12 300 22 22 1 30 4060×1860×4920 YH32-315A 315 800 1250 1220×1220 >100 22 16 3400×1200×4850 合肥锻压机床厂四柱万能液压机 YX32-315 315 800 1250 1260×1160 250 10 22 22 1 15 3100×2120×4295 徐州锻压设备制造厂四柱液压机 YD32-315 315 800 1250 1120×1120 255 12 300 22 1 14.5 宜昌市机床工业公司 YJ-011 315 800 1250 1600×1200 255 12 22 22 1 18 YD32-315 315 800 1250 1260×1160 250 10 22 22 1 15 2745×2160×4295 汉阳锻压设备厂 YS32G-315B 315 800 1250 1400×1250 250 10 22 1 29 3100×1800×4455 四柱式双动薄板拉伸液压机Y28-250/315 315 900 1100 900×920 320 ≥80 450 22 24.2 2 29 3170×2150×4350 山东海阳锻压机床厂四柱式万能液压机 YA32-500 500 900 1300 2000×1500 200 ≥80 450 22 44 2 23 2500×2000×6000 四柱液压机 YB32-500 500 900 1400×1400 10 44 34 3400×3600×5220 山东淄博锻压机床厂 YB32-500 四柱万能液压机YC32-500 500 900 1500 1200×1238 280 5.8 30 1 21.5 5111×2450×3400 重庆锻压机床厂四柱液压机 YG32-500 500 900 1500 1400×1400 250 10 300 44 44 2 35 4060×3525×4995 成都液压机厂 Y32-500 500 900 1500 1400×1400 ≥150 60 37 4070×1648×5760 合肥锻压机床厂 YH32-500 500 900 1500 1400×1400 200 45 30 4390×1700×5348 HD-022 500 900 1500 2000×1500 >150 60 45 4700×1848×5810 四柱万能液压机 YX32-500 500 900 1500 1400×1400 250 10 22 44 2 35 3800×3500×5220 徐州锻压设备制造厂 YX32G-500 500 900 1800 1400×1400 250 >25 4 180 4 ≈37 2100×1400×5220 YX32-500B 500 900 1500 2000×1420 250 10 22 44 2 41 4520×3620×5220 四柱液压机 YD33-500 500 900 1500 1400×1400 250 10 44 44 2 35 4000×2800×5220 汉阳锻压设备厂 YS32G-500B 500 900 1500 2240×1400 250 10 60 60 2 45 4780×3350×5320 YA32-630 630 900 1500 1600×1600 >150 60 37 4390×2150×5880 合肥锻压机床厂 YX32-630 630 1100 2100 3000×2250 250 10 30 60 2 85 5000×2350×6300 徐州锻压设备制造厂 YX32-800 800 1000 1800 2400×1600 250 10 89 55 YB32-100 1000 600 720×580 10 5 3.5 2160×1150×3162 山东淄博锻压机床厂 YH32-1000 1000 1000 1600 2000×1800 >100 75 70 7000×3000×7500 合肥锻压机床厂 YX32-1000 1000 900 1500 1500×1500 260 4-12 37 74 2 50 4410×3210×6000 徐州锻压设备制造厂YS32-1000 1000 1000 1800 2500×1800 250 8-18 30 91.5 3 72.5 4400×3200×6700 YB32-200 2000 710 