日本工业标准, 锡膏检验规范(JIS Z3284-1994)
日本材料

日本板带类JIS标准介绍日本是钢铁工业发展较快的国家之一,形成了比较完备的标准化体系,其板带方面的标准类别齐全,自成体系。
所有加工过程的产品均有相应的标准,而且不同加工过程产品在标准体系中都非常显著地表现出来,脉络非常清楚。
因而在台湾地区、韩国、东南亚等地都用日本标准,中国的钢材经销商也比较多地接触日本标准。
日本标准与西方标准最大区别在于对材料性能分级时,ISO 标准及西方标准都按屈服强度来分级,而日本标准是采用抗拉强度。
在这方面日本标准一直未与ISO 标准接轨,只是在标准后附录ISO 标准。
日本标准相对比较陈旧,规范比较粗糙,其目的是留下空间让企业制定更严格的企业标准。
1. 日本板带方面的标准分类日本板带类标准按产品用途分为两大类,第一类是一般用(CQ)和冲压用(DQ)板带,第二类是结构用(SQ)板带。
这两大类材料的根本性区别在于因为用途不同,所以对材料要求的侧重点不同。
一般用和冲压用板带要求材料经过一定的变形加工后使用,因而需要较好的加工性能,即要较好的屈服强度,较高的延伸率,也就对化学成分提出了较高要求。
而结构钢一般不经过复杂的加工,直接用于各类工程结构方面,因而需要较高的强度,对延伸率要求相对较低一点,相对地对化学成分要求也不是很苛刻。
2. 日本一般用和冲压用板带的分级一般用和冲压用板带质量主要体现在加工性能上,所以按其所能达到的冲压级别分级,对于热轧板带(JIS G3131)和冷轧板带(JIS G3141)分三级,分别是一般用的商品(CQ)级、深冲(DQ)级和超深冲(EQ)级。
冲压级别的提高,要求材料的延伸率越来越高,相应地要求含碳量越来越低,有害元素磷、硫越来越少。
而对抗拉强度的要求达到基本的270N/mm2即可。
3. 日本标准结构用板带的分级结构用板带的品质体现在其使用性能方面,因而按其材料能够达到的力学性能分级,日本标准一般根据抗拉强度分级,即材料抵抗外力拉断的性能,分为340、400、440、490、570 N/mm2等五个级别。
JISZ3284-1994Japan锡膏检验规范

印刷检验标准

1.锡膏虽成形不佳,但仍足将
2.各点锡膏偏移未超过15%焊盘
允收
1.锡膏超过15%未覆盖焊盘
2.锡膏几乎覆盖两条焊盘
3.锡膏印刷形成桥连
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
7.焊盘间距为0.65MM
1.各焊盘锡膏印刷均100%覆盖焊盘上
2.锡膏成形佳,无崩塌现象
3.锡膏厚度测试合乎要求
允收
1.锡膏偏移量超过15%焊盘
2.元件放置后会造成短路
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
5.焊盘间距为0.8-1.0MM
1.锡膏无偏移
2.锡膏100%覆盖于焊盘上
3.各焊盘锡膏成良好,无崩塌现象
4.各点锡膏均匀,测试厚度符合要求
标准
允许
1.锡膏85%以上未覆盖焊盘.
2.有严重缺锡
拒收
名称
锡膏印刷检验标准
文件编号
生效日期
发行版次
页码
项目
判定说明
图示说明
备注
二极管、电容等(1206以上尺寸物料)
1.锡膏印刷成形佳
2.锡膏印刷无偏移
3.锡膏厚度测试符合要求
4.如些开孔可以使热气排除,以免造成气流使元件偏移
标准
1.锡膏量足
2.锡膏覆盖焊盘有85%以上
3.锡膏厚度符合要求
标准
1.锡膏成形佳
2.锡膏厚度测试在规格内
3.各点锡膏偏移量小于10%焊盘
【SMT资料】锡膏基础知识测试规范及锡膏的管理与印刷(WORD档)

