5轴加工刀轴控制方法讲解
五轴编程UG教程
1刀轴远离直线(zhíxiàn)-案例1
分层切削(qiēxi āo)
第九页, 共61页。
词语: 如果 拼音: rúguǒ
1刀轴远离(yuǎn l í ) 直线-案例1 解释: 连词。表示假设。《前汉书平话》卷上: “如果不利,截旗营前,以定胜败验之。”《儒林外史》第十六回: “如果文
象
利用网格曲面作为 驱动面能够获得光
顺的刀路
构建网格曲面
面的质量 决定刀轨 的质量
第十九页, 共61页。
词语:指定 拼音:zhǐdìng 解释:确定;认定。唐刘肃《大唐新语·公直》:“銛谬膺驳正,敢废司存,请傍移礼官,以求指定。”宋司马光《起请科场札 子》:“伏乞以臣所奏,及礼部等官所议,榜国子监门,及编下诸州,有州学处榜州学门,令举人限一月内投状,指定何法为善,
旋转刀轨, 获得(huòdé)各个槽的加工程序, 两个刀轨要接起, 否则会有残料
第二十四页, 共61页。
2刀轴插补-案例(àn l ì ) 3
第二十五页, 共61页。
3刀轴侧刃驱动(qū dònɡ)1
部件几何引导刀尖运 动, 驱动面引导刀具
侧刃运动
部件(bù jiàn)选 择底面
驱动(qū dònɡ)面 为周边
第一回:“问其所 以,都是黄河沿上的州县,被河水决了,田庐房舍,尽行漂没。”可与形容词或动词组成名词性词组,仍表示 原因、情由。《庄子·天运》:“彼知矉美,而不知矉之所以美。”《史记·卫康叔世家》:“必求殷之贤人君子长者,问其所以 兴,所以亡,而务爱民。”用以,用来。《庄子·天地》:“是三者,非所以养德也。”《史记·孟尝君列传》:“若急,终无以 偿,上则为君好利不爱士民,下则有离上抵负之名,非所以厉士民彰君声也。”宋苏洵《几策·审势》:“故威与惠者,所以裁节 天下强弱之势也。”连词。表示因果关 系。用在下半句,由因及果。《荀子·哀公》:“君不此问,而问舜冠,所以不对。”北
Cimatron-E-五轴加工教程

Cimatron-E-五轴加工教程五轴加工教程--Cimatron China技术工程师胡志林使用5轴航空铣创建优化涡轮叶片刀路轨迹在该教程中将练习以下内容:1、为叶片创建不带干涉检查的高精度精加工,刀轴沿曲面法矢方向2、降低层间快速跳刀高度3、限制刀路轨迹使其在不能实现倒扣加工的机床上运行4、修改切削平面获得沿叶片轴向更加光顺的切削纹理5、使用边界样条线获得比单纯切削平面更加光顺的刀路轨迹6、应用起始点进入叶片顶端7、应用切向进退刀切削8、使用自动干涉检查删除刀尖可能切削涡轮叶片轴的位置9、使用自动干涉检查使刀具在干涉涡轮叶片的地方倾斜10、应用干涉检查在尖角处去处多余干涉11、使用笔式跟踪刀路不带刀尖干涉检查获得更光顺的刀路练习1–创建精加工路径加载叶片并导入Improt.elt到NC文档,检查物体的曲面方向,切换曲面法向向外的是黑色曲面。
进入方式:分析-曲面方向或工具条上的。
注释:为了使改变对模型有效,导入的数据应该和原始文档解除关联,为了反转某些面的法向,请使用“手动模式”修改曲面方向。
创建5X TP.创建所有曲面的零件并定义毛坯为所有曲面偏移1mm。
确认之后,进入5X航空铣刀路轨迹对话框。
在曲面路径页面,选择“等高”按钮然后选择“导动曲面”按钮,切换到选择导动曲面图标。