900×900 12 18.5 10 2825×2060×3725 山东淄博锻压机床厂四柱拉伸液压机 HD-026 5000 900 1820 1400×1400 >150 60 45 4070×1648×7500 合肥锻压机床厂联动液压机 XZD-LD1500 1500 900 1500 6820×900 250 4 30 60 3 120 徐州锻压设备制造厂 XZD-LD3000 3000 900 1500 9900×1400 250 4 30 180 6 210XZD-LD3500 3500 900 1500 11900×1400 250 4 30 210 7 250 XZD-LD1000 1000 900 1500 5200×1420 250 5 30 60 2 80 汽车纵梁专用液压机 HD-019 1250 800 1240 1220×54204 62 56.8 4400×5640×5560 合肥锻压机床厂 HD-030 2000 900 1500 1400×65005 98.2 120 9050×7800×5740 HD-031 3000 900 1500 1400×1000 5 162180 8000×11000×5740 HD-034 5000 700 2000 1600×11500 6 375 450 9000×1300×6530 车门包边液压机 HD-038 315 800 1500 2500×2000 10 26名句赏析!!!!!不限主题不限抒情四季山水天气人物人生生活节日动物植物食物山有木兮木有枝,心悦君兮君不知。
25T外导式液压铸造机技术规格书
液压铸造机技术特性一、功能描述及主要技术参数1、设备整体性能描述本设备用于铝及铝合金大方锭及圆锭铸造。
该铸造机的铸造重量设计为每次额定铸造量10~75T,铸造速度为20-200mm/min,快升快降速度为10-1000mm/min,而且整台铸造机在工作状态下所有速度均可以实现无级调速。
升降平台的下降及提升装置设计为液压驱动,采用外部导向,导向材料为经过特殊处理的结构钢,导向结构采用四根对称方导柱加耐磨导向滑块的可调式导向键组成,具有自动调节平台平衡的作用,在最大载荷时平台倾斜不超过1mm。
油缸采用活塞式双作用液压缸。
铸造台在所有工作速度时均可上下平稳移动,在设定的铸造速度中没有察觉到的振动、颤抖与爬行之现象。
使用消泡性能优良的液压油,液压缸采用国内名牌产品。
结晶器框架为两侧双液压缸倾翻式冷却水框架,铸造完成后铸造平台可倾翻至85-90度位置,结晶器平台的倾动速度是恒定的,在工作范围内没有震动现象。
铸造平台设有特殊复位装置,复位精度可达到1 mm。
冷却水的温度、流量采用进口的意大利OMAL公司WAFER气控组合阀及上海高科技企业上海一诺的流量计,通过标准信号反馈与主控PLC联接实行全自动控制。
本铸造机所有与水接触钢结构与重要部件均采用喷丸及防腐处理,以保证铸造系统使用15年以上的正常使用寿命。
本液压铸造机采取大小两套柱塞泵双油路驱动工作系统——A系统和B系统,其中A系统为工作系统(铸造系统),B系统为快速升降系统,用于在铸造工作完成以后,将铸锭快速升至起吊工作区,或在铸造初始时将引锭头快速升至结晶器定位区域与结晶器定位。
在A系统出现故障时,B系统(也配置了平衡阀组合系统)可在应急状况下替代A系统完成铸造工作(B 系统具有了备用工作系统的功能),本系统配置液压油温控调节器,液压油独立过滤系统。
所有的阀件均采用德国博士 力士乐、柱塞变量泵采用美国威格士,流量计采用德国威士容积式齿轮流量计。
本设备电气控制系统采用德国西门子公司生产的S7-300模块化可编程控制器及MP370 彩色触摸式高性能可视图形操作液晶界面,其它的电气元件均采用进口或国内外资企业的名牌产品组成。
液压机技术规格书

模具研配液压机技术规格书1、机器的规格、名称和数量:16000KN 模具研配液压机壹台2000KN 模具研配液压机贰台2、机器的主要用途:本机是根据客户要求设计、制造的模具研配液压机,主要用于汽车冲压模具的修配、研合、试压和精调等。
具有4个可移动工作台,工作台在开出位置能提升上模,机外提起装置承重重量大于50吨,并有低压微速下降功能、任意位置滑块锁紧装置等机构。
主机设有光电安全保护,确保上下模具修整和试模的可操作性和安全性达到最佳状态。
便于模具的研配和更换。
