台湾新代数控系统SYNTEC-CNC应用手册V10
SYNTEC参数说明手册
SYNTEC参数说明手册- 0 -新代科技参数设定说明手册by : 新代科技date : 2006/11/20ver : 9.5SYNTEC参数说明手册- 1 -版本更新记录项次更改内容纪录更改日期作者更改后版本01 初版定稿2005/05/25 吴达钦V9.002 增加Embedded参数设定,Pr221~P226轴型态修正2005/09/22 赖春亿V9.103 增加伺服轴设定及加减速设定参数说明2005/09/22 赖春亿V9.204 增加六轴卡(servo6)指拨开关说明2006/07/21 赖春亿V9.305 修正内容编排格式2006/09/05 赖春亿V9.406 增加参数总表2006/11/20 赖春亿V9.5SYNTEC参数说明手册- 2 -目录1.参数总表............................................................................................................................................ (7)2.参数设定说明............................................................................................................................................ .. (36)2.1系统基本参数设定............................................................................................................................................ (36)2.1.1硬体环境设定............................................................................................................................................ .. (36)2.1.1.1轴卡基本参数设定............................................................................................................................................ . (36)2.1.1.1.1 Pr01 轴板基址............................................................................................................................................ .. (36)2.1.1.1.2 Pr09 轴板型态............................................................................................................................................ .. (37)2.1.1.1.3 Pr10 伺服警报接点型态............................................................................................................................................ . (37)2.1.1.1.4 Pr11 轴卡时脉来源............................................................................................................................................ (38)2.1.1.1.5 Pr12 SERVO6轴卡最高时脉............................................................................................................................................ (38)2.1.1.1.6 Pr13 轴卡数目............................................................................................................................................ .. (38)2.1.1.2 I/O卡基本参数设定............................................................................................................................................ . (39)2.1.1.2.1 Pr03 I/O板基址............................................................................................................................................ . (39)2.1.1.2.2 Pr05 I/O板组态............................................................................................................................................ . (39)2.1.1.2.3 Pr15 I/O卡数位滤波程度............................................................................................................................................ (42)2.1.1.3 控制精度设定............................................................................................................................................ .. (43)2.1.1.3.1 Pr17控制精度............................................................................................................................................ (43)2.1.1.4 萤幕功能键型态设定............................................................................................................................................ .. 432.1.1.4.1 Pr3205功能键型态............................................................................................................................................ .. (43)2.1.1.5 萤幕型别............................................................................................................................................ . (44)2.1.1.5.1 Pr3211 萤幕型别............................................................................................................................................ .. (44)2.1.1.6预设外部存取资料磁碟机代号 (44)2.1.1.6.1 Pr3213 磁碟机代号............................................................................................................................................ .. (44)2.1.1.7 选择控制面板键盘型态..........................................................................................................................................442.1.1.7.1 Pr3217 选择控制面板键盘型别............................................................................................................................................442.1.1.8系统扫瞄时间设定............................................................................................................................................ . (45)2.1.1.8.1 Pr3202 I/O扫描时间............................................................................................................................................ (45)2.1.1.8.2 Pr3203 运动补间时间............................................................................................................................................ . (45)2.1.1.8.3 Pr3204 PLC扫描时间............................................................................................................................................ .. (45)2.1.2软体介面环境参数设定............................................................................................................................................ . (46)2.1.2.1应用功能参数设定............................................................................................................................................ . (46)2.1.2.1.1 