史上最全螺钉孔开裂的原因及最强解决方案
螺栓断裂的主要原因及防治
螺栓断裂的主要原因及防治
一般情况下,我们对于螺栓断裂从以下四个方面来分析:
第一、螺栓的质量
第二、螺栓的预紧力矩
第三、螺栓的强度
第四、螺栓的疲劳强度
实际上,螺栓断裂绝大多数情况都是因为松动而断裂的,是由于松动而被打坏的。
因为螺栓松动打断的情况和疲劳断裂的情况大体相同,最后,我们总能从疲劳强度上找到原因,实际上,疲劳强度大得我们无法想象,螺栓在使用过程中根本用不到疲劳强度。
螺纹紧固件的松动不是由于螺栓的疲劳强度:
螺纹紧固件在横向振松实验中只需一百次即可松动,而在疲劳强度实验中需反复振动一百万次。
换句话说,螺纹紧固件在使用其疲劳强度的万分之一时即松动了,我们只使用了它大能力的万分之一,所以说螺纹紧固件的松动也不是因为螺栓疲劳强度。
螺纹紧固件损坏的真正原因是松动:
螺纹紧固件松动后,产生巨大的动能mv2,这种巨大的动能直接作用于紧固件及设备,致使紧固件损坏,紧固件损坏后,设备无法在正常的状态下工作,进一步导致设备损坏。
受轴向力作用的紧固件,螺纹被破坏,螺栓被拉断。
受径向力作用的紧固件,螺栓被剪断,螺栓孔被打成橢圆。
选用防松效果优异的螺纹防松方式是解决问题的根本所在:
目前,最先进和效果最好的防松方式是唐氏螺纹紧固件防松方式。
唐氏螺栓在四辊破碎机上使用、在液压破碎锤上使用,其强度都没有增加,而螺栓不再断裂了。
版权声明:联盟致力于好文共享,推送文章部分源于网络,版权归原作者所有,若涉及版权问题,烦请原作者联系我们,我们会在24小时内删除处理,并表示歉意,谢谢!^_^。
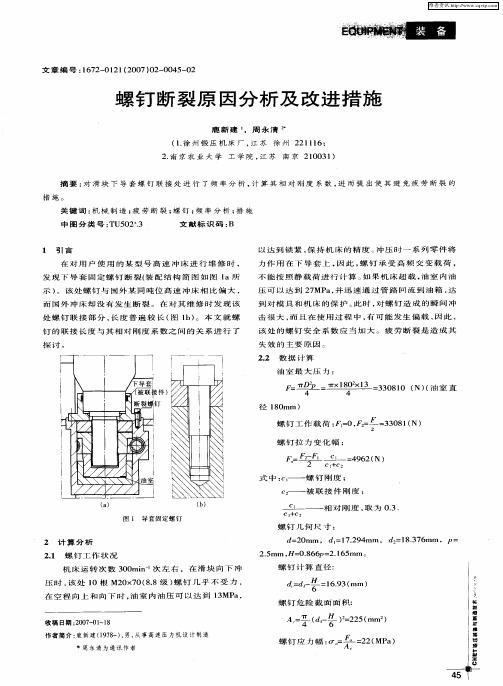
螺钉断裂原因分析及改进措施
Lo r
-
对 螺 钉 螺 纹 部 分 以 圆 柱 进 行 替 代 ,对 螺 钉 赋 予 材 质 . 纹 旋 合 部 位 加 以 固 定 ( 合 长 度 为 3 mm ) 螺 旋 5 , 在螺 钉 帽下上 部 加一作 用 力 ( 的大小 不能 改变螺 力
I -  ̄
式 中 : 8— — 尺 寸 系 数 ;
处 螺 钉 联 接 部 分 , 度 普 遍 较 长 ( l ) 本 文 就 螺 长 图 b 。 钉 的 联 接 长 度 与 其 相 对 刚 度 系 数 之 间 的 关 系 进 行 了
探讨 。
击很 大 , 且在 使用 过程 中, 可 能发 生偏 载 , 此 , 而 有 因
该 处 的 螺 钉 安 全 系 数 应 当 加 大 。疲 劳 断 裂 是 造 成 其
2南 京 农 业 大 学 .
