钎焊手册-2004
钎焊内部资料
Anmerkung: Nach bestem Wissen wird angenommen, dass alle in diesem Dokument aufgeführten Angaben, Informationen und Daten zuverlässig und genau sind. Sie werden jedoch ohne jegliche wie auch immer ge a rtete, ausdrückliche oder implizite, Garantie, Haftung oder Gewährleistung abgegeben. Anmerkungen oder Vorschläge bezüglich eines möglichen Gebrauchs unserer Produkte beinhalten oder gewährleisten nicht, dass ein solcher Gebrauch kein Patent verletzt und sind keine Empfehlungen, irgendein Patent zu verletzen. Der Benutzer sollte nicht voraussetzen, dass alle Sicherheitsmaßnahmen angegeben sind oder dass andere Maßnahmen nicht erforderlich sind.Solvay FluorDQS – zertifiziert nach DIN EN ISO 9001:2008 Reg.-Nr. 064223 QM08DIN EN ISO 14001:2004 Reg.-Nr. 057604 UMMANAGEMENTSYSTEMKlassifizierungAls gefährlich eingestuft gemäß der Europäischen Verordnung (EC) 1272/2008GHS Kennzeichnung: Signalwort: Achtung Gefahrenpiktogramme: GHS07Gefahrenhinweise: H319, H336Sicherheitshinweise: P261, P 271, P280, P305+P351+P338, P309+P311Sicherheitshinweise und zusätz-liche Informationen entnehmen Sie bitte dem Sicherheitsdaten-blatt.Lagerungn L agerung zwischen 5°C und 30°C an einem trockenen und gut gelüfteten Ort.n V or Hitze und direkter Sonnen-einstrahlung schützen.n A ufgrund des Anteils orga-nischer Lösemittel von Zündquellen fernhalten.n L agerfähigkeit ca. 1 Jahr.AnwendungNOCOLOK ® System Binder wird in Mischung mit NOCOLOK ® Flux zur Verstärkung der Adhäsion der Flussmittel-Beschichtung verwen-det. Dieses System kann auf allen inneren und äußeren Oberflächen angewendet werden und ver-mindert die Staubbildung bei der Handhabung der beschichteten Komponenten.Die Anwendung des System Binder/Flussmittel-Systems hat keinen negativen Einfluss auf die Beschaffenheit der Aluminium-oberflächen nach dem Löten, im Vergleich zur Anwendung von reinem NOCOLOK ® Flux (im Besonderen: keine Verfärbungen der Aluminiumoberflächen nach dem Löten).n Mögliche Aufbringungsarten: sprühen, tauchen oder pinseln. Oberflächentemperatur > 10°C.Anschließend trocknen!n Empfohlene Schichtdicke: 10 – 30 µmEntwurfSolvayFluorDisclaimer: All statements, information, and data given herein are believed to be accurate and reliable but are presented without guarantee, warranty or responsibility of any kind, express or implied. Statements or sug-gestions concerning possible use of our products are made without representation or warranty that any such use is free of patent infringement, and are not recommendations to infringe any patent. The user should not assume that all safety measures are indicated, or that other measures may not be required. In any case, the user is not exempt from observing all legal, administrative and regulatory procedures relating to the product, personal hygiene, and protection of human welfare and the environment.DQS – certified according DIN EN ISO 9001:2008 Reg. No. 064223 QM08DIN EN ISO 14001:2004 Reg. No. 057604 UMMANAGEMENTSYSTEMclassificationClassified