3、机器使用的环境条件(清洁的室内):3.1工作环境温度: 0ºC~ 40ºC;3.2冷却水:压力:0.25~0.3MPa,进水温度≤25℃,回水温度≤40℃;3.3管道空气压力:0.4~0.55MPa;3.4电源: 380V±10% AC,3相5线,50Hz±2%;3.5环境湿度:工作环境湿度:40%-90%。
4、机器的技术要求:序号项目单位数量数量1 数量台2 12 公称力KN 2000 160003 回程力KN 600 100004 液压垫力KN 600-60005 最大开口(最小开口400)mm 180020006 滑块行程mm 150016007 液压垫行程mm 400 4008 工作台有效尺寸,前后×左右mm 2500×4600 2500×46009 滑块底面有效尺寸,前后×左右mm 2500×4600 2500×4600序号项目单位数量数量10 液压垫有效尺寸,前后×左右mm 1710×3510根据实际情况尽可能最大1710×351011 移动工作台移动方式左右移左右移12 移动工作台高度mm 420 42013 移动工作台最大承载T 50 5014 移动工作台重复定位精度mm ±0.05 ±0.0515 工作台移动速度mm/s 40 4016 研配压机地面以上高度mm ≤≤17 上模重量(含垫板附件) T 50 5021 滑块快降速度mm/s ≥400 ≥40022 滑块慢降速度mm/s 15-3015-3023 微下降速度mm/s ≤0.5--2 ≤0.5--224 回程速度mm/s ≥350 ≥35025 慢速回程mm/s ≤10 ≤1026 液压垫上升速度mm/s 9027 液压垫退回速度mm/s 18028 微动行程(一次按压动作)mm ≤0.05 ≤0.0529 滑块重复定位精度mm ±0.05 ±0.055、技术标准:(设备标准均符合国家有关机械标准或用户可接受的国际机械标准)Q/12YJ4319-2003 专用液压机精度(特级)等同于日本JISB6403-1994 液压机特级精度JB3818-1999 液压机技术条件JB9967-1999 液压机噪声限值JB3915-85 液压机安全技术条件GB5226.1-2002 机械电气设备通用技术条件JB/GQ.F2013-86 液压机产品质量分等标准其余未列标准按照相关国家标准执行6. 设备的结构及功能简述6.1 本机床由主机、液压传动系统、润滑系统和电气控制系统组成。
YA32-3150KN型四柱万能液压机说明书

湖南工学院液压与汽压传动课程设计说明书题目 YA32-3150型四柱万能液压机液压系统设计年月日目录一、设计课题二、主要参数确定三、确定主液压缸、顶出液压缸结构尺寸四、液压缸运动中的供油量计算五、确定快速空程供油方式,液压泵规格,驱动电机功率六、选取液压系统图七、液压系统工作油路分析八、计算和选取液压元件九、液压系统稳定性论证十、设计小结十一、参考文献一、设计课题1.设计内容设计一台Y A32-3150KN型四柱万能液压机,设该四柱万能液压机下行部件G=1.5吨,下行行程1.2m –1.5m。
2. 设计要求:(1)确定液压缸的主要结构尺寸D,d(2 ) 绘制正式液压系统图(1号图纸),动作表、明细表(3 ) 确定系统的主要参数(4 ) 进行必要的性能验算(压力损失、热平衡)二、主要参数确定液压系统最高工作压力P=32MPa,在本系统中选用P=25MPa;主液压缸公称吨位3150KN;主液压缸用于冲压的压制力与回程力之比为8%,塑料制品的压制力与回程力之比为2%,取800KN;顶出缸公称顶出力取主缸公称吨位的五分之一,取650KN;顶出缸回程力为主液压缸公称吨位的十五分之一,210KN行程速度主液压缸快速空行程 V=50mm/s工作行程 V=10mm/s回程 V=50mm/s顶出液压缸 顶出行程 V=50mm/s 回程 V=80mm/s三、确定主液压缸、顶出液压缸结构尺寸1. 主液压缸A. 主液压缸内径D : mm m PRD 6.4004006.0102514.31031504463==⨯⨯⨯⨯==π主根据GB/T2346-1993,取标准值 D 主=400mm B. 主液压缸活塞杆径d: mm m PR Dd 6.2532536.0102514.31080044.046322==⨯⨯⨯⨯-=-=π回主根据GB/T2346-1993,取标准值d 主=250mm C. 