工 学院 , 苏 江
南京 20 3 ) l 0 1
摘 要 : 滑 块 下 导 套 螺 钉 联 接 处 进 行 了 频 率 分 析 , 算 其 相 对 刚 度 系 数 , 而 提 出 使 其 避 免 疲 劳 断 裂 的 对 计 进
措 施 。
关 键 词 : 械 制 造 ; 劳 断 裂 ; 钉 ; 率 分 析 ; 施 机 疲 螺 频 措 中 图 分 类 号 : U5 2 . T 0 ̄ 3 文 献 标 识 码 : B
1 引 言
以 达 到 锁 紧 , 持 机 床 的 精 度 。 压 时 一 系 列 零 件 将 保 冲 力作 用在 下 导套 上 , 此 , 钉 承 受 高频 交变 载荷 , 因 螺 不 能 按 照 静 载 荷 进 行 计 算 。 果 机 床 超 载 , 室 内 油 如 油
压 可 以 达 到 2 MP , 迅 速 通 过 管 路 同 流 到 油 箱 , 7 a并 达 到 对 模 具 和 机 床 的 保 护 。 时 , 螺 钉 造 成 的 瞬 间 冲 此 对
地脚螺栓断裂处理方案

地脚螺栓断裂处理方案1. 引言地脚螺栓断裂是在建筑结构中常见的问题之一,它可能会导致结构的不稳定,甚至引发严重的安全隐患。
因此,采取适当的处理方案非常重要。
本文将详细介绍地脚螺栓断裂处理方案,包括问题分析、处理方法和预防措施。
2. 问题分析地脚螺栓断裂通常是由于以下原因之一引起的:•螺栓质量不合格:螺栓选择不当、制造过程中存在缺陷或材料质量不符合标准等原因,会导致螺栓断裂。
•不正确的安装:不正确的安装方法,如过松或过紧的拧紧螺栓、未按照设计要求进行安装等,会使螺栓承受超过承载能力,从而引发断裂。
•腐蚀和疲劳:长期暴露在潮湿环境或化学物质中,地脚螺栓可能会受到腐蚀或疲劳损伤,最终导致断裂。
在处理地脚螺栓断裂问题之前,需要先对断裂原因进行仔细的分析和判断,以确定采取合适的处理方法。
3. 处理方法针对不同的原因,可以采取以下几种处理方法:3.1 更换螺栓如果螺栓质量不合格,为了确保建筑结构的安全,必须将断裂的地脚螺栓进行更换。
在更换螺栓之前,需要进行全面的检查,确保新螺栓的质量符合要求。
此外,还需要根据设计要求选择合适的螺栓类型和规格,以确保所选螺栓具有足够的承载能力。
3.2 重新安装螺栓如果地脚螺栓断裂是由于不正确的安装引起的,可以尝试重新安装螺栓。
重新安装螺栓的过程包括以下几个步骤:•卸下原来的螺栓,并进行彻底的清洁和检查,确保螺栓孔没有腐蚀或其他问题。
•使用适当的安装工具和方法,按照设计要求准确地安装新的螺栓。
•适当拧紧螺栓,确保螺栓承载力均匀分配,避免出现过紧或过松的情况。
3.3 防腐处理对于由于腐蚀引起的地脚螺栓断裂,除了更换螺栓外,还应该采取预防措施,对螺栓进行防腐处理。
常见的防腐处理方法包括:•表面涂层:在螺栓表面涂覆防腐剂,形成保护膜,防止腐蚀物质直接接触螺栓表面。
•防腐涂层:在螺栓表面涂覆防腐涂层,提供额外的防护层,提高螺栓的抗腐蚀能力。
•电镀处理:通过电解、电镀等方法将一层金属镀层加在螺栓表面,提高其抗腐蚀能力。
史上最全螺钉孔开裂的原因及最强解决方案