Pr411 G00运动方式............................................................................................................................................ . (46)2.1.2.1.2 Pr413 G92(G92.1)座标保留模式设定 (46)2.1.2.1.3 Pr414 工件座标系统保留模式............................................................................................................................................46SYNTEC参数说明手册- 3 -2.1.2.1.4 Pr415 重置或关机时保留目前刀长资料 (47)2.1.2.1.5 Pr3207 C/S界面版本编号............................................................................................................................................ . (47)2.1.2.1.6 Pr3215选刀时呼叫副程式............................................................................................................................................ (47)2.1.2.1.7 Pr3241 工件程式小数点型态............................................................................................................................................2.1.2.1.8 Pr3243 键盘重置键由PLC处理...........................................................................................................................................482.1.2.1.9 Pr3245刀长磨耗补偿输入增量最大值 (48)2.1.2.1.10 Pr3801 G95时进给量与主轴位置紧密偶合 (48)2.1.2.1.11 Pr3807圆弧终点不在圆弧上检查视窗 (49)2.1.2.1.12 Pr3809 UVW为XYZ轴增量指令 (49)2.1.2.1.13 Pr3815 刀具半径补偿预看模式..........................................................................................................................................492.1.2.1.14 Pr3816 刀长补偿模式............................................................................................................................................ (49)2.1.2.1.15 Pr3819过切检查型态............................................................................................................................................ (50)2.1.2.1.16 Pr3851断刀处理程式号码............................................................................................................................................ . (50)2.1.2.2 系统人机介面设定............................................................................................................................................ (51)2.1.2.2.1 Pr3201 设定启动车床规则............................................................................................................................................ .. (51)2.1.2.2.2 Pr3209 语言设定............................................................................................................................................ .. (51)2.1.2.2.3 Pr3219 系统安装组态............................................................................................................................................ . (52)2.1.2.2.4 Pr3221 除错模式............................................................................................................................................ .. (52)2.1.2.2.5 Pr3223启动系统管理功能............................................................................................................................................ (53)2.1.2.2.6 Pr3225 萤幕保护功能延迟时间............................................................................................................................................2.1.2.2.7 Pr3227 萤幕解析度............................................................................................................................................ .. (53)2.1.2.2.8 Pr3229 关闭工件座标系统功能...........................................................................................................................................532.1.2.2.9 Pr3247 速率显示方法............................................................................................................................................ . (54)2.2.伺服轴向参数设定............................................................................................................................................ .. (55)2.2.1各轴对应机械轴设定............................................................................................................................................ .. (55)2.2.1.1 Pr21~Pr40 伺服对应的机械轴 (55)2.2.2 轴向马达运动方向的设定............................................................................................................................................552.2.2.1 Pr41~Pr60 马达运动方向设定 (55)2.2.3 轴向命令与回授解析度设定........................................................................................................................................562.2.3.1 Pr61~Pr80 位置感测器解析度 (56)Pr81~Pr100 轴卡回授倍频............................................................................................................................................ . (56)Pr121~Pr160 螺杆侧齿轮齿数,马达侧齿轮齿数 (56)Pr161~Pr180 螺杆宽度(Pitch)..................................................................................................................................... (56)Pr181~Pr200 伺服系统的位置回路增益 (56)Pr201~Pr220 位置感测器型态.............................................................................................................................................56Pr341~Pr360 位置命令倍率分子.........................................................................................................................................56Pr361~Pr380 位置命令倍率分母.........................................................................................................................................562.2.4 