黑锌工艺流程图
锌的冶炼工艺流程

锌的冶炼工艺流程锌是一种重要的金属材料,广泛应用于建筑、电子、化学、冶金等领域。
其冶炼工艺流程主要包括矿石选矿、矿石烧结、萃取浸出、电解精炼等步骤。
首先是矿石选矿。
锌矿石一般含有多种金属元素,为了提高锌的纯度和产量,需要将矿石中的杂质去除。
常见的锌矿石包括闪锌矿、硫化锌矿和氧化锌矿。
通过矿石的浮选或重选等物理方法,将矿石中的锌和有价金属分离出来。
接下来是矿石烧结。
将选矿后的锌矿石进行烧结处理,目的是将其转化为氧化锌。
首先将矿石和焦炭混合在一起,然后进行高温烧结,在氧气氛下热解锌矿石,使其转化为氧化锌。
然后是萃取浸出。
将烧结后的氧化锌与硫酸反应,生成硫酸锌溶液。
将溶液通过浸出、浸渍等方法,将其中的锌和杂质分离出来。
常用的浸出剂有硫酸、氯化铵等。
此过程中,根据浸取液的PH值和温度,调整浸取速率和浸取效率,以达到最佳的分离效果。
最后是电解精炼。
将前面提取到的锌溶液经过电解处理,得到纯度较高的金属锌。
首先,将提取出的锌溶液进行钝化处理,除去其中的有毒杂质。
然后,将钝化后的锌溶液导入电解槽,通过电流作用,使锌阳极溶解,析出纯锌。
而阴极上则形成纯锌层。
经过脱水、筛分等工艺,锌的纯度和形状得以进一步提高和改善。
总的来说,锌的冶炼工艺流程包括矿石选矿、矿石烧结、萃取浸出和电解精炼等步骤。
这些工艺步骤通过化学反应、物理分离等方式,将锌从矿石中提取出来,并进一步纯化,最终得到纯度较高的金属锌,以满足不同行业和领域的需求。
这些工艺步骤需要结合精细操作和严格的控制,以确保冶炼过程的安全性和锌产品的质量。
电解锌工艺流程图

电解锌工艺流程图
电解锌是一种常见的金属表面处理方法,可以有效地防止锌制品的氧化和腐蚀,提高其耐蚀性和美观性。
下面将介绍一种电解锌的工艺流程图。
首先,锌制品会经过清洗工序。
清洗工序的目的是去除锌制品表面的油污、灰尘和其他杂质,以确保后续工艺步骤的顺利进行。
常用的清洗方法包括碱洗和酸洗。
碱洗可以去除表面的油脂和污垢,酸洗可以去除锌制品表面的氧化层和锈蚀。
接下来,锌制品会进入电解槽。
电解槽是一个封闭的容器,内部有阳极和阴极,并填充有电解液。
阳极通常是铁制的,而阴极则是锌制品。
电解液是由硫酸和其他添加剂组成的溶液,它能够提供电流和保护锌制品。
在电解槽中,锌制品会通过电解的方式被附着到阴极上。
电解液中的阳离子会在电流作用下迁移到阴极上,与阴极反应生成金属锌。
这个过程称为电解沉积。
经过一定时间的电解,锌制品表面会形成一层均匀、致密且具有良好耐蚀性的锌层。
电解完成后,锌制品会进入水洗工序。
水洗的目的是去除电解液残留和其他杂质,防止锌层表面的腐蚀。