主液压缸有效面积:(其中A 1为无杆腔面积,A 2为有杆腔面积) 2221125600414.34004mm DA =⨯==π2222225.765374)250400(14.34)(mm d D A =-⨯=-=πD. 主液压缸实际压制力和回程力:N PA R 6611014.31256.01025⨯=⨯⨯==压制 E. 主液压缸的工作力:(1)主液压缸的平衡压力 Pa A G P 5321096.107654.08.9105.1⨯=⨯⨯==平衡(2)主液压缸工进工作压力 MPa A A P A R P 12.25121=⨯+=平衡压制工(3)液压缸回程压力 MPa A R P 45.1007654.01080032=⨯==回程回2. 顶出液压缸A. 顶出液压缸内径:mm m PR D 99.18118199.0102514.3106504463==⨯⨯⨯⨯==π顶顶根据GB/T2346-1993,取标准值D 顶=200mm B. 顶出液压缸活塞杆径 mm m PR D d 1.1711711.0102514.31021042.046322==⨯⨯⨯⨯-=-=π顶顶顶根据GB/T2346-1993,取标准d 顶=160mmC. 顶出液压缸有效面积(其中A 3为无杆腔面积,A 4为有杆腔面积) 222331400420014.34mm DA =⨯==π222224113044)160200(14.34)(mm d D A =-⨯=-=πD. 顶出液压缸的实际顶出力和回程力N PA R 4631085.70314.01025⨯=⨯⨯==顶出 E. 顶出压缸的工作力 MPa P 25=项出 Mpa A R P 58.180113.01021034=⨯==顶回顶回四、液压缸运动中的供油量计算1.主液压缸的进出油量A. 主液压缸空程快速下行的进出油量:s mm A q /628000050125600311=⨯==υ快进 s mm A q /3826875505.76537312=⨯==υ快回 B. 主液压缸工作行程的进出油量:s mm A q /125600010125600321=⨯==υ工进 s mm A q /765375105.76537322=⨯==υ工回 C. 主液压缸回程进出油量:s mm A q /3826875505.76537332=⨯==υ回进 s mm A q /628000050125600331=⨯==υ回出2. 顶出液压缸退回行程的进出油量A. 顶出液压缸顶出行程的进出油量:s mm A q /157000*********43=⨯==υ顶进 s mm A q /5652005011304344=⨯==υ顶回 B. 顶出液压缸退回行程的进出油量:s mm A q /9043208011304354=⨯==υ退进 s mm A q /25120008031400353=⨯==υ退回五、确定快速空程供油方式,液压泵规格,驱动电机功率1.液压系统快速空程供油方式:min /8.376/628000050125600311L s mm A q ==⨯==υ快进由于供油量大,不宜采用由液压泵供油方式,利用主液压缸活塞等自重快速下行,形成负压空腔,通过吸入阀从油箱吸油,同时使液压系统规格降低档次。
混凝土液压机规格
混凝土液压机规格I. 引言混凝土液压机是一种重要的建筑施工设备,主要用于混凝土的压制和振动。
本文将详细介绍混凝土液压机的规格。
II. 外观规格1. 外形尺寸:长×宽×高=2500mm×1200mm×1800mm2. 整机重量:约3000kg3. 外观颜色:橙色III. 功能规格1. 压力:最大压力为500kN2. 振幅:最大振幅为2.5mm3. 频率:最大频率为50Hz4. 液压油:液压油容量为50L,油品为46#液压油5. 电源:三相交流380V/50Hz6. 电机功率:5.5kW7. 操作方式:手动/自动IV. 技术规格1. 压力控制:采用电动液压控制系统,具有压力自动调节功能,控制精度高。
2. 振幅控制:采用电动振幅调节系统,具有振幅自动调节功能,振幅稳定。
3. 液压系统:采用双泵双回路液压系统,具有高效、稳定、省能的特点。
4. 液压元件:主要采用国内外知名品牌液压元件,保证了设备的稳定性和可靠性。
5. 操作界面:操作界面清晰简洁,具有人性化的操作提示和故障诊断功能,方便操作和维护。
6. 安全保护:设备具有多重安全保护措施,如压力过高自动停机、电机过载自动停机等,确保操作人员的安全。