各轴向应用型态设定............................................................................................................................................ .. (58)SYNTEC参数说明手册- 4 -2.2.4.1 Pr221~Pr226轴型态............................................................................................................................................ . (58)2.2.4.2 Pr281~Pr300选择半径轴或直径轴 (59)2.2.5 各轴向显示名称设定............................................................................................................................................ .. (59)2.2.5.1 Pr321~Pr340设定轴的名称 (59)2.2.6 轴向控制模式设定............................................................................................................................................ (60)2.2.6.1 Pr381~Pr400位置伺服控制模式 (60)2.2.7 定位检查功能设定............................................................................................................................................ (60)2.2.7.1 Pr421~Pr440切削时位置检查的视窗范围 (60)2.2.7.2 Pr481~Pr500 快速移动(Rapid Travel, G00)时位置检查的视窗范围 (61)2.2.7.3 Pr561~Pr580 遗失位置检查视窗 (61)2.2.7.4 Pr901~Pr920 零速检查视窗 (61)2.2.8 各轴向左右软体行程极限保护 (61)2.2.8.1 Pr2401~Pr2440 软体第一行程保护的范围 (61)2.2.8.2 Pr2441~Pr2480 软体第二行程保护的范围 (62)2.3.主轴参数设定............................................................................................................................................ . (63)2.3.1主轴对应命令输出埠设定.............................................................................................................................................632.3.1.1 Pr1621~Pr1630 主轴对应的机械轴或逻辑轴 (63)2.3.2 主轴命令参数设定............................................................................................................................................ (63)2.3.2.1 Pr.1631~Pr.1636 主轴零速offset速度 (63)2.3.2.2 Pr.1641~Pr.1646 主轴编码器极性 (63)2.3.2.3 Pr.1651~Pr.1656 主轴马达编码器一转的Pulse 数 (63)2.3.2.4 Pr.1661~Pr.1666 主轴回授倍频 (64)2.3.2.5 Pr.1671~Pr.1676 主轴马达增益 (64)2.3.2.6 Pr.1681~Pr.1692 主轴第一档齿数比 (64)Pr.1901~Pr.1952 主轴第四档齿数比 (64)2.3.2.7 Pr.1711~Pr.1716 主轴是否安装编码器 (65)2.3.3 主轴运动转速设定参数............................................................................................................................................ . (65)2.3.3.1 Pr.1721~Pr.1726 主轴寸动速度 (65)2.3.3.2 Pr.1731~Pr.1736 主轴最低转速 (65)2.3.3.3 Pr.1801~Pr.1806 主轴最高转速 (65)2.3.3.4 Pr.1821~Pr.1826 主轴伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主轴加减速时间 (66)2.3.3.6 Pr.1851~Pr.1856 主轴重力加速度加减速时间 (66)2.3.4主轴定位设定参数............................................................................................................................................ (66)2.3.4.1 Pr.1741~Pr.1746 主轴定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主轴定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主轴原点偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主轴定位最低速度 (67)SYNTEC参数说明手册- 5 -2.3.4.5 Pr.1791~Pr.1796 主轴马达型态 (67)2.3.4.6 Pr.1811~Pr.1816 主轴编码器安装位置 (67)2.3.4.7 Pr.1841~Pr.1846 主轴Y-Delta切换速度 (67)2.4.轴向运动特性设定参数............................................................................................................................................ (69)2.4.1 切削时前加减速运动规划............................................................................................................................................692.4.1.1 Pr401 切削加减速时间........................................................................................................................................69Pr402 重力加速度加减速时间...........................................................................................................................................69Pr405 切削的最高进给速度............................................................................................................................................ (69)Pr541~Pr560 各轴切削的加减速时间 (69)Pr621~Pr640 各轴切削的最高进给速度 (69)Pr641~Pr660 各轴重力加速度加减速时间 (69)2.4.2 切削时后加减速运动规划............................................................................................................................................712.4.2.1 Pr404后加减速切削钟型加减速时间 (71)2.4.3 切削时直线转角自动减速功能 (73)2.4.3.1 Pr406转角参考速度............................................................................................................................................ . (73)2.4.4 切削时圆弧切削运动最高进给速度设定 (74)2.4.4.1 Pr408 半径5mm圆弧切削参考速度 (74)2.4.5 快速移动及JOG时的加减速规划 (75)2.4.5.1 Pr441~Pr460 各轴快速移动(G00)的加减速时间 (75)Pr461~Pr480 各轴快速移动(G00)的最高进给速度 (75)Pr501~Pr520 各轴快速移动(G00)的F0速度 (75)Pr521~Pr540 各轴JOG速度.............................................................................................................................................752.5.寻原点动作设定参数............................................................................................................................................ . (76)2.5.1寻原点方式设定参数............................................................................................................................................ .. (76)2.5.1.1 Pr961~Pr980 各轴寻原点方法 (76)2.5.2 寻原点动作规格与参数设定........................................................................................................................................762.5.2.1 Pr821~Pr840 各轴第一段寻原点速度 (76)Pr841~Pr860 各轴第二段寻原点速度 (76)Pr861~Pr880 各轴寻原点为负方向 (76)2.5.3 原点偏移功能设定参数............................................................................................................................................ . (77)2.5.3.1 Pr881~Pr900 原点的偏移量设定 (77)2.5.4 原点栅格量功能设定参数............................................................................................................................................782.5.4.1 Pr941~Pr960启动寻原点栅格功能 (78)2.6.