氩弧焊15CrMoG管对接--焊接工艺评定
15CrMo与20#异种钢管状对接氩弧焊焊接工艺评定-10页word资料
60~75
10~14
6~8
6000.00
1/2
GTAW
TIG-R30L
φ2.0
DCEP
60~75
10~14
6~8
6000.00
钨极类型及直径:铈钨φ2.0喷嘴直径(mm):φ10.0
熔滴过渡形式: ___________________________焊丝送进速度(cm/min):
技术措施:
摆动焊或不摆动焊:摆动摆动参数:微摆
焊前清理和层间清理:砂轮机,钢丝擦,清渣锤背面清根方法:
单道焊或多道焊(每面):单道焊单丝焊或多丝焊:单丝焊
15CRMOG耐热钢的焊接工艺
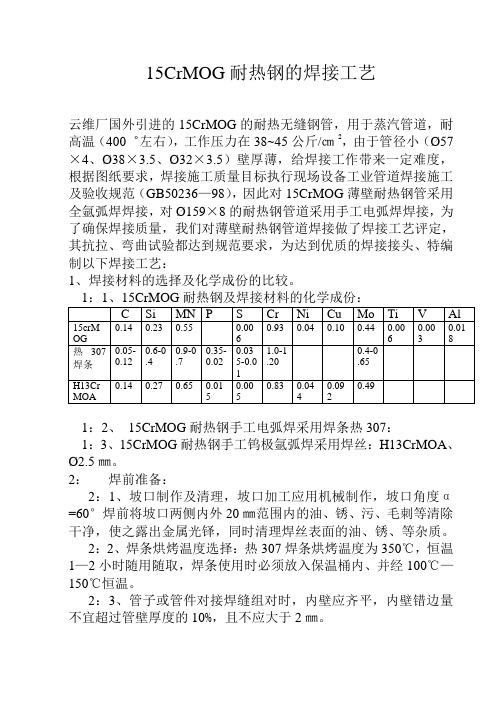
15CrMOG耐热钢的焊接工艺云维厂国外引进的15CrMOG的耐热无缝钢管,用于蒸汽管道,耐高温(400゜左右),工作压力在38~45公斤/㎝2,由于管径小(Ø57×4、Ø38×3.5、Ø32×3.5)壁厚薄,给焊接工作带来一定难度,根据图纸要求,焊接施工质量目标执行现场设备工业管道焊接施工及验收规范(GB50236—98),因此对15CrMOG薄壁耐热钢管采用全氩弧焊焊接,对Ø159×8的耐热钢管道采用手工电弧焊焊接,为了确保焊接质量,我们对薄壁耐热钢管道焊接做了焊接工艺评定,其抗拉、弯曲试验都达到规范要求,为达到优质的焊接接头、特编制以下焊接工艺:1、焊接材料的选择及化学成份的比较。
1:2、15CrMOG耐热钢手工电弧焊采用焊条热307:1:3、15CrMOG耐热钢手工钨极氩弧焊采用焊丝:H13CrMOA、Ø2.5㎜。
2:焊前准备:2:1、坡口制作及清理,坡口加工应用机械制作,坡口角度α=60°焊前将坡口两侧内外20㎜范围内的油、锈、污、毛刺等清除干净,使之露出金属光铎,同时清理焊丝表面的油、锈、等杂质。
2:2、焊条烘烤温度选择:热307焊条烘烤温度为350℃,恒温1—2小时随用随取,焊条使用时必须放入保温桶内、并经100℃—150℃恒温。
2:3、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且不应大于2㎜。
3:焊接工艺要求:3:1、15CrMOG耐热钢焊接,根据管壁的不同厚度范围,选择不同的予热温度,小管径、薄壁管选择予热温度为150℃—250℃,管道组对定位焊缝也必须采用予热措施,定位焊缝应采用与根部焊道相同的焊接材料和焊接工艺,并应由合格焊工施焊。
3:2、采用氩弧焊时,严格按照工艺指导书的焊接规范施焊,采用小电流短电弧,快速、少摆动的的操作手法、焊丝应在氩气的保护下过度熔滴,并做好管内壁的氩气保护,以免管内氧化。
15CrMoG管道的焊接工艺探讨(全文)

15CrMoG管道的焊接工艺探讨(全文)第一篇范本:正文:一、引言本文旨在探讨15CrMoG管道的焊接工艺,通过对相关工艺参数和焊接过程的详细讨论,提出有效的焊接方法和建议,以确保焊接质量和安全性。
二、材料准备1. 15CrMoG管道的材质特点及应用领域;2. 材料的质量标准和检验要求;3. 材料的预处理和表面清洁工作。
三、焊接工艺参数1. 焊接方法的选择:手工电弧焊、气体保护焊、埋弧焊等;2. 焊接材料的选择:焊条、焊丝;3. 熔化率、焊接电流、电压、焊接速度等参数的确定;4. 焊缝准备、焊接接头形式及其尺寸。