通用的零件曲面选择功能有效,选择绿色的曲面并退出(MMB)结束选择,返回界面。
选择确认,保存计算刀路,刀路显示如下图:可以看出退刀高度非常高,我们希望降低快速抬刀高度,编辑程序请选择连刀页面设置快速抬刀高度为54mm。
刀路显示如下:保存上面的程序。
练习2–精加工角度限制保障在某些机床上进行非倒扣切削一些机床轴在一定角度的范围内旋转,不能进行倒扣加工,我们将通过角度限制检查在5AxMSurf内的角度输出。
注释:一些机床倾斜角度为45度,这些机床一般不能超过90度(例如DMU70V,或DMU80P...)创建一个新的程序,刀轴控制选项按以下页面设置:激活在XZ平面内的角度范围设置为0到180度,在YZ平面内设置同样的角度。
5轴加工刀轴控制方法讲解

远离点 朝向点 远离直线 朝向直线 相对于矢量 垂直于部件 相对于部件 4轴,垂直于部件 4轴,相对于部件 双4轴在部件上 插补矢量 插补矢量至部件 插补矢量至驱动 垂直于驱动体 侧刃驱动体 相对于驱动体 4轴,垂直于驱动体 4轴,相对于驱动体 双4轴在驱动体上 优化后驱动
1
科思诚科技公司
远离点
通过指定一聚焦点来定义可变刀 轴矢量。它以指定的聚焦点为起 点,并指向刀柄所形成的矢量, 作为可变刀轴矢量。 注意:聚焦点必须位于刀具与零 件几何希望接触表面的另一侧。
2
科思诚科技公司
朝向点
通过指定一聚焦点来定义可变刀 轴矢量。它以指定的聚焦点为起 点,并指向刀柄所形成的矢量, 作为可变刀轴矢量。 注意:聚焦点必须位于刀具与零 件几何希望接触表面的同一侧。
如果驱动曲面是三角形时,可能引 起刀具倾斜,因为在驱动曲面的顶 角处,不能产生矩形网格状驱动点 。
如果拐角或圆角半径小于刀具半径 ,会使刀具不能沿整个驱动曲面直 纹线切削。图中在刀具侧刃沿驱动 曲面A完成直纹切削运动前,刀尖 已经与驱动曲面B接触,这就可能 导致在刀具与驱动曲面B相切时( 即刀具侧刃加工曲面B),在刀轴 方向有突然的切入,从而引起过切 。
科思诚科技公司
垂直于驱动
在每一个接触点处,创建垂直于驱动曲面的可变刀轴矢量。
10
科思诚科技公司
相对于驱动
“相对于驱动体”可用于在非常复杂的“部件表面”上控 制刀轴的运动,如下图所示。
11
科思诚科技公司
相对于驱动
“前倾角”定义了刀具沿“刀轨”前倾或后倾的角度。正的 “前倾角”的角度值表示刀具相对于“刀轨”方向向前倾斜 。负的“前倾角”的角度值表示刀具相对于“刀轨”方向向 后倾斜。
五轴联动数控加工中的刀具轨迹控制算法

五轴联动数控加工中的刀具轨迹控制算法五轴联动数控加工是一种高精度、高效率的加工方式,可以实现对复杂曲面的加工。
在五轴联动数控加工中,刀具轨迹控制算法起着至关重要的作用,决定了加工精度和效率。
本文将介绍几种常见的刀具轨迹控制算法,并对其原理和应用进行详细阐述。
1. 五轴联动数控加工概述五轴联动数控加工是指在数控加工机床上,通过同时控制五个坐标轴的运动,实现对工件的加工。
相比于传统的三轴加工,五轴联动可以更加灵活地加工复杂曲面,提高加工质量和效率。
2. 刀具轨迹控制算法的作用刀具轨迹控制算法是五轴联动数控加工中的关键技术之一。
它可以根据工件的三维模型和加工要求,计算出刀具在加工过程中的运动轨迹,从而实现精确的加工。