手轮功能设定参数............................................................................................................................................ (80)2.6.1手轮讯号输入设定参数............................................................................................................................................ . (80)2.6.1.1 Pr2031~Pr2034 手轮对应的机械轴 (80)SYNTEC参数说明手册- 6 -2.6.2手轮讯号解析度设定参数.............................................................................................................................................802.6.2.1 Pr2041~Pr2044 手轮Encoder一转的Pulse 数 (80)Pr2051~Pr2054 手轮回授倍频...........................................................................................................................................802.6.3手轮段数设定参数............................................................................................................................................ (80)2.6.3.1 Pr2001手轮第四段倍率设定 (80)2.6.4手轮模拟功能设定参数............................................................................................................................................ . (81)2.6.4.1 Pr2003手轮模拟对应手轮号码 (81)2.6.5手轮驱动轴向功能设定参数.........................................................................................................................................812.6.5.1 Pr2031~Pr2033手轮对应的座标轴 (81)2.6.5手轮设定参数............................................................................................................................................ .. (81)2.6.5.1 Pr2031~Pr2033手轮对应的座标轴 (81)2.7.机构补偿功能设定参数............................................................................................................................................ (82)2.7.1尖角误差补偿设定参数............................................................................................................................................ . (82)2.7.1.1 Pr1361~Pr1380圆弧尖角正向误差补偿量 (82)Pr1381~Pr1400圆弧尖角误差补偿时间常数 (82)Pr1361~Pr1400圆弧尖角负向误差补偿量 (82)2.8.轴耦合功能设定参数............................................................................................................................................ . (85)2.8.1轴耦合功能设定参数............................................................................................................................................ .. (85)2.8.1.1 Pr1361~Pr1380圆弧尖角正向误差补偿量 (85)Pr1381~Pr1400圆弧尖角误差补偿时间常数 (85)Pr1361~Pr1400圆弧尖角负向误差补偿量 (85)SYNTEC参数说明手册- 7 -1.参数总表编号说明输入范围单位使用详细说明1 *第一轴轴板基址[0,65535] SERVO 4:ㄧ片或两片轴卡,第一片轴卡位置请设定800(320H).三片或四片轴卡,第一片轴卡位置请设定768(300H)SERVO6:请设定768(300H).ㄧ体机(Embedded):请设定512(200H).内定值800 (320H)3 *第一片IO板基址[0,65535] 第一片I/O卡位置设定,内定值512(200H)5 *IO板组态[0,9] 0:2PIO4+1PIO3(R1+HK)1: HK + 3R12: HK + R2 + 2R13: 2R2 + 4R14: HK2 + R2 + 2R15: HK + R2 + 4PIO46:PIO5 (不启动点矩阵扫描功能)7:PIO5(启动点矩阵扫描控制操作面板)9:虚拟IO卡9 *轴板型态[0,9] 0:EMP21:SERVO4+不检查伺服警报2:SVO4+伺服警报接点为常开接点Normal Open ( A 接点)3:SERVO4+伺服警报接点为常闭接点Normal Close ( B 接点)4:EMP45:SERVO69:虚拟轴卡SYNTEC参数说明手册- 8 -编号说明输入范围单位使用详细说明10 *伺服警报接点型态[0,1] 0:常开接点Normal Open (A接点) 1:常闭接点Normal Close(B接点)注:此参数仅对SERVO 6轴卡有效11 *轴板时脉来源[0,2] 设定轴板时脉来源:0时使用轴板自已时脉.1时共用IPC Bus时脉(486).2时共用IPC Bus时脉(586+).13 *轴板数目[0,6] 设定轴板个数15 设定I/O板数位滤波程度[0,3] 数值越大滤波效果越大,但反应灵敏度变弱.数值越小滤波效果越小,但反应灵敏度变快.17 *控制精度(1:条;2:微米;3:次微米)[1,3] 设定控制精度,基本长度单位长度单位, BLU, 此单位不会受公英制输入模式影响.1: 0.01 mm,0.01 deg,0.001 inch;2: 0.001 mm,0.001 deg,0.0001 inch;3: 0.0001 mm,0.0001 deg0.00001 inch;当此值改变时,所有有关BLU的长度单位参数必需重设,同时,刀具资料也必须重设.21~40 *对应的机械轴[0,20] 依配机规划,可指定各轴相对轴卡上的伺服机械轴输出埠编号41~60 马达运动方向反向[0,1] 设定各轴机台实际运动方向, 0:不反向,1:反向61~80 位置感测器解析度(编码器:Pulse/转;光学尺:Pulse/mm)[100,2500000]pulse/revpulse/mm各轴马达ENCODER每转PULSE 数81~100 轴卡回授倍频[1,4] 轴卡ENCODER倍频数设定, 全部设定4101~120 马达的增益[1,8000] RPM/V 马达指令增益亦即1V 的速度指令,相对马达转速是几转(rpm)SYNTEC参数说明手册- 9 -编号说明输入范围单位使用详细说明注:电压控制模式时有效121~160 螺杆侧齿轮齿数马达侧齿轮齿数[1,999999999]齿轮比设定,输入实际马达端的齿数,与螺杆端齿数161~180 螺牙宽度(Pitch) [1,1000000] BLU 螺杆的导程,螺杆每一转前进的牙距181~200 伺服系统的位置回路增益(Loop Gain)[1,3000] 1/sec 系统的刚性设定,增益值设定越大,系统刚性越好,加工精度越佳,但是设定太大,容易引起机台抖动,通常CNC 系统, 编码器场合设定30 ,光学尺场合,设定20201~220 位置感测器型别(0:编码器;1:光学尺;2:无回授)[0,2] 位置检测元件的类别设定(光学尺,编码器或无回授)221~240 轴的型态[0,5] 设定轴的型态(0:线性轴;1-5:旋转轴型态A-E)241~260 *双回授第二位置感测器对应的机械轴[0,20] 设定双回授中第二位置感测器(光学尺)对应轴卡上的机械轴261~280 双回授第二位置感测器解析度(Pulse/mm)[100,2500000]pulse/mm 双回授第二位置感测器解析度.直线轴:每毫米,mm,的脉波数,即A/B相的频率.旋转轴:一圈,360度,的脉波数,即A/B相的频率.281~300 选择半径轴或直径轴[0,1] 设定该轴为直径轴或半径轴:0:为半径轴;1为直径轴,当此参数变动后,该轴的下列参数也必须是直径量:1.原点偏移量2.参考点3.软体行程极限301~320 双回授第二位置感测器回授倍频[1,4] 双回授第二位置感测器卡ENCODER或光学尺倍频数设定,全部设定4321~340 设定轴的名称[00100,10999] 设定轴的名称,前两位数字决定是否显示轴向代号.00=>显示SYNTEC参数说明手册- 10 -编号说明输入范围单位使用详细说明10=>不显示第三码为英文字母代号的选择;其编码如下:X轴=>1;Y轴=>2;Z轴=>3;A轴=>4;B轴=>5;C轴=>6;U轴=>7V轴=>8W轴=>9后两位为下标号码.例如:X2设定值为102,W23设定值为923X设定为100341~360 位置命令倍率分子[1,999999999] 输出位置命令倍率的分子值361~380 位置命令倍率分母[1,999999999] 输出位置命令倍率的分母值381~400 位置伺服控制模式[0,2] 0: CW/CCW位置伺服控制模式.1: 电压位置伺服控制模式.2: A/B Phase位置伺服控制模式.SYNTEC参数说明手册- 11 -编号说明输入范围单位使用详细说明401 切削的加减速时间[0,60000] ms 8.00版(含之前)使用说明:G01,G02,G03,G33的加减速时间设定,此时间设定越大,加减速时间越长,运动越平顺9.00,10.00版使用说明:设定切削的加减速时间(G01/G02/G03/G31).此参数会与参数405切削的最高进给速度,一起用来计算切削时的合成最高加速度,以供切削时加减速依据.建议设定:每1 m/min的切削速度加减速时间10ms,例参数405设定为6000 (6 m/min) 时,此参数就设60(60ms).402 重力加速度加减速时间[0,60000] ms 设定重力加速度加减速时间.这个参数用来限制动程的冲量(Jerk)最大值.