V. 适用范围混凝土液压机适用于各种混凝土结构的施工,如楼板、墙板、路面、桥梁、隧道等。
VI. 维护保养1. 定期检查液压油的油位和油质,如油位过低或油质变质应及时更换液压油。
2. 定期检查设备的各个部件,如螺丝、管道、电气元件等,发现松动或损坏应及时处理。
3. 设备长时间停用时,应将液压油全部排出,清洗液压系统,以免影响设备的使用寿命。
VII. 总结混凝土液压机是一种重要的建筑施工设备,本文从外观规格、功能规格、技术规格、适用范围和维护保养等方面详细介绍了混凝土液压机的规格。
在使用和维护过程中,应注意安全措施和定期维护保养,以保证设备的正常使用和延长设备的使用寿命。
液压挖掘机技术规格书
液压挖掘机技术规格书液压挖掘机是一种用于挖掘土方、岩石、煤矿等工程施工设备。
它的使用范围广泛,能够应用在各种地形、地质等不同环境下。
然而,为了保障施工安全性和完美性,购买液压挖掘机前需要了解其技术规格书。
液压挖掘机技术规格书是一份详细的文档,它包含了该设备的设计、制造、性能、工作能力以及技术规范等信息。
以下是一些液压挖掘机技术规格书应包含的内容:1. 稳定性和移动能力:液压挖掘机在工程施工中要求其具有良好的稳定性和移动能力,因此规格书需要列出机器的移动速度、越野能力、坡度等方面的参数,以确保设备在工作过程中不出现倾覆、翻滚等情况。
2. 操作能力:液压挖掘机的操作能力直接关系到其工程施工效率,因此规格书也应包含其最小回转半径、操作范围、抓拾力和挖掘深度等相关参数。
3. 安全设计和控制装置:液压挖掘机是一种大型施工设备,安全性是考虑的主要因素之一。
规格书需要详细说明其安全装置如哪些,其工作机制如何以及如何使用。
4. 硬件和软件:规格书需要明确设备硬件和软件中所包含的相关技术规格和参数,如发动机油耗、制冷装置、机器人决策等方面的参数。
5. 维护和保养:规格书中应该列出设备的保养方法和周期,以及维护方法等方面的内容。
液压挖掘机技术规格书的主要目的是为购买方提供关于其购买设备的一些详细信息。
购买者可根据规格书查看其设备是否满足施工要求,从而判断设备是否适合自己的工作环境和需要。
因此,在购买设备之前,需要注意仔细阅读其技术规格书,确保设备的选择是正确的。
总之,液压挖掘机技术规格书是液压挖掘机的重要文件之一,其详细介绍了该设备的各个参数和技术指标,能够帮助购买者更好地根据自身需求选择适合的设备,从而最大化施工效率和安全性。
液压挖掘机技术规格书
液压挖掘机技术规格书1. 引言液压挖掘机是一种广泛应用于土木工程、矿山开采和建筑行业的重型工程机械。
本技术规格书旨在提供液压挖掘机的详细技术规格,包括结构、参数、性能和安全要求等方面的内容。
2. 结构与工作原理液压挖掘机采用液压驱动方式,主要由上车架、下车架、工作装置和电控系统等组成。
上车架包括驾驶室、发动机、液压泵、液压缸等部件;下车架主要由履带、行走马达、行走链轮等组成。
工作装置则包括臂架、斗杆、斗等。
液压挖掘机的工作原理是通过液压泵将液体压力转化为机械能,推动液压缸实现运动。
3. 技术参数液压挖掘机的技术参数直接影响着其工作性能和适用范围。
以下是一些常见的技术参数:3.1 尺寸和重量•机身总长:XYZ mm•机身总宽:XYZ mm•机身总高:XYZ mm•机身总重:XYZ kg•最大挖掘半径:XYZ mm3.2 动力系统•发动机型号:XYZ•发动机额定功率:XYZ kW•最大行走速度:XYZ km/h3.3 液压系统•主泵型号:XYZ•主泵额定压力:XYZ MPa•液压缸数量:XYZ3.4 斗杆参数•斗杆长度:XYZ mm•斗杆挖掘半径:XYZ mm•斗杆最大升高高度:XYZ mm•斗杆最大倾斜角度:XYZ 度4. 主要性能参数液压挖掘机的性能参数直接关系到其工作能力和效率。
4.1 挖掘性能•最大挖掘力:XYZ kN•最大挖掘半径:XYZ mm•最大挖掘深度:XYZ mm4.2 抓取性能•斗容量:XYZ m³•斗开启直径:XYZ mm4.3 行走性能•最大牵引力:XYZ kN•最大爬坡度:XYZ 度4.4 切割力性能•切割力:XYZ kN•标准切割厚度:XYZ mm5. 安全要求液压挖掘机作为一种重型机械设备,其安全性能至关重要。
以下是一些常见的安全要求:•操作员宜穿戴符合相关标准的安全防护设备,包括安全帽、安全鞋等。
•挖掘机应配备相应的安全防护装置,如防滑梯、防滚架等。
•操作员应经过专业培训,并持有相应的操作证书。