as hazardous according to the European regulation (EC) 1272/2008GHS Labelling:Signal Word: Warning Hazard Symbols: GHS07Hazard Statements: H319, H336Precautionary Statements: P261, P 271, P280, P305+P351+P338, P309+P311Please find safety precautions and additional information in the Material Safety Data Sheet.Storagen Store between 5°C und 30°C, in a dry and well ventilated area.n Keep away from sources of heat and direct sunlight. n Because of organic solvents in the preparation, keep away from sources of ignition.n Shelf life approx. 1 year.ApplicationNOCOLOK ® System Binder can be used in mixture with NOCOLOK ® Flux to improve adhesion of the flux coating. The system can be applied on external and internal surfaces in order to reduce flux fall-off and dust formation on handling of flux coated com-ponents. The application of the system binder/flux-system shows no negative effects regarding the appearance of the post braze aluminum surfaces, compared to the use of pure NOCOLOK ® Flux (especially no discoloration effects).n Suitable application methods:spraying, dipping or brushing. Surface temperature > 10°C, with subsequent drying step!n Recommended thickness of the coating: 10 – 30 µmDraft。
EGR真空钎焊标准
真空钎焊标准不锈钢板翅式机油冷却器外观检验规范前言产品外观质量的好坏,直接影响公司的形象,产品外观质量好,给人的第一眼就留下很好的印象。
为了规范产品的外观质量检验,避免人为误判,以至于引起顾客抱怨,甚至导致产品退货,给公司造成不必要的损失。
制订产品外观质量检验规范的目的在于在生产过程检验和产品出厂检验时,提供具体的技术要求和检查项目,达到可操作性,以保证产品的外观质量满足客户的要求。
本规范从生效之日起执行本规范由技质部提出并归口本规范起草部门:技质部本规范主要起草人:本规范由批准真空钎焊产品外观质量检验规范1. 范围本规范规定了我公司产品在外观检查的具体项目及检验要求等。
本规范适合于我公司生产的各种不锈钢板翅式机油冷却器外观质量检验。
2 引用标准JB/T6003-2004 内燃机板翅式机油冷却器技术条件3.技术要求总则:冷却器表面不允许出现碰伤,在保证传热性能的前提下,冷却器芯子表面允许有隐纹、钎焊料溢出痕迹。
3.1 产品表面聚铜:3.1.1 产品表面聚铜的面积:根据公司生产的产品情况,产品外表面(焊缝位置除外)允许有轻微的聚铜现象,不允许有大面积的聚铜缺陷,一般要求控制在15%以内。
3.1.2 产品表面聚铜位置的光洁度:当聚铜面积满足要求时,聚铜位置的光洁度不得太粗糙,肉眼看上去要有光亮的感觉。
3.1.3 产品表面聚铜位置的厚度:聚铜位置铜层的厚度不得过厚,用手摸上去与无铜位置不能在高度方面有明显的层次感。
图片1图片2图片3图片1:产品表面无聚铜,表面光亮,产品完好。
图片2:产品表面聚铜面积不大,聚铜位置平滑光亮,产品合格。
图片3:聚铜位置不光亮,表面粗糙,铜层太厚,不合格,需表面处理。
3.2 产品芯子歪斜:产品芯子在高度、宽度、长度方向上存在歪斜的,歪斜角度应在1°以内。
图片4 图片5图片4:产品芯子整齐,未出现歪斜,产品完好。
图片5:产品芯子歪斜偏大,产品不合格,报废处理。
3.3 产品芯子弯曲:产品芯子不能存在较为严重的弯曲,以目测弯曲不明显为准。
钎焊讲义
• 无机软钎剂 (腐蚀性软钎剂) 腐蚀性软钎剂由无机酸或(和)无机盐组成。这 类钎剂化学活性强、热稳定性好,能有效地去除母 材表面的氧化物,促进钎料对母材的润湿,可用于 黑色金属和有色金属的钎焊。但残留钎剂对钎焊接 头具有强烈的腐蚀性,钎焊后的残留物必须彻底洗 头具有强烈的腐蚀性,钎焊后的残留物必须彻底洗 净。 氯化锌水溶液是最常用 的腐蚀性软钎剂。
上述液体与固体相互润湿的前提是他们之间无化学 反应发生。液体钎料对固态金属的润湿程度可由润湿 角θ 、铺展面积S及润湿系数W来表示:W=Scosθ。 、铺展面积S及润湿系数W来表示:W=Scosθ
• 毛细作用 液体在两平行板间隙中,其液面高度会相对于 板外液面自动上升或下降的现象。
θ——润湿角 ——润湿角 h ——液面上升的高度 ——液面上升的高度
•
•
但是,钎焊也有它本身的缺点:
钎焊接头强度比较低、耐热能力比较差,由于 母材与钎料成分相差较大而引起的电化学腐蚀致使 耐蚀力较差及对装配要求比较高等。
钎焊技术在武器系统制造中的应用
钎焊技术在航天系统制造中的应用
微型气象站 固态陀螺
钎焊技术在电子产品制造中的应用
温度传感器 热电器件
印制电路板 湿度传感器
当液体的附着力大于其内聚力时,液体就能粘附在 固体表面——发生润湿作用。 固体表面——发生润湿作用。
衡量液体对母材润湿能力的大小,可用液相与固 相接触时的接触夹角θ 相接触时的接触夹角θ的大小来表示。
当cosθ为正值时,即0°<θ<90°,这时液体能 cosθ为正值时,即0 90° 润湿固体; 当cosθ为负值时,即90°<θ<180°,这时可认 cosθ为负值时,即90° 180° 为液体不能润湿固体。 θ=0表示液体完全润湿固体;θ=180°表示完全不 =0表示液体完全润湿固体;θ=180° 润湿。 钎焊时,钎料的润湿角应小于20° 钎焊时,钎料的润湿角应小于20°。
SAE J 1231-2004
Available from SAE, 400 Commonwealth Drive, Warrendale, PA 150960001.