四、焊接设备与操作1. 焊接设备的选型与校验;2. 焊接电流和电压的调节;3. 焊接前的准备工作,包括预热和间隙控制等;4. 焊接操作的注意事项和技巧。
五、焊接质量控制1. 焊接过程中的质量控制要求;2. 焊接缺陷的预防和处理方法;3. 焊缝的断面检查和硬度测试;4. 焊接接头的无损检测。
六、焊后处理1. 焊后热处理的选择和方法;2. 焊后的除杂处理;3. 焊缝的修整和打磨处理;4. 焊后检验及验收标准。
七、健康与安全1. 焊接作业的安全注意事项;2. 防护措施和应急处理;3. 建立健全的焊接操作规程。
八、总结与展望通过对15CrMoG管道的焊接工艺的探讨,得出了一套完善的焊接方法和质量控制手段,为保证焊接质量和安全性提供了可行的解决方案。
附录:本文所涉及的附件包括焊接工艺参数表、焊接设备选型表、焊缝无损检测报告等。
法律名词及注释:1. 焊接法规:国家对焊接行业的相关法规和标准;2. 焊接工艺规范:对焊接过程和质量控制的具体规定;3. 焊接焊接材料标准:对焊接材料质量和性能的要求。
第二篇范本:正文:一、背景介绍15CrMoG管道是一种常用的管道材料,在石油、化工、电力等领域得到广泛应用。
为了确保管道的质量和安全性,需要研究和优化15CrMoG管道的焊接工艺。
二、焊接工艺参数1. 焊接方法的选择:手工电弧焊、气体保护焊、埋弧焊等;2. 焊接材料的选择:焊条、焊丝;3. 焊接电流、电压、焊接速度等参数的确定;4. 焊缝准备、焊接接头形式及其尺寸。
15CrMoG耐热钢管道焊接施工工法

15CrMoG耐热钢管道焊接施工工法1 前言耐热钢中以珠光体铬钼耐热钢应用最广,因为这类钢一般适用于350-550℃之间,同时,这类钢的合金元素含量相对较少,一般都属于低合金钢的范畴,因为合金钢是在碳钢中加入少量的合金元素,钢的性能就发生了变化,就得到了碳钢所没有的性能,即耐高温、抗氧化、抗蠕化和良好的持久强度,由于合金元素小于3.5%,所以称作低合金,简称合金钢。
它的耐热性和强度均超过不锈钢,但是价格比不锈钢便宜得多,适用于在各种高温高压条件下工作的介质管道。
例如在攀钢煤化工厂外线工艺管道施工项目中,该工程管道φ273×11共1200米,其设计温度为480℃,设计压力为5.5Mpa,并且管道材质为15CrMoG耐热合金钢,这类高温高压的特殊材质管道以前我公司未施工过,所以还没有完善和成熟的施工工艺及经验可以借鉴。
由于合金钢的化学成分和性能与碳素钢、不锈钢存在较大的区别,所以施工15CrMoG耐热合金钢的焊接工艺及步骤都比碳素钢、不锈钢要求更高,也更严格和复杂。
因此掌握此项新技术、新工艺中所有技术参数是具有较大的技术难题。
为了保证焊接质量,公司成立了专题攻关技术小组,开展科技创新,取得了“15CrMoG耐热钢管道焊接技术”这一新成果,并且该技术于2006年通过攀钢冶金技术有限公司(原攀冶建公司)科技质量部组织的科技成果鉴定,获公司科技进步一等奖;在2007年4月全国冶金施工系统QC成果发布会上获得二等奖。
该技术填补了我公司在15CrMoG耐热合金钢焊接技术方面的空白,优化了生产工艺,提高了劳动生产率,保证了焊接质量,为公司创造了良好的社会效益和经济效益。
2 工法特点2.1由于15CrMoG钢中含有较高含量的Cr、C和其它合金元素,钢材的淬硬倾向较明显,焊接接头淬硬倾向大,可能出现冷裂纹,因此15CrMoG 钢焊接时,焊接材料的选择和严格的工艺措施,对于防止焊缝产生裂纹,保证管道使用性能至关重要。