Y32-315型液压机本体设计说明书.1概要
Y32-315型液压机本体压力机摘要本次设计主要内容有:做了液压压力机的总体结构设计和液压系统的设计,选择了液压元件的型号,分析了系统的工作原理,设计了液压缸,完成了液压缸的总体设计,绘制了压力机的总体装配图,液压缸的装配图。
关键词:液压压力机,液压缸,液压系统前言毕业论文是对毕业生所学的专业基础知识和研究能力、自学能力以及各种综合能力的检验。
通过做毕业论文,可以使学生在综合能力、治学方法等方面得到锻炼,使之进一步理解所学专业知识,扩大知识面。
毕业论文的目的是要进一步巩固和加强学生的基本知识的掌握和基本技能训练,加强对学生的多学科理论、知识与技能综合运用能力的训练,加强学生创新意识、创新能力和获取新知识能力的培养,鼓励毕业生运用所学知识独立完成课题,培养其严谨、求实的治学方法和刻苦钻研、勇于探索的精神。
毕业论文具有学术论文性质,应能表明作者在科学研究工作中取得的新成果或提出的新见解,是作者的科研能力与学术水平的标志。
毕业论文具有学术论文所共有的一般属性,应按照学术论文的格式写作。
在毕业论文的选题与写作中,要注意适应经济、社会发展需要,注意理论结合实际,特别强调对培养学生的创新精神科研能力水平。
毕业设计是学生即将完成学业的最后一个重要环节,它既是对学校所学知识的全面总结和综合应用,又为今后走向社会的实际操作应用铸就了一个良好的开端。
毕业设计是作者对所学知识理论的检验与总结,能够培养和提高设计者独立分析问题和解决问题的能力,使学生学习并掌握科学研究、工程设计和撰写技术报告的基本方法。
毕业设计主要涉及科研、技术设备的革新、改造等方面,强调设计的独创性和实用性。
要求具备清晰的设计思路,具体的设计方案和步骤,准确的设计参数和计算分析,同时毕业设计也要求逻辑性强,条理清楚,语言精练。
目录摘要 (I)前言 (I)1压力机概述 (4)1.1压力机发展的概况 (4)1.2压力机工作原理 (5)1.2.1压力机功能简介 (5)1.2.2压力机的工作原理简介 (6)2液压机总体结构设计 (6)2.1压力机总体设计结构及要求 (6)2.2立柱的强度计算 (7)2.3横梁的强度计算 (7)2.4油箱的设计 (8)3压力机的液压系统设计 (9)3.1设计参数和应满足的条件 (9)3.1.1设计参数 (9)3.1.2设计要求分析 (9)3.2工况分析并确定初步液压缸直径 .............................................................................. 错误!未定义书签。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模具研配液压机技术规格书1、机器的规格、名称和数量:16000KN 模具研配液压机壹台2000KN 模具研配液压机贰台2、机器的主要用途:本机是根据客户要求设计、制造的模具研配液压机,主要用于汽车冲压模具的修配、研合、试压和精调等。
具有4个可移动工作台,工作台在开出位置能提升上模,机外提起装置承重重量大于50吨,并有低压微速下降功能、任意位置滑块锁紧装置等机构。
主机设有光电安全保护,确保上下模具修整和试模的可操作性和安全性达到最佳状态。
便于模具的研配和更换。
3、机器使用的环境条件(清洁的室内):3.1工作环境温度: 0ºC~ 40ºC;3.2冷却水:压力:0.25~0.3MPa,进水温度≤25℃,回水温度≤40℃;3.3管道空气压力:0.4~0.55MPa;3.4电源: 380V±10% AC,3相5线,50Hz±2%;3.5环境湿度:工作环境湿度:40%-90%。
4、机器的技术要求:5、技术标准:(设备标准均符合国家有关机械标准或用户可接受的国际机械标准)Q/12YJ4319-2003 专用液压机精度(特级)等同于日本JISB6403-1994 液压机特级精度JB3818-1999 液压机技术条件JB9967-1999 液压机噪声限值JB3915-85 液压机安全技术条件GB5226.1-2002 机械电气设备通用技术条件JB/GQ.F2013-86 液压机产品质量分等标准其余未列标准按照相关国家标准执行6. 设备的结构及功能简述6.1 本机床由主机、液压传动系统、润滑系统和电气控制系统组成。
6.2 本机的控制系统设有调整(寸动)、微动调模、半自动三种工作方式。
工作方式由转换开关进行选择,按钮集中控制及触摸屏控制。
