2500盘绞成缆机
JC12501+6成缆机
JC1250/1+6成缆机工艺操作规程编制:审核:批准:2011-10-01发布2011-10-01实施江苏赛德电气有限公司l 设备名称:JC-1250/1+6型成缆机2 设备用途:塑料绝缘电缆,橡套电缆成缆之用。
3 适用范围:一般适用于:95mm2及以下 2~7芯。
5 生产准备工作5.1 根据派工单、工艺卡片检查绝缘线芯的规格和表观质量,是否有磕、碰伤,长度尺码,是否有工序中间合格证。
5.2 根据派工单,仔细校对被加工的绝缘线芯的颜色长度配套是否合理。
5.3 根据工艺卡片和实测的绝缘线芯,尺寸来选择绞缆并紧模,定径模,包带定位模,包带定心模等。
5.4 根据工艺卡片的规定领用好成缆的包带,填充所需原材料。
5.5 检查成缆机的绞体或绞笼,包带头,牵引装置等主要传动部分的齿轮箱内的油位是否在油标线上,各润滑点注入润滑油或油脂,检查传动部件的连接是否完好,检查包带头的安全连锁装置是否使用正常等。
5.6 点动,并慢速启动成缆机空车,检查绞体或绞笼的刹车是否正常,各个转动体的应急开关是否使用正常。
5.7 在绞笼机设备完全正常情况下吊装放线盘,并根据成缆后的外径和制造长度选择收线盘(一般情况下收线盘内径≥绞缆后外径的20倍)。
5.8 根据工艺卡片的要求,选择和调节成缆的转速,方向,成缆的节距,包带的绕包方向和节距等。
并根据加工产品的型号调节放线缆架的张力和是否退扭等,并按要求逐一调节每个绞笼,使所有绞笼处于退扭或不退扭的同一状态。
6 开车步骤6.1 把预置的拖引线从收线装置经牵引装置,计量装置,绕包头到并线模架前,然后把被加工的绝缘线芯从放线盘上拉出经缆架过线导轮,穿线模到分线板后到并线模前,把线芯束集和拖引线扎结紧固,把并线模盖合上,缓慢起动主机,使束集的缆芯和拖引线绷紧,同时观察缆芯和拖引线接头扎结牢度,如接头稳定,则可按工艺规定填塞填充料等,并适当提高线速使拖引线和缆芯的接头通过包带头直至牵引装置。
6.2 待缆芯和填料在并紧模内稳定运行进入包带头的定心模后,可停车判断绞向是否正确,测量一下绞缆后的外径,绞缆节距,是否符合工艺规范,并紧模选择是否合适,并可适量调整至工艺要求后,即可把成缆包带无纺布带按工艺要求绕包在缆芯上,慢速运行一段后再作一次测量(包括绞缆外径,包带叠盖等)并可作微量调整后,装好包带定心模后即可正常运行。
绞缆机的原理
带压力继电器的变量泵 式自动绞缆机工作原理
船舶辅机第10章 锚机和绞缆机[Windlass and Mooring Winch]
连杆式油马达
自动(右) 人工(左)
收缆工况 停止工况 放缆工况
7低:收缆张力的最大值 9高:放缆张力的起始值
限压式大流量 轴向柱塞泵Windlass and Mooring Winch]
收缆工况 停止工况 放缆工况
第二节 绞缆机 系泊设备:系缆索、带缆桩、导缆孔、绞缆机 要求: 6级风以下能系住船舶。绞缆速度 15~30(50)m/min。
船舶辅机第10章 锚机和绞缆机[Windlass and Mooring Winch]
船舶辅机第10章 锚机和绞缆机[Windlass and Mooring Winch]