(建议Jmax=65333 mm/sec3)9.00版使用说明:Jmax=Pr405*1000000/(Pr401*Pr402*60)(mm/sec3)10.00版使用说明:Jmax=1G*1000/Pr402(mm/sec3)1G=9800 m/sec2404 后加减速时间[0,60000] ms 切削后加减速时间.提供线性后加减速的方式,平滑马达输出指令,以达到加减速的效果,建议值15ms~25ms405 切削的最高进给速度[0,3600000] mm/mindeg/min01. in/min加工(G01/G02/G03/G31/G33)最高速度设定406 设定转角参考速度[6,3600000] mm/mindeg/min01. in/min设定转角参考速度,此参考速度为转角90度时,允许的角隅最高速度值.此速度越大时加工越快,但角隅精度差,此速度越大加工越SYNTEC参数说明手册- 12 -编号说明输入范围单位使用详细说明慢,但角隅精度好.建议值500mm/min.408 设定半径5mm圆弧切削参考速度[6,3600000] mm/mindeg/min01. in/min由於圆弧切削时,伺服落后会造成圆半径内缩,其中,T为伺服系统时间常数;V为切线速度;R为圆半径.因此,我们利用此关系式,在内缩量保持固定与伺服特性固定的条件下,找出任何圆半径的最高允许速度.此参数即在设定此参考半径Rref,参数408用来设定参考速度Vref.建议值Rref = 5000 (5mm), Vref=500 (mm/min).409 螺纹切削加减速时间[0,60000] ms G33螺纹切削加减速时间410 手轮加减速时间[10,60000] ms 设定手轮加减速时间,内定值200 411 G00运动方式[0,1] 0:线性同动;1:各轴独立以各轴最高速移动.413 G92(G92.1)座标保留模式设定[0.,2] 0:重置时(Reset)不保留由G92(G92.1)设定的工作座标偏移量1:重置时(Reset) 保留由G92(G92.1)设定的工作座标偏移量,开关机不保留2: 重置时(Reset)与开关机保留由G92(G92.1)设定的工作座标偏移量414 工作座标系统座标保留模式设定[0,2] 0:重置时(Reset)回归内定工件座标系统(G54)1:重置时(Reset)保留当时工件座标系统2:重置时(Reset)与开关机保留当时工件座标系统415 *在重置(Reset)或关[0,1] 0: 在重置(Reset)或关机(Power SYNTEC参数说明手册- 13 -编号说明输入范围单位使用详细说明机(Power OFF)时目前刀子的刀长资料是否保留OFF)时不保留目前刀子的刀长资料1:在重置(Reset)或关机(PowerOFF)时保留目前刀子的刀长资料417 刚性攻牙速度回路增益[0,4000] 用来调整Z轴追随主轴在等速段的强度,此值越小Z 轴落后主轴越多,此值越大,Z轴落后越小,当此值太大,会造成超前,或摆动现象.418 刚性攻牙加速度回路增益[0,4000] 用来调整Z轴追随主轴在加速段的强度,此值越小Z 轴落后主轴越多,此值越大,Z轴落后越小,当此值太大,会造成超前,或摆动现象419 刚性攻牙主轴减速时间[0,60000] ms 刚性攻牙主轴减速时间,用来调整攻牙过切深度.421~440 切削时位置检查(In-Position)的视窗范围[0,300000] BLU BLOCK 的执行,以确定加工精度,但是设定太小,可能会影响加工速度441~460 快速移动(RapidTravel, G00)加减速时间[0,60000] ms G00,Home 与JOG 的加减速时间设定,建议值: G01 加减速速度一倍以上461~480 快速移动(RapidTravel, G00)进给速度[0,3600000] mm/mindeg/min0.1 in/minG00 的速度设定,此速度接受面板RAPID OVERRIDE 设定(F0,25,50,100)481~500 快速移动(RapidTravel, G00)时位置检查(In-Position)的视窗范围[0,300000] BLU G00 IN POSITION CHECK 的范围501~520 快速移动(RapidTravel, G00) F0速度值[0,15000] mm/mindeg/min0.1 in/minG00 RAPID OVERRIDE 设定为F0 时,机台运动速度521~540 JOG速度[0,3600000] mm/mindeg/min0.1 in/min各轴JOG 速度设定,接受面板旋钮的OVERIRDE541~560 各轴切削加减速时[0,60000] ms 8.00版(含之前)使用说明: SYNTEC参数说明手册- 14 -编号说明输入范围单位使用详细说明间PLC轴G01, G02, G03, G33 的加减速时间设定,此时间设定越大,加减速时间越长,运动越平顺,但是太大会影响到加工精度.9.00,10.00版使用说明:设定切削的加减速时间(G01/G02/G03/G31).此参数会与参数621~640各轴切削的最高进给速度,一起用来计算切削时的合成最高加速度,以供切削时加减速依据.建议设定每1 m/min的切削速度加减速时间10ms,例参数621设定为6000 (6 m/min) 时,此参数541就设60(60ms).561~580 遗失位置检查视窗[50,300000] BLU 控制器在马达静止的情况下,会自动检查马达回授位置与命令差是否超过此参数设定的范围,如果是就会发出遗失位置命令警报581~600 速度前馈补偿百分比[0,200]601~620 各轴转角参考速度[6,3600000] mm/mindeg/min01. in/min设定各轴转角参考速度,此参考速度为转角90度时,允许的角隅最高速度值.此速度越大时加工越快,但角隅精度差,此速度越大加工越慢,但角隅精度好.建议值500 mm/min.621~640 各轴切削的最高进给速度[0,3600000] mm/mindeg/min01. in/min加工(G01,G02,G03)最高速度设定641~660 各轴重力加速度加减速时间[0,60000] ms 设定各轴重力加速度加减速时间.这个参数用来限制动程的冲量(Jerk)最大值.Jmax=1G*1000/T1G=9.8 m/sec2T为此参数所设定的值PS:此参数对G00,G01,JOG,Home的轴向移动均有效SYNTEC参数说明手册- 15 -编号说明输入范围单位使用详细说明701~720 所属轴群代号[1,15] 本轴附属轴群.有关轴群的PLC 控制介面,请参考R520~R559.Bit 0 此轴属第一轴群Bit 1 此轴属第二轴群Bit 2 此轴属第三轴群Bit 3 此轴属第四轴群例如:设定1此轴属第一轴群;设定2此轴属第二轴群;设定3此轴属第一轴群,也属於第二轴群;设定15此轴属第一至四轴群.721~724 轴群对应的MST通道[1,4] 设定轴群使用的MST通道代号.目前系统提供多组独立的MST通道可进行CNC与PLC沟通.不同轴群可共用同一个通道,当使用共用通道,如发生同时来自不同轴群的MST要求时,其要求将依序通知PLC处理,会稍微影响效能,但PLC程式撰写较简单.第一组的PLC介面由C38/S30/S29/S54/S69 R1~R3构成第二~四组的PLC介面请参考R615~R626731 CNC主系统轴群[1,4] 指定CNC主系统包含的轴群数目.超过此参数的轴群,可由PLC直接驱动.有关轴群的PLC控制介面,请参考R520~R559.内定值2.例:设为2时:表示第一和第二轴群由CNC主系统控制($1,$2),第三和第四轴群由PLC控制.设为3时:表示第一,二,和第三轴群由CNCSYNTEC参数说明手册- 16 -编号说明输入范围单位使用详细说明主系统控制($1,$2,$3),第四轴群由PLC控制.~800 系统保留区保留803 *Home Dog来源(0:I/O; 1:轴卡)[0,1] HOME DOG 是由I/O 卡来,还是轴卡,建议由I/O 卡来注:此参数仅对EMP4卡有效821~840 寻原点速度[0,3600000] mm/min deg/min0.1 in/min寻原点时,轴向寻找HomeDOG的速度设定,试机时,先设定1mm/min ,没有问题后,再将速度调高到目标值841~860 寻原点的第二段的低速速度[0,3600000] mm/mindeg/min01 in/min轴向在找到HomeDOG后往回寻找马达INDEX的速度设定,试机时,先设定1 mm/min ,没有问题后,再将速度调高到目标值861~880 寻原点方向为负方向[0,1] 寻HOME 方向设定,0 为正, 1为负881~900 寻原点的偏移量[-999999999,+999999999]BLU 系统在找到马达INDEX后,会将机械座标零点从马达INDEX位置偏移到参数指定距离的位置上,这个参数通常用於将机台座标设定为单向范围901~920 零速检查视窗(count)[3,50] count 各轴零速检查视窗,当0.1sec内绝对位置纪录器变化量小於设定值时被视为零速度921~940 Home Dog极性(0:正;1:负)[0,1] HOME DOG 极性设定,正常配线是NORMAL CLOSE ,但是在进接开关使用场合是NORMALOPEN注:此参数仅对EMP4卡有效941~960 启动寻原点栅格功能[0,1] 当Home Dog位置太靠近马达索引讯号时,容易因HomeDog反应异常造成寻原点不准.当装好HomeDog后发现栅格量不为20~80,请打开此功能.此功能打开后,寻原点时会自动忽略离开HomeDog后半圈的索引讯号.SYNTEC参数说明手册- 17 -编号说明输入范围单位使用详细说明961~980 设X 轴寻原点方法[0,2] 0:有DOG开关;1:编码器索引2.有DOG开关,对原点偏移量的处理,采直接设定机械座标方式,而非位移.~1200 系统保留保留1221~1240 启动背隙补偿功能[0,1] 背隙补偿功能起动,关闭,进行背隙量测时,需将此功能先关掉1241~1260 背隙补偿量[0,999999999]BLU 背隙补偿功能起动后,以此设定量,进行背隙补偿1301~1320 启动齿节误差补偿功能[0,2] 节距补偿功能起动/关闭,进行节距补偿量测时,需先起动背隙补偿功能,0 : 不补偿,1: 单向补偿,2: 双向补偿1321~1340 齿节误差补偿间隔[1000,99999999]BLU 节距补偿功能起动后,以此设定量,设定补偿间距,每格的间距是多少1341~1360 原点在补偿表格的位置[1~100] 节距补偿功能起动,机械原点在补偿表的第几号,建议值是50。
台湾新代系统车床说明书

台湾新代系统车床说明书
台湾新代系统车床说明书
本说明书为台湾新代系统车床的使用和操作指南,旨在帮助用户快速上手并正确使用该系统车床。
请仔细阅读本手册,确保您的安全和设备的正常运行。
第一章:引言
1.1 系统车床的概述
1.2 注意事项
1.3 安全须知
第二章:系统安装和设置
2.1 设备安装要求
2.2 系统车床的安装步骤
2.3 控制系统的设置方法
第三章:系统操作
3.1 开关机操作流程
3.2 系统界面介绍
3.3 运行模式选择和调整
3.4 自动和手动操作模式介绍
3.5 车床参数调整和设置方法
第四章:常见故障及排除方法
4.1 故障代码说明和解决方法
4.2 常见故障及其处理方法
第五章:维护与保养
5.1 日常维护和保养要点
5.2 润滑剂添加和更换方法
5.3 定期检查和维护建议
第六章:附录
6.1 规格书和技术参数
6.2 出厂设定值备份和还原方法
6.3 常用快捷键介绍
本说明书仅适用于台湾新代系统车床型号,请勿将本说明书用于其他型号车床。
如需帮助或更多信息,请联系我们的技术支持团队。
谢谢使用台湾新代系统车床,祝您操作顺利!。
新代CNC操作系统应用

新代CNC操作系统应用新代CNC操作系统一、操机步骤1.工件分中坐标系设置:机台设定→设定工件坐标系→左右键设定工件坐标系(F5)→分中功能(F5)→刀具碰到(-X)方向的工件边沿按F1(PX1) →刀具碰到(+X)方向的工件边沿按F2(PX2)→刀具碰到(-Y)方向的工件边沿按F3(PY1)→刀具碰到(+Y)方向的工件边沿按F4(PY1)→左功能键→G54→辅助自动设定(F3) →确定(F1)。
2.检验G54分中功能(F5)对G54 Z轴机械坐标自动设定(F1)→确定(F1)。