刀具轨迹控制算法的好坏直接影响加工精度和效率。
3. 刀具轨迹控制算法的分类刀具轨迹控制算法可以分为两类:离散点算法和曲线插补算法。
离散点算法是指将工件曲面离散化为一系列离散点,然后通过逐点加工来实现曲面加工。
常见的离散点算法有直线连接法、圆心法和切点法等。
这些算法简单直观,适用于加工简单曲面。
曲线插补算法是指根据工件的曲线方程和刀具半径,通过插补计算出刀具的运动轨迹。
常见的曲线插补算法有圆弧插补法、曲线插补法和样条插补法等。
这些算法可以实现对复杂曲面的高精度加工。
4. 圆弧插补算法圆弧插补算法是五轴联动数控加工中最常用的一种刀具轨迹控制算法。
它通过计算刀具半径和工件曲线的切向方向,确定刀具的圆弧插补路径。
圆弧插补算法具有计算简单、加工效率高的优点,适用于多数加工场景。
5. 曲线插补算法曲线插补算法是一种更加精细的刀具轨迹控制算法,可以实现对复杂曲面的高精度加工。
曲线插补算法通过计算刀具在曲线上的切向方向和曲率,确定刀具的插补路径。
与圆弧插补算法相比,曲线插补算法需要更复杂的计算和控制,但可以实现更高的加工精度。
6. 样条插补算法样条插补算法是一种基于数学样条曲线的刀具轨迹控制算法。
它通过计算曲面上的样条曲线,将刀具的运动路径进行插补。
五轴联动常用操作方法

五轴联动常用操作方法
1. 坐标系切换:在五轴加工中,常见的坐标系有世界坐标系、机床坐标系和工件坐标系。
通过操作界面或者控制器,可以实现在不同的坐标系下进行加工。
2. 坐标系旋转:通过旋转坐标系轴向,可以调整机床或工件在不同角度下的加工位置。
常见的坐标系旋转方式有欧拉角、四元数和旋转矩阵等。
3. 刀具路径优化:通过重构刀具路径,可以有效提高加工效率和精度。
常见的路径优化方法有刀补算法、前后刀衔接及去除重复路径等。
4. 刀具半径补偿:在五轴加工中,刀具补偿更为复杂,主要包括刀尖半径补偿、线性刀偏值补偿和径向刀偏值补偿等。
通过设置不同的补偿参数,可以保证加工精度和表面质量。
5. 自动检测功能:五轴数控机床通常配有自动检测功能,可以实现自动地检测工件及刀具等参数,以及进行自动报警、自动重试等功能,提高加工效率和安全性。
五轴数控加工3D刀具补偿及其后置处理方法

五轴数控加工3D刀具补偿及其后置处理方法五轴数控加工是一种高效、高精度的加工技术,可以实现复杂形状零件的加工。
但是,在加工过程中由于刀具的磨损和加工误差,会导致零件加工精度下降。
为了解决这一问题,需要对刀具进行补偿。
本文将介绍五轴数控加工中的3D刀具补偿及其后置处理方法。
一、3D刀具补偿原理3D刀具补偿是在五轴数控加工中,通过对刀具与工件的几何关系、刀具的运动轨迹以及数学模型进行研究,通过数学计算控制刀具运动轨迹,实现对零件形状误差的补偿,提高加工精度。
具体地说,3D刀具补偿可以分为两类:一类是基于机床坐标系的补偿方法,另一类是基于工件坐标系的补偿方法。
基于机床坐标系的补偿方法,是根据机床坐标系下的机器误差以及刀具在机床坐标系下的位置和姿态,利用数学模型对刀具运动轨迹进行计算,实现对零件加工误差的补偿。
基于工件坐标系的补偿方法,则是先采用编程加工零件的CAD模型,进行虚拟物理仿真,将仿真结果转化成机床加工指令,最后通过机床控制系统进行加工,实现对零件形状误差的补偿。