SAE J475—Screw Threads SAE J476—Dryseal Pipe Threads SAE J512—Automotive Tube Fittings SAE J514—Hydraulic Tube Fittings SAE J846—Coding Systems for Identification of Fluid Conductors and Connectors SAE J1508—Hose Clamp Specifications
Except for nominal sizes and thread specifications, dimensions and tolerances are given in SI units. Tolerance on all dimensions not otherwise limited shall be ±0.25 mm. Angular tolerance on axis of ends on elbows shall be ±2.50 degrees for sizes up to and including 9.52 mm and ±1.50 degrees for sizes larger than 9.52 mm.
3.3 The Oring boss thread dash sizes correspond to the number of sixteenth inch increments in the outside diameter of the tubing with which they are designed to be used.
2004 版焊缝说明
Butler (Shanghai) Inc巴特勒 (上海) 有限公司#21 Baosheng Rd, Songjiang Eastern Development ZoneShanghai 201613, P.R. China中国上海松江东部开发区宝胜路21号邮编: 201613电话(Tel): ( 86)21-5774-1717, 传真(Fax): (86)21-5774-18132004 版焊缝说明1. 本次焊缝的设计是根据,《钢结构设计规范》GB/T 50017-2003和门式钢架轻型房屋钢结构技术规程CECS102:2002进行设计。
2. 对部分焊缝的焊脚高度进行了调整,本次焊的调整适用于轻型钢、普通钢结构。
在轻钢部分,加入焊透焊缝型式。
结构设计工程师必须注明每一个构件的焊缝要求(FS或FP)。
施工设计结构工程师根据结构设计工程师的设计来标注焊脚尺寸。
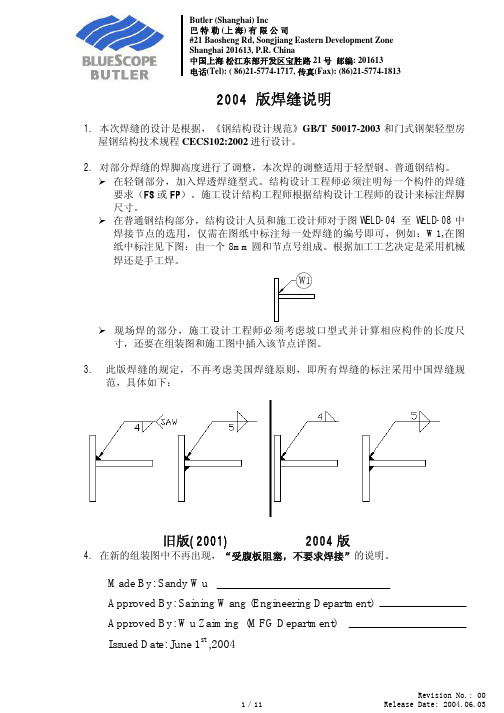
在普通钢结构部分,结构设计人员和施工设计师对于图WELD-04 至 WELD-08中焊接节点的选用,仅需在图纸中标注每一处焊缝的编号即可,例如:W1,在图纸中标注见下图:由一个8mm圆和节点号组成。
根据加工工艺决定是采用机械焊还是手工焊。
现场焊的部分,施工设计工程师必须考虑坡口型式并计算相应构件的长度尺寸,还要在组装图和施工图中插入该节点详图。
3. 此版焊缝的规定,不再考虑美国焊缝原则,即所有焊缝的标注采用中国焊缝规范,具体如下:旧版(2001) 2004版4. 在新的组装图中不再出现,“受腹板阻塞,不要求焊接”的说明。
Made By: Sandy WuApproved By: Saining Wang (Engineering Department)Approved By: Wu Zaiming (MFG Department)Issued Date: June 1st ,2004采用自动焊、半自动焊和E43xx 型焊条的手工焊焊接Q235钢构件采用自动焊、半自动焊和E50xx 型焊条的手工焊焊接Q345钢构件采用自动焊、半自动焊和E55xx 型焊条的手工焊焊接Q390钢构件、Q420钢构件3 3.36 4.20 4.624 4.48 5.60 6.165 5.607.007.706 6.728.409.2488.9611.2012.321011.2014.0015.401213.4416.8018.481415.6819.6021.561617.9222.4024.641820.1625.2027.722022.4028.0030.802224.6430.8033.882426.8833.6036.962629.1236.4040.042831.3639.2043.12每1cm 长直角角焊缝的承载力设计值表3. 单角钢单面连接的直角角焊缝,其承载力设计值应按表中的数值乘以0.85。
