汽车发动机装配工艺卡
装配作业指导卡片(规范)
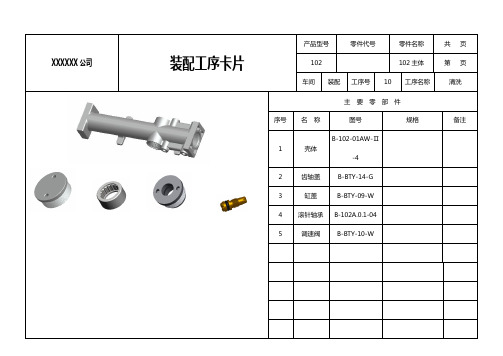
工步号工内容及技术1 根据当日的生产计划领取壳体,按照《壳体清洗作业指导书》要求清洗壳体。
2 根据当日的生产计划领取齿轴盖、缸盖,按照《齿轴盖、缸盖清洗作业指导书》清洗齿轴盖、缸盖。
注意事项:1、装调速阀时,首先将调速阀轻轻旋入调速阀螺纹孔内,保证螺纹副啮合后,再用电动螺丝刀旋紧;、所有密封圈在装配时不允许有扭曲现象;、紧定螺丝须旋到底,有利于厌氧胶有效固化,残留在表面的厌氧胶要擦干净,小时后进行下道工序。
分级时塞规表面要擦干净,试装时保证塞规与壳体缸孔间隙在之间运行自如,无卡滞现象。
工步内容及技术要用不同等级的孔用塞规将装好调速阀的壳体进行分级试装,托盘上,摆放要整齐,并标识清楚。
注意事项:铆钢球时呈十字型铆压,保证铆合尺寸比钢球小0.5-1mm,钢球不易脱出,且在活塞阀孔内转动灵活。
工步内容及技术要求将不锈钢150目的网上滤片平整的装入活塞阀座孔端,将阀座用专用工具敲入阀座孔内,压紧网式滤片。
φ5钢球装入阀孔内,用专用冲头打钢球,以提高活塞阀孔倒角部位的表面粗糙度;将活塞放在平台上,然后用柴油灌入装有钢球的活塞阀孔内,保证历时无渗漏后,用专用工具以适当的力度铆合阀座孔端面。
铆好转入活塞精磨组。
根据壳体级别对活塞组件进行配磨。
工步容及技术将活塞组件以垂直方向放入网式铁框内摆好,放入专用清洗机进口端,轴、活塞清洗作业指导书》进行清洗。
将弹簧以垂直方向放入网工铁框内摆好,放入专用清洗机进口端,清洗机参数及清将齿轴放在专用工位器具上,放入专用清洗机进口端,具体按照《齿轴、活塞清洗将清洗好的齿轴在汽油中浸泡,汽油液面不要高于齿轴方榫端,保证上端螺纹孔无工步1缸盖要装在弹簧端,齿轴盖可装在任意一端,但要统一,要适当;装齿轴时经过密封圈时要轻轻推入齿轴盖,不可用力,防止密封圈损坯。
工步内容及技术要求按螺纹密封胶说明书将胶调好后,将密封胶连续均匀地涂抹在齿轴盖组件、缸盖组件上,然后将齿轴盖组件、缸盖组件用专用扳手旋入壳体齿轴孔、缸孔的一端。
汽车发动机装配工艺卡

项目 1 2 3
数 量 1 1 10
零件 编号 1511 1521 1531
零件名 称 气缸盖 垫 缸盖 14号梅 花螺栓
分组 号 1005 1005 1005 装配名 称 安装缸盖到缸体
16
总装工艺卡
共1 页
工序号 161 162 163 安装气门挺柱 安装气门调整垫片 将正时齿轮分别安装在两个凸轮轴上。注:齿轮咬合方向 操作内容
项目 1 2 3 4
数量 10 3 1 1
零件 编号 1811 1821 1831 1841
零件 名称 10号 螺栓 12号 螺栓 17号 螺栓 皮带 导轮
分组 号 1008 1008 1008 1008 装配名 称 安装保护罩、机油标尺与导管
19