或使用小流量辅泵供油船舶辅机第10章锚机和绞缆机windlassmooringwinchmooringwinch带压力继电器的变量泵式自动绞缆机工作原理限压式大流量轴向柱塞泵高压小流量内齿轮泵连杆式油马达自动右人工左7低
船舶辅机第10章 锚机和绞缆机[Windlass and Mooring Winch]
船舶辅机第10章 锚机和绞缆机[Windlass and Mooring Winch]
M pq / 2 定量油马达q = Const,自 动控制油泵p,就可控制油 马达M。
带蓄压器的定量泵式 自动绞缆机工作原理
停泊期间:压力继电器9 控制油泵间断工作;或使 用小流量辅泵供油
船舶辅机第10章 锚机和绞缆机[Windlass and Mooring Winch]
成缆机工作原理

成缆机工作原理一、什么是成缆机?成缆机,又称为缆绞机,是一种用于制造电力电缆或通信光缆的设备。
它采用自动化控制系统,通过将多个绞线导体绞合在一起,形成高强度且均匀的电缆或光缆。
成缆机的工作原理主要包括导线铺设、绞线、护套加装等工艺步骤。
本文将详细介绍成缆机的工作原理以及每个步骤的具体过程。
二、成缆机的工作过程2.1 导线铺设导线铺设是成缆机工作的第一步,主要是将多个导线引入成缆机的传感装置中。
这些导线通常被预先切割成合适的长度,并按照特定的顺序排列好。
然后,操作人员将这些导线引入成缆机的导线槽中,并通过传感装置的引导进入下一个工艺步骤。
2.2 绞线绞线是成缆机的核心工艺步骤之一。
在这个步骤中,导线被分成多条绞线,并通过特殊的机械结构进行绞合。
通常,绞线的绞合方式有两种,即同向绞合和交叉绞合。
同向绞合指的是所有导线按照相同的方向进行绞合,而交叉绞合则是导线之间相互穿插进行绞合。
通过绞线,导线之间的间隔得以保持恒定,从而确保电缆或光缆的均匀性和柔韧性。
2.3 护套加装在绞线完成后,成缆机将自动进行护套加装。
护套是一层用于保护导线的外层包裹物。
它可以起到防水、绝缘、耐磨等作用。
护套通常由聚合物材料制成,如聚氯乙烯(PVC)、聚乙烯(PE)等。
在这个步骤中,通过成缆机的自动装置,护套将被包裹在绞线的外部。
这样一来,电缆或光缆的结构就更加坚固,也更加耐用。
2.4 其他工艺步骤除了上述三个主要工艺步骤外,成缆机的工作还包括一些辅助工艺步骤。
其中,可以包括电缆中心线的确定、护套的冷却和固化等。
这些工艺步骤的具体操作以及对成缆机工作的影响因素需要根据具体的成缆机型号和要求进行调整和确定。
三、成缆机的优势3.1 提高生产效率成缆机采用自动化控制系统,可以实现快速、高效的电缆或光缆生产。
相比手工操作,成缆机在导线铺设、绞线和护套加装等工艺步骤中具有更快的速度和更稳定的质量。
这样可以大幅提高生产效率,降低制造成本。
3.2 提高产品质量成缆机能够在绞线过程中严格控制导线之间的间隔,确保电缆或光缆的均匀性和柔韧性。
操作规程1 3-φ1600成缆装铠机(DOC)

操作规程1+3-φ1600成缆装铠机CG/SL 4-2003 1.生产范围本设备适用于截面25mm2~400mm2,或缆外径15mm~65mm绝缘线芯的成缆和包带。
2.设备组成,主要技术性能及规范。
2.1 设备主要组成及技术参数。
