螺旋缝埋弧焊管资料汇编
国产X100钢级螺旋缝埋弧焊管的力学性能分析

建设 的西气东输二线工程 ,主干线采用了 X 0钢 8 级 中12 9m 1 m钢管 ,其中螺旋缝埋弧焊管全部 由 我 国采 用 国产 板 卷 生 产 。管 线 钢 已经 发 展 到 X10 2 钢 级 。但 是 过去 X10和 x1 0钢 级 钢管 的开 发 仅 0 2 限于 直缝 埋弧 焊 管 。加 拿大 伊 普斯 科 钢铁 公 司 (P C 与 S A I S O) S B北 美 公 司和 T a s a a a 道 公 rn C n d 管 司合 作 .成 功 开 发 了 X10钢 级 10 7mmx 2 0 6 1. 7
盘 与 院 ・ 3 瞪- 。 5
国产 X10钢级 螺旋缝埋弧焊管 的力学性能分析 0
孙 宏 ,田 鹏 ,李延丰 ,宗秋 丽
(中国石油集 团渤海石油装备制造有 限公 司 ,河北 青县 0 2 5 6 6 8)
~一~ 一m一 .~u e 摹啦槲 一 =队 ~n 一二 .T i耋 m~ X一 m帕 ㈣~ ~二 一岍 萋
mm螺 旋 缝 埋 弧 焊 管 ,并 在 2 0 0 6年 为斯 提 兹 维 尔 (tt ie项 目建 成 了超过 20 0m的试验 段 ;其 Sis l ) tv l 0
后 ,IS O公司又为麦凯堡( o c a) 目 PC Fr M K y项 提供 t 了 x10钢级 07 2mm 9 0 6 x . mm螺 旋缝埋 弧焊管 …。 8 我 国也开展 了 X 0 10 X 2 9 、X 0 及 10等高钢级钢管
Do e t a 0 SAW H Pi m s i M de Xl c O pe
螺旋缝双面埋弧焊钢管的生产工艺及质量控制
螺旋缝双面埋弧焊钢管的生产工艺及质量控制一、螺旋缝双面埋弧焊钢管的生产工艺及质量控制我公司螺旋缝双面埋弧焊钢管机组是采用现阶段较先进的工艺装备,在钢管外观、标称几何尺寸及椭圆度、直度控制上,优势明显。
螺旋缝双面埋弧焊钢管比其它焊管具有很多的优点: (一)、该焊管有相重叠的内外两条螺旋焊缝,起到增加刚性的作用,承压力也相应提高。
(二)、采用埋弧焊工艺,熔渣保护效果好。
因此,具有良好的冲击韧性和低温使用性能。
(三)、利用同等宽度的钢带可生产不同直径和长度的钢管,而且直度好。
易调整,尺寸精确,焊后不需定径和矫直。
该焊管还可以根据不同的材质,选用与之相匹配的焊接材料和焊接工艺,可适用于各种规格的焊管生产。
二、我公司生产机组结合国内许多厂家机组的特点,借鉴德国进口机组的设计,机组的适用范围、产品质量、都具有八、九十年代国际先进水平,也完全代表了国内先进水平,该机组前摆式主机,内承式成型机与外抱式成型机组,具有成型机理更合理,降低了管壁的残余应力,提高了钢管的承压能力,调整简便的优点。
机组采用上卷辊式成型、双面焊接的先进工艺,焊接设备采用美国林肯焊机,配备有管端自动平头倒棱机、X射线探伤机、自动超声波探伤机、500吨水压机,生产检测手段齐全,年生产能力可达20万吨,通过ISO9001国际质量体系认证,建立了持续有效的质量保证体系,产品质量达到现阶段国内比较先进的水平。
1、采用标准我国国家和行业标准:GB/T9711.1-97 SY/T5037-20002、质量体系(1)质量方针以加强管理为基础,以满足客户需要为目的,确保产品质量,追求企业的持续改进。
(2)人员资格制定了中期、长期、年度职工培训、教育计划,有完整的组织领导机构,有考核、奖罚管理制度,建有职工培训教育档案,对每个岗位人员的职责、资格和操作水平有严格要求,并经考核进行了上岗资格认证。
对焊接及检测岗位工作人员有特殊要求,需持考核证才能上岗。
(3)工序控制a.特殊工序:生产工序规定焊接、成型为特殊工序,每个特殊工序都相应建立质量控制点,进行重点控制管理。
螺旋管规格

螺旋管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管直缝焊管生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