史上最全螺钉孔开裂的原因及最强解决方案塑料制品螺钉孔开裂的原因及解决方案螺钉孔开裂现象一般发生在脆性材料或应力敏感材料或易产生内应力的材料中,如ABS,PC,PC/ABS合金等,分析导致螺钉孔开裂的原因,应该从产品设计(模具设计及模具加工)-原料-加工工艺三方面出发。
1. 产品设计方面①尽量避免在实心螺丝柱上直接打孔或攻丝,设计产品时设计成空心螺丝柱;②螺丝柱壁厚(肉厚)不够,适当增加壁厚或柱高较高时设置加强筋;③直角孔口导致攻丝时受力不均,孔口顶端开倒角,孔底也设计倒角;④适当减小螺纹设计余量,余量过大会导致拧入螺丝或攻丝过程中对螺丝柱压力增大;⑤模具设计问题,导致注塑件的内应力集中在螺丝孔处;⑥熔接痕(夹水线)位于螺丝孔处,对于这种情况,也可通过调机处理得到解决;⑦成型较大塑料圆孔时,由于模具型芯采用硬质合金材料,塑料孔收缩不均导致产生内应力,螺纹孔一般不出现这种情况⑧对于有金属内嵌螺纹的产品而言,由于塑料比金属的收缩率大,嵌件冷却后容易撑裂柱子,应根据两种材质的线胀系数及温度变化范围,计算出半径方向上的间隙为0.3~0.4mm 左右;⑨对于接触水的有金属内嵌螺纹的产品而言,应确保产品冷却后金属嵌件嵌入紧密,生锈也会导致螺纹柱开裂;⑩对于形状复杂或者薄壁产品,增大浇注口尺寸,模具浇注口短而粗有利于减少压力损失,改善注塑条件2. 原料问题:①原料质量差,回收料(水口料、环保料)含量大;②原料本身不含回收料,供应商造粒时工艺不当导致原料降解;③原料本身无质量问题,牌号选择不当,改用改性料或高韧性牌号;④原料本身无质量问题,不同厂家的原料有微小但对产品质量影响很大的差别;⑤某些色母料会加剧内应力问题,仍是原料选择问题;⑥原料中加玻纤可提高强度;⑦原料水分含量过高,未充分干燥或吸湿导致加工过程中原料降解,韧性降低;3. 加工工艺的问题:(请专业调机师傅调机)①提高模具温度,改善熔体流动条件,增强熔接痕强度;②减小注射压力及保压压力,减少内应力的产生;③在玻璃化温度以下对制品进行充分热处理,释放内应力,处理时间视处理介质而定;4.其他外部条件(补充说明)①根据不同材质的料件设定相匹配的热熔参数(温度、预热时间、下压时间、稳定可控的气压);②螺母原材料的清洁,(用酒精浸泡的方法)去除表面的油污等;③螺母外径与螺丝柱内径要相匹配,既要保证扭力和拉拔力符合要求的前提下,又要将螺母和螺丝柱的应力控制在最小。
螺栓扭断断口形状

螺栓扭断断口形状螺栓扭断断口形状是我们在紧固件使用过程中常见的问题之一,特别是在高负荷、高温、高湿等恶劣环境下更为明显。
为了更好地了解螺栓扭断断口形状的原因及其解决方法,我们需要从以下几个方面逐一进行分析。
首先,螺栓的扭断断口形状一般可以分为以下几种:斜裂断、环裂断、螺纹断裂、削断和断口很突出。
其中,斜裂断是最常见的一种情况,一般在螺栓直径处出现,与螺栓轴线呈一定角度,断口向外呈锥形。
环裂断在螺纹处出现,贯穿全截面,断口较光滑,而螺纹断裂则是指螺纹上的纹层在剪切作用下沿逆螺旋方向摩擦而拉伸断裂。
而削断一般出现在螺纹处,断口为平行于轴线的光滑面。
断口很突出则是指螺栓在扭断时负载瞬间剧烈变化,导致螺栓断裂而产生的形状。
这些不同的断口形状都反映了螺栓扭断的情况,我们需要根据不同情况采取不同的解决方法。