ASME IX-2004 焊接和钎焊评定标准2005增补
6
QW-191.1(b) 本条款 及孔型像质计(IQI)规定的孔或线型 IQI 规定的线,并应满足
QW-191.2 的合格标准。
修改为:
QW-196.1 金相检测 QW-196.1.1 取焊缝横截面抛光、侵蚀以显示出焊缝金属,
用 10 倍放大镜对断面进行检测。缝焊焊缝应按图 QW—462.7.3 制备,焊件断面应无裂纹、未焊透、喷出(指在电阻焊中由于参 数不当,熔化金属从结合点喷出—译注)和夹渣;在试样的横断面上 的气孔不超过 1 个、在纵断面上的气孔不超过 3 个,任何气孔 的最大尺寸应不超过焊道厚度的 10%。
QW-381.2 组合焊缝评定 按 QW—383.1(b)取得复合板 或衬里材料组合评定资格的焊工或焊机操作工,也取得了施焊 耐蚀金属堆焊层的资格。
3.增加 QW-381.3 如下: QW-381.3 改变为用坡口焊缝试验来评定 当在 WPS 中
未规定化学成分时,焊工和焊机操作工如已通过坡口焊缝技能 评定试验,且该试验满足 QW-163 对耐蚀金属堆焊层的试验要 求,则可认为他在 QW-350 或 QW-360 规定的范围内取得了施 焊耐蚀金属堆焊层的资格。
ASME 锅炉及压力容器规范 国际性规范
IX
焊接和钎接评定标准
2005 增补
ASME 锅炉及压力容器委员会压力容器分委员会 编著 中国《ASME 规范产品》协作网(CACI) 翻译、发送
2006 年 3 月 1 日
ASME BPVC 2005 增补
第 IX 卷
焊接和钎接评定标准
2005 增补发送说明
厚度的 20%、最大为全部板层总厚度的 80%。
QW-196.1.3 对于凸焊焊点,熔核宽度应不小于凸起处宽度
试板、试样规程(2004)
压力容器试样、试板加工、试验通用工艺规程第四版宜兴市压力容器厂发布时间:2005年1月15日实施时间:2005年2月15日前言关于贯彻实施“压力容器试样、试板加工、试验通用工艺规程”的通知各部门主管:现将“压力容器制造通用检验规程”(GF/S05-01~04)发放给你们,请你在你部门或质保系统条线中将该“规程”贯彻实施,同时本“规程”经你们在贯彻实施中将不到或错误之处,反馈质管办,我们将共同探讨、商洽,以不断创新、提高我厂规程编著质量,从而达到更好的试板加工、试验质量。
在此同时通知你们我厂的其它非标设备也参照本“规程”执行。
原“规程”在本“规程”执行之日起作废。
宜兴市压力容器厂质管办2005.1.15目录1. 前言11、目录 22、编制说明 33、通用规程 4 3.1、GF/S05-01 原材料机械性能试样规程 4 3.2、GF/S05-02 原材料试样加工工艺规程12 3.3、GF/S05-03 焊接试板制作与试样加工工艺规程19 3.4、GF/S05-04 焊接接头试样加工工艺规程26编制说明本册是压力容器制造试样、试板加工、试验通用工艺规程的汇编,共4项通用规程。
为了不断改进和发展,对这些规程进行了更新,文件代号有前置代号和后置代号构成,前置代号有试样(ShiYang)和通用(tongyong)组成,选取汉语拼音中第一个字母,通用为S、通用为T。
例:压力容器制造工艺规程中第一的文件编号为:S.T04-01其中:文件号年份通用试样本册中各规程无特别注明者,均由技术科归口解释。
本厂制造钢管塔及非容规控制的容器及其它构件制造,均可参照本规程。