总装工艺卡 共1页 工序号 191 192 193 194 195 196 操作内容 用4个10号螺母紧固气门室罩,安装加油盖。注:先安装垫 片 用2个10号螺栓2个10号螺母紧固机油机集滤器。注:安装 螺母前先安装垫片。 用6个10号螺栓紧固发动机后油封。注:先安装垫片 安装飞轮。注:飞轮上的标记与缸体标记对应。 用2个10号螺母19个10号螺栓紧固油底壳。注:安装前先安 放密封衬垫,2个螺母安装在定位螺栓上。 安装放油螺栓。 17号手动扳手 第1页 工具和设备 10号套筒、棘 轮扳手、接杆
项目 1 2 3 4 5 6
数量 1 2 1 1 1 1
零件编 号 1911 1912 1913 1921 1931 1941
零件名 称 气门室 罩 垫片 加油盖 机油集 滤器 飞轮 油底壳
分组 号 1009 1009 1009 1009 1009 1009 装配名 称 将气门室罩和油底壳、发动机油封、机油集滤器安装在机 体上
发动机装配工艺卡

2
3
依次用活塞环装卸钱安装第二 活塞环装卸 道气环,第一道气环,切勿颠倒安 钳 装。如有标记安装时,应将有标记 (HYR、HY、CSR、TLK、ALS、H、R 等)的一面朝上(活塞头部方向) 。
4
安装后,用手轻轻旋转各环, 应平滑无卡滞现象。 பைடு நூலகம்写《发动机质量跟踪卡》 。
5
项目 1 2 3 4 5
数量 4 8 4 4 4
发动机总装工艺卡
1 总装工艺卡 工序号 1 操作内容 将衬簧装入活塞油环槽内。 注:衬簧开口不能重叠。 注 注:所有活塞环在安装时,必 须从活塞头部向下安装到对应的活 塞环槽内。 将下刮环一端卡入环槽,且用 大拇指按住刮环端口位置,另一只 手大拇指顺其侧面滑入环槽内,然 后用同样方法装入上刮环。 共2页 第1页 工具和设备
3 3 、 4
7 8
项目 1 2 3 4
数量 2 4 2 4
零件编号 50001 50002 50003 50004
零件名称 活塞连杆总成 连杆轴瓦 连杆瓦盖 螺母
分组号 15450 15450 15450 15450
装配 名称
活塞连杆组安装在曲轴上
关键项
工艺编号
316-05
8
发动机总装工艺卡
6 总装工艺卡 工序号 1 操作内容 清理缸盖和缸体表面并将导向 销放入螺栓孔。 将气缸垫对应导向销放在缸体 上。 将缸盖对应导向销放在气缸垫 上。 取出导向销, 安装螺栓平垫圈, 在平垫圈表面加机油。 装配缸盖螺栓,手工拧入 3~4 扣。 注:如左图为螺栓手工拧紧顺 序 6 用气扳机预紧螺栓,启动拧紧 机拧紧螺栓至规定力矩。 填写《发动机质量跟踪卡》 ,进 入下一道工序。 气扳机 拧紧机 机油壶 共1页 第1页 工具和设备 导向销
装配工艺过程卡片
日期
标记
处数
更改文件号
签字
日期
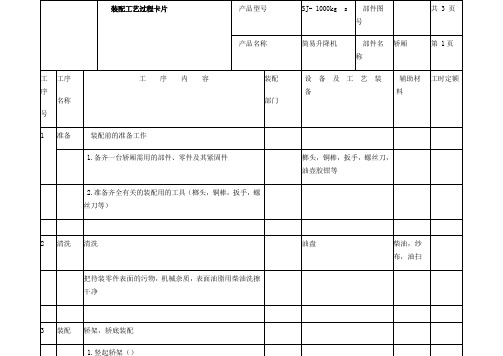
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共1页
产品名称
简易升降机
部件名称
轿架
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
一
准备
装配前的准备工作
10’
1.备齐一台轿底所需的零件及配件
2.准备齐全有关装配用的工具
活手板,钢卷尺
10’
5’
装配工艺过程卡片
产品型号
SJ-1000kgs