其次,螺栓扭断断口形状的出现原因一般有以下几点:一是螺栓接受过大的载荷,导致断裂;二是螺栓接受的载荷作用方向与螺栓轴线方向不一致,导致螺栓断裂;三是螺栓材质不佳或者制造工艺不合理,导致螺栓强度不足,容易断裂。
因此,在使用螺栓时,我们需要选择适当材质和规格的螺栓,并注意安装位置、紧固力矩等因素的合理设置,以及注意环境温度、湿度等因素对螺栓的影响,从而尽可能避免螺栓扭断断口形状的出现。
最后,一旦出现螺栓扭断断口形状的情况,我们需要采取相应的解决方法,包括更换合适材质、规格的螺栓,调整紧固力矩等。
对于断口很突出的情况,除了及时更换螺栓之外,还需要重新设计或加强螺栓连接处的设计,以避免其再次发生。
此外,对于环裂断、螺纹断裂等情况,我们也可以采用局部加厚、加强结构等方式来加强螺栓的承载能力。
总之,了解螺栓扭断断口形状的原因和解决方法对我们在工程设计、生产制造和维修保养等方面都具有重要意义。
在使用螺栓时,我们应该注意螺栓质量、适用环境、安装方式等因素,并根据螺栓扭断断口形状的不同情况采取相应的解决方法,以确保螺栓连接处的安全可靠。
10B21螺栓头部开裂原因分析及改善措施
Abstract:After the wire lOB21 being drawn,quality problem of cracking on top of bolt M7 occurred dur ing the processing. For this reason,metallographic exam ination and electron m icroscope energy spectrum detection and analysis are m ade on the bolt. The metallographic exam ination shows that the quality problem is caused by the cracks on the surface of the wire, after being drawn,they still exist,and crack during being processed into bolts.The electron microscope energ y spectr um detection and analysis show that the contents of P ,Cr,Na and O are higher,which can determ ine that the surface cracks are caused by the internal cracking of billets. By analyzing the reason of cracking on the top of bolt lOB21,improvem ent actions on quality of billet 10B21 are given. K ey words:wire 10B21;cracking; internal cracking of billet;defect
墙边膨胀螺丝裂缝

墙边膨胀螺丝裂缝墙边膨胀螺丝裂缝是指在墙壁边缘处出现的螺丝孔裂缝现象。
这种裂缝通常是由于膨胀螺丝松动或安装不当引起的。