2.1.1 绞笼绞笼内有三个放线架,绞笼后有三个线盘架。
最大放线盘尺寸:(D*J-L)(1600mm*Φ800mm*1000mm)。
绞笼转数:2.54~9.89nmin,成缆节距500mm~600mm。
2.1.2双列线模座带有两个模子支承器,可根据规格调整模子距离及更换模子。
2.1.3 绕包头普通式绕包头可装4盘直径为φ400mm及以下的塑料带或其它绕包带。
绕包头变速及换向可通过齿轮变换手柄来实现。
绕包头转数:112、132、152、180、212、250r/min:绕包节距:15mm~150mm。
2.1.4 钢带头可装两盘钢带,钢带盘外径为800mm以下,钢带宽25mm~50mm钢带头变速及换向同绕包头方法。
钢带头转速:115、137、155、186、222、267r/min:包带节距:11.31mm~189.3mm,共162种。
郑州电缆厂2003-03-08批准2003-03-08实施2.1.5牵引装置牵引轮直径为2500mm,并带有拨线环,变速是通过变速箱上的三个变速手柄来实现。
出线速度:3.02~21.77m/min。
共27级。
2.1.6 收排线装置a 收线架可装侧板直径ф200mm~ф3150mm的电缆盘。
b 收线力矩电机7.5kg·m;转速0~1400r/min。
c 收线盘转数(以进轴1000r/min).3~4.8r/min。
d 排线通过调整操纵台上0~8s时间继电器的整定时间控制排线节距。
e 排线节距15mm~1200mm。
2.1.7 功率:2.8kw 转速960r/min2.1.8 收线传动电机a 升降电机:5.5kw 1000r/minb 横向移动电机:15kw 1000r/minc 排线电机:0.55kw 1000r/min3. 设备工艺参数计算3.1 设备传动图见附图3.2 传动计算及配档手柄位置(1)主轴转速n1=960×27/102=250r/min:n2=960×27/102×37/34×37/34=300r/min:(2)绞笼转速n=960×27/102×A/B×30/38×25/91×30/150=11.023A/Br/min;(3)绕包头转速见表1。
1250型3+2成缆机成缆机设备操作规程
5、停车操作步骤
5.1在电缆达到要求长度后,停车。停车分“正常停车”和“紧急停车”两种,在正常工作时,只需按压正常停车按钮即可,但如果长时间停车或故障停车,则需按压总停按钮,此时整机全部停止工作。但无论何种停机,都应将主机调速电位器旋至零位。
5.2工作结束时,首先须将各操作台调速电位器复零,然后按与送电相反顺序依次断开各空气开关。
6、安全操作、现场管理及环境管理要求
6.1安全操作与注意事项
6.1.1未经上岗考核和操作培训的人员不能独立操作该设备进行生产。
6.1.2上岗前熟悉本设备的操作归程,各操作人员穿戴好劳动保护用品。
6.1.3设备上的所有防护装置及其零部件,不得随意拆卸及自行挪动他用。
6.1.8开车要慢速启动,正常停车应降速缓慢停车。
6.1.9应定期检查紧固件的紧固情况,特别对转动体上的紧固件要经常检查有无松动,以免发生意外。