15CrMoG焊接工艺

15CrMoG焊接工艺1.1 焊接材料针对15CrMo钢的焊接性及现场使用压力高的工作特点,根据以往的经验,参照国标提供的焊接工艺卡,我们选择了此方案进行焊接。
方案:焊接前预热,采用H13CRMOA焊丝,氩弧焊打底,R307焊条填充焊缝并盖面,焊后保温并进行局部热处理。
1.2 焊前准备此工程使用15CrMo合金钢管,规格为φ219×10。
焊前用角向磨光机将坡口内外及坡口边缘50mm范围内打磨至露出金属光泽,然后清理干净。
水平固定位置,对口间隙为2mm,采用手工钨极氩弧焊沿园周均匀点焊六处,每处点固长度应不小于20mm。
焊条按表2的规范进行烘烤。
表2 焊条烘烤规范焊条型号烘烤温度保温时间R307 360 ℃ 自然降温1.3.1 焊接工艺参数焊前预热温度选为125℃-150℃。
采用氧-乙炔焰对焊缝进行加温,先用测温笔粗略判断焊缝表面的的温度(以笔迹颜色变化快慢进行估计),最后用半导体点温计测定,测量点至少应选择三点,以保证焊缝整体均达到所要求的预热温度。
焊接时,第一层采用手工钨极氩弧焊打底,氩弧焊时预热温度可降低50℃,为避免仰焊处焊缝背面产生凹陷,送丝时采用内填丝法,即焊丝通过对口间隙从管内送入。
其余各层采用焊条电弧焊,共焊4层,每个焊层一条焊道1.3.2 焊接工艺参数焊道名称焊接方法焊接材料焊材规格/mm 焊接电流/A 电弧电压/V 预热及层间温度热处理规范打底层钨级氩弧焊H13CRMOA φ2.4 110 12填充层焊条电弧焊 R307 φ3.2 5 85~90 23~25150℃ 715。
×75min 盖面层焊条电弧焊 R307 φ3.2 5 85~90 23~25焊接时,层间温度应不低于150℃,为防止中断焊接而引起试件的降温,施焊时应由二名焊工交替操作,焊后应立即采取保温(硅酸铝棉层)缓冷措施。
1.4 焊接工艺评定试验焊后按JB4730-94《压力容器无损检测》标准进行100%的X光探伤检验,焊缝Ⅰ级合格。
焊接工艺评定规程

3.3 已进行过“评定”,但改变第 3.3.1 条—第 3.3.1.3 条中任何一个重要参数的
类别或超出规定的适用范围时,均应重新进行“评定”。
3.3.1 钢材
3.3.1.1 钢材的分类见表 1
表1
类别
碳 素 钢
低 合 金 钢
马氏体 钢、铁 素体不 锈钢 奥氏体 不锈 钢、双
代号 Ⅰ
Ⅱ Ⅲ
钢材的分类
HP365 L360
16MnR
15CrMoR
16MnD
L415 15MnNbR 15CrMoG
16MnDR
L450
15MnV
14Cr1Mo
15MnNiDR
L485
15MnVR 14Cr1MoR
20MnMoD
L555
20MnMo 12Cr1MoV
07MnNiCrMoVDR
S240 10MnWVNb 12Cr1MoVG
横焊
焊件位置
水平
水平 转动
管接头或 板垂直
焊缝厚度方向 垂直于水平面
管接头 垂直
管板水平
管子和扁 钢均水平
3.3.5 焊接方法 3.3.5.1 手工电弧焊、气焊、钨极氩弧焊、气体保护焊、埋弧焊。 3.3.5.2 当焊件的同一接头使用多种焊接方法(或工艺)焊接时,可按焊缝金属厚 度或母材厚度的适用范围对每一种焊接方法(或工艺)分别评定,也可以将焊接方法(或 工艺)组合起来评定。组合评定后用于焊件时,可以采用其中的一种或多种焊接方法(或 工艺),但每一种焊接方法(或工艺)的焊缝金属厚度应在其评定的各自适用范围内。 3.3.6 焊条、焊丝