基于机床坐标系的3D刀具补偿,通常采用如下步骤:1.测量并记录刀具位置和姿态在加工之前,需要根据机床坐标系设置初始的刀具位置和姿态,并通过测量仪器进行精确的测量,记录刀具在机床坐标系下的位置和姿态。
2.建立刀具几何模型和数学模型针对不同类型的刀具,需要先建立其几何模型和数学模型。
几何模型可以通过三维建模软件来实现,而数学模型则是根据刀具所在位置、刀具直径、切削刃刃数、切削方向等参数进行计算。
3.计算刀具运动轨迹在进行加工时,通过数学模型将刀具的运动轨迹进行计算,并实时地对加工过程进行跟踪和监测,以便及时调整刀具的运动轨迹。
4.实施刀具补偿根据运动轨迹的计算结果,通过控制机床坐标系的变换关系,实施刀具补偿。
1.设置工件坐标系和CAD模型导入首先需要设置工件坐标系,然后导入工件的CAD模型,并进行虚拟物理仿真。
在仿真过程中,可以根据刀具与工件的碰撞及避让情况,进行刀具轨迹的计算和调整。
PM五轴教程
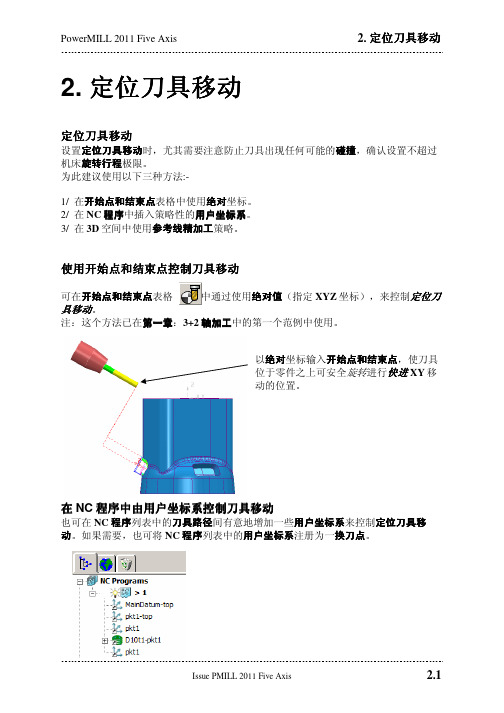
2. 定位刀具移动定位刀具移动设置定位刀具移动时,尤其需要注意防止刀具出现任何可能的碰撞,确认设置不超过机床旋转旋转行程行程极限。
为此建议使用以下三种方法:-1/ 在开始点和结束点表格中使用绝对坐标。
2/ 在NC 程序中插入策略性的用户坐标系。
3/ 在3D 空间中使用参考线精加工策略。
使用使用开始点和结束点开始点和结束点开始点和结束点控制控制控制刀具移动刀具移动可在开始点和结束点表格 中通过使用绝对值(指定XYZ 坐标),来控制定位刀具移动。
注:这个方法已在第一章:3+2轴加工中的第一个范例中使用。
以绝对坐标输入开始点和结束点,使刀具位于零件之上可安全旋转进行快进XY 移动的位置。
在NC 程序中由用户坐标系控制程序中由用户坐标系控制刀具移动刀具移动也可在NC 程序列表中的刀具路径间有意地增加一些用户坐标系来控制定位刀具移动。
如果需要,也可将NC 程序列表中的用户坐标系注册为一换刀点。
当刀具移动到某个用户坐标系位置后,如果需要即可进行旋转运动,使刀具对齐于用户坐标系的 Z 轴(移动、旋转是NC参数选择的缺省设置)。
下面的4个图演示了刀具在运行加工策略前移动到3个用户坐标系位置并做旋转运动的情况。
刀具位于MainDatum-Top 刀具移动到pkt1-top刀具移动到pkt1 刀具在pkt1 位置进行旋转注:使用用户坐标系控制刀具在零件周围运动时,通常可使用各个策略所涉及到的开始点和结束点表格中的第一点和最后一点。
在3D空间中使用参考线精加工控制的刀具移动可通过将某个参考线精加工策略作为3D空间中刀具运行的驱动曲线来控制定位刀具移动。
注:刀具位置变换过程中可使用一侧倾角来使刀具始终保持于某个方向。
范例我们将打开一个包含4个独立3+2轴精加工刀具路径的已有项目,并将这些刀具路径添加到NC程序,随后在NC程序中增加适当的刀具定位移动,以防止刀具在各个刀具路径间移动时,刀具和零件表面发生碰撞。
打开项目项目:-•打开D:\users\training\PowerMILL_Data\FiveAxis\PositionalMoves\AngledPockets-Start•保存项目为:-D:\users\training\COURSEWORK\PowerMILL_Projects\AngledPockets•右击PowerMILL 浏览器中的NC程序,从弹出菜单选取参数选择。