膨胀螺丝是一种常用于固定物体在墙壁上的螺丝,它通过膨胀锚固定在墙壁内部,以提供更牢固的支撑力。
然而,由于一些原因,膨胀螺丝可能会松动或者安装不当,导致墙壁产生裂缝。
造成墙边膨胀螺丝裂缝的原因有很多。
首先,膨胀螺丝的质量问题可能是一个重要原因。
低质量的膨胀螺丝可能在使用过程中容易松动,从而导致墙壁出现裂缝。
其次,膨胀螺丝的安装不当也是一个常见的原因。
如果螺丝没有正确地安装在墙壁上,或者没有根据墙壁材质的特点选择合适的螺丝,都可能导致膨胀螺丝松动,进而引起墙壁的裂缝。
墙边膨胀螺丝裂缝给墙壁的美观和稳固性带来了很大的影响。
首先,这些裂缝严重影响了墙壁的外观。
无论是在墙壁上还是在墙壁与地面的过渡处,这些裂缝都会破坏墙壁的整体美观。
其次,膨胀螺丝裂缝也会影响墙壁的稳固性。
墙壁上的螺丝是固定物体的关键部分,如果螺丝松动或者脱落,会导致固定物体失去支撑力,进而影响墙壁的稳定性。
为了解决墙边膨胀螺丝裂缝问题,我们可以采取一些措施。
首先,选择质量可靠的膨胀螺丝是非常重要的。
在购买膨胀螺丝时,我们应该选择有信誉的品牌,并仔细检查螺丝的质量和外观。
其次,正确安装膨胀螺丝也是关键。
根据墙壁的材质和需要固定物体的重量选择合适的螺丝,并确保螺丝正确安装在墙壁上。
此外,定期检查和维护膨胀螺丝也是必要的。
当发现螺丝有松动现象时,应及时进行调整或更换。
除了以上的措施,我们还可以选择其他方法来修复墙边膨胀螺丝裂缝。
如果裂缝较小,我们可以使用填缝剂来填补裂缝,然后进行抛光和上漆,以恢复墙壁的平整和美观。
如果裂缝较大或墙壁的稳固性受到了严重影响,我们可能需要请专业的装修公司或工人进行修复。
他们会根据具体情况采取相应的修复措施,以确保墙壁的稳固和美观。
墙边膨胀螺丝裂缝是一个常见的问题,但它对墙壁的美观和稳固性都有很大的影响。
塑料用自攻螺钉芯部开裂工艺改进方案
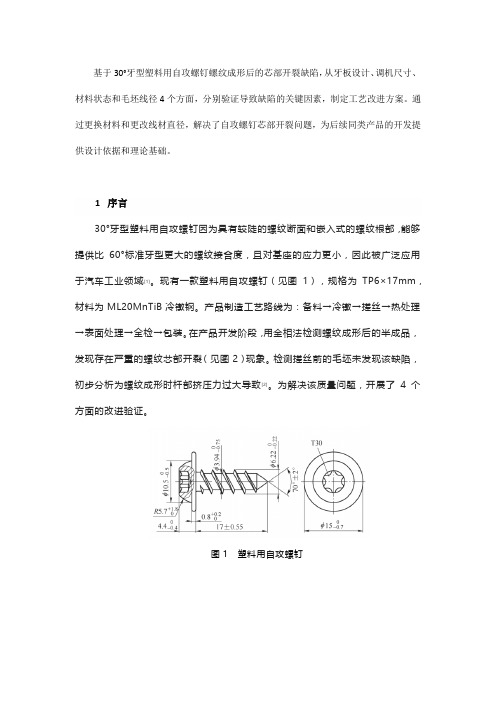
基于30°牙型塑料用自攻螺钉螺纹成形后的芯部开裂缺陷,从牙板设计、调机尺寸、材料状态和毛坯线径4个方面,分别验证导致缺陷的关键因素,制定工艺改进方案。
通过更换材料和更改线材直径,解决了自攻螺钉芯部开裂问题,为后续同类产品的开发提供设计依据和理论基础。
1 序言30°牙型塑料用自攻螺钉因为具有较陡的螺纹断面和嵌入式的螺纹根部,能够提供比60°标准牙型更大的螺纹接合度,且对基座的应力更小,因此被广泛应用于汽车工业领域[1]。
现有一款塑料用自攻螺钉(见图1),规格为TP6×17mm,材料为ML20MnTiB冷镦钢。
产品制造工艺路线为:备料→冷镦→搓丝→热处理→表面处理→全检→包装。
在产品开发阶段,用金相法检测螺纹成形后的半成品,发现存在严重的螺纹芯部开裂(见图2)现象。
检测搓丝前的毛坯未发现该缺陷,初步分析为螺纹成形时杆部挤压力过大导致[2]。
为解决该质量问题,开展了4个方面的改进验证。
图1 塑料用自攻螺钉图2 螺纹芯部开裂2 分析及验证2.1 加大牙板板型螺纹牙板由定板和动板组成,自攻螺纹牙板的定板分为入料区、成形区、整形区和出料区。
为了减轻螺纹成形时单位行程内所受的挤压力,采用加大板型的方式进行验证,即延长螺纹成形区,使螺纹多滚动数圈成形。