聊城市嘉斌钢管有限公司供应螺旋管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋管规格表:螺旋管的常用标准一般分为:SY/T5037 -2000 (部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/T9711.1-1997 (国标、也叫石油天然气I业输送钢管交货技术条件部分: A级钢管(要求严格的有GB/T9711.2 B级钢管))、API-5L (美国石油协会、也叫管线钢管;中分PSL1和PSL2两个级别)、SY/T5040-92(桩用螺旋缝埋弧焊钢管)。
分类承鈺流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和咖工成型;-般低压流体输送用螺旋缝埋弧焊钢管用双面自动埋弧焊或单面焊法制成的用于水、煤气、气和蒸汽等般低压流体输送用埋弧焊钢管。
国标螺旋钢管简称9711.1螺旋钢管, 9711.2螺旋钢管,材质分类: 16Mn材质螺旋钢管,Q345B螺旋钢管, L245螺旋钢管,L360螺旋钢管,X40-X80螺旋钢管,主要用途,污水处理用螺旋钢管,水净化用螺旋钢管,水厂用螺旋钢管,旷化工企业用螺旋钢管钢管,核电用螺旋钢管,输送可燃性流体用螺旋钢管,输送非可燃性流体用螺旋钢管,国标螺旋钢管,石油部标SY/T5037螺旋钢管。
X120钢级螺旋缝埋弧焊管研制结果及分析
(N r hn e oe m Se l ieC . t. n xa 6 6 8 hn ot C iaP t lu te Pp o,Ld,Qig in 0 2 5 ,C ia) h r
Ab t a t T e X 0 se ll e i e i e a d d S a s t e l e i e i h s r mi m t e r d n t e s r c : h 1 t e i p p s r g r e O f r a h i p p n t e mo tp e u se lg a e i h 2 n n wo l .El b r t d h r n t e a t l s t e a h e e n r m h & D a tv t s f r t e X 0 S rd a o a e e e i h r i e i h c i v me tfo t e R c c i ii o h 1 AW H p p s e 2 ie a p ro me y No t i a Pe r l u S e lPi e Co , L d e f r d b r h Ch n to e m t e p . t .Re e a t me a 1 g a h c sr c u e a a y e n e t l v n t 1o r p i tu t r n l s sa d t s s d mo sr t h tt e X 2 AW H i e a e e o e si o f r t o t e r q ie n sa p c fe n e I e n t a e t a h 1 0 S p p s d v l p d i n c n o miy t h e u r me t s s e ii d u d rAP
SSAW Steel Tube (螺旋缝埋弧焊钢管)
85.23
54.89 63.87
72.8
81.67
90.5
16
59.25 68.95
78.6
88.2
97.76 107.26 116.72
62.14
72.33
82.46
92.55 102.59 112.58 122.51
18
66.73
77.68
88.58
99.44 110.24 120.99 131.69
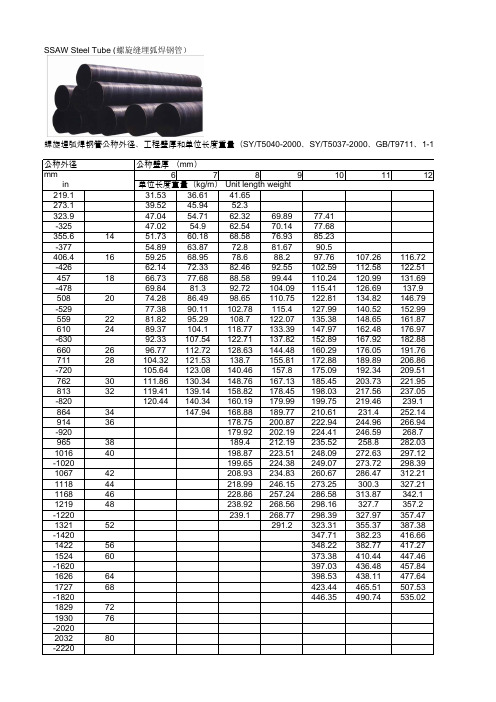
SSAW Steel Tube (螺旋缝埋弧焊钢管)
螺旋埋弧焊钢管公称外径、工程壁厚和单位长度重量(SY/T5040-2000、SY/T5037-2000、GB/T9711、1-1
公称外径 mm