设定Z轴偏置输入数值→ENTER。
3.在某一点定位坐标:光标移至G54X→机械指标自动设定(F1)→确定(F 1)。
光标移至G54Y→机械指标自动设定(F1)→确定(F 1)。
4.回原点:移动 Z- X+ Y+5.传程序:程序编辑(F2) →档案管理(F5)→磁碟机输入→左右光标键→ENTER→确定(F1)。
6.调程序:光标移动→ENTER→左右键→执行加工→自动执行(主功能区)→手动模拟→启动。
7.加工参数设定:找断点行号→执行加工→加工参数→输入数值→ENTER→手动模拟→启动→确定(F1)。
手动资料输入(MDI)8.程序:1.模式旋钮转至“MDI”2.按下面的功能键“执行加工”3.按次功能键“MDI输入”4.荧屏中随即会出现MDI输入对话框5.输入欲输入的程式行接著按“MDI”键6.按第二操作面板的“启动”执行目前的单节程式7.假如目前的单节程式语法不正确,程式随著程式的执行而从荧幕上消失。
9. MDI坐标清零10. 联网设置参数设置(F1)→右击两次→网络设定。
NC210 20 98 21255 255 255 0PC名称: (输入主机名即可)连线目录名称:WT→翻页键工作群组 MSHOME使用者CNC→确定→重启系统。
SYNTEC新代连接说明书(硬件)
EZ Series控制器连接说明书(硬件)SYNTECEZ Series控制器连接说明书(硬件)SYNTEC,2009/4版本:V1.0作者:修订日期:98/04/20前言本说明书详细地叙述了将EZ Series控制器的CNC 控制单元连接到机床上所需要的详细的电气和结构的规格。
本说明书给出了SYNTEC CNC通常使用的部件,如第2 章所示的安装尺寸图,并且给出了EZ4-T的接口定义。
相关的其他内容请参阅相应的说明书。
应用的系统型号本说明书适用的系统型号和它们的缩写为说明书的详细内容本说明书包含了从第1到第12章和附录相关的说明书下表列出了与SUPER控制系统相关的说明书。
在该表中,标有*的是本说明书。
注:如果还需要相关的技术支持,请访问新代公司主页有关伺服的说明书有关伺服放大器的说明书请参见各品牌伺服放大器的说明手册目录第一章 EZ Series控制器产品简介 (1)1.1 概述 (1)1.2新一代EZ Series数控系统规格 (3)第二章安装尺寸图以及接口定义图 (4)2.1 EZ 控制器安装尺寸图 (4)2.2 EZ控制器接口定义 (6)第三章安装 (7)3.1 安装环境 (7)3.1.1 电柜外部的环境要求 (7)3.2电源容量 (8)3.2.1 CNC 控制单元的电源容量 (8)3.3机床强电柜的设计和安装条件 (9)3.4电柜的温升设计 (10)3.4.1电柜内部的温升 (10)3.4.2使用热交换器进行散热 (10)3.5防止噪声干扰的方法 (11)3.5.1 信号线的分离 (11)3.5.2 接地 (12)3.5.3 控制单元的信号接地方法 (13)3.5.4 噪音抑制器 (14)第四章电源 (15)4.1本章主要叙述SYNTEC SUPER系列控制单元电源的连接方法。
(15)4.2控制单元的电源的接通与断开 (16)4.2.1控制单元的电源 (16)4.2.2外部24VDC输入电源及电路配置 (16)4.2.3电源的接通顺序 (17)4.2.4电源关断顺序 (18)4.3控制单元的电源连接电缆 (18)4.4 电池 (18)第五章 CNC与外围设备连接 (19)5.1 MDI键的排列 (19)5.2与I/O设备的连接 (20)5.2.1 概述 (20)5.2.2 与I/O设备接口的连接 (20)第六章主轴单元连接 (23)6.1变频主轴 (23)6.1.1 控制器联接埠定义 (23)6.1.2 变频主轴连接事例 (23)6.1.3 配线注意事项 (24)6.2伺服主轴 (25)6.2.1信号规格 (25)6.2.2变频器控制的伺服主轴 (26)6.2.3 伺服单元控制的伺服主轴 (27)第七章伺服单元连接 (28)7.1概述 (28)7.2伺服驱动器连接 (28)7.3输入输出信号规格 (29)7.3.1输入信号规格 (29)7.3.2编码器回授的信号规格 (29)7.4连接插头分布位置和插头定义 (30)7.5 与伺服放大器的连接 (31)7.5.1伺服放大器的连接示意图 (31)7.5.2几种常用伺服单元的连接 (32)第八章机床接口I/O的连接 (37)8.1概述:EMB IO分配简介 (37)8.2注意事项 (37)8.3 EMB的对外联机 (38)8.3.1 EMB的IO接口定义 (38)8.3.2各型号输入和输出端子台介绍 (41)8.3.3各型号输入和输出端子台与CNC连接举例 (48)第九章操作面板连接 (53)9.1概述 (53)9.2手轮连接图 (55)9.3启动停止按钮连接 (56)第十章急停 (57)第十一章以太网通讯 (58)11.1 概述 (58)11.2注意 (58)11.3网线的制作 (59)11.4控制器设置步骤 (60)11.5网络设定 (60)第一章EZ Series控制器产品简介1.1 概述4+1 轴或3+1 轴之最佳性价比控制器新概念CNC系统車床及铣床兩种系列32 bit CPU8 吋全彩液晶显示器前框工业防水设计内建开放式 PLC、MACRO实时断电资料储存最优化操作面板手持式手轮接口国际安规认证EtherNET、可热插入之 CF CARD 读卡机……稳定的产品效能EZ-Series 以全机完全无风扇设计、低发热的思考、以可靠度为设计第一考虑,整机完全模块化、将内部配线最精简化、控制器可靠度大为提升。
新代系统参数手

SYNTEC CNC 應用手冊SYNTEC CNC應用手冊by : 新代科技date : 05/16/2001Ver : 8.0目錄1. 系統架構圖 (5)1.1SYNTEC CNC系統架構說明: (6)系統架構一 (7)系統架構二 (8)系統架構三 (9)1.2I/O卡使用說明: (10)PIO3搭配使用R ELAY2及第二操作面板使用說明: (10)PIO4搭配使用TB16IN及TB16OUT(C URRNT S INK規格)使用說明: (11)PIO5搭配使用TB16IN、TB16OUT(C URRENT S OURCE規格)及第二面板使用說明: (12)1.3端子台模組使用說明: (14)RELAY2使用說明: (14)RELAY1使用說明: (15)TB16IN/TN16OUT使用說明: (16)1.4螢幕面板按鍵I/O定義: (17)車銑床I/O定義 (17)第二操作面板I/O定義 (17)9吋940I I/O定義 (18)10.4吋940I I/O定義 (18)1.5軸卡規格說明: (19)軸卡選用與參數設定說明: (19)SERVO4軸卡使用說明: (20)SERVO4軸卡接頭PIN D EFINE: (21)PMC4軸卡使用說明: (22)PMC4軸卡接頭PIN D EFINE: (23)1.6I/O板組態設定說明(系統參數5) (24)2.參數說明: (25)DDER 介面C,S,R : (67)3.1C B IT(PLC=>CNC)介面說明 (67)系統介面說明 (67)3.2S B IT(CNC=>PLC)介面說明 (81)系統介面說明 (81)3.3S/C B IT相對於標準PC鍵盤掃描碼對照表 (87)3.4MLC R EGISTER D EFINITION (88)資源分配表 (88)3.5系統ALARM編碼 (101)程式執行錯誤檢查,COR (101)軸向警報,MOT (103)主軸警報,SPD (103)語法檢查警報,COM (104)機械邏輯控制警報,MLC (105)ALARM訊息(MESSAGE)與輔助說明(HELP)製作方法: (106)3.6如何撰寫M,S,T CODE LADDER (107)名詞解釋: (107)M.S.T. CODE撰寫邏輯: (108)4. 整機整合測試步驟: (109)4.1控制器診斷畫面系統資料說明: (110)4.2位置驅動器調機步驟(三菱J2 SUPER) (120)三菱手動伺服參數設定(J2,J2 SUPER): (121)伺服解析度設定(J2 SUPER): (122)伺服系統配機可能出現問題: (123)光學尺應用注意事項: (124)4.3類比伺服系統配機試機步驟: (126)4.4追隨誤差(F ERR)參數意義: (127)柵格量設定 (128)4.5主軸調機步驟: (129)主軸配機問題對答: (130)主軸高低檔相關設定: (131)主軸定位問題對答: (131)4.6剛性攻牙調機程序 (133)配線檢查 (133)調機程序 (133)程式範例 (133)4.7尋原點相關步驟: (135)三菱A500定位卡主軸定位: (136)4.8精度補償: (137)背隙補償: (138)節距補償: (139)5. SYNTEC CNC 系統診斷 (140)5.1CNC硬體診斷: (140)5.2伺服系統問題診斷: (141)EMP2卡診斷方法: (143)三菱伺服驅動器常見故障診斷方法: (144)6.類比伺服系統接線說明: (145)PMP2卡配線: (145)IRT伺服驅動器配線: (145)6.1四軸卡配線說明(SERVO4-A/B): (146)6.2四軸卡配線說明(SERVO4-C/D/E): (147)6.3五軸卡配線說明: (148)6.4機械檢查表: (150)6.5三菱伺服驅動器配線說明: (151)6.6PANA伺服驅動器配線說明: (153)6.7電控檢查表: (154)附錄 (156)RS232C設定與使用方法 (156)SYNTEC CNC如何與E ASY V IEW 相連接 (161)開機畫面製作步驟 (162)對話式圖形畫面圖檔製作步驟 (163)轉檔程式安裝與使用方法: (163)自訂軟體安裝步驟 (164)畫面顏色調整 (165)顏色定義格式 (165)色碼代號 (165)顏色關鍵字列表 (166)如何使用外掛編輯器 (168)壓縮程序 (169)載入程序 (169)系統組態設定說明(系統參數3219) (170)系統共用資料存放位置 (170)不同系統配備下使用者資料存放的位置 (170)1. 系統架構圖1.1SYNTEC CNC系統架構說明:SYNTEC CNC系統架構,如(圖一)~ (圖四)所示,共可分為如下部份:一、螢幕/面板模組:依各型控制器而有不同面板模組組合*900T , 900M:螢幕模組(9”單色CRT、 8.4”或10.4”TFT) + 第二操作面板*940I :螢幕模組內含操控按鍵(9”單色CRT、 8.4”或10.4”TFT)二、控制器本體:有兩種不同構裝*Super4控制器:1/2卡尺寸,搭配四軸控制卡,4個ISA插槽*Super8控制器:1/2卡尺寸,搭配四軸控制卡,8個ISA插槽三、I/O卡:*PIO3:具有CN1(D型25PIN母)+CN2(D型25PIN公)兩個接頭。
台湾新代数控系统操作基础
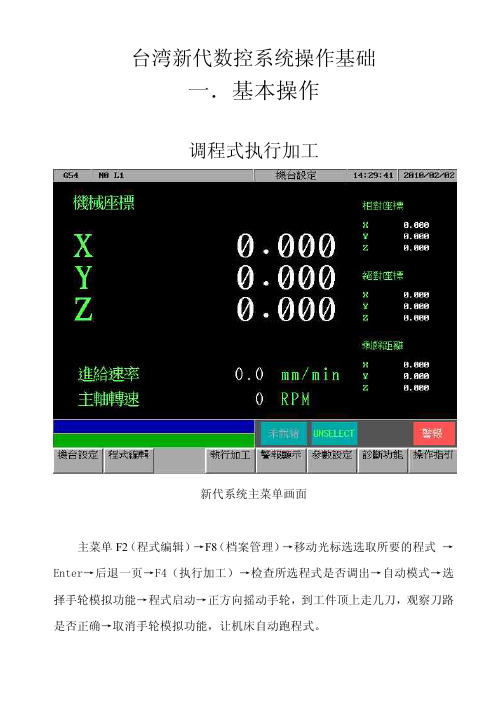
台湾新代数控系统操作基础一�基本操作调程式执行加工新代系统主菜单画面主菜单F2�程式编辑�→F8�档案管理�→移动光标选选取所要的程式→E n t e r→后退一页→F4�执行加工�→检查所选程式是否调出→自动模式→选择手轮模拟功能→程式启动→正方向摇动手轮�到工件顶上走几刀�观察刀路是否正确→取消手轮模拟功能�让机床自动跑程式。
执行加工画面如下�从网络调程式 主菜单F 2�程式编辑�→F 8�档案管理�→F 8�网络档案输入�→移动光标选程式→确定→确定.加工中修改主轴转速 主菜单→F 4�执行加工�→F 4�加工参数设定�→移动光标到主轴转速栏→输入所需的主轴转数→按E n t e r 确认。
所出现的对话框如下图� 当前使用的程式名 程式当前所使用的坐标系统在此输入所需的主轴转数分中功能主菜单F1�机台设定�→F5�设定工件坐标系统�→F5�分中功能�→在工件左侧铣一刀或碰一下→按P X1→在工件右侧铣一刀或碰一下按P X2.在工件前侧铣一刀或碰一下P Y1按一下→后侧铣或碰按P Y2→退页→G54(或G55,56……)→F3�辅助坐标设定�自动对刀主菜单F1�机台设定�→F5设定工件座标系统�→F6�自动对刀�→自动模式→进给倍率打到100%—→F1�自动对刀起动�→待停止后→检查“数”是否抓到.备注说明�当测量模式选1�单刀单工件�指无刀库�主轴上只能用一把刀�工作台上多数情况下只有一个待加工工件�使用一个工件坐标�如�G55�。