水洗一般会采用多级反洗的方法,确保彻底去除残留物。
最后,锌制品会进行干燥和包装。
通过高温烘干,可以将锌制品表面的水分蒸发,防止锌层腐蚀。
干燥完成后,锌制品会进行包装,以保护锌层免受外界环境的影响。
以上就是一种电解锌的工艺流程图。
通过清洗、电解、水洗和干燥等工序,可以在锌制品表面形成一层均匀、致密且具有良好耐蚀性的锌层,提高锌制品的保护性能和美观性,延长其使用寿命。
氧化锌生产工艺流程
氧化锌生产工艺流程
氧化锌是一种重要的无机化工产品,广泛用于橡胶、塑料、涂料、油漆、陶瓷、玻璃、电子、建筑材料等领域。
下面将介绍一种常用的氧化锌生产工艺流程。
首先,原料准备。
氧化锌的原料主要是锌矿石、锌精矿和废镀锌渣。
锌矿石经过破碎、筛分和浸出等步骤得到锌精矿。
废镀锌渣通过烧结、磁选和浸出等工艺处理得到锌精矿。
锌精矿经过浮选、重选和磁选等工艺,得到含锌精矿。
其次,炼锌工艺。
含锌精矿通过焙烧产生的氧化锌粉末与还原剂进行还原反应,得到粗锌。
然后,粗锌经过蒸馏熔炼,得到高纯度的锌。
接下来,氧化锌制备。
将高纯度的锌经过氧化反应,在气氛中进行燃烧,形成二氧化锌粉体。
这个过程可以通过热氧化法、湿法氧化法等不同的方法进行。
最后,氧化锌粉体的处理。
将得到的二氧化锌粉体进行筛分、磁选、分级和仓储等步骤,得到所需的氧化锌产品。
同时,对产品进行质量检验,以确保产品符合相关标准要求。
以上就是氧化锌生产的主要工艺流程。
当然,具体的工艺流程还需要根据不同的生产工艺和设备进行调整。
随着科技的进步和技术的创新,氧化锌生产工艺也在不断改进,以提高产品质量和生产效率。
同时,为了减少对环境的影响,还需要加强对废气、废水和废渣的处理,以实现可持续发展。
锌的工艺流程
锌的工艺流程
《锌的工艺流程》
锌是一种重要的金属材料,广泛用于建筑、汽车制造、电子产品等领域。
其生产工艺流程主要包括矿石选矿、炼铸和精炼三个步骤。
首先是矿石选矿。
锌矿石通常包括硫化锌矿和氧化锌矿两种类型,而硫化锌矿是锌的主要矿石。
在选矿过程中,需要将矿石进行破碎、精磨和浮选等步骤,以提取锌矿石中的锌含量。
接下来是炼铸过程。
在炼铸过程中,经过选矿处理后的锌矿石将被送入冶炼炉中进行还原冶炼,将锌矿石中的锌氧化成锌蒸汽,并通过冷却凝固后形成锌锭。
这些锌锭将进行进一步处理,以去除杂质和提高纯度。
最后是精炼过程。
通过进一步的精炼处理,将锌锭中的杂质去除,从而获得高纯度的锌产品。
精炼过程主要包括蒸馏精炼和电解精炼两种方式,以提高锌产品的品质和纯度。
总的来说,锌的生产工艺流程包括矿石选矿、炼铸和精炼三个主要步骤。