in 219.1 273.1 323.9 -325 355.6 -377 406.4 -426 457 -478 508 -529 559 610 -630 660 711 -720 762 813 -820 864 914 -920 965 1016 -1020 1067 1118 1168 1219 -1220 1321 -1420 1422 1524 -1620 1626 1727 -1820 1829 1930 -2020 2032 -2220
33.05 39.51 45.92 52.23 58.6 64.86 71.07 77.24 83.36
39.32 47.04 54.71 62.32 69.89 77.41 84.88 92.3 99.67 107
50*50*(1.5-4.5)mm 180*180*(4-12)mm
60*60*(2-5)mm
200*200*(4-14)mm
70*70*(2.5-5)mm 220*220*(5-14)mm
螺旋缝埋弧焊钢管常识

螺旋缝埋弧焊钢管常识本文由钢管经贸网资讯部整理(),如有转载,请注明出处。
20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。
焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。
1.一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
2.一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管。
3.桩用螺旋焊缝钢管(SY5040-2000)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。
4.低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。
是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。
钢管接壁厚分为普通钢管和加厚钢管;接管端形式分为不带螺纹钢管(光管)和带螺纹钢管。
钢管的规格用公称口径(mm)表示,公称口径是内径的近似值。
习惯上常用英寸表示,如11/2 等。
低压流体输送用焊接钢管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接钢管的原管。
5.低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。
是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。
螺旋焊管介绍和执行标准
螺旋焊管介绍和执行标准焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。
焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。
螺旋焊管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设等等。
直缝焊管生产工艺简单,生产效率高,成本低,发展较快。
螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。
螺旋焊接钢管螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。
承压流体输送用螺旋缝埋弧焊钢管SY5036-83主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管SY5038-83,用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。
钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管SY5037-83,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