5轴联动数控车床工作原理

5轴联动数控车床工作原理
5轴联动数控车床是一种高精度加工设备,它采用了多轴联动控制技术,可以实现对复杂曲面零件的高效加工。
其工作原理如下:
1. 刀具控制定位:数控车床上的主轴可以控制刀具的旋转,通过准确定位和控制主轴的转速,可以实现对工件的不同位置进行加工。
2. 坐标系控制:数控车床采用了笛卡尔坐标系,通过XYZ三轴的移动来控制刀具在空间中的位置。
其中,X轴控制刀具在水平方向的移动,Y轴控制刀具在垂直方向的移动,Z轴控制刀具在纵向方向的移动。
3. 旋转轴的控制:数控车床还配备有旋转轴,可以控制刀具在不同角度进行旋转。
通常情况下,数控车床的旋转轴有两个,分别是C轴和B轴。
C轴控制刀具在水平方向进行旋转,B轴控制刀具在垂直方向进行旋转。
4. 高精度测量系统:为了保证加工的精度,数控车床还配备有高精度的测量系统,可以实时监测工件的位置和尺寸。
通过测量系统的反馈,数控系统可以做出相应的调整,从而保证加工的精度。
5. 数控系统控制:整个数控车床的工作都是由数控系统进行控制的。
数控系统根据预先编制好的加工程序,通过对各个轴的控制,实现对工件的加工。
同时,数控系统还可以监控加工过
程中的各种参数,并做出相应的调整,以保证加工的质量和稳定性。
综上所述,5轴联动数控车床通过刀具控制定位、坐标系控制、旋转轴的控制、高精度测量系统和数控系统的控制,实现了对复杂曲面零件的高效加工。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通过指定引导角与倾斜角,来定义相对于驱动曲面法向矢量的 可变刀轴矢量。
12
科思诚科技公司
侧刃驱动体
“侧刃驱动体”允许您定义沿“驱动曲面”的侧刃划线移动的刀轴。此类刀轴允许 刀具的侧面切削“驱动曲面”,而刀尖切削“部件表面”。如果刀具不带锥度, 那么刀轴将平行于侧刃划线。如果刀具带锥度,那么刀轴将与侧刃划线成一定角 度,但二者共面。“驱动曲面”将支配刀具侧面的移动,而“部件表面”将支配 刀尖的移动。
3
科思诚科技公司
朝向直线,4轴加工
用指定的一条直线来定义可变刀轴矢量。定义的可变刀轴矢量沿指定直 线的全长,并垂直于直线,且从刀柄指向指定直线。
注意:指定的直线必须位于刀具与零件几何希望接触表面的同一侧。
4
科思诚科技公司
远离直线,4轴加工
远离直线允许您定义偏离聚焦线的“可变刀轴”。“刀轴”沿聚焦 线移动,同时与该聚焦线保持垂直。刀具在平行平面间运动。“ 刀轴矢量”从定义的聚焦线离开并指向刀具夹持器,如下图所示 。。
划线类型
当驱动曲面由“曲面栅格”
或“修剪曲面”组成时, 便可生成“栅格或修剪” 类型的划线,该类型的划 线将尝试与所有“栅格边 界”或“修剪边界”尽量
“基础 UV 划线”是曲面被修剪或 被放入栅格前,曲面的自然底层 划线,此类划线可能没有与栅格
或修剪边界对齐,
自然对齐,
13
科思诚科技公司
侧刃驱动体
根据创建光顺刀轴运动的需要, 可以从驱动曲面上的指定位置处 ,定义出任意数量的矢量,然后 将按定义的矢量,在驱动几何上 的任意点处插补刀轴。指定的矢 量越多,对刀轴就有越多的控制 。