原材料机械性能试样规程文件号:S.T04-01一、板材横向弯曲试样(GB232―99)二、矩形比例试样(GB6397―86)注:1、 两头部轴线与平行部分轴线偏差不得大于0.5mm 。
2、 试样加工前先进行材料标记移植。
三、管材纵向定标距试样(GB6397―86)注:1、两头部轴线与平行部分轴线偏差不得大于0.5mm。
指接材、集成材标准(2004)
1主题内容与适用范围本标准规定了指接材的榫接方式、集成材拼接型式、原材料材质、指接材技术条件、检验规则、产品标识和包装贮存要求等。
本标准适用于我公司木制门窗、铝包木门窗、木包铝门窗加工及其他产品用集成材及指接材的接收检验。
2引用标准GB11954-89 《指接材标准》3术语3.1指型指榫的类型。
本公司采用的指型为梯型V型,正面见指。
见图1图1 图23.2指长l自指榫根部到指顶的长度(见图2).3.3指距t两相邻指榫中线之间的距离,或称节距(见图2).3.4指顶宽b指榫顶部宽度(见图2)3.5指谷宽b`两相邻指榫的指根之间的底平面宽度(见图2)3.6指顶隙s两指榫对接件对接后,指顶与对应指谷底平面之间的间隙(见图2)3.7指斜角a(见图2)a=tan-1 3.8宽距比Wt-2b 2l-2s4指榫尺寸标准尺寸系列见表1表15.1指接材拼接型式5.1.1木质门窗及铝包木门窗用集成材:a. 厚度方向由三层指接拼接板压合而成(图 3 );b. 宽度方向无拼接(图 3);c. 长度方向:两表面每块拼条长/300mm,中间层每块拼条长/200mm; (图 3 、4)d. 相邻层拼接缝间距/100mm(图 3 、4)图3 图4 5.1.2木包铝窗用指接材: a. 材料为单层,厚度方向无拼接; b.宽度方向无拼接;c.长度方向:每块拼条长/300mm 。
5.1.3其他用材参照5.1.1中相关条款。
5.3材料尺寸公差a.方材宽度允许偏差(mm) ,+2.0b.厚度允许偏差(mm) ,c.长度允许偏差(mm) 。
5.4树种及材质 5.4.1树种定货时双方商定或在合同中明确。
5.4.2材质材质要求包括木材纹理、节子、色差、脂囊、髓心、腐朽、虫眼等。
根据材料质量及用途其质量等级分为A 级、B 级、C 级。
见表2、3。
表2:集成材评等指标+1.0+10 0注:定货时根据门窗类型及所用部位,具体确定所需集成材的等次,其中C级集成材只能用于铝包木门窗。
DGG0101-2004焊条、焊丝入厂检验规定
3. 试板焊接要求:
3.1试板先定位焊,并预以反变形或拘束,防止角变形,当角变形>50时,试板报废,焊后试板不允许矫正;
3.2试板就预热不低于105℃,层间温度控制在110℃-180℃之间,按图1测温点上用测温笔或表面温度计测量预热或层间温度,并在焊接过程中保持;
3.3焊道顺序按表8规定进行,每一焊道在射线探伤区至少有一个熄弧点和起弧点;
3.4焊条试板根部焊道可用2.5mm或3.2mm进行焊接;
4. 拉伸试验要求:
1) 按图2所示,从射线探伤后的试板加工一个熔敷金属拉伸试样;
2) E4315(J427)、E4316(J426)、E5015(J507)、E5016(J506)熔敷金属拉伸试样不允许去氢处理,而E4303(J422)、E5003(J502)熔敷金属拉伸试样应在100℃±5℃,保温46-48个小时或在250℃±10,保温6-8小时去氢处理;
5. 冲击试验要求:
1)按图3所示从截取熔敷金属拉伸试样的同一块试板上加工五个冲击试样;
2)试样不进行热处理;
3)冲击试验方法按GB2650《焊接接头冲击试验法》和GB4159《金属低温夏比冲击试验方法》进行,试验温度为0℃或-30℃。
6. 试样数量及尺寸:
全焊缝拉伸试样1件,试样尺寸按图2及表9规定,冲击试样5件(试样尺寸按图3)(第7页)。
钎焊手册2
第二章:硬钎焊2.1铝及铝合金的钎焊铝及铝合金密度较小,一般在2.7±0.1g/㎝3之间,对于铝合金则视其中重金属或轻金属的含量而密度略有起伏。
纯铝的电导率与退火铜相比约为后者的60%,铝合金则约为50%,含Mg量高的铝合金其比电导率则还要低一些。
铝合金的热力学性质一般比较接近,比热容在0.9J/g·℃(20℃)左右,线膨胀系数在23μm/m·℃左右,与纯铜、黄铜、钢相比比较大。