该产品杆部线径为4.30mm,滚动一圈的周长A=πd=13.5mm。
改进前牙板板型为105mm/90mm ×25mm×25mm,螺纹成形滚动圈数n=90/13.5=6.7;改进后牙板板型为127mm/108mm×25mm×25mm,螺纹成形滚动圈数n=108/13.5=8。
经调试验证后,芯部仍出现开裂现象。
2.2 调机尺寸调整在保证各成形尺寸均满足图样要求的基础上,调机时尽可能控制螺纹外径在中下限,可减小螺纹成形的变形量。
螺纹外径要求6.22mm,改进前实测外径6.15~6.20mm,螺纹成形变形率为(1-4.32/6.182)×100%=51.6%。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑料制品螺钉xx开裂的原因及解决方案
螺钉孔开裂现象一般发生在脆性材料或应力敏感材料或易产生内应力的材料中,如ABS,PC,PC/ABS合金等,分析导致螺钉孔开裂的原因,应该从产品设计(模具设计及模具加工)-原料-加工工艺三方面出发。
1.产品设计方面
①尽量避免在实心螺丝柱上直接打孔或攻丝,设计产品时设计成空心螺丝柱;
②螺丝柱壁厚(肉厚)不够,适当增加壁厚或柱高较高时设置加强筋;
③直角孔口导致攻丝时受力不均,孔口顶端开倒角,孔底也设计倒角;
④适当减小螺纹设计余量,余量过大会导致拧入螺丝或攻丝过程中对螺丝柱压力增大;⑤模具设计问题,导致注塑件的内应力集中在螺丝孔处;
⑥熔接痕(夹水线)位于螺丝孔处,对于这种情况,也可通过调机处理得到解决;⑦成型较大塑料圆孔时,由于模具型芯采用硬质合金材料,塑料孔收缩不均导致产生内应力,螺纹孔一般不出现这种情况
⑧对于有金属内嵌螺纹的产品而言,由于塑料比金属的收缩率大,嵌件冷却后容易撑裂柱子,应根据两种材质的线胀系数及温度变化范围,计算出半径方向上的间隙为
0.3~
0.4mm左右;
⑨对于接触水的有金属内嵌螺纹的产品而言,应确保产品冷却后金属嵌件嵌入紧密,生锈也会导致螺纹柱开裂;
⑩对于形状复杂或者薄壁产品,增大浇注口尺寸,模具浇注口短而粗有利于减少压力损失,改善注塑条件
2.原料问题:
①原料质量差,回收料(水口料、环保料)含量大;
②原料本身不含回收料,供应商造粒时工艺不当导致原料降解;
③原料本身无质量问题,牌号选择不当,改用改性料或高韧性牌号;
④原料本身无质量问题,不同厂家的原料有微小但对产品质量影响很大的差别;⑤某些色母料会加剧内应力问题,仍是原料选择问题;
⑥原料xx玻纤可提高强度;
⑦原料水分含量过高,未充分干燥或吸湿导致加工过程中原料降解,韧性降低;
3.加工工艺的问题:
(请专业调机xx调机)
①提高模具温度,改善熔体流动条件,增强熔接痕强度;
②减小注射压力及保压压力,减少内应力的产生;
③在玻璃化温度以下对制品进行充分热处理,释放内应力,处理时间视处理介质而定;
4.其他外部条件(补充说明)
①根据不同材质的料件设定相匹配的热熔参数(温度、预热时间、下压时间、稳定可控的气压);
②螺母原材料的清洁,(用酒精浸泡的方法)去除表面的油污等;
③螺母外径与螺丝柱内径要相匹配,既要保证扭力和拉拔力符合要求的前提下,又要将螺母和螺丝柱的应力控制在最小。