螺旋钢管的常用标准一般分为:SY/T5037-2000(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)GB/T9711.1-1997(国标、也叫石油天然气工业输送钢管交货技术条件第一部分:A级钢管(要求严格的有GB/T9711.2 B级钢管))API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)SY/T5040-92(桩用螺旋缝埋弧焊钢管)沧州龙都管道有限公司是华北大型钢管生产企业,座落于中国管道装备制造基地河北省沧州市,位于盐山开发区。
焊管标准资料汇编(全版)
目录一国内产品标准 (2)1. 低压流体输用焊接钢管GB/T3091—2008………………………………………22. 直缝电焊钢管GB/T13793-2008 (5)3石油天然气工业输送钢管交货技术条件第一部分:A级钢管GB/T9711.1—1997 ………………………………84深井水泵用电焊钢管YB/T4208-2005(ISO559:1999)……………………1 6 5套管国外订货技术条件SY/T5989—94 (17)二国外产品标准1.套管和油管规范API Spec5CT(第8版)………………………………………2 1 2.管线钢管API Spec5L(第44版) (33)三焊管用带钢及钢材标准1.石油天然气输送管用热轧宽带钢GB/T14164-2005…………………………6 6 2. 碳素结构钢和低合金结构钢热轧钢带GB/T3524--2005……………………70 四附录派润钢管公司提供套管技术要求 (72)一国内产品标准(一)低压流体输用焊接钢管GB/T3091—2008(代替GB/T3091—2001)1适用范围本标准规定了低压流体输送用焊接钢管的尺寸,外形,重量,技术要求,试验方法,检验规则,包装,标识及质量证明。
本标准适用于水,污水,燃气,空气,采暖蒸汽等低压流体输送用和其他结构用的直缝高频电阻焊钢管和螺旋缝埋弧焊钢管。
2订货内熔按本标准订货的合同应包括下列内容:本标准编号,产品名称,尺寸规格,重量或数量,交货状态,其他要求。
3尺寸和重量钢管重量按下列公式计算:W=0.0246615(D-t)t式中:W—钢管每米理论重量,单位kg/mD —公称外经,单位mmT —公称壁厚,单位㎜。
4钢管外径,壁厚允许偏差见表35钢管的椭圆度D ≦ 508 应不超过公差范围内,D >508 应不超过外径的80% 。
6牌号说明GB/T700-2006标准中,Q215A;Q215B;Q235B;Q235A;碳素结构钢; GB/T1591-94标准中 ,Q295A;Q295B;Q345A;Q345B 低合金强度结构钢。
螺旋焊管高速埋弧焊接材料和焊接工艺参数
钢卷 通过 调 直辊调 直 , 后采 用 S 然 AW 对 钢 带 进 行 单 面 对 头 焊 接 , 边 及 开 坡 口 由 剪 边 剪 机 完成 并 保 证 坡 口面 平滑 。 实 践证 明援 弯 辊 对 钢 带 边 缘 预 弯 是 将 波 动减 至最 低 程 度 的 最 有 效 方 法 。成 型 后 的 钢 管 采 用 前 后 布 置 的 S AW 同
衰 1 AP 一5 I L标准 X5 2级母 材化学 成分
于 双 面 单道 焊 , 接 薄 板 时 焊速 可 达 1 0m/ 焊 0 h
配 合 H0 Mn 焊 丝 后 的 焊 缝 力 学 性 能 : 8 A
≥ 4 0 M P 吼 一 5 0— 6 0 MPa, 4 a, 0 0
衰 3 蠕旋 焊 警焊接
0 5 1 3 ≤ n 4 — 一 .5 0  ̄< 0 0 5 . 3