插补矢量至部件
可在插补的基础上指定引导角及侧
倾角到部件上。
插补矢量至驱动
可在插补的基础上指定引导角及侧
倾角到驱动上。
9
,以便优化切削条件。优化后驱动自动优化材料移除。(可选) 建议保留此选项处于关闭状态并允许 NX 自动确定最佳解。 侧倾角 一个固定的侧倾角度值。默认值为 0。 应用光顺 选择应用光顺以便进行更高质量的精加工。
23
科思诚科技公司
用驱动曲面的直纹线来定义刀轴 矢量。
可以使刀具的侧刃加工驱动曲面 ,而刀尖加工零件几何表面, 此事驱动曲面引导刀具侧刃, 零件几何表面引导刀具。
科思诚科技公司
侧刃驱动体”刀轴使用的是不带锥度的刀具和
“刀轴”投影矢量。如果使用了带锥度的刀具,
则应使用“侧刃划线投影矢量”以避免过切
“驱动曲面”。
14
侧刃驱动体
5科思Biblioteka 科技公司相对于矢量“相对于矢量”允许您定义相对于带有指定的“前倾角”和“侧倾角”的矢量 的“可变刀轴”。
Lead:引导角定义刀具沿刀具运动方向朝前或朝后倾斜的角度。 引导角为正时,刀具基于刀具路径的方向朝前倾斜; 引导角度为负时,刀具基于刀具路径的方向朝后倾斜。
Tilt:倾斜角度定义刀具相对于刀具路径往外倾斜的角度。沿刀具路径看,倾斜角度为正,使刀具往刀具路径右边倾斜; 倾斜角度为负,使刀具往刀具路径左边倾斜。与引导角度不同,倾斜角度总是固定在一个方向,并不依赖于刀具运动方向。
如果驱动曲面是三角形时,可能引 起刀具倾斜,因为在驱动曲面的顶 角处,不能产生矩形网格状驱动点 。
如果拐角或圆角半径小于刀具半径 ,会使刀具不能沿整个驱动曲面直 纹线切削。图中在刀具侧刃沿驱动 曲面A完成直纹切削运动前,刀尖 已经与驱动曲面B接触,这就可能 导致在刀具与驱动曲面B相切时( 即刀具侧刃加工曲面B),在刀轴 方向有突然的切入,从而引起过切 。
15
科思诚科技公司
4轴,垂直于驱动
通过指定旋转轴(即第四轴)及其旋转角度来定义刀 轴矢量。即刀轴先从驱动曲面法向、旋转到旋转轴的 法向平面,然后基于刀具运动方向朝前或朝后倾斜一 个旋转角度。
16
科思诚科技公司
4轴,相对于驱动
通过指定第四轴及其旋转角度、引导角度与倾斜角度 来定义刀轴矢量。即先使刀轴从驱动曲面法向、基于 刀具运动方向朝前或朝后倾斜引导角度与倾斜角度, 然后投射到正确的第四轴运动平面,最后旋转一个旋 转角度。
20
科思诚科技公司
双4轴,在部件上
只能用于Zig-Zag切削方法,而且分别对 Zig方向与Zag方向进行切削。 通过指定第四轴及其旋转角度、引导角 度与倾斜角度来定义刀轴矢量。即分别 在Zig方向与Zag方向,先使刀轴从零件 几何表面法向、基于刀具运动方向朝前 或朝后倾斜引导角度与倾斜角度,然后 投射到正确的第四轴运动平面,最后旋 转一个旋转角度。
科思诚科技公司
远离点
通过指定一聚焦点来定义可变刀 轴矢量。它以指定的聚焦点为起 点,并指向刀柄所形成的矢量, 作为可变刀轴矢量。 注意:聚焦点必须位于刀具与零 件几何希望接触表面的另一侧。
2
科思诚科技公司
朝向点
通过指定一聚焦点来定义可变刀 轴矢量。它以指定的聚焦点为起 点,并指向刀柄所形成的矢量, 作为可变刀轴矢量。 注意:聚焦点必须位于刀具与零 件几何希望接触表面的同一侧。