2.1.1铝及铝合金的钎焊性纯铝和铝锰合金的硬钎焊性最好,表面氧化物可以用钎剂清除。
对于铝镁合金来讲,其钎焊性受到含镁量的影响。
当含镁量ω(Mg)﹥1.5%时,随着含镁量的增加,钎焊性变坏;当含镁量ω(Mg)﹥2.5%时,钎焊困难,不推荐用钎焊方法来连接。
硬铝的钎焊性很差,主要问题是发生过烧。
以LY12为例,加热温度超过505℃后,由于发生过烧,合金的强度和塑性均显著下降,因此,钎焊温度必须控制在505℃以下。
由于缺少合适的钎料,导致其钎焊性很困难。
LC4超硬铝在温度超过470℃时就发生过烧,故除采用快速加热的钎焊方法(如浸渍钎焊)外,不宜进行硬钎焊。
锻铝合金中LD2硬钎焊性比较好。
它的固相线温度为593℃,故应在低于590℃的炉中进行钎焊为宜。
LD6合金的含镁量也不高,对焊接性没有影响。
但它的固相线温度在555℃左右,因此过烧的敏感性比LD2大得多。
LD6的硬钎焊温度以500~550℃为宜,但在600℃以下进行的浸渍钎焊,对其力学性能无不良影响。
这是由于浸渍钎焊加热速度快,过烧过程来不及发展。
LD9、LD10合金虽然含镁量并不高,但其固相线温度低而使钎焊困难。
ZL102铸铝合金是非热处理强化合金,固相线温度577℃,故必须在低于577℃温度下钎焊。
由于它的含硅量高,使钎料难以润湿。
ZL202铸铝合金含铜量比较高,固相线温度低,钎焊温度高于550℃就容易出现过烧现象,因此难以钎焊。
ZL301铸铝合金由于含镁量高,不能钎焊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
NOCOLOK 钎剂钎焊技术手册苏威氟及衍生物有限公司保密协议本手册包括内部所收录的资料,属于苏威氟及衍生物有限公司专有并对外保密。
在没有得到苏威氟及衍生物有限公司的明确书面许可,本手册的使用者不得复制,复印或转述(转载)全部或部分的内容,也不能以任何的形式提供给任何的第三方。
在苏威氟及衍生物有限公司的要求下,使用者必须马上归还本手册。
P.4第1节介绍P.7 第3节重要的生产控制步骤及P.54特性1-1 目的P.7 i.)装配间隙P.541-2 历史回顾P.8 ii.)夹具P.56iii.)钎料金属的控制P.62 第2节钎焊工艺P.9 iv.)钎焊修复P.71 2-1 导言P.9 v.)钎焊后钎剂残余物特性P.722-2 工艺回顾P.10 a.)残余物厚度P.722-3 钎剂的任务P.12 b.)硬度P.722-4 钎剂的种类P.13 c.)附着性P.722-5 铝合金P.14 d.)湿润性P.72i.)概述P.14 e.)抗腐蚀性P.73ii.)合金添加成分的影响P.18 f.)可溶性P.73a.)镁P.18 g.)钎焊后气味P.73b.)锌P.19 h.)钎焊后处理P.73P.75c.)硅P.19 vi..)钎剂残余物对冷却器的影响P.75d.)其它添加的合金成分P.19 vii.)钎剂残余物对制冷剂的影响2-6 清洗部件(湿润性)P.20 viii.)钎剂残余物对压缩机油P.76稳定性的影响i.)碱性溶液清洗P.21 第4节腐蚀P.77ii.)化学清洗P.22 i.)加速腐蚀试验P.77iii.)加热清洗P.23 ii.)腐蚀保护P.77iv.)钎剂悬浮液中表面活性P.24 第5节环保细则P.82 剂的添加2-7 钎剂的添加P.25i.)概述P.25 第6节金相学技术P.83ii.)钎剂悬浮液的准备P.25 6-1 样品镶嵌P.83iii.)钎剂附着量P.28 6-2 打磨和抛光P.84iv.)钎剂悬浮液使用概述P.29 6-3 铝合金的浸蚀P.85v.)其它钎剂添加技术P.30 i.)显微结构的常规浸蚀P.852-8 干燥/脱水P.32 ii.)决定晶粒尺寸的浸蚀P.852-9 钎焊P.34 a.)放大检验P.85i.)炉中钎焊P.34 b.)显微检验P.86P.36a.)可控气氛(CAB)隧道炉b.)强制对流炉P.41 第7节保健与安全P.87c.)间歇炉P.42 7-1 概述P.87P.88 ii.)火焰焊接P.43 7-2 NOCOLOK钎剂警示标志P.88a.)手工火焰焊接P.44 7-3 苏威NOCOLOK钎剂安全数据表b.)使用转盘和传送带进行P.52火焰焊接iii.)感应焊接P.53 第8节参考文献P.89第1节:介绍1-1:目的该手册就NOCOLOK®钎剂钎焊工艺提供了实践指引以及基本信息。