通过这些步骤,从矿石中提取出锌,并将其精炼成高纯度的锌产品,以满足不同领域的需求。
炼锌工艺操作流程19页word

炼锌工艺操作规程本规程规定了湿法炼锌工艺生产流程,生产技术条件和技术操作标准。
适用于炼锌分厂使用制酸、林东分厂生产的焙砂生产锌锭。
浸出1.1工艺目的及原理1.1.1中性浸出目的是最大限度地将焙砂中的锌浸出来,将其中有害杂质如砷、锑、铁、锗等除去。
1.1.2浸出过程的主要反应:ZnO + H2SO4=ZnSO4+H2O2FeSO4+MnO2+ H2SO4= Fe2(SO)3+MnSO4+H2OFe2(SO)3+H2O=2Fe(OH)3+ H2SO4As2(SO4)3+3 ZnO+3H2O=As2O3·3H2O+ 3ZnSO4Sb2(SO4)3+3 ZnO+3H2O=Sb2O3·3H2O+ 3ZnSO41.2工艺流程1.4.1 中性浸出1.4.1.1 始酸40-60g/l1.4.1.2终点PH 5.0-5.4 1.4.1.3反应温度60-75℃1.4.1.4反应时间1.0-1.5h 1.4.2 预中和1.4.2.1始酸25-35g/l1.4.2.2终酸8-15g/l1.4.2.3反应温度60-75℃1.4.2.4反应时间1.0-1.5h 1.4.3高酸浸出1.4.3.1 始酸130-150g/l 1.4.3.2终酸40-70 g/l1.4.3.3反应温度90℃以上1.4.3.4反应时间3-5h1.4.4 低污染沉矾1.4.4.1始酸10-18g/l1.4.4.2终点Fe≤3.5g/l 1.4.4.3反应温度90-95℃1.4.4.4反应时间4h1.5岗位操作规程1.5.1中性浸出岗位1.5.1.1连续生产前,首先检查流量计、中浸槽、给料机、压缩空气是否处于正常状态,确认正常后方可进行连续生产,同时通知上料岗位做好给料准备,3#剂岗做好给3#剂准备。
1.5.1.2往氧化槽内按一定比例连续打入沉矾溢流和废电解液,并视亚铁量加入一定量的二氧化锰或阳极泥,每小时分析一次氧化液的酸度,根据生产情况控制在40-60 g/l之间,含铁控制在1-3 g/l。
锌合金电镀工艺流程图
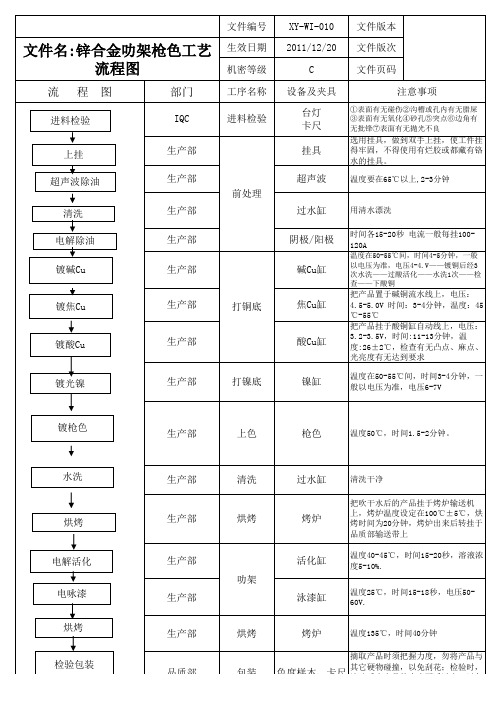
镀光镍
生产部
打镍底
镍缸
镀枪色
生产部
上色
枪色
温度50℃,时间1.5-2分钟。
水洗
生产部
清洗
过水缸
清洗干净 把吹干水后的产品挂于烤炉输送机 上,烤炉温度设定在100℃±5℃,烘 烤时间为20分钟,烤炉出来后转挂于 品质部输送带上 温度40-45℃,时间15-20秒,溶液浓 度5-10%. 温度25℃,时间15-18秒,电压5060V.