6.1.10开车前对笼绞齿轮架和绕包头的张力应调整适当,并根据工艺文件及被绞合的线芯形状,选择退钮的形式和对成缆和绕包所规定的方向,预先将各组件的变速箱操作手柄调整到所需位置。
6.1.11制动器要定期调整,使闸瓦与制动轮间隙均匀,制动时接触良好。
6.1.12应定期检查各电器触头的接触情况,对烧焦、发黑等接触不良情况应及时排除。
6.1.13必须先启动收线力矩电机,然后启动主机驱动电动机,收线力矩电机不允许长期堵转。
6.1.14当设备停止工作后,操作者应将配电柜总电源断开。
6.1.15不准在带电情况下检修设备。
6.1.4设备正常运转过程中,操作人员不得随意在转动部位跨越,或靠在安全防护装置上,更不能将头、手伸入转动处。
电缆笼绞机原理
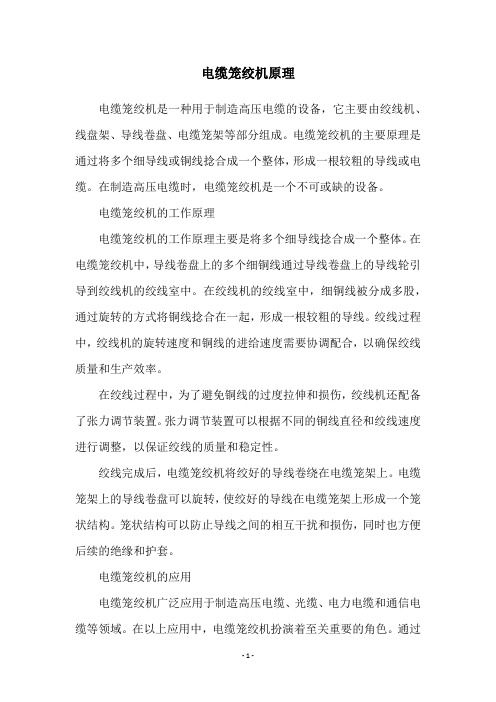
电缆笼绞机原理电缆笼绞机是一种用于制造高压电缆的设备,它主要由绞线机、线盘架、导线卷盘、电缆笼架等部分组成。
电缆笼绞机的主要原理是通过将多个细导线或铜线捻合成一个整体,形成一根较粗的导线或电缆。
在制造高压电缆时,电缆笼绞机是一个不可或缺的设备。
电缆笼绞机的工作原理电缆笼绞机的工作原理主要是将多个细导线捻合成一个整体。
在电缆笼绞机中,导线卷盘上的多个细铜线通过导线卷盘上的导线轮引导到绞线机的绞线室中。
在绞线机的绞线室中,细铜线被分成多股,通过旋转的方式将铜线捻合在一起,形成一根较粗的导线。
绞线过程中,绞线机的旋转速度和铜线的进给速度需要协调配合,以确保绞线质量和生产效率。
在绞线过程中,为了避免铜线的过度拉伸和损伤,绞线机还配备了张力调节装置。
张力调节装置可以根据不同的铜线直径和绞线速度进行调整,以保证绞线的质量和稳定性。
绞线完成后,电缆笼绞机将绞好的导线卷绕在电缆笼架上。
电缆笼架上的导线卷盘可以旋转,使绞好的导线在电缆笼架上形成一个笼状结构。
笼状结构可以防止导线之间的相互干扰和损伤,同时也方便后续的绝缘和护套。
电缆笼绞机的应用电缆笼绞机广泛应用于制造高压电缆、光缆、电力电缆和通信电缆等领域。
在以上应用中,电缆笼绞机扮演着至关重要的角色。
通过电缆笼绞机的绞线技术,可以将多个细导线或铜线捻合成一个整体,形成一根较粗的导线或电缆。
这种绞线方式可以提高电线的导电性能和机械性能,同时也可以减少电线的电磁干扰和损伤。
除了以上应用,电缆笼绞机还可以应用于制造电机、变压器、电感器等电器设备中。
通过电缆笼绞机的绞线技术,可以将多个细铜线捻合成一个整体,形成电器设备的线圈。
这种线圈可以提高电器设备的电磁性能和机械性能,同时也可以减少电器设备的能耗和故障率。
总结电缆笼绞机是一种用于制造高压电缆的设备,它主要由绞线机、线盘架、导线卷盘、电缆笼架等部分组成。
电缆笼绞机的主要原理是通过将多个细导线或铜线捻合成一个整体,形成一根较粗的导线或电缆。
成缆工必读
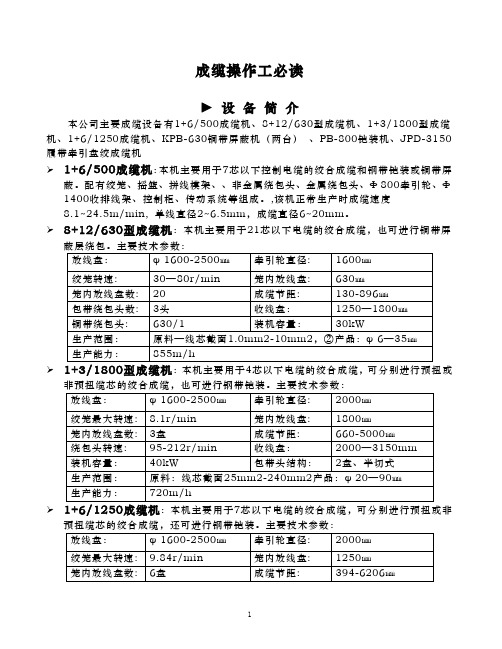
成缆操作工必读►设备简介本公司主要成缆设备有1+6/500成缆机、8+12/630型成缆机、1+3/1800型成缆机、1+6/1250成缆机、KPB-630铜带屏蔽机(两台)、PB-800铠装机、JPD-3150履带牵引盘绞成缆机1+6/500成缆机:本机主要用于7芯以下控制电缆的绞合成缆和钢带铠装或铜带屏蔽。