R347
氩弧焊
焊丝
H08Mn2Si H08Mn2Si H10MnSi H08CrMoA H13CrMoA H08CrMoVA H13CrMoA
15CrMoφ273x12管状对接焊接工艺评定氩电联焊
合格
2-3
面弯
10
40.00
180
合格
2-4
背弯
10
40.00
180
合格
冲击试验试验报告编号:9904
试样编号
试样尺寸
夏比V型
缺口位置
试验温度
℃
冲击吸收功
J
侧向膨胀量
mm
备注
3-1
10*10*55
焊缝
常温
128
110
3-2
104
3-3
98
3-4
10*10*55
热影响区
常温
112
121
3-5
131
焊材标准GB5118
焊材型号
焊材牌号R307+TIG-R31
焊材规格Φ2.5、Φ3.2
焊缝金属厚度SMAW9.5、GTAW2.5
其他
电特性:
电流种类直流
极性GTAW:DCEP;SMAW:DCEN
钨极尺寸铈钨极、Φ2.0
焊接电流(A)GTAW:80~95;SMAW:90~125
电弧电压(V)GTAW:10~15;SMAW:22~30
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/
焊层
焊接
方法
填充金属
焊接电流
电弧电压(V)
焊接速度(cm/min)
线能量(kJ/cm)
牌号
直径
极性
电流(A)
1/1
GTAW
TIG-R31
Φ2.5
DCEP
80~95
10~15
6~8
8000.00
1/2
SMAW
R307
低合金钢15CrMo的合金管焊接
低合金钢15CrMo的合金管焊接摘要:简要叙述了低合金钢15CrMo的焊接工艺,归纳了15CrMo耐热钢转油线的施工步骤和技术要点。
关键词:预热;热处理;15CrMo钢管;联合站转油线因腐蚀减薄需要更换。
该转油线材质为15CrMo,设计温度500℃,设计压力02.MPa,管线公称直径DN400-DN350mm,壁厚14mm。
15CrMo钢焊接难度较大,主要是由于热影响区硬化,在焊接时易出现裂纹和焊后冷裂纹,对焊接工艺要求较高。
为此,在施工前进行了15CrMo钢管的焊接试验。
一、焊接方法和工艺参数1.试验方案选用φ377mm*14mm的钢管,采用氩弧焊打底,焊条电弧焊填充盖面,焊前预热250-350℃,焊丝为φ2.5mm的TIJ/R30L,保护气体为Ar,纯度≥99%。
焊条为低氢钠型E5515-B2(R307)铬钼珠光体耐热钢焊条,填充焊条φ3.2mm,盖面焊条φ4.0mm。
坡口为单面V型坡口,钝边1-2mm,对口间隙2-3mm。
焊接位置为水平固定全位置焊,氩弧焊打底,焊条电弧焊盖面,焊条烘干温度380℃左右,恒温1h,使用温度56℃。
氩弧焊打底工艺参数如下:钨极直径(mm) 2.5毫米、钨极伸出长度(mm) 6-8毫米、焊接电流(Ⅰ/Α)110-130安培、喷嘴直径(mm)8毫米、填充焊丝直径(mm) 2.5毫米、氩气流量(L.min)10-15升每分钟。
焊条电弧焊工艺参数如下:1、焊道填充层次 2层焊条直径(mm) 3.2毫米、焊接电流(Ⅰ/Α)90-120安培、电弧电压(U/V)21-24伏特、焊接速度(毫米每分钟)110-130毫米每分钟。