烘烤
生产部
烘烤
烤炉
电解活化
生产部 叻架
活化缸电Βιβλιοθήκη 漆 烘烤生产部泳漆缸
生产部
烘烤
烤炉
温度135℃,时间40分钟 摘取产品时须把握力度,勿将产品与 其它硬物碰撞,以免刮花;检验时, 滚动手中产品的力度不适过大,以免 产品碰伤、刮花
检验包装
品质部
包装
色度样本、卡尺
品质部
包装
色度样本、卡尺
摘取产品时须把握力度,勿将产品与 其它硬物碰撞,以免刮花;检验时, 滚动手中产品的力度不适过大,以免 产品碰伤、刮花
镀碱Cu
镀焦Cu
打铜底
镀酸Cu
生产部
酸Cu缸
把产品置于碱铜流水线上,电压: 4.5-5.0V 时间:3-4分钟,温度:45 ℃-55℃ 把产品挂于酸铜缸自动线上,电压: 3.2-3.5V,时间:11-13分钟,温 度:26±2℃,检查有无凸点、麻点、 光亮度有无达到要求 温度在50-55℃间,时间3-4分钟,一 般以电压为准,电压6-7V
进料检验 上挂 超声波除油
清洗 电解除油
选用挂具,做到双手上挂,使工件挂 得牢固,不得使用有烂胶或都藏有铬 水的挂具。 温度要在65℃以上,2-3分钟
镀锌生产工艺
一、各厂人员编制(附表1)二、镀锌工艺流程图(附图1)三、酸洗工序酸洗组长的职责范围:①组织协调好本组人员做好酸洗工序的工作。
②按照质量控制与管理制度做好黑管进厂检验及对调入车间在酸洗前拆包检验,③交接班时了解钢管的规格、件数。
按生产科下的排产单安排酸洗。
了解设备的运转情况。
④严格按照工艺规程规定的酸洗方法、酸洗液浓度、温度、时间、翻动次数、盐酸配制、溶剂添加、过滤等操作。
⑤做好本工序焊管检测工作。
⑥做好交接班的记录和各种报表的填写。
酸洗工职责范围:⑴认真检查钢管规格,测量钢管外径、壁厚长度。
按生产科下达的排产单依次生产。
⑵严格按工艺规程规定的酸洗方法、酸洗液浓度、温度、时间、翻动次数进行操作。
⑶按酸洗液浓度的不同依次把钢管吊入进行酸洗。
⑷将钢管妥善地放入槽内,酸洗好后吊出槽外要倾斜地排出酸液。
⑸随时与前后工序联糸,保证前后钢管生产平衡,确保正常生产。
⑹交接班时双方必须交待及听清楚酸槽及其它设备的使用情况、钢管规格及数量,按照规定交下班足以酸洗好的钢管数量,以使接班工人立即生产。
⑺做好车间卫生.焊管质量入车间检验(由酸洗工负责)(一)焊管质量要求:(依据质量控制与管理制度)1、钢管表面要光滑,不允许有折叠、裂缝、重皮、分层、搭焊等缺陷存在,允许有壁厚负偏差范围的划伤,不允许有严重划伤、焊缝错位、烧伤和结疤。
2、内焊缝质量:焊筋牢固,粗细均匀,呈铁丝状,内焊筋高于0.5毫米。
3、外径和椭圆度符合下表规定椭圆度及外径允许偏差附表2 单位MM4、定尺长度:6米;公差范围:4分—2寸在0—5毫米内,2.5—4寸在0----10毫米内,5---8寸在0---15毫米范围内。
5、弯曲度:钢管应为使用性平直,最大偏差为1‰。
6、管头质量:管头无毛刺,管端头截面与中心线垂直,无斜面,偏差应小于3度。
(二)焊管检验方法:⑴开口:检查管头是否有开割现象。
⑵裂缝:锤震后目测,焊筋处有无开裂现象。
⑶接头:观看同一只管上是否有对接现象。
镀锌工艺
工件防腐热浸锌工艺流程图:浸锌件检查-- 除油-- 酸性除锈--浸溶剂-- 烘干-- 浸锌-- 冷水爆光-- 钝化--清洗--整修-- 检验--打包--入库.