第四章 刀轴控制方法讲解
远离点 朝向点 远离直线 朝向直线 相对于矢量 垂直于部件 相对于部件 4轴,垂直于部件 4轴,相对于部件 双4轴在部件上 插补矢量 插补矢量至部件 插补矢量至驱动 垂直于驱动体 侧刃驱动体 相对于驱动体 4轴,垂直于驱动体 4轴,相对于驱动体 双4轴在驱动体上 优化后驱动
1
确保用刀尖切削,以延长刀具使用寿命。
A = 刀尖,B = 刀跟,C = 刀跟刨削,D = 刀前端刨削,E = 驱动几何体
22
科思诚科技公司
优化后驱动
优化后驱动选项 描述最小刀跟安全距离要使刀跟清除驱动几何体的最小距离。 最大前倾角出于过切避让之外的原因,可使用最大前倾角指定允许的最
大前倾角。NX 自动执行过切避让。(可选) 建议保留此选项处于关闭状态并允许 NX 自动确定最佳解。 名义前倾角 出于最佳材料移除量之外的原因,可使用名义前倾角指定首选的前倾角
18
科思诚科技公司
4轴,垂直于部件
通过指定旋转轴(即第四轴) 及其旋转角度来定义刀轴矢 量。即刀轴先从零件几何表 面法向投射到旋转轴的法向 平面,然后基于刀具运动方 向朝前或朝后倾斜一个旋转 角度。
19
科思诚科技公司
4轴,相对于部件
通过指定第四轴及其旋转角度 、引导角度与倾斜角度来定 义刀轴矢量。即先使刀轴从 零件几何表面法向、基于刀 具运动方向朝前或朝后倾斜 引导角度与倾斜角度,然后 投射到正确的第四轴运动平 面,最后旋转一个旋转角度 。
科思诚科技公司
垂直于驱动
在每一个接触点处,创建垂直于驱动曲面的可变刀轴矢量。
10
科思诚科技公司
相对于驱动
“相对于驱动体”可用于在非常复杂的“部件表面”上控 制刀轴的运动,如下图所示。
11
科思诚科技公司
相对于驱动
“前倾角”定义了刀具沿“刀轨”前倾或后倾的角度。正的 “前倾角”的角度值表示刀具相对于“刀轨”方向向前倾斜 。负的“前倾角”的角度值表示刀具相对于“刀轨”方向向 后倾斜。
21
科思诚科技公司
优化后驱动
优化后驱动刀轴控制方法使刀具前倾角与驱动几何体曲率匹配。在凸起部分,NX 保持小的前倾角,以便移除更多材料。在下凹区域中,NX 自动增加前倾角以防 止刀跟过切驱动几何体,并使前倾角足够小以防止刀前端过切驱动几何体。
优化后驱动的好处包括: 确保刀轨不会过切,而且不会出现未切削的区域。 确保最大材料移除量,以缩短加工时间。
17
科思诚科技公司
双4轴在驱动体上
通过指定第四轴及其旋转角度、引导角度与倾斜角度 来定义刀轴矢量。即分别在Zig方向与Zag方向,先使 刀轴从驱动曲面法向、基于刀具运动方向朝前或朝后 倾斜引导角度与倾斜角度,然后投射到正确的第四轴 运动平面,最后旋转一个旋转角度。 注意:若在Zig方向与Zag方向指定不同的旋转轴进行 切削时,实际上就产生五轴切削操作。
6
科思诚科技公司
垂直于部件
可变刀轴矢量在每一个接触点处垂直于零件几何表面。
7
科思诚科技公司
相对于部件
通过指定引导角和倾斜角,来定 义相对于零件几何表面法向矢 量的可变刀轴矢量。
右图所示为 引导角=20度 倾斜角=0度
8
科思诚科技公司
插补矢量,插补矢量至部件,插补矢量至驱动
插补矢量
通过在指定点定义矢量来控制刀 轴矢量。也可用来调整刀轴,以 避免刀具悬空或避让障碍物。