2、焊道填充层次 3层焊条直径(mm) 3.2毫米、焊接电流(Ⅰ/Α)95-120安培、电弧电压(U/V)21-24伏特、焊接速度(毫米每分钟)110-130毫米每分钟。
3、焊道填充层次 4层焊条直径(mm) 4.0毫米、焊接电流(Ⅰ/Α)140-180安培、电弧电压(U/V)21-26伏特、焊接速度(毫米每分钟)90-110毫米每分钟。
15CrMo钢管钨极脉冲氩弧焊焊接工艺的应用
15CrMo钢管钨极脉冲氩弧焊焊接工艺的应用摘要15CrMo钢管钨极脉冲氩弧焊焊接工艺在锅炉安装改造维修工程中对保证焊接质量具有十分重要的作用关键词JG40/3.82-M型锅炉;15CrMo钢管;焊接工艺双鸭山矿业集团弘烨供热供水有限责任公司在虹焱热电公司准备承接一台JG40/3.82-M型锅炉的修理任务,过热器管子规格为Φ42×3.5的15CrMo钢管。
施工前我们进行了产品试件的焊接工艺评定试验。
经验证后制定了15CrMo钢管的焊接工艺,现介绍如下:1 焊前准备1.1焊接材料焊丝:牌号H13CrMoA;规格:φ2.5;氩气纯度不小于99.99%。
1.2坡口尺寸应严格把间隙控制在1.5mm~2.5mm之间。
1.3设备国产WSM-400氩弧焊机,直流正接。
1.4钨极国产WCe-20钨极,规格φ2.0。
1.5喷嘴国产圆柱形陶瓷喷咀,内径φ10mm。
1.6打磨与清理焊前将坡口及其内、外两侧15mm~20mm范围内的铁锈、油、漆等污物清理干净,直到露出金属光泽后用丙酮擦洗;焊丝上的防锈油及铁锈等要用棉纱和砂纸等擦磨干净,剪成300mm~500mm后用丙酮擦试。
2 施焊环境2.1环境温度环境温度低于0℃时禁止施焊。
2.2风速故风速大于2m/s时,不采取挡风措施禁止施焊。
3工艺参数3.1焊接电流选择脉冲电流焊接的原因是脉冲电流电弧线能量低,便于精确控制电弧能量及分布,易获得均匀的熔深及焊缝根部均匀熔透,更适于垂直位置小管(φ42×3.5)的单面焊双面成形打底焊接,便于气体逸出,减少气孔缺陷,15CrMo钢材的碳当量在0.45%~0.58%之间,淬硬性较大,脉冲电流时要熔池金属的高温停留时间短,所以金属组织细密,可减少产生裂纹的影响,确保产品的可靠性。
15CrMo 钢及H13CrMoA焊丝的合金元素含量稍高,所以,与含碳量相同或相近的同规格碳素钢钢管比较15CrMo钢管需要较大的焊接电流。
15Crmo焊接工艺评定
焊接工艺评定编号:GTAW-Ⅱ-5G-3.5/42-02评定单位:省安四分公司评定日期:共3 页第1 页单位名称:省安四分公司焊接工艺评定报告编号:GTAW-Ⅱ-5G-3.5/42-02 焊接工艺指导书编号:GTAW-Ⅱ-5G-3.5/42-02 焊接方法:手工氩弧焊机械化程度〔手工、半自动、自动〕:手工接头简图:〔坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊接工艺、焊缝金属厚度〕2 60°g1 0-11-母材:标准号GB6479 GB6479钢号:15CrMo 15CrMo类、组别名Ⅳ-1 与类、组别名Ⅳ-1 相焊厚度: 3.5直径: Φ42 焊后热处理:温度〔℃〕:保温时间〔h〕:保护气体:气体混合比流量〔L/min〕其他: 保护气体:氩气尾部保护气反面保护气7-9填充金属: 电特性:焊材标准: YB/T5092-1996 电流种类:直流焊材牌号TiG—R30 极性:正焊材规格:φ2.5 钨极尺寸:φ3.0焊剂牌号焊缝金属厚度:≤7 其他:焊接位置: 焊接电流(A)第一层85-90 其次层100-110 电压(V):20其他技术措施:对接焊缝位置:水平方向:(向上、向下) 焊接速度:140mm/min角接焊缝位置方向:(向上、向下) 摇摆或不摇摆:不摇摆摇摆方式多道焊或单道焊单焊道单丝焊或多丝焊:单丝其他预热:预热温度〔℃〕:层间温度〔℃〕:其他:共3 页第2 页拉伸试验试验报告编号:05GY001试样号编号试样宽试样厚横截面积断裂载荷抗拉强度断裂特点和特征弯曲试验试验报告编号: 05GY001试样编号试样类型试样厚度〔mm〕弯心直径〔mm〕弯曲角度〔°〕试验结果GTAW-Ⅱ-5G-02 14 180 完好GTAW-Ⅱ-5G-02 14 180 完好冲击试验试验报告编号:试样编号试样尺寸缺口类型缺口位置试验温度(℃)冲击收功备注(J)〔mm〕〔mm〕〔mm2〕〔KN〕(Mpa)GTAW-Ⅱ-5G-02 423 423 520 母材拉断GTAW-Ⅱ-5G-02 423 423 520 母材拉断共3 页第3 页金相检验:〔角焊缝〕根部:〔焊透、未焊透〕焊缝:〔熔合、未熔合〕焊缝、热影响区:〔有裂纹、无裂纹〕检验截面焊脚差〔mm〕无损检验ⅠⅡⅢⅣⅤRT:MT:UT:PT:其他耐蚀堆焊金属化学成分〔重量%〕C Si Mn P S Cr Ni Mo V Ti Ni 分析外表或取样开头外表至熔合线的距离〔mm〕:附加说明:结论:本评定按规定焊接试件,检验试样,测定性能,确认试验记录正确,评定结果:(合格、不合格)焊工杨青焊工925 施焊日期2022 年4 月17 日姓名代号编制日期审核日期批准日期第三方检验共2 页第1 页单位名称:省安四分公司焊接作业指导书编号GTAW-Ⅱ-5G-3.5/42-02 日期2022-4-16焊接工艺评定报告编号GTAW-Ⅱ-5G-3.5/42-02焊接方法:手工氩弧焊机械化程度〔手工、半自动、自动〕手工焊接接头: 对接简图:〔接头形式、破口形式尺寸、焊层、焊道布置及挨次〕坡口形式:V 型坡口衬垫:无其他2 60°g 1 0-11-母材:类别名Ⅳ组别名Ⅳ-1 与类别名Ⅳ 组别名Ⅳ-1 相焊及标准号GB6479 钢号15CrMo 与标准号GB6479 钢号15CrMo 相焊厚度范围:板材:对接焊缝 1.5-7 角焊缝:不限管材直径、壁厚范围:对接焊缝 1.5-7 角焊缝:不限焊缝金属厚度范围: 对接焊缝≤7 角焊缝:不限焊接材料:焊材类别焊丝焊丝焊材标准YB/T5092-1996 YB/T5092-1996填充金属尺寸φ2.5 φ2.5焊材型号TiG—R30 TiG—R30焊材牌号〔钢号〕其他TiG—R30 TiG—R30耐蚀堆焊金属化学成份(%)C Si Mn P S Cr Ni Mo V Ti Nb 其他:注:对每一种母材与焊接材料的组合均需分别填表焊接位置:对接焊缝位置:水平固定 焊接方向:〔向上、向下〕 向上角焊缝位置焊接方向:〔向上、向下〕预热:焊后热处理: 加热温度〔℃〕 保温时间〔h 〕保护气体:共 2 页第 2 页最低的预热温度〔℃〕〔允许最低值〕气体混合比 流量〔L/min 〕 最高的层间温度〔℃〕〔允许最低值〕保持预热时间加热方式电特性: 保护气体: 氩气 