机床的液压垫工艺操作形式为:带顶出、不带顶出和拉伸,当作为顶出工艺时,具有顶出延时功能,延时时间可以预置和调整。
并可实现定程、定压两种成形工艺(2000KN模具研配液压机不带液压垫)。
6.3 本机的液压主控制系统采用插装式集成阀,插装阀。
该系统结构紧凑,动作灵敏可靠,抗污染能力强,液流阻力小,维修方便,寿命长。
6.4 主泵采用引进德国力士乐公司生产的A7V系列比例变量泵,额定压力为31.5MPa,提高了动作的可靠性及使用寿命,同时减少了液压冲击。
6.5 本机的电气控制系统采用进口PLC可编程序控制器控制,配合进口10.4寸彩色触摸屏,可实现机床各种工艺动作循环。
该系统使控制更为灵活,动作准确可靠。
可在屏幕上方便的对滑块、微调机构等参数进行预置。
显示滑块、微调机构的各项参数数值。
可显示压力机工作信息及故障信息。
存储模具参数并编号不少于50套,按已存编号模具参数实现换模调整。
6.6 主缸采用两个活塞油缸,油缸密封采用进口奥地利爱科诺莫斯(ECONOMOS)密封圈,大大延长了密封件的使用寿命,并避免了缸口的漏油。
使维修和更换密封更加方便。
6.7液压垫油缸采用三缸结构形式,一字布置,中间加一活塞油缸便于快速回程、顶出,两边油缸采用柱塞缸结构。
液压垫独立驱动,液压垫顶出起始点可由滑块行程控制,液压垫具有快速顶出功能。
并安装绝对值式直线位移传感器,可方便地实现液压垫行程转换位置的数字设定,和压边力的电液比例控制,延时保压,操作简便实用。
液压垫导向采用八平面导向。
6.8 为便于更换模具,本机带有移动工作台。
移动工作台上的顶杆孔和T型槽的位置和尺寸由甲方提供。
移动工作台上平面划矩型十字中心线,深20mm,宽28mm。
移动工作台采用电机、减速机加链轮链条传动,采用变频控制。
并使用定位装置定位,以使其复位精度达到±0.02mm。
移动工作台的起落由一组(四个)顶起缸完成(顶起高度保证移动工作台运行平稳无干涉),移动工作台夹紧由夹紧缸完成,并保证夹紧力满足生产使用的要求。
配有移动工作台和下横梁贴合检测装置(对角布置2个),当移动台下平面和下横梁上平面之间的间隙大于0.3mm时,主机不许工作,并通过触摸屏报警显示。
6.9 主机设有一个可移动操作台(副操纵台),前、后立柱上各设有二个电源插座。
一个是(一插一方AC220V/2A)插座,另一个是(一插一方AC24V/5A)插座。
6.10 本机主动力系统油箱放在主机的顶部,电气控制柜和主电气操纵箱放在机器右前方。
可以使机器减少占地面积。
6.11 本机设有上死点锁紧装置和任意位置锁紧装置、光电安全保护装置(机身前后各一套,保护高度600mm)和安全维修平台、移动式安全栓、任意位置滑块锁紧装置等机构。
顶部装有标高指示灯(红色),副操纵台设有双手操作按钮、液压系统设有过载保护装置和液压支撑保险回路,(支撑主油缸下腔的插装阀配置带阀芯关闭位置电检测功能,每个工作行程开始前检测支承阀是否关闭,确保系统安全)可以有效地保护机器和操作者的安全。
符合液压机安全技术条件的要求。
6.12 机顶设有安全防护栏,侧面设有安全爬梯,登高保护开关与主系统连锁;上横梁周边设有挡油圈,油箱设有放油装置。
6.13本机的液压系统油箱设有油位指示、液压油过滤、循环和油温冷却装置(采用水冷却)。
保证机床正常工作油温在15--60℃之间。
6.14 本机设有滤油器堵塞、油位指示、油温及润滑等多种故障指示灯和故障报警功能。
6.15 本机设有预警电路,每次半自动循环动作开始和移动工作台移动时,运行开始时,都有铃声或蜂鸣器通知操作者,以提起注意。
6.16为确保机床正常工作,滑块导轨的润滑采用南京贝奇尔公司生产的不回收式稀油强制自动程控循环润滑系统,润滑油流回集油盒作为废油返回润滑油箱,定期人工清理,各润滑点油量可根据需要进行人工调节。
6.17 本机的液压系统中,在关键部位都有压力检测点。
通过压力检测点可以快速的诊断液压机出现的故障和监测液压机的工作状态。
并配有活动的压力检测表。
6.18 本机滑块和液压垫的压力控制采用比例压力控制系统,并可实现数字显示和数字设置。
比例溢流阀采用德国力士乐公司产品,压力测量元件采用先行测控公司的压力传感器。
这套比例压力控制系统可以使滑块压力从公称力的20%~100%内无级调节,且显示精度达到0.1MPa,保压时间可以预置。
滑块的装模高度可以预设,且为数字显示。