此时的落差�对刀仪与待加工工件表面的高度差��放在外部偏移Z轴坐标中。
当工件坐标号码设“0”时�对刀完成后�当前的刀长会记录在辅助点坐标Z轴中�此时还要退回到机台设定画面中�找到相应的工件坐标�按F3�Z轴做辅助点自动设定。
当工件坐标号码设“1”时�对刀完成后�当前的刀长会自动记录到工件坐标G54的Z轴中�无需再做辅助点坐标设定。
如此依次类推�设的程式�只需将相应的改变工件坐标�如G54、G55、G56�Z轴的坐标值。
新代数控说明书
I n d e x產品規格 (3)產品機構 (4)機構尺寸圖(E Z2S) (4)板金開孔圖(E Z2S) (4)產品外觀圖(E Z2S) (5)E Z2S C O N N E C T E R介紹 (6)E Z2S接線示意圖 (7)I N:X1接腳定義&電氣介面 (8)O U T:Y1接腳定義&電氣介面 (9)H K接腳定義&電氣介面 (10)P1~P2接腳定義&電氣介面 (11)M P G接腳定義&電氣介面-1 (12)M P G接腳定義&電氣介面-2 (13)主軸接腳定義&電氣介面-1 (14)主軸接腳定義&電氣介面-2 (15)新代E Z S E R I E S數控系統規格 (16)服務據點 (17)S Y N T E C C N CE Z2S e r i e s產品規格新代ES系列控制器為低價車床控制器解決方案,內含2軸伺服控制、主軸以及手輪接口,面板前置CF讀卡機,16點I以及16點O與新代所有TB家族端子板、RIO子模組2軸伺服定位控制接口1個主軸Encoder接口,內含5V輸出1個手輪專用接口,內含A+.A-.B+.B-與外掛式手輪DI點與5V輸出面板前置cf card讀卡機輸入點數:16點(牛角接頭)輸出點數:16點(牛角接頭)第二面板專用接口(牛角接頭)外型尺寸:400mmx280mm後半部重新設計產品機構機構尺寸圖(EZ2S)板金開孔圖(EZ2S)產品外觀圖:(EZ2S)Top view Bottom ViewE Z2S C o n n e c t e r介紹P1、P2:伺服定位控制接口(D型15P)Spindle ENC:主軸ENCODER接口(D型15P)Spindle Command:主軸命令接口(歐規端子)MPG:手輪Encoder接口(D型15P)X1:輸入接口(20P牛角接頭)Y1:輸入接口(20P牛角接頭)HK:面板輸出入接口(26P牛角接頭)A、B:CF卡插槽Ethernet:網路線插孔KEYBOARD:PS/2鍵盤接頭E Z 2S 接線示意圖I N:X1接腳定義&電氣介面外部輸入介面X1在EZ2S 控制器,有一組外部輸入接頭,可直接接至各種檢測感測器(如近接、微動開關等..)配合TB16IN使用,可簡化配線。
SYNTEC车床操作手册
SYNTEC車床控制器操作手冊By: SYNTECDate: 2012/08/07Version: 8.9Contents1車床控制器面板操作說明 (1)1.1CNC車床控制器功能樹狀圖 (1)1.2螢幕部分 (2)1.3主功能畫面 (3)1.3.1F1:機台設定畫面 (4)1.3.2F2:程式編輯畫面 (7)1.3.2.1在“檔案編輯子功能”畫面下的功能 (11)1.3.2.2“區塊編輯”畫面下的功能 (14)1.3.2.3F6:教導 (16)1.3.2.4F7:圖形模擬 (18)1.3.2.5F8:檔案管理 (21)1.3.3F4:執行加工畫面 (25)1.3.3.1F1:座標顯示 (26)1.3.3.2F2:圖形調整 (27)1.3.3.3F3:MDI 輸入 (28)1.3.3.4F4:加工參數設定 (29)1.3.3.5F5:刀具設定 (30)1.3.3.6F8:工作記錄 (31)1.3.4F5:警報顯示畫面 (32)1.3.5F6:參數設定 (34)1.3.5.1F1:使用者參數 (34)1.3.5.2F2:應用參數 (34)1.3.5.3F3:機構參數 (34)1.3.5.4F4:補償表資料 (34)1.3.5.5F5:跳到參數號碼 (34)1.3.5.6F6:系統設定 (35)1.3.5.7F10:下一頁 (35)1.3.6F7:診斷功能 (37)1.3.6.1F1:PLC 狀態 (38)1.3.6.2F2:系統資料 (39)1.3.6.3F3:公用變數狀態 (39)1.3.6.4F4:程式變數狀態 (39)1.3.6.5F8:系統管理 (40)1.3.6.5.1F1:軟體安裝 (40)1.3.6.5.2F2:系統備份 (40)1.3.6.5.3F3:本地語文安裝 (40)1.3.6.5.4F4:目前語文備份 (40)1.3.6.5.5F5:磁碟機操作 (41)1.3.6.5.6F6:清除加工表單 (43)1.3.6.5.7F7:系統資訊 (43)1.3.6.5.8F10:下一頁 (43)1.3.7F8:操作指引 (45)2機械操作面板說明 (46)2.1第二面板操作功能說明 (46)2.1.1電源開 (46)2.1.2電源關 (46)2.1.3緊急停止 (46)2.1.4原點模式尋原點功能 (46)2.1.5手動連動模式 (46)2.1.6手動寸動模式 (47)2.1.7MPG 寸動模式 (47)2.1.8自動加工模式 (47)2.1.9MDI 加工模式 (48)2.1.10MPG 模擬功能 (48)2.1.11程式空跑 (48)2.1.12單節執行 (49)2.1.13選擇停止 (49)2.1.14選擇跳躍 (49)2.1.15機械鎖定 (50)2.1.16主軸控制 (50)2.1.17工作燈&吹氣 (51)2.1.18加工液&潤滑液 (51)2.1.19工作台升 (51)2.1.20台面上升控制 (51)2.1.21重電開/關&夾爪開/關 (51)2.1.22送料機&接料機 (51)2.1.23排屑機 (51)2.1.24頂心控制 (51)2.1.25G00&G01段數 (51)2.1.26手輪段數 (52)2.1.27刀庫控制 (52)2.1.28擴充鍵(使用者自行定義) (52)2.1.29超程解除 (52)文字鍵說明: (53)3使用新代車床控制器900TE 方法 (54)3.1手動功能(JOG ,INC_JOG ,MPG) (55)3.2原點復歸 (56)3.3開啟檔案(編輯/軟碟機/RS232 ) (57)3.4刀具設定(G40/G41/G42 ,G43/G44/G49) (58)3.5刀具長度量測(G43/G44/G49) (59)3.5.1Z軸刀具長度測量程序 (59)3.5.2X軸刀具長度測量程序 (60)3.5.3刀具磨耗設定 (61)3.5.4刀鼻設定 (62)3.6設定工作座標(G54..G59.10) (63)3.7手動資料輸入(MDI) (64)3.8指定一個執行NC程式(自動) (65)3.9圖形模擬 (67)3.10在新代控制器下檢查NC程式 (69)3.10.1RS232功能 (70)3.10.2DNC功能 (72)3.10.3新代控制器軟體取代DNC軟體做RS232功能 (74)3.11Dos Ftp Server (78)3.11.1控制器端設定 (78)3.11.2PC端設定 (79)3.11.3Dos Ftp Server使用限制 (81)3.11.4Dos Ftp Server訊息說明 (82)3.12放射狀刀盤機構轉換使用說明 (83)3.12.1設定說明 (83)3.12.2範例1 (84)3.12.3範例2 (86)3.13PLC參數提供位元功能操作 (88)3.13.1規格摘要 (88)3.13.2使用規格 (88)3.13.3應用範例 (91)4聯繫方式 (92)1. 車床控制器面板操作說明1車床控制器面板操作說明1.1CNC 車床控制器功能樹狀圖座標切換1/2 座標清除座標相對座標全部清除設定工件座標系統機台設定F1插入循環刪除行編輯循環搜尋置換行數搜尋拷貝行插入行檔案編輯子功能快速定位教導直線切削教導圓弧教導取消圓弧中點教導刪除行教導步進連續放大縮小回復取消模擬參數設定圖形模擬開啟新檔拷貝檔案刪除檔案磁碟機輸入輸出至磁碟機RS232 輸入RS232 輸出檔案管理程式編輯F2圖形對話輸入F3座標顯示圖形調整MDI 輸入加工參數設定刀具設定工作表單執行加工F4現在警報歷來警報儲存警報警報顯示F5系統參數回到第一頁操作設定參數設定F6PLC I BitPLC O Bit PLC C BitPLC S BitPLC A BitPLC Register PLC TimerPLC Counter PLC 狀態系統資料公用變數狀態軟體安裝系統備份本地語文安裝目前語文備份系統管理診斷功能F7操作指引F8CNC 車床1. 車床控制器面板操作說明1.2螢幕部分如下所示:本畫面說明:⏹(1)程式編號⏹(2)標題⏹(3)時間⏹(4)日期⏹(5)資料輸入⏹(6)提示⏹(7)狀態⏹(8)功能鍵選擇1. 車床控制器面板操作說明1.3主功能畫面下圖為CNC車床控制器的主功能畫面。
SYNTEC参数手册
SYNTEC參數手冊2011-04-14 21:53:45| 新代数控系统|SYNTEC參數手冊by : 新代科技date : 2006/05/15ver : 9.2版本更新記錄目錄1. Pr01 軸板基址 (3)2. Pr03 I/O板基址 (3)3. Pr05 I/O板組態 (4)5. Pr10 伺服警報接點型態 (6)6. Pr11 軸卡時脈來源 (6)7. Pr12 SERVO6軸卡最高時脈 (6)8. Pr13 軸卡數目 (7)9. Pr15 I/O卡數位濾波程度 (7)10. Pr17控制精度 (8)11. Pr21~Pr40伺服對應的機械軸 (8)12. Pr41~Pr60馬達運動方向設定 (9)13. 伺服軸向解析度設定 (9)14. Pr221~Pr226軸型態 (11)15. Pr281~Pr300選擇半徑軸或直徑軸 (12)16. Pr321~Pr340設定軸的名稱 (12)17. Pr381~Pr400位置伺服控制模式 (13)19. Pr402 重力加速度加減速時間 (14)20. Pr404後加減速切削鐘型加減速時間 (15)21. Pr406轉角參考速度 (16)22. Pr408 半徑5mm圓弧切削參考速度 (17)23. Pr941~960 啟動尋原點柵格功能 (18)24. Pr1361~Pr1400圓弧尖角補償 (20)25. Pr3217選擇控制面板鍵盤型別 (21)26. Pr3821~Pr3822 軸偶合軸號 (22)27. Pr3823~Pr3824 軸偶合軸號 (23)28. Pr3825 軸偶合型態 (24)29. Pr3851 斷刀處理程式號碼 (25)1. Pr01 軸板基址2.Servo_6的第一片軸卡基址為768(目前一部控制器僅支援一張Servo_6,不可與Servo_4混插)3.Embedded第一片軸卡基址固定為5122. Pr03 I/O板基址目前新代控制器提供I/O卡,第一片I/O板基址均固定為512 3. Pr05 I/O板組態4. Pr09 軸板型態0:EMP21:SVO4+不檢查伺服警報2:SVO4+伺服警報接點為常開接點Normal Open( A 接點) 3:SVO4+伺服警報接點為常閉接點Normal Close( B 接點) 4:EMP45:SERVO69:虛擬軸卡5. Pr10 伺服警報接點型態0: SERVO 6軸卡警報為常開接點Normal Open( A 接點) 1: SERVO 6軸卡警報為常閉接點Normal Close( B 接點)6. Pr11 軸卡時脈來源此參數為設定軸卡時脈來源:設定0為使用軸卡自已時脈(一體機586+主機板各機型)。
新代SYNTEC简明参数手册
1
Pn212
编码器分频脉冲数
2048
2048
Pn216
预设参数
0
0
设为0,用以保证PN102设置之KP精准有效。
Pn217
预设参数
0
0
设为0,用以保证PN102设置之KP精准有效。
Pn401
转矩指今滤波时间参数
100
在很广的频率范围内都有效,但设定值较大(低频率)时,伺服系统会不稳定,可能引起振动。
自冷方式(自然对流冷却)时∶设定为再生电阻容量(W)的20%以下。
强制风冷方式时∶设定为再生电阻容量(W)的50%以下。
(例)自冷式外置再生电阻器的容量为100W时,设定值为100W × 20% =20W,因此应设为Pn600=2