尾部保护气反面保护气7-9 电流种类:直流极性: 正 焊接电流范围(A) 第一层 85-90其次层 100-110电弧电压(V) 20〔按所焊位置和厚度、分别列出电流和电压范围,记录下表〕填充材料焊接电流电弧电 焊接线能量 直 极性径 φ正2.5 φ 正2.5电流(A)85-90 100-110压范围 (V) 20 20速度 (cm/min)〔kj/cm 〕钨极类型及直径:钸钨极φ3.0 喷嘴直径〔mm 〕: 熔滴过渡形式:焊丝送进速度范围技术措施:摇摆焊或不摇摆焊:不摇摆 摇摆参数焊前清理或层间清理:反面清根方式 不清根多道焊或单道焊〔每面〕:单焊道 单丝焊或多丝焊导电嘴至工件距离〔mm 〕其他:锤击编制 曹明 日期 05.4.16 审核 日期 批准 日期焊道/ 层次焊接 方法牌号1手工氩弧焊TiG —R302手工氩弧焊TiG —R30。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
评定报告书编号:
材料牌号:15CrMoG+15CrMoG
材料规格:Φ38×4
焊缝型式:对接焊缝
焊接方法:氩弧焊
试件编号:
填报日期:
预焊接工艺规程(pWPS)
单位名称
预焊接工艺规程编号日期所依据焊接工艺评定报告编号:
NB47014-2011
焊接方法氩弧焊机械化程度:手工
焊接接头:对接坡口形式:V型衬垫(材料及规格)无其他共焊2层:单道焊采用单面焊双面成形技术焊接,先焊第一层(打底层),再焊焊第二层(盖面层)都采用手工钨极氩弧焊。母材:
气体:
气体种类混合比流量L/min保护气:氩气/ 8-12
尾部保护气:/ / /背面保护气:/ / /
电特性正接直流电流种类极性10---15)焊接电流范围(A)70---90电弧电压(V6---10cm/min焊接速度(范围)钨极类型及直径铈乌Φ2.5mm喷嘴直径(mm)8mm
)11-13)等/焊丝送进速度(cm/min类(喷射弧、短路弧焊接电弧种下表)和电压范围,记入,按(所焊位置和厚度分别列出电流
15CrMoG
2-3组别号Fe-4-1相焊/
填充金属:
氩弧焊丝
焊材类别:
FeS-4
焊材标准:
GB/T14957-1995
填充金属尺寸:Φ2.Fra bibliotekmm焊材型号:
ER55-B2
焊材牌号(金属材料代号):
R30
填充金属类别:
Fe-4-1
其他:无
对接焊缝焊件焊缝金属厚度范围:6mm角焊缝焊件焊缝金属厚度范围/
Ni
Mo
V
Ti
Nb
化学成分测定表面至熔合线的距离(mm)/
附加说明:
结论:本评定按NB47014-2011承压设备焊接工艺评定规定焊接试件、检验试样、测定性能、确认试验记录正确
评定结果:(合格、不合格)合格
焊工姓名
焊工代号施焊日期
编制日期
审核
批准日期
日期
第三方验检.
类别号Fe-4组别号Fe-4-1标准号GB5310材料代号15CrMoG与标准号对接焊缝焊件母材厚度范围1.5--8 mm
角焊缝焊件母材厚度范围/
管子直径、壁厚范围:对接焊缝其他无
简图:(接头形式、坡口形式与尺寸、焊层、焊oo
55-60道布置及顺序)0.5-2 4 0.5-1.5与类别号Fe-4相焊或GB5310材料代号Φ38×4角焊缝
耐蚀堆焊金属化学成份(%)
C
Si
Mn
P
S
Cr
Ni Mo
V
Ti
Nb
其他:
注:对每一种母材与焊接材料的组合均需分别填表.