带钢镀锌工艺详细流程:冷轧卷检查→ 去捆带→ 开卷机→ 平头机→ 剪切→ 焊机→ 碱洗段→ 清洗段→入口活套→ 退火炉→ 锌锅→气刀→ 锌花装置→空冷→水冷→拉矫机→光整机→ 辊涂铬化→干燥和冷却装置→出口活套→表面缺陷检测装置→ 切边机和废料处理装置→ 静电涂油机→ 卷取机→ 打捆机→打包→入库常用表面处理工艺流程1、除锈(酸洗盐酸18% ±)2、清洗(流动水<30 m3/天)3、助镀剂(氯化铵、氯化锌、水<50℃±)4、烘干5、浸锌(锌稀土合金、合金铝455℃±)6、冷却、钝化(硫酸、铬酸)7、后道处理二、月生产量1000T---1500T三、污水排放量小于30 m3 / 天污水中成分:氯化亚铁≥3% ;铬酸≥0.05%硫酸≥0.03(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→ 除锈→ │ → 纯化→ 干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌ 浸脱水防锈油││ 烘干除油→除锈→常温发黑→│ 浸肥皂液——→ 浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→ 亲水→ 预粗化(PC≥50%)→ 粗化→ 中和→ 整面→ 活化→ 解胶→ 化学沉镍→ 镀焦铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镀封→ 镀铬(5)PCB电镀工艺流程除油→ 粗化→ 预浸→ 活化→ 解胶→ 化学沉铜→ 镀铜→ 酸性除油→ 微蚀→ 镀低应力镍→ 镀亮镍→ 镀金→ 干燥(6)钢铁件多层电镀工艺流程除油→ 除锈→ 镀氰化铜→ 镀酸铜→ 镀半亮镍→ 镀高硫镍→ 镀亮镍→ 镍封→ 镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→ 除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 非它电镀2、非打磨件→ 热浸除油→ 电解除油→ 酸蚀→ 其它电镀(8)锌合金件镀前处理工艺流程除蜡→ 热浸除油→ 电解除油→ 酸蚀→ 镀碱铜→ 镀酸铜或焦磷酸铜→ 其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→ 浸酸→ 二次沉新→ 镀碱铜或镍→ 其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→ 干燥→ 喷沫或喷粉→ 烘干或粗化→ 成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→ 染色→ 封闭→ 干燥→ 成品(10)铁件镀铬工艺流程:除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 预镀碱铜→ 酸性光亮铜(选择)→ 光亮镍→ 镀铬或其它除蜡→ 热浸除油→ 阴极→ 阳极→ 电解除油→ 弱酸浸蚀→ 半光亮镍→ 高硫镍→ 光亮镍→ 镍封(选择)→ 镀铬(11)锌合金镀铬工艺流程除蜡→ 热浸除油→ 阴极电解除油→ 浸酸→ 碱性光亮铜→ 焦磷酸铜(选择性)→ 酸性光亮铜(选择性)→ 光亮镍→镀铬(12)电叻架及染色工艺流程前处理或电镀→ 纯水洗(2-3次)→预浸→ 电叻架→ 回收→ 纯水洗(2-3次)→ 烘干→ 成品热镀锌工件设计及制作注意事项热浸镀锌工件设计及制作注意事项设计镀锌组件时必须遵守某些规则,通常这些规则都非常容易应用。
冶金学-Zn-08-7-火法炼锌
3.2 火法炼锌基本原理 3.2.1氧化锌的碳热还原反应基础 还原历程 氧化锌的碳热还原反应基础-还原历程 氧化锌的碳热还原反应基础 由以上3个反应看,还原产出的锌蒸汽分压与 由以上 个反应看,还原产出的锌蒸汽分压与lgPCO2/PCO和T 个反应看 有关;还原产出锌液活度也与lgP 有关; 有关;还原产出锌液活度也与 CO2/PCO和T有关;而布多尔 有关 反应P 有关。 反应 CO和lgPCO2/PCO与T有关。因此 PZn 、 aZn和PCO 均可在 有关 lgPCO2/PCO~T图中表示出来,用以阐述还原生产过程。 