部件图号
共3页
产品名称
简易升降机
部件名称
轿厢
第1页
工序
号
工序
名称
工序内容
装配
部门
设备及工艺装备
辅助材料
工时定额
1
准备
装配前的准备工作
1.备齐一台轿厢需用的部件、零件及其紧固件
榔头,铜棒,扳手,螺丝刀,油壶胶钳等
2.准备齐全有关的装配用的工具(榔头,铜棒,扳手,螺丝刀等)
辅助材料
工时定额
四 轿顶护栏和拉杆转配
10’
1.安装轿顶护栏
2.安装拉杆
10’
3.检验
5’
15’
五 安全钳装配
六 门机和轿门试装
5’
1.在下梁上安装安全钳底座
1.安装门机和轿门
20’
2.在上梁上安装其安全钳的传动机构,并用拉条拉杆与
2.门机调试
安全钳底座连接
3.检验
3.检验
编制
审核
装配工艺过程卡片(模板)
标记
处数 更改文件号 签字
日期
标记
处数 更改文件号
签字
日期
装配工序卡片
工 序 序 号 1 2 3 4 5 6 7 8 9 10 11 工序名称 工序内容 装配部门
产品型号 产品名称
φ1400×8 C02再生塔
零件图号 零件名称
筒体段
共1页 第 1页 工时 定额 min
设备及工艺设备
辅助材料
描图 描校 Leabharlann 图号 装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期)
装配工序卡片产品型号14008零件图号产品名称零件名称工序名称工序内容装配部门设备及工艺设备辅助材料1011描图底图号装订号设计日期审核日期标准化日期会签日期签字日期标记更改文件号签字日期标记更改文件号c02再生塔工时定额min装配工艺过程卡片产品型号零件图号产品名称零件名称工序名称车间工段设备工序工时简图
汽车发动机装配工艺卡

正时皮带罩
水泵 水泵螺栓 曲轴皮带轮 曲轴皮带轮螺栓 气门室盖 气门室盖螺栓
14
安装气门室盖、垫片和螺栓,再安装加油盖
装配名 称
正时皮带轮组和气门室盖的安装
关键项
13
1
10701
加油盖
工艺编号
发动机装配工艺卡 共 7 页
工序号
1 2 3
第 7 页
工具和设备
操作内容
安装机油标尺和导管,并用螺栓上紧 安装发电机支架,并用螺栓上紧 安装发动机其它附件
10402
10403 10404 10405 10406 10407 10408
轴承盖螺栓
双头螺柱 凸轮轴 定位油封 锁紧垫圈 止推凸缘 隔圈
装配名 称
凸轮轴的安装
工艺编号
关键项
发动机装配工艺卡 共 7 页
工序号 1 2 操作内容 将机油泵总成对应曲轴外伸端安装,再安装螺栓,并上紧 翻转发动机180°,使曲轴那面朝上 套筒
关键项
工艺编号
发动机装配工艺卡
共 7 页
工序号 操作内容 将连杆衬套压入连杆小头,再组装活塞与连杆,将活塞销推 入活 塞一端的销孔内后,继续将活塞销推入连杆衬套,使活塞 销端面与卡环槽的端面平齐后再装卡环,注意活塞与连杆的方 向 安装活塞环,顺序是先装油环,最后装第一道气环,检查环 在环槽是否转动灵活并加润滑油,并用塞尺检查活塞环间隙 转动曲轴,使1缸位于压缩行程上止点 将气缸壁,连杆轴颈等部位涂以润滑油,然后弄清活塞,连 杆,连杆盖上的标记是否一致,先安装连杆上轴瓦,再用活塞 环夹夹紧活塞环,用手锤木柄轻敲活塞顶,将活塞推入气缸, 一人在曲轴箱方向用手接住连杆大头套入连杆轴颈,注意活塞 环的方向,先安装2,3缸,再转动曲轴180°后安装1,4缸 盖上连杆盖和轴瓦,注意连杆盖的记号和方向,有调整垫片 时,不要放斜,不可漏装