焊接位置:对接焊缝的位置:水平固定焊立焊的焊接方向:(向上、向下)/角焊缝位置/立焊的焊接方向:(向上、向下)/
焊后热处理:保温温度(℃):/保温时间范围(h):/
预热:允许最低值最小预热温度(℃)最大道间温度(℃)允许最高值/保持预热时间加热方式/
焊接工艺参数
/焊道焊层
焊接法方
填充金属焊接电流
电弧电压V
焊接速度(cm/min)
线能量(kJ/cm)
直径极性牌号
电流A)(
1
氩弧焊
R302.5Φ接正
85
12
9
6.8
2
弧氩焊
R30Φ正接2.5
80
1 1
8
6.6
技术措施:
摆动焊或不摆动焊摆动焊摆动参数微摆
焊前清理和层间清理:符合要求背面清根方法/
单道焊或多道焊(每面)单道焊单丝焊或多丝焊单丝焊
衬垫:无0.5-2
共焊2层:单道焊采用单面焊双面成形技术焊接,先焊第一层(打底层),再焊4
焊第二层(盖面层)都采用手工钨极氩0.5-1.5
弧焊。
2-3
母材:材料标准GB5310材料代号15CrMoG
类、组别号Fe-4-1与类、组别号Fe-4-1相焊4 mm厚度38直径Φ其他无
焊后热处理:
保温温度(℃)无保温时间(h)无
横截面积2mm
最大载荷抗拉强度MPa kN
断裂部位和特征
L-13-03-15-1
12
4
48
545
焊缝
12
4
48
552
焊缝
弯曲试验试验报告编号:
试样编号试样类型
试样厚度弯心直径(mm) (mm)
弯曲角度(°)
试验结果
管状对接焊缝L-13-03-15-1
16
4
180
合格
管状对接焊缝
4 16
180
合格
冲击试验试验报告编号:
导电嘴至工件距离(mm)8--10锤击/
其他:无
编制
日期
审核
日期
批准
日期
焊接工艺评定报告
单位名称
焊接工艺评定报告编号预焊接工艺规程编号
焊接方法氩弧焊机械化程度:(手工、半自动、自动)手工
接头简图::(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺的焊缝金属厚度)
o o55-60坡口形式:V型尺寸:见左图
试样编号
试样尺寸
夏比V型缺口位置
试验温度℃
冲击吸收功J
侧向膨胀量mm
备注
金相检验(角焊缝):
根部(焊透、未焊透)/,焊缝(熔合、未熔合)/
焊缝、热影响区(有裂纹、无裂纹)/
检验截面
Ⅰ
Ⅱ
ⅢⅣⅤ
mm焊脚差()
无损检测:
RT合格UT /
MT/ PT /
其他/
耐蚀堆焊金属化学成份(重量,%)
C
Si
Mn
P
S
Cr
保护气体:混合比流量(L/min)气体种类/ 8-12 :氩气保护气/ / /尾部保护气:/ / /背面保护气:
填充金属:FeS-4焊材类别焊材标准GB/T14957-1995B2焊材型号ER55–R30
焊材牌号2.5mm焊材规格Φ3mm焊缝金属厚度无其他
:性电特电流种类直流正接极性2.5mm钨极尺寸)70---90(A焊接电流) 10--15电弧电压(V焊接电弧种类/其他
焊接位置:对接焊缝位置向上方向:(向上、向下)方向:/角焊缝位置(向上、向下)
措技术施6---10(cm/min)度接焊速摆动或不摆动摆动微摆摆动参数多道焊或单道焊(每面)单道焊多丝焊或单丝焊单丝焊无其他
预热:预热温度(℃)无道间温度(℃)无其他无
拉伸试验试验报告编号:
试样编号
试样宽度mm
试样厚度(mm)