(设定单位∶10W)
Σ
驱动器参数
含义
初始值
设定值
备注
Pn002
功能选择开关2
0000
0000
0100绝对值编码器做增量值编码器使用
需要使用绝对值编码器设为X0XX
Pn00b
电源设定
0000
0000
0100→单相电源
0101→伺服选择单相电源,而且可显示所有参数。
Pn100
速度环增益
பைடு நூலகம்40
01000
根据机台实际情况设定
Pn101
1881
8881
Pn50B
输入信号选择2
8882
8888
Pn507
制动器信号分配
0100
0100:制动器接线引脚CN1-1/CN1-2
0200:制动器接线引脚CN1-23/CN1-24
0300:制动器接线引脚CN1-25/CN1-26
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SYNTEC CNC 應用手冊SYNTEC CNC應用手冊by : 新代科技date : 2008/06/03Ver : 10.3版本更新記錄項次更改內容紀錄更改日期作者更改後版本01 初版定稿V10.002 1.修正參數說明2.修正PLC C,S,R說明2006/06/13 賴春億V10.103 增加六軸卡(servo 6)指撥開關說明2006/08/10 賴春億V10.204 剛性攻牙修正為針對V10.104.6版本之追隨攻牙調機程序2008/05/28 張宏安V10.3目錄1. 系統架構圖 (6)1.1SYNTEC CNC系統架構說明: (7)系統架構一 (9)系統架構二 (10)系統架構三 (11)1.2I/O卡使用說明: (12)PIO3搭配使用R ELAY2及第二操作面板使用說明: (12)PIO4搭配使用TB16IN及TB16OUT(C URRNT S INK規格)使用說明: (13)PIO5搭配使用TB16IN、TB16OUT(C URRENT S OURCE規格)及第二面板使用說明: (14)1.3端子台模組使用說明: (16)RELAY2使用說明: (16)RELAY1使用說明: (17)TB16IN/TN16OUT使用說明: (18)1.4螢幕面板按鍵I/O定義: (19)車銑床I/O定義 (19)第二操作面板I/O定義 (19)9吋940I I/O定義 (20)10.4吋940I I/O定義 (20)1.5軸卡規格說明: (21)軸卡選用與參數設定說明: (21)SERVO4軸卡使用說明: (22)SERVO4軸卡接頭PIN D EFINE: (23)PMC4軸卡使用說明: (24)PMC4軸卡接頭PIN D EFINE: (25)1.6I/O板組態設定說明(系統參數5) (26)2.參數說明: (28)DDER 介面 C,S,R : (55)3.1C B IT(PLC=>CNC)介面說明 (55)系統介面說明 (55)3.2S B IT(CNC=>PLC)介面說明 (69)系統介面說明 (69)3.3S/C B IT相對於標準PC鍵盤掃描碼對照表 (75)3.4MLC R EGISTER D EFINITION (76)3.5系統ALARM編碼 (98)程式執行錯誤檢查,COR (98)軸向警報,MOT (101)主軸警報,SPD (102)語法檢查警報,COM (103)機械邏輯控制警報,MLC (104)操作警報,OP (106)巨集警報(共通部分451~499),MAR (106)ALARM訊息(MESSAGE)與輔助說明(HELP)製作方法: (107)3.6如何撰寫M,S,T CODE LADDER (108)名詞解釋: (108)M.S.T. CODE撰寫邏輯: (109)4. 整機整合測試步驟 : (110)4.1控制器診斷畫面系統資料說明: (111)三菱手動伺服參數設定(J2,J2 SUPER): (118)伺服解析度設定(J2 SUPER): (119)伺服系統配機可能出現問題: (120)光學尺應用注意事項: (121)4.3追隨誤差(F ERR)參數意義: (123)4.4柵格量設定 (124)4.4主軸調機步驟: (125)4.5主軸配機問題對答: (126)主軸高低檔相關設定: (127)主軸定位問題對答: (127)4.6伺服主軸主軸/C軸切換: (128)4.7剛性攻牙調機程序 (129)配線檢查........................................................................................................錯誤!尚未定義書籤。
調機程序........................................................................................................錯誤!尚未定義書籤。
程式範例........................................................................................................錯誤!尚未定義書籤。
4.8尋原點相關步驟: (130)三菱A500定位卡主軸定位: (131)4.9精度補償: (132)背隙補償: (133)節距補償: (134)5. SYNTEC CNC 系統診斷 (135)SERVO4卡診斷方法: (137)三菱伺服驅動器常見故障診斷方法: (138)6.類比伺服系統接線說明 : (139)6.1四軸卡配線說明(SERVO4-O): (139)6.2機械檢查表: (140)6.3三菱伺服驅動器配線說明: (141)6.4PANA伺服驅動器配線說明: (143)6.5電控檢查表: (144)附錄 (146)RS232C設定與使用方法 (146)SYNTEC CNC如何與E ASY V IEW 相連接 (151)開機畫面製作步驟 (152)對話式圖形畫面圖檔製作步驟 (153)轉檔程式安裝與使用方法: (153)自訂軟體安裝步驟 (154)畫面顏色調整 (155)顏色定義格式 (155)色碼代號 (155)顏色關鍵字列表 (156)如何使用外掛編輯器 (158)壓縮程序 (159)載入程序 (159)系統組態設定說明(系統參數3219) (160)系統共用資料存放位置 (160)不同系統配備下使用者資料存放的位置 (160)1. 系統架構圖1.1SYNTEC CNC系統架構說明:SYNTEC CNC系統架構,如(圖一)~ (圖四)所示,共可分為如下部份:一、螢幕/面板模組:依各型控制器而有不同面板模組組合* 900T , 900M:螢幕模組(9”單色CRT、 8.4” 或10.4”TFT) + 第二操作面板* 940I :螢幕模組內含操控按鍵(9”單色CRT、 8.4” 或10.4”TFT)二、控制器本體:有兩種不同構裝* Super4控制器:1/2卡尺寸,搭配四軸控制卡,4個ISA插槽* Super8控制器:1/2卡尺寸,搭配四軸控制卡,8個ISA插槽三、I/O卡:* PIO3:具有CN1(D型25PIN母)+CN2(D型25PIN公)兩個接頭。
CN1接頭需搭配外接Relay2,CN2可選擇連接第二操作面板或Relay1使用第二操作面板或940i螢幕模組的架構,至少需使用一片PIO3SYNTEC CNC 允許最多按裝3片PIO3* PIO4:具有3個20PIN牛角接頭,其中CN1與CN2為輸入訊號,CN3為輸出訊號每一片PIO4具有32個Input及16個OutputSYNTEC CNC 允許最多按裝3片PIO4* PIO5:具有6個20PIN牛角接頭,其中XI1~XI3為輸入訊號,XO1~XO3為輸出訊號一個XO7(D型25PIN公)接第二面板或RELAY板,一個XO8(D型15PIN母)接手輪5V旋鈕開關輸入訊號。
SYNTEC CNC 允許PIO3與PIO4混和使用,詳細組合規劃情形請參閱I/O板組態設定說明四、端子台模組:SYNTEC控制器提供機台配機轉接板,以減少配機困難度(RELAY1、RELAY2、TB16IN、TB16OUT)* RELAY2 : 40 Input + 12 relay output* RELAY1 : 8 Input + 15 relay Output* TB16IN : 16 Input* TB16OUT : 16 Output五、軸卡:1.SERVO4四軸運動控制卡ÆPort1~Port4提供P_Command控制輸出埠,但Port4另提供一組獨立訊號的V-Command控制輸出埠,手輪訊號輸入x1。
2.SERVO6六軸運動控制卡ÆPort1~Port4需利用Jumper決定P-Command或V-Command 輸出,但Port5~Port6同時提供P-Command及V-Command輸出(訊號相同)。
(SYNTEC CNC 允許同時最多安裝1片SERVO6)3.PMC4四軸運動控制卡ÆPort1~Port4均為V_Command輸出,無手輪訊號輸入。
(SYNTEC CNC 允許同時最多安裝2片PMC4 )(系統參數5設定值→1~4)I0~I23I 24~I 39I40~I136 2螢幕第二操作面板控制器O 0~O 11(圖二)(系統參數5設定值→5)TB 16 INI80~I95I0~I23I24~I39I40~I1362螢幕第二操作面板控制器(圖三)螢幕系統架構三(系統參數5設定值→6.7)I64~I1101.2 I/O 卡使用說明:SYNTEC CNC I/O 卡有PIO3及PIO4、PIO5三種,分別說明如下:PIO3搭配使用Relay2及第二操作面板使用說明:description :1. 標準I/O 組成:PIO3 + 第二操作面板 + RELAY22. PIO3的CN1接到RELAY2的CN1 ,PIO3的CN2接到第二操作面板的連接器3. 第二操作面板旋鈕開關接到RELAY2的CN2(24 INPUT)4. PIO3的CN1(母),CN2 pin(公)定義相同,定義如下:1:O0 2:O2 3:O4 4:O6 5:O8 6:O10 7:O12 8:O14 9:Vext 10:IN1 11:IN3 12:IN5 13:IN7 14:O1 15:O3 16:O5 17:O7 18:O9 19:O11 20:O12 21:Egnd 22:IN0 23:IN2 24:IN4 25:IN65. Vext/Vgnd 為外接電源,PCB 限流電阻330歐/0.125W,為5V 電路規格,若Vext 為24V ,外界需加限流電阻.口訣:PIO3上面CONNECTOR(CN2)接上面面板HARDKEY ,下面CONNECTOR(CN1)接到RELAY 板(上面接上面/下面接下面)第二操作面板PIO 側INPUT 線路示意圖PIO4搭配使用TB16IN 及TB16OUT (Currnt Sink 規格)使用說明:1.標準I/O 組成:PIO4 + SYNTEC TB16IN+SYNTEC TB16OUT (皆為SINK 規格)PIO4的CN1~CN2(INPUT)PIN 定義如(圖一):PIO4的CN3(OUTPUT)PIN 定義如(圖二):2.INPUT:光偶合器(PC817)輸入介面,如圖,8bits 的INPUT 共用一個Vext 電源與Output 是同一個電源,板子內部已有限流電阻3.3k/0.5w(圖一)PIO 側INPUT 線路示意圖OUT14+24V OUT2174+24V 7OUT7OUT1319OUT6GND OUT0OUT8218OUT4OUT520OUT3OUT99815610121116GND OUT1OUT125OUT10OUT15313141OUT11PIO 側OUTPUT 接頭定義IN2814IN1015IN0+24V IN7616149IN9IN5IN1317IN318219IN8510IN1211NONE IN15+24V 7IN1412IN1IN1113IN620IN43NONE PIO 側INPUT 接頭定義 (圖二)PIO5搭配使用TB16IN 、TB16OUT(Current Source 規格)及第二面板使用說明:description :1.標準I/O 組成:PIO5 + 第二面板的硬鍵板 + SYNTEC TB16IN+SYNTEC TB16OUT2.PIO5 XI1~XI3接到TB16IN , XO1~XO3接到TB16OUT, XO7接到第二面板的硬鍵板。