配有绞笼、摇篮、拼线模架、、非金属绕包头、金属绕包头、Φ800牵引轮、Φ1400收排线架、控制柜、传动系统等组成。
,该机正常生产时成缆速度8.1~24.5m/min, 单线直径2~6.5mm,成缆直径6~20mm。
8+12/630型成缆机:本机主要用于21芯以下电缆的绞合成缆,也可进行铜带屏蔽层绕包。
主要技术参数::本机主要用于4芯以下电缆的绞合成缆,可分别进行预扭或非预扭缆芯的绞合成缆,也可进行钢带铠装。
主要技术参数:1+6/1250成缆机:本机主要用于7芯以下电缆的绞合成缆,可分别进行预扭或非预扭缆芯的绞合成缆,还可进行钢带铠装。
主要技术参数:(两台):本机主要用于中压电力电缆绕包铜带屏蔽层。
主要技术参数::本机主要用于中低压电力电缆绕包钢带铠装层。
主要技术参数:JPD-3150履带牵引盘绞成缆机:本机主要用于大截面、大长度电力电缆的绞合成缆,可分别进行预扭(分裂导体)或非预扭缆芯的绞合成缆。
还可进行钢丝、钢带铠装或铜丝、铜带屏蔽等。
1、主要技术参数2点动旋转。
放线架配有一个操作站,可控制放线架正反转点动旋转或停止。
345转、停车功能,包带张力机械式张力控制,具有张力反馈功能和断带停车、完带停车功能。
678910JPD-3150履带牵引盘绞成缆机电气操作说明:1、开机前准备1.1控制柜送电:先合上主控制柜总电源空气开关,再合上主控制柜内其它空气开关,最后合上主控台内控制电源空气开关;1.2对交流调速柜送电:将对应变频器电源空气开关合上。
2、放线架操作2.1 线盘夹紧、放松和平台上升、下降操作:将机械水平插销插入定位孔内,航空插头插到叉臂插座上,可进行线盘夹紧、放松操作;将控制箱上“油泵工作”旋钮旋至工作位臵,油泵电机工作,此时可进行平台上升、下降操作。
成缆机

产品用途
该系列产品适用于各种截面的多芯橡套电缆、塑力电缆、交联电缆、电
话电缆、控制电缆的成缆、装铠之用。
主要特点
1、本系列成缆机品种多,规格全,适用广,用户可按需要选择相应的
成缆设备。
2、具有退扭和不退扭功能。
退扭方式有退扭环退扭和行星轮系退扭及
链轮式退扭。
3、预扭形式分手动预扭和电动预扭,线盘夹紧分手动和电动夹紧,收
线分有轴和无轴形式。
设备组成
放线架、绞笼体、线模座、绕包机、装铠机、计米器、牵引装置、收排线架、
传动系统及电器系统。
规格型号CL1000/1+1+3
CL1000/1+6
CL1250/1+1+3
CL1250/1+6
CL1600/2+3 CL2000/2+3
单线直径mm 5-20 5-25 10-35 15-45 成缆直径mm 80 100 120
绞笼转速r/min 4.0-20.7 4.1-12.1 3.4-8.1 成缆节距mm 255-6850 227-9250 338-6585 403-7650 绕包转速r/min 136-303
绕包节距mm 15.5-272
装铠转速r/min 136-303
装铠节距mm 15.5-272
牵引轮直径1800/单2000/单2500/单出线速度m/min 4.7-37 3.2-26.6 收线盘规格PL2000 PL2500 PL3150。