图中表示出来, 图中表示出来 用以阐述还原生产过程。 当 PZn =10132、50662、101325、1013250Pa时,可分别求 、 、 、 时 出反应( ) 还原产生锌蒸汽) 关系; 出反应(1)(CO还原产生锌蒸汽)的lgPCO2/PCO~T关系; 还原产生锌蒸汽 关系 还原产生锌液) 当aZn=1和0.1时,分别求出反应(2)(CO还原产生锌液) 和 时 分别求出反应( ) 还原产生锌液 关系; 的lgPCO2/PCO~T关系; 关系 反应( ) 当 PCO =101325、50662、10132时,分别求出反应(3)的 、 、 时 分别求出反应 lgPCO2/PCO~T关系; 关系; 关系
3.2 火法炼锌基本原理 3.2.1氧化锌的碳热还原反应基础 还原历程 氧化锌的碳热还原反应基础-还原历程 氧化锌的碳热还原反应基础 当 PZn =10132 、 50662 、 101325 、 1013250Pa 时 的 lgPCO2/PCO~T关系曲线 , 表示还原得到不同锌蒸汽分压所需 关系曲线, 关系曲线 比例与温度的关系; 的PCO2/PCO比例与温度的关系; 同理 时的lgP 关系曲线; 当 aZn=1和 0.1时的 CO2/PCO~T关系曲线 ; 表示还原得到 和 时的 关系曲线 不同活度锌液所需的P 比例与温度的关系; 不同活度锌液所需的 CO2/PCO比例与温度的关系; 时的lgP 关系; 而 PCO =101325、50662、10132时的 CO2/PCO~T关系; 表 、 、 时的 关系 示保持不同CO分压所需的 CO2/PCO比例与温度的关系; 分压所需的P 比例与温度的关系; 示保持不同 分压所需的
锌粉生产工艺操作流程图
锌粉生产工艺操作规程编号:BKXY-04-2010编制:审核:批准:实施日期:发放号:年月日年月日年月日年月日目录标题第十二章煤气站推煤工生产操作规程页码第一章制粉班长生产操作规程。
2 第二章制粉调整工生产操作规程。
3 第三章制粉天车工生产操作规程。
5 第四章制粉液锌加料工生产操作规程。
6 第五章制粉固锌加料工生产操作规程。
7 第六章制粉出料工生产操作规程。
8 第七章制粉捅瘤工生产操作规程。
10 第八章制粉炉体维修工生产操作规程。
11 第九章煤气站班长生产操作规程。
12 第十章煤气站探火工生产操作规程。
14 第十一章煤气站提煤加水工生产操作规程。
15第一章制粉班长生产操作规程1.本班组的生产管理工作。
负责当班期间制粉车间的正常生产,故障排除和事故抢修。
2.根据下达生产指标,合理调度,完成生产任务。
3.负责收集各岗位原始数据,要求清楚、完整、真实、做到帐物一致。
填写《进出料岗位记录表》。
4.负责当班期间对各岗位定时巡查,发现问题及时解决。
5.负责本班所产锌粉质量,锌粉中不得混有土块、沙粒。
6.遇到突发情况时必须迅速做出合理处理方案,要做到临危不乱,沉着指挥。
并马上上报值班工程师。
处理特殊情况时有临时调度岗位工作权利。
7.负责监督检查本班组员工劳动纪律执行情况。
8.组织召开班前会,进行安全讲话和生产安排。
9.负责本班卫生检查工作。
10.执行好交接班制度,同下班班长详细交接。
填写《炉前交接班记录表》。
11.在工作中协助其它岗位工作时,必须遵守其岗位生产操作规程。
12.严格执行制粉车间安全生产制度。
负责本班组的安全管理工作。
经常教育,监督,检查本班组成员严格遵守制粉车间安全生产制度。
第二章制粉调整工生产操作规程1.负责值班期间制粉车间仪表室所有温度仪表的监控和记录。
根据温度指示,调节煤气阀门、废气及空气入口(拉板),以调整炉子温度在正常围。
填写《调温岗位记录表》。
2.监控煤气压力,同煤气站协调将煤气压力控制在要求围。