一、前言所谓的Reflow,在表面贴装工业(SMT)中,是指锭形或棒形的焊锡合金,经过熔融并再制造成形为锡粉(即圆球形的微小锡球),然后搭配有机辅料(助焊剂)调配成为锡膏;又经印刷、踩脚、贴片、与再次回熔并固化成为金属焊点之过程,谓之Reflow Soldering(回流焊接)。
此词之中文译名颇多,如再流焊、回流焊、回焊(日文译名)熔焊、回焊等;笔者感觉这只是将松散的锡膏再次回熔,并凝聚愈合而成为焊点,故早先笔者曾意译而称之为“熔焊”。
但为了与已流行的术语不至相差太远,及考虑字面并无迂回或巡回之含意,但却有再次回到熔融状态而完成焊接的内涵,故应称之为回流焊或回焊。
图1左图为位于观音工业区的协益电子公司,其SMT现场安装之锡膏印刷机,为了避免钢板表面之锡膏吸水与风干的烦恼起见,全机台均保持盖牢密封的状态。
右为开盖后所见钢板、刮刀及无铅锡膏刮印等外貌。
SMT无铅回焊的整体工程与有铅回焊差异不大,仍然是:钢板印刷锡膏、器件安置(含片状被动组件之高速贴片,与异形零件大形组件之自动安放)、热风回焊、清洁与品检测试等。
不同者是无铅锡膏熔点上升、焊性变差、空洞立碑增多、容易爆板、湿敏封件更易受害等烦恼,必须改变观念重新面对。
事实上根据多年量产经验可知,影响回焊质量最大的原因只有:锡膏本身、印刷参数以及回焊炉质量与回焊曲线选定等四大关键。
掌握良好者八成问题应可消弭之于无形。
二、锡膏的制造与质量2.1锡膏组成与空洞锡膏是由重量比88-90%的焊料合金所做成的微小圆球(称为锡粉Powder),与10-12%有机辅料图2 锡稿回焊影响其锡性与焊点强度方面的因素很多,此处归纳为五大方向,根据多年现场经验可知,以锡膏与印刷及回焊曲线(Profile)等三项占焊接品质之比重高达七八成以上,以下本文将专注于此三大内容之介绍,至于机器操作部分将不再著墨。
(即通称之Flux助焊剂)所组成;由于前者比重很大(7.4-8.4)而后者的比重很轻(约在1-1.5),故其体积比约为1:1。
SMT锡膏印刷品质检验规范
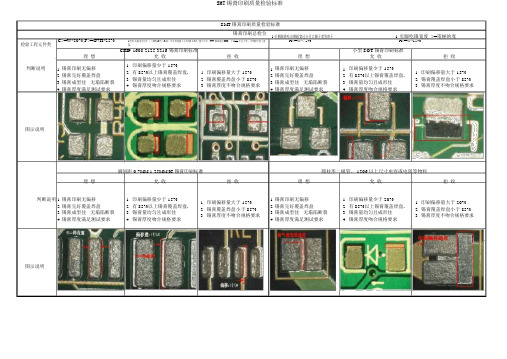
SMT锡膏印刷质量检验标准SMT锡膏印刷质量检验标准C>=W*50%,F>=G+H*25%锡膏印刷总检位1.引侧脚悬吃出锡超宽过分引大脚于宽等度于 1.引脚吃锡宽度 >=電極的寬检验工程元件类1.恰好.高最出出引小〔〔脚侧A外〕A面〕形大焊是器于点件25长25〔度%%引〔WW脚或或位D00〕于.5mm.小元于件。
引体脚中宽上度部,A<=W*75%A<=W*25%小型SOT锡膏印刷标准CHIP 1608 2125 3216 锡膏印刷标准理想允收拒收理想允收拒收判断说明 1.锡膏印刷无偏移1.印刷偏移量少于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 15%2.有85%以上锡膏覆盖焊盘. 1.印刷偏移量大于 15% 1.印刷偏移量大于 15%2.锡膏完好覆盖焊盘 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.3.锡膏量均匀且成形佳 2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳4.锡膏厚度吻合规格要求 3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明脚间距 0.7MM-1.25MM IC锡膏印刷标准圆柱形二极管、 1206以上尺寸电容或电阻等物料理想允收拒收理想允收拒收判断说明1.锡膏印刷无偏移 1.印刷偏移量少于 15%1.印刷偏移量大于 15%1.锡膏印刷无偏移 1.印刷偏移量少于 20%1.印刷偏移量大于 20%2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘. 2.锡膏完好覆盖焊盘 2.有85%以上锡膏覆盖焊盘.2.锡膏覆盖焊盘小于 85%. 2.锡膏覆盖焊盘小于 85%.3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳 3.锡膏成型佳 . 无塌陷断裂 3.锡膏量均匀且成形佳3.锡膏厚度不吻合规格要求 3.锡膏厚度不吻合规格要求4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求 4.锡膏厚度满足测试要求 4.锡膏厚度吻合规格要求图示说明。
锡膏测试方法及评判标准
锡膏测试方法及评判标准作者:王丽荣,朱捷,赵朝辉,张焕鹍来源:《新材料产业》 2015年第12期文/ 王丽荣朱捷赵朝辉张焕鹍随着电子制造业的迅猛发展,电子焊接的质量与可靠性逐步成为保持市场竞争力的基石,也是电子厂商着重关注的焦点。
针对可靠性的评价,从设计到后续的组装,再到最终验收,国际电子工业联接协会(IPC)、日本工业标准(JIS)以及国内相关机构均提供了一系列标准。
有了共同的标准即制定了交流过程中的共同语言——全球电子行业的术语,可以很大程度上减少供应商和制造商在沟通上的障碍,加快解决问题的速度,为双方赢得良好的企业形象和信誉奠定了基础。
每个公司根据自身特性会参考国内或者国际不同的标准,例如一家锡膏生产商,为了实现最终产品的绝佳品质,需要参考的标准如IP C - J - S T D -004、IPC-J-STD-005、IPC-J-STD-006以及IPC-TM-650等。
I P C的测试项目琳琅满目,标准均为英文版本,虽然目前T G A s i a技术组也在积极的进行标准开发工作,然而对于一些初入电子行业或者所生产的产品总是出现问题的客户来说,采用何种标准以及对标准内容如何解析常常感到困惑。
本文就锡膏制造行业以及电子组装可接受性的基本测试项目和评判标准做简要概述。
锡膏的测试可分为基本性能测试、上机运行和可靠性检测。
一、基本性能测试锡膏的基本性能测试主要参考I P C - J - S T D -005(锡膏要求Requirements for Soldering Pastes)以及JIS-Z-3284(日本工业标准)。
1. 锡粉粉径以及粒度分布锡膏中70%~90%的成分为锡粉,锡粉的性能指标很大程度上决定了锡膏的性能。
锡粉检测关注锡粉形貌以及粉径粒度分布。
锡粉的形貌要求为长宽比不超过1∶ 1.5的球形。
锡粉的90%的形貌必须为球形,粉径标准见表1、表2。
目前市场上常用的为T3、T4号锡粉,随着电子元器件的短小化发展,0201以及01005元器件的快速兴起,足够的焊接强度对下锡量提出了更严格的要求。
焊膏印刷外观检验标准