后气缸工艺卡
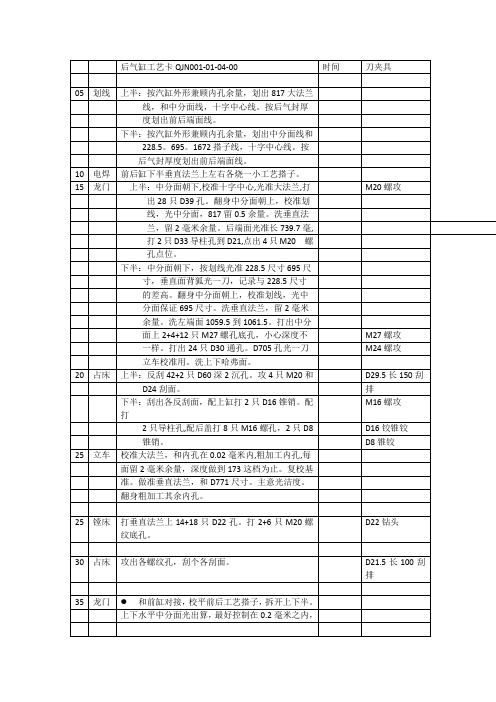
腰型法兰,攻2只ZG3/2孔,2只ZG5/2孔,3只ZG1
ZG5/2螺攻
孔,1只ZG1/2孔。转90度,攻M56和D75刮面。
ZG1/术要求6,做水压实验。
65
钳工
清理毛刺,注意垂直大法兰90度角上不要倒角修毛。
70
检验
前气缸工艺卡QJN001-01
05
划线
镗床
铰出上下半垂直法兰上2+2只D12销孔。
D12锥铰
45
钳工
拆前后缸,重配后缸,注意大端面和内孔别错位。
50
立车
校准大垂直法兰在0.01毫米内。精加工个内孔和槽。
割横槽时要小心。做到173这档为止。D180光一刀。
翻身,底面垫标准块,校D180,做准其余各孔。
55
镗床
下半:垂直面朝下,洗中分面上4只R6深15,1只
寸,垂直面背狐光一刀,记录与228.5尺寸
的差高。翻身中分面朝上,校准划线,光中
分面保证695尺寸。洗垂直法兰,留2毫米
余量。洗左端面1059.5到1061.5。打出中分
面上2+4+12只M27螺孔底孔,小心深度不
M27螺攻
一样。打出24只D30通孔。D705孔光一刀
M24螺攻
立车校准用。洗上下哈弗面。
蒸汽室盖,配打,24只M27孔,2只顶开孔,
M27
2只D8锥销。
D8锥铰。
前下前段:攻垂直面上22只M33螺孔
D34.5刮排
前下后段:刮垂直面上22只D67。
D16锥铰
前下前段对接前下后段,打2只D16锥销。
20
龙门
光准下缸中分面,打出10只M18底孔。14只M33
装配工艺流程卡

装配工艺流程卡
《装配工艺流程卡》
装配工艺流程卡是指在装配生产中用来记录和指导装配工艺流程的一种重要工具。
它通过文字、图表、表格等方式详细描述了产品的装配工艺流程、装配工序、装配顺序、装配方法和相关质量要求等信息,是装配工艺管理的重要文件。
装配工艺流程卡的制作是为了规范和标准化装配操作,确保产品质量、提高生产效率。
它可以帮助装配工人清晰地了解每个装配环节的操作步骤、操作要点、注意事项以及相关质量标准,从而有效地避免装配过程中出现的错误和质量问题。
装配工艺流程卡的内容一般包括:产品名称、图号、规格、工艺顺序、主要工序和工艺要求等。
在制作过程中,需要与工艺、质量、生产部门等相关部门进行充分沟通和确认,确保装配工艺流程卡的准确性和可操作性。
通过装配工艺流程卡的使用,可以帮助企业实现标准化生产,提高产品质量,降低成本,提高生产效率。
同时,它也是企业进行装配工艺改进和优化的重要依据,可以帮助企业不断改进装配工艺流程,适应市场需求的变化。
总之,装配工艺流程卡在装配生产中具有非常重要的作用,它是规范、指导和改进装配工艺流程的利器,有利于企业提高产品质量、降低成本、提高生产效率,是装配工艺管理的重要工具。