在1978年末发展起来的工艺的基础上,该种简单的无腐蚀焊剂,NOCOLOK钎剂钎焊,已被世界各地的许多公司商品化地使用。
汽车热交换器,空调,电气电阻加热元件,散热片以及冰箱元件装置等的生产,也仅仅是其应用产品领域的一部分。
德国苏威氟及衍生物有限公司向其用户提供该本手册的专有使用权,并根据客户的要求向客户提供帮助,以便能使客户有效地应用本手册中提及的专业技能。
咨询地址如下:德国苏威氟及衍生物有限公司德国汉诺威D-30173汉斯-波克大街20号电话:0049-511-857-0传真:0049-511-857-2146NOCOLOK®是加拿大铝业有限公司的注册商标。
该手册的使用者都将被假定为熟知铝钎焊的基本工艺,若非如此,应先仔细阅读第8-1节,8-2节及8-3节。
P.81-2 历史回顾最早期的铝部件钎焊采用氯化物钎焊。
钎焊采用火焰焊接并只能形成简单的接头。
该种工艺在焊接后所形成的一层吸水的腐蚀性氯化钠残余物,必须立即被温水清除。
稍后,更为复杂的钎焊部件引入了盐浴焊接工艺,即将部件浸入约为600︒C的熔融氯化盐槽罐中进行焊接。
该种工艺的优点在于加热速率快,可钎焊高强度铝镁合金。
然而,这使对较复杂的部件钎焊后残留的氯化盐残余物更难于去除,并更经常要求额外的步骤如化学中和和浸洗。
由于加热速率及冷却较快,使得一些部件出现变形以及出现队列问题。
该种工艺采用分批方法生产,因而并不是非常适合大批量的生产。
为提高生产效率,采用了添加氯化物焊剂的连续隧道炉以及通进气氛的工艺进行生产。
氯化物钎剂的用量约需150-300克/米2。
钎焊后残余物仍需去除,而且由于氯化物的缘故,炉子所经受的腐蚀非常严重。
采用氮气替代空气可减少对氯化物焊剂的用量。
但是钎焊后残余物必须清除以及炉子受到腐蚀成为其广泛的障碍。
在20世纪70年代,出现真空钎焊工艺。
该种工艺利用了镁的扩散现象以及易于从铝镁合金中挥发并刺穿其表面的氧化膜,使钎料金属流动的特性。
该种工艺消除了氯化物钎焊后残余物清除的必要性,但对钎焊部件的表面洁净度及炉内气氛要求更为严格。
因此,钎焊工艺研究的注意力又重新回到了钎剂钎焊工艺上。
在20世纪70年代末,适合于小批量或大批量生产钎焊部件的氟铝酸钾钎剂被研制开发出来了。
该种钎剂以NOCOLOK®商标进行市场推广。
由于该钎剂是氟化物,而非氯化物,因而对钎焊前或钎焊后的腐蚀问题的担忧得以消除。
此外,当需要较高的生产效率时,可采用一个相对简单的连续隧道炉,通入氮气进行钎焊生产。
若本文中推荐的条件或准则得以贯彻,与使用氯化物焊剂钎焊相比,炉体的腐蚀应能减少到最低。
第2节钎焊工艺2-1 导言本手册所阐述的内容将有助于苏威NOCOLOK钎剂的用户理解能成功实现和运行NOCOLOK钎剂钎焊生产配置的所必须的多种依据。
手册内的信息并不被认为包含所有的信息,并再次阐明某些钎焊工艺上的缺憾并不包括在本手册内。
覆盖的范围如下:章节主题第2节钎焊工艺2-1 导言2-2 工艺回顾2-3 钎剂的任务2-4 钎剂的种类2-5 铝合金2-6 清洗部件(湿润性)2-7 钎剂的添加2-8 干燥/脱水2-9 钎焊i.)炉中钎焊ii.)火焰焊接iii.)感应焊接第3节重要的产品控制步骤及特性i.)部件的间隙ii.)夹具iii.)钎料金属的控制iv.)钎焊修复v.)钎焊后钎剂残余物特性P.102-2 工艺回顾NOCOLOK钎剂钎焊工艺采用了一种无腐蚀的钎剂。
这种NOCOLOK钎剂是一种氟铝酸钾的混合物(如图2-1)。
钎剂的成分经过连续的控制以便能达到一个接近共晶点(565︒C)的熔点。
钎剂的熔点范围约为565-572︒C。
一旦液态钎剂熔融,溶解部件表面的氧化膜,随后钎料金属熔融(577︒C)。