6.19 本机的滑块和液压垫的行程位移可以实现数字显示、数字控制。
位移传感器采用美国MTS位移传感器,测量和显示精度达到0.01mm。
并设有上、下极限限位装置。
6.20 本机采用电气操纵箱集中按钮控制和触摸屏控制,主操纵箱放置在主机前右侧支柱上。
操纵面板下方装有选择开关及按钮,各种故障报警指示灯和控制仪表均放在上方。
6.21 气路:主要气路具有压力检测、显示功能。
7、机器主要构成及性能简介本机器主要由主机和控制机构两部分组成,主机包括机身、机架平台、移动工作台、主缸、液压垫、微调装置、安全装置等。
控制机构包括动力机构、管路、操纵机构、限程装置、电气控制箱、电气操纵台等部分组成。
7.1.主机主机机身为拉杆预紧组合框架结构,主要由:上横梁、滑块、下横梁、液压垫、左右侧支柱、拉杆、移动工作台、低压微速下降装置、机械式微调装置、任意位置滑块锁紧装置、主油缸、液压垫油缸、移动工作台顶起缸、移动工作台夹紧缸、上死点锁紧装置、检修平台等组成。
7.1.1 机身采用分体组合框架结构,确保刚性,四根拉杆采用液压预紧;上梁、滑块、下梁、支柱、移动工作台及液压垫均为焊接件,采用优质Q235-A钢板,CO2气体保护焊工艺焊成,焊后进行高温退火消除内应力。
其中下横梁(底座)、立柱、上梁通过拉杆预紧构成组合龙门框架;中间两条立柱的外侧布置了4条整体可调斜楔式直角八面导轨作为滑块的导向。
导轨面积大间隙小,抗偏载能力强,精度保持性好。
(机身立柱上的导向板经渗氮处理,硬度在HRC48以上)主机设有移动工作台导轨(内外导轨为可更换式),主机侧前面布置有电气操纵台及电气控制箱。
主工作油缸,均布在上横梁内;液压垫缸,均布在下梁内;整机的设计全部采用计算机优化设计,机床的强度高、刚度好,外形美观,主要结构件采用钢板焊接结构,焊后经高温回火、随炉冷却以彻底消除焊接应力;焊缝经打磨无焊渣和流疤现象;再经抛丸处理;(主要结构件经超声波探伤检测)主要结构件经我厂90年代引进,97年安装完成的德国科堡五面体龙门加工中心、意大利帕马落地铣镗床、日本池贝公司油缸加工机床等国际先进设备进行精加工,保证了整体机身外观平整美观、精度高、刚性好。
(后附关键加工设备目录及其性能参数)7.1.2上横梁上横梁采用钢板焊接式结构,采用高温退火以消除焊接内应力,并经抛丸处理,以高精度进口机床进行机加工。
上横梁内装有主油缸,其上装有安全维修平台、液压传动装置及油箱,上横梁与左右支柱用拉杆联接并采用可靠的定位,以确保整机的精度。
7.1.3滑块滑块置于机身中间,为钢板焊接结构,采用高温退火以消除焊接内应力,并经抛丸处理,以高精度进口机床进行机加工。
其上平面与主油缸联接,四角装有斜楔式四角八面可调式导轨(并带有伸缩防护罩),间隙可调,精度保持性好,抗偏载能力强。
滑块在调整方式上升时可实现先慢上后快上升,快慢行程可调。
滑块导轨采用不回收式自动程控润滑,并由设在导轨下方的四个集油盒作废油回收,以保证润滑油不污染机身和地面。
7.1.4下横梁下横梁采用钢板焊接式结构,采用高温退火以消除焊接内应力,并经抛丸处理,以高精度进口机床进行机加工。
在下梁(底座)内部有液压垫和液压垫缸安装孔,并有液压垫运动的导轨平面,保证运行精度。
在其上平面装有移动工作台及其夹紧缸、顶起缸和定位装置。
下横梁与左右支柱用拉杆联接并采用可靠的定位,以确保整机的精度。
7.1.5液压垫液压垫置于下横梁内,用于拉伸工艺时的工件压边,上平面装有可更换的淬火顶杆支撑板,硬度在HRC50以上,侧面有八块导轨与底座内部的导轨组成导轨副;液压垫行程和压力均可调,液压垫行程由位移传感器控制。
液压垫采用三个液压缸驱动,液压垫可实现延时保压并通过触摸屏事先预置的数据来控制。
7.1.6左、右侧支柱支柱置于机器的左、右两侧,上、下平面各通过定位机构分别与上、下横梁保持精确的定位,以保证机器的整机装配高精度。
在左、右支柱的内侧装有4条矩形导轨。
在支柱的内侧装模区域设有照明装置。
7.1.7拉杆拉杆和螺母采用45#钢,经正火处理后精加工而成,强度好,变形均匀。
7.1.8机械式微调装置:(选配)滑块上前后左右各设置一套(共4套)下死点机械限位的微调装置(控制合模时上下模具的平行度),采用丝杠和螺母传动,机械式啮合使定位更加准确,通过变频器和电机微动调整合模高度,位置的数控采用日本欧姆龙公司的位移传感器通过触摸屏显示和控制,采用按钮调节。
保证合模时上下模具的平行度要求和模具在合模过程中的安全性。