两 者 的 力 学 性 能 为 : 服 强 度 a ≥ 屈 | 3 6 MP I 拉 强 度 ≥ 4 5 MP 。 8 a 抗 5 a 3 2 焊 剂 焊 丝 的选 择 . 根 据 上 述 分 析 , 了保 证 高 速 焊 接 , 缝 必 为 焊 须 达 到 等 强 焊 口 , 焊 道 机 械 性 能 必 须 达 到 a 即 . ≥ 3 6 MP 、 ≥ 4 5 MP , 选焊 剂 必 须含 有 8 a 5 a 所 较 高 成 分 的 A1 、 O、 O: 成 分 , 熔 点 。 Mn Ti 等 O。 且 要 较 高 , 化 状 态 下 具 有 较 高 的 粘 度 以 适 合 高 熔 速度 I 丝必须含有一定成分 的 Mn 焊 .所 以选 用 S 5 1 焊 剂 ) H0 Mn 4的 配 合 。 J0 ( 与 8 A ̄ S 5 1 焊 剂 ) 铝 钛 型 酸 性 烧 结 焊 剂 , 度 J0( 属 碱 为 0 5 08, . ~ . 呈深 灰 色 球 形 颗 粒 , 度 l~ 6 粒 o 0 目。可 交 直 流两 用 , 大 焊 接 电 流可 达 1 0 A。 最 00 4 3 试 验 结 果 . 8 .焊 缝 外 观 美 观 、 咬 边 , 焊 凹 陷 现 象 无 内 基 本 趋 于平 , 件 经 1 0 x 光 探 伤 . AP 一 试 0 按 I 5 L标 准 评 片合 格 。 b .试 件 经 力 学性 能 试 验 结 果 如 表 4所 示 。 经 过 工 艺 评 定 合 格 后 , 焊 接 工 艺 应 用 于 该
普通流体输送管道用螺旋缝埋弧焊钢管
中国第一重型机械集团公司2012-12-01批准
2012-12-31实施中国第一重型机械集团公司标准
低压流体输送管道用螺旋缝埋弧焊钢管
SY /T 5037-2000摘录
代替SY /T 5037-92
本标准适用于水、污水、空气、采暖蒸汽和可燃性流体等普通低压流体输送管道用钢管,也适用于具有类似要求的其它流体输送管道用钢管。
外径D =273mm ,壁厚t =7.1mm ,长度L =1000mm 螺旋缝埋弧焊钢管的标记示例:
螺旋埋弧焊钢管
Ø273×7L =1000SY /T 5037-2000钢号外径D ,mm 壁
厚t ,mm 长度
L ,
m 理论重量kg /m ◣Q235A 273323.9355.6406.44575086107117.17.17.17.17.17.17.186~1246.5655.4761.0269.9278.7887.71105.57138.70
注1:技术要求按SY /T 5037要求。
注2:需要其它厚度和外径的钢管时,可参考SY /T 5037按非标材料申请。
1
1返回总目录返回分目录后退返回总目录返回分目录后退。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内部资料
螺旋缝埋弧焊管资料汇编
目录
一、概述
(一)、螺缝焊管的发展
(二)、螺缝焊管的新趋势
(三)、螺缝焊管的地位
(四)、螺缝焊管的用途
(五)、螺缝焊管的特点
(六)、螺缝焊管的生产流程
(七)、螺缝焊管的检验
(八)、螺缝焊管的外径系列
(九)、螺缝焊管的相关标准
二、钢的可焊性
(一)、钢的可焊性
(二)、碳当量计算公式
(三)、常用钢材的可焊性
(四)、影响钢材可焊性的因素
三、焊管缺陷分级
(一)、引言
(二)、术语
(三)、锈蚀程度
(四)、焊管缺陷分级方法
(五)、质量分级指导书
四、管线钢
(一)、管线钢的发展
(二)、管线钢的分组
(三)、管线钢的生产流程
(四)、管线钢的拉力性能
(五)、管线钢的主要性能
(六)、管线钢的组织和性能
(七)、管线钢的强化机理
(八)、管线钢的显微组织
(九)、管线钢的重要性
(十)、管线钢的控制轧制
(十一)、管线钢的前景
五、输油管道强度计算
(一)、输油管道强度计算
(二)、钢管直径设计
(三)、钢管壁厚设计
(四)、壁厚附加量的确定
(五)、薄壁厚壁管的区别
六、输气管线
(一)、输送管道工作条件
(二)、屈服试验的意义
(三)、屈服试验的作用
(四)、屈服试验对缺陷的影响
(五)、屈服试验中管壁的变形
(六)、屈服试验对管材性能的影响
(七)、屈服试验对残余应力的影响
(八)、屈服试验对管道运行的影响
(九)、油气管线的应力腐蚀开裂
(十)、管线外壁SCC的特点
(十一)、管线外壁SCC的机制
(十二)、管线SCC的影响因素
(十三)、管线SCC的防止措施
(十四)、管线SCC的检测
(十五)、螺缝焊管中流体压降
(十六)、钢管断面性能
(十七)、钢管受力状态