钎料金属熔融并通过毛细作用流入到接头。
当部件冷却后,钎料金属凝结并形成金相接头。
钎剂仅微溶于水,其悬浮液状时也较易控制,钎剂本身无腐蚀性,使用期长。
按推荐的钎剂附着量使用时,该种钎焊工艺会产生一层1-2微米厚,依附性强而无腐蚀性的残余物,该残余物无须去除即可在其表面喷涂。
若残余物较厚,据报道会影响导电性能以及油漆的附着。
钎焊前在非复合(包复)部件表面电弧喷锌。
在包复层或芯合金当中的锌会使之起到牺牲保护作用。
采用长寿命合金苏威的NOCOLOK钎剂几乎适合各种铝合金。
而含镁量超过0.5%的合金不适合于炉中钎焊(见2-5,a)。
钎剂以水或乙醇配兑成悬浮液,钎剂膏又或者以静电喷涂的方式添加到部件上。
当采用炉中钎焊时,部件添加钎剂悬浮液后必须经过完全的烘干后才能进入钎焊炉。
采用炉中钎焊,产品在氮气气氛中被加热至将近600 C,然后被冷却。
P.11采用NOCOLOK钎剂进行的火焰焊接在空气中进行,而采用NOCOLOK钎剂进行感应钎焊则在空气或氮气中均可进行。
NOCOLOK钎剂是在液相氢氧化铝中生产的,如生产流程图2-2所示,氟化氢和氢氧化钾是钎剂的生产原料。
精确的工艺限量以及多种质量控制程序(加铝标准)生产出的钎剂具有最好的质量和高度的稳定性。
钎剂以干粉的形式经不同的包装和按不同的数量运送到用户手上。
随着对NOCOLOK钎剂钎焊技术的需求不断提升,苏威已在扩展对用户提供的支持和服务。
在德国汉诺威,苏威公司能就所有规格的产品进行NOCOLOK钎焊技术的演示;。
提供样品开发的协助;。
就对NOCOLOK钎剂钎焊的有效产品设计提供咨询;。
可用于小批量工件焊接和培训用的火焰焊接工作台;。
在汉诺威或用户工厂进行NOCOLOK钎剂钎焊培训讲座;。
可进行加速腐蚀试验。
腐蚀测试能够决定合金元素调整和生产程序的影响并评价防腐蚀的工艺。
P.122-3 钎剂的任务铝在空气中能瞬时氧化。
氧化膜又能阻止钎料金属的流动,也就是熔融的钎料被氧化膜所包复,不能湿润表面或被毛细作用拉动到接头部位。
钎剂的任务就是在于:。
置换或溶解表面的氧化膜;。
阻止下层未曾氧化的铝金属进一步被氧化;。
降低钎料金属表面张力,加强钎料金属流动;。
提高母材金属的湿润性。
图2-1 KF-AlF3相图P.132-4钎剂的种类最常用的钎剂有氯化物钎剂和氟化物钎剂。
在钎焊前和钎焊后环境中,氯化物钎剂被认为是有腐蚀性的,而氟化物钎剂则不具腐蚀性。
氯化物钎剂的钎焊后残余物可通过水洗或化学清洗去除,但费用昂贵。
当采用推荐的条件时,氟化物钎剂钎焊后残余物紧紧依附于铝部件的表面,不易溶解,并仅能以机械方式擦除。
报道表明氯化物钎剂的工作机理是通过穿透氧化膜较弱的部位,并同时打碎氧化膜与铝的结合层(文献8-5)。
在氯化物钎剂的基础上添加少量的氟化物(如氯化钠,氟化钾,氟化锂)也可溶解氧化膜。
这表明氟化物的添加给予钎剂足够的溶解氧化膜的能力,从氧化膜较弱的部位开始穿透。
现时的研究(文献8-6)表明,NOCOLOK钎剂的工作机理是通过熔化,铺展和溶解待钎焊部件表面的氧化膜。
氯化盐钎剂则没有发现如上述报告中所提到的那种穿透氧化膜并剥离氧化膜和金属结合层的能力。
P.142-5铝合金i)概述在工业上适用于炉中钎焊和苏威NOCOLOK钎剂的铝合金主要为:片材挤压型材AA3003 AA1050AA1100 AA1435AA1145 AA3003AA1070 AA3102AA3005 AA6063AA3105AA6951上述合金的成分和熔点范围详见表2-1(P 15)。
许多用于片材的芯合金能够被单面或双面复合一层很薄的低熔点的铝硅合金(见图2-3)。
复合铝合金片材彷如一种三文治,以铝坯料为芯合金,并有一层或两层经过压制的低熔点合金作为外包复层。
然后三文治片材会在轧制设备上被压延至需求的厚度。
在铝合金供应商处,可获得多种变化的包复层/芯层合金组合。
P.16图2-3 复合钎焊片材,在芯合金上复合铝硅层在挤压材料上进行复合,既不节约成本也不符合实际,因而会采用预先成型的方法(例如采用成型好的线材或隔片)向接头部位提供钎料。