日期
编制
校对
审核
日期ቤተ መጻሕፍቲ ባይዱ
日期
日期
不合格处理办法:
1自检发现不合格的,由操作者自行修正(清洗、凉干并重新印刷)。
2检验员抽检时发现不合格项,要求操作工修正并提出制程警示。
3不合格项登记到抽检记录表中。
4尚未进入下一工序的产品由操作工针对以下不合格项做全数检验,并由由检验员针对以下不合格项做全数检验。
五、
检验项目
技术指标
示意简图
印刷完整
一、目的:
规定了PCB板(单、双面)锡膏印刷质量的检验管理办法。
二、范围:
适用于本公司所有PCB板锡膏印刷的质量检验。
三、检验方法及工具:
检验方法:目测;检验工具:5-10倍放大镜、防静电手腕、防静电手套。
四、检验及不合格处理办法:
操作工应采用目视或仪器检验做好全数自检工作,检验员按《一次正常检查抽样规范》AQL=2.5且C=0进行抽检。
模板上所有印刷孔均应有焊膏
偏移
横向偏移不得大于焊盘宽度的25%,纵向偏移不得超过焊盘宽度的50%
少锡
焊膏覆盖焊盘的面积应达到75%以上
检验项目
技术指标
示意简图
连锡
相邻焊盘上的焊膏无连接现象
边缘
整齐,棱角清晰
拉尖
表面无明显尖角
污染
基板印刷之外的区域不允许有焊膏焊膏
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
锡膏承认检验规格书

锡膏承认检验规格书公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]一、目的:本标准规定了锡膏的检验项目、方法、要求和可接受标准,以统一设计规则、检验标准,消除误解,以及为IQC制定QI(来料检验规范)和各部门对锡膏品质判定提供参考依据。
二、适用范围:适用于所有无铅锡膏的来料检验(包括免洗与水洗两种锡膏)。
三、检验流程:1、进行测量和实验前的准备工作。
2.、委派经培训合格的检验人员进行测量和实验工作。
3、配备合适且经过校对合格的检验仪器和相关的工具和夹具。
4、准备所需要的文件、资料(如图纸、规格书、数据记录表格等等),理解清楚后方可进行检验工作。
四、一般规格:1、功能要求:零件的设计、结构和尺寸按照相应的零件图纸;2、存储环境:密封包装,温度0℃~10℃/ 5℃~10℃。
开封后物料保存环境参考MSDS或材料说明书3、测试环境:室内温度:20℃至30℃,相对湿度:20-70%。
4、针对性:本规范主要针对锡膏的【作业性】与【特性】两大主轴作为验证的标准。
所谓【作业性】是指锡膏在生产作业上与相关设备(如印刷机、钢板、回焊炉….等)的搭配能力;所谓的【特性】是指使用锡膏用于产品后所需进行的各项焊点外观判定及相关的电性测试。
五、内容:此检验规范,除了本公司利用现有的测试仪器进行检测实验之外,厂商也需提供一些由认证单位所验证的报告证明书作为凭证,证明书内容所需检测项目请参考以下内容。
1、简述如下:(A)特性:(B)作业性:锡粉粒径尺寸:由厂商提供证明报告。
D、附注说明:评估的type 型号,将区分为type 3及type 4两种。
Type 3 将用于测试钢板厚度0.15mm以上及fine pitch 0.5mm 以上。
Type 4 将用于测试钢板厚度0.13mm以下及fine pitch 0.4mm 以下。
(不定形状) (印刷时的脱版性)、助焊剂含量的检验A、目的:确认助焊剂含量与标准值不超过±%,避免锡膏在加热之后,残留过多的助焊剂。