(十八)、焊缝受力分析
七、螺旋焊管机组受力分析
(一)、螺缝焊管机组受力分析
(二)、螺缝焊管传动电机的负荷分析(三)、螺缝焊管机组受力分配
八、焊接规范
(一)、螺缝焊管焊接概况
(二)、焊丝间距
(三)、焊丝倾角
(四)、偏心距离
(五)、焊接速度
(六)、焊接电压
(七)、焊接电流
(八)、焊丝伸长量
(九)、焊丝极性
(十)、焊丝直径
(十一)、焊接材料匹配
(十二)、焊剂
(十三)、成型缝隙
(十四)、焊道宽比
(十五)、熔合深度
(十六)、焊件坡口
(十七)、开坡口顺序
(十八)、焊接速度与熔池大小的关系
(十九)、焊剂堆积高度与焊缝形状的关系
(二十)、成型间隙对夹渣的影响
(二十一)、下坡倾角对夹渣的影响
(二十二)、焊剂粘度对夹渣的影响
(二十三)、焊渣熔点对夹渣的影响
(二十四)、焊剂成分对夹渣的影响
(二十五)、焊剂堆比重对咬边的影响
(二十六)、成型与焊接质量
(二十七)、管径与焊丝间距的关系
(二十八)、焊缝弯曲合格率与焊缝缺陷的关系(二十九)、高效率焊接方法
九、埋弧焊理论
十、埋弧焊实践
十一、静水压试验
(一)、一般原则
(二)、受试管封头形式
(三)、受试管选择条件
(四)、受试管压力确定
(五)、受试管测量要点
(六)、试验压力-体积曲线
(七)、参数比较
(八)、破裂特性
(九)、断裂判断
(十)、静水压爆破
(十一)、API标准水压试验
十二、无损检测
(一)、主要无损检测方法比较
(二)、无损探伤参数比较
(三)、不同无损探伤方法对不同缺陷的灵敏度
(四)、螺缝焊管无损检测方法选择
(五)、非破坏性检验焊缝方法比较
(六)、螺旋缝超声波检测原理
(七)、超声波探头分布方法
(八)、超声波探伤的极限识别能力
(九)、钢管典型射线检验定位
(十)、各种缺陷在X片上的成影
(十一)、焊缝射线摄影底片上的成影
(十二)、X射线防护
(十三)、API标准无损检测
十三、名词术语
(一)、原材料名词术语
(二)、焊接钢管名词术语
(三)、钢管设备名词术语
(四)、检验一般名词术语
(五)、金相分析
(六)、化学分析
(七)、力学性能
(八)、工艺性能
(九)、无损探伤
(十)、焊接名词术语
(十一)、钢管缺陷名词术语
(十二)、其他
十四、国外螺旋焊管机组概况
(一)、螺缝焊管发展动向
(二)、其他国家状况
(三)、日本
(四)、螺缝焊管车间布置
十五、螺焊管对接
(一)、碳弧气刨
(二)、对接标准
(三)、碳素钢焊接技术
(四)、低合金结构管焊接技术
(五)、管道环缝焊接经验
(六)、API标准对焊接长管技术条件
十六、螺旋焊管成型技术
(一)、成型方式
(二)、成型器分类
(三)、成型调整
(四)、外辊套成型技术
(五)、内辊套成型技术
(六)、成型钢管的稳定性
(七)、螺缝焊管的弹复
(八)、几何工艺参数的优选
(九)、成型角上下限的特点
(十)、成型角合理性的意义
(十一)、成型角与钢管直径的关系
(十二)、成型角与焊缝间的关系
(十三)、成型角与焊缝应力的关系
(十四)、成型角与宽径比的关系
(十五)、梨形成型问题
(十六)、成型角与缺陷临界长度的关系
(十七)、成型角与静水压的关系
(十八)、成型角与疲劳强度的关系
(十九)、成型机组工艺布置方式
(二十)、成型角的确定
(二十一)、成型参数的计算
(二十二)、直径与钢带宽度的关系
(二十三)、钢带最佳宽度的选择
(二十四)、螺缝焊管的效率
(二十五)、钢管壁厚最大值
(二十六)、螺缝焊管经济尺寸的选定
(二十七)、生产率的决定因素
(二十八)、螺缝焊管的弹复
(二十九)、钢带月牙弯影响
(三十)、钢带月牙弯对焊接质量的影响
(三十一)、钢带月牙弯引起的几何尺寸变化
(三十二)、螺缝焊管的精度
(三十三)、螺缝焊管的精度
(三十四)、螺缝焊管的安全性
(三十五)、螺缝焊管的受力
(三十六)、螺缝焊管几何学
(三十七)、螺缝焊管的稳定性
(三十八)、螺缝焊管用钢
十七、相关资料
(一)、螺缝焊管材料特性
(二)、钢带消耗参数确定
(三)、焊缝质量检查
(四)、板边加工设备
(五)、焊剂回收装置
(六)、钢带对接设备
(七)、等离子切割设备
(八)、活套坑的计算。