双色注塑技术的原理及发展
双色注塑原理
双色注塑原理双色注塑是一种将两种或两种以上的熔融状态的塑料材料注射到模具中,使两种或两种以上的塑料材料分层或混合成型的一种成型方法。
它是一种在注射成型机上实现多种颜色或多种材料组合的成型方法。
双色注塑技术的发展为塑料制品的设计和生产提供了更多的可能性,广泛应用于汽车、家电、医疗器械、日用品等领域。
双色注塑原理主要包括模具结构、注射系统、温控系统和控制系统等几个方面。
首先,模具结构是双色注塑的关键。
模具结构需要设计成两腔式或转盘式结构,以便在同一模具上完成两种或两种以上材料的注射成型。
模具的设计需要考虑两种材料的熔融状态、流动性和充型方式,以确保成型品的质量和外观。
其次,注射系统也是双色注塑的重要组成部分。
注射系统需要配备两个或两个以上的塑料化料筒和喷嘴,以分别注射不同颜色或不同材料的塑料。
在注射过程中,需要控制两种塑料的比例、速度和压力,以确保两种塑料能够均匀地混合或分层注射到模具中。
另外,温控系统也是双色注塑的关键。
由于不同的塑料材料对温度的要求不同,因此需要设计合理的温控系统来控制模具的温度。
通过调节模具的温度,可以有效地控制两种塑料的熔融状态和流动性,保证成型品的质量和外观。
最后,控制系统也是双色注塑的重要组成部分。
控制系统需要能够精确地控制注射机的运行状态,包括注射速度、压力、温度和时间等参数。
通过合理的控制系统,可以实现两种塑料的准确混合或分层注射,确保成型品的质量和外观。
总的来说,双色注塑是一种高技术含量的注塑成型方法,它需要模具结构、注射系统、温控系统和控制系统等多个方面的配合和协调。
只有这些方面都能够得到合理的设计和精确的控制,才能够实现双色注塑成型的高质量和高效率。
随着双色注塑技术的不断发展和成熟,相信它将会在更多的领域得到应用,为塑料制品的设计和生产带来更多的可能性。
双色注塑技术及工作原理
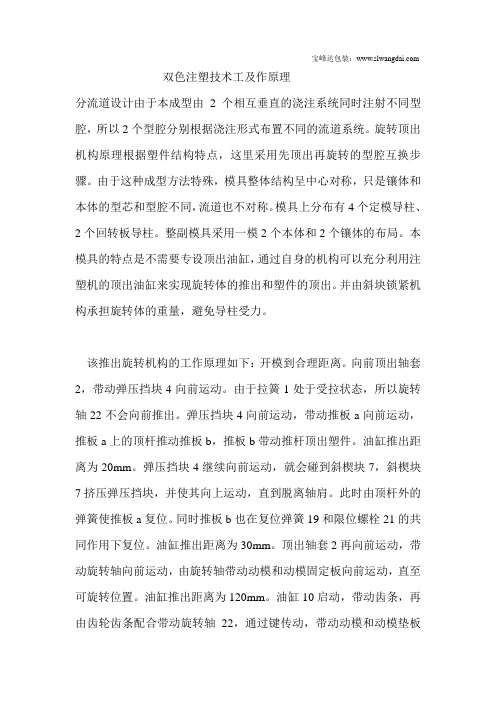
双色注塑技术工及作原理分流道设计由于本成型由2个相互垂直的浇注系统同时注射不同型腔,所以2个型腔分别根据浇注形式布置不同的流道系统。
旋转顶出机构原理根据塑件结构特点,这里采用先顶出再旋转的型腔互换步骤。
由于这种成型方法特殊,模具整体结构呈中心对称,只是镶体和本体的型芯和型腔不同,流道也不对称。
模具上分布有4个定模导柱、2个回转板导柱。
整副模具采用一模2个本体和2个镶体的布局。
本模具的特点是不需要专设顶出油缸,通过自身的机构可以充分利用注塑机的顶出油缸来实现旋转体的推出和塑件的顶出。
并由斜块锁紧机构承担旋转体的重量,避免导柱受力。
该推出旋转机构的工作原理如下:开模到合理距离。
向前顶出轴套2,带动弹压挡块4向前运动。
由于拉簧1处于受拉状态,所以旋转轴22不会向前推出。
弹压挡块4向前运动,带动推板a向前运动,推板a上的顶杆推动推板b,推板b带动推杆顶出塑件。
油缸推出距离为20mm。
弹压挡块4继续向前运动,就会碰到斜楔块7,斜楔块7挤压弹压挡块,并使其向上运动,直到脱离轴肩。
此时由顶杆外的弹簧使推板a复位。
同时推板b也在复位弹簧19和限位螺栓21的共同作用下复位。
油缸推出距离为30mm。
顶出轴套2再向前运动,带动旋转轴向前运动,由旋转轴带动动模和动模固定板向前运动,直至可旋转位置。
油缸推出距离为120mm。
油缸10启动,带动齿条,再由齿轮齿条配合带动旋转轴22,通过键传动,带动动模和动模垫板一起旋转。
旋转角为180。
顶出轴套2回程,通过螺栓3带动旋转轴及旋转机构复位,并由导向机构导向,斜块定位。
合模,进行物料充填。
模具工作的复杂程度和精密度都大大提高了,所以相应的设备成本昂贵,模具设计复杂、精密,成型工艺控制难度增加。
与国外相比,国内双色注塑技术的应用还有待发展,随着国内塑料成型技术的不断发展,塑料双色注射成型技术必将被广泛应用。
双色注塑产品介绍(脏气管总成) PPT

目录
一、双色注塑原理介绍 二、成功开发案例 三、产品结构简介 四、工艺流程 五、材料选择
六、模具设计 七、产品检测设备 八、产品过程控制 九、产品相关重点设备 十、项目小组成员表
一、双色注塑原理介绍1
基本原理: 双色成型主要以双色成型机
得两个料管配合两副模具按先后 顺序经两次成型制成双色产品。
双色注塑二:脏气管上盖
十、项目小组成员表
序号 1 2 3 4 5 6 7 8
姓名 阮宏胜 曹海林 袁雷 方毅明 王绪文 李茂华 潘浩 许峰
团队分工 项目管理
品质 技术 技术 生产 模具 材料 项目管理
公司职位
联系电话
项目经理
0563-4300969
品质科长
项目工程师
设计科长
试制车间主任 0563-4300837
库
7
五、材料选择1
我们推荐上海金发系列工 程塑料PP+TD20,该材料为 加玻璃纤维增强型得PP
PP+TD20材料测试(供应 商提供质保书与定期委外检 测+中鼎检测)
五、材料选择2
我们推荐IDES系列工程塑 料TPV(101-55),该材料对产 品得缓冲减震能起到很好的 效果。
TPV材料测试(供应商提供 质保书与定期委外检测+中鼎 检测)
一、双色注塑原理介绍2
工作步骤: 1、合模,原料A料管射入一次模具成型一次产品
一、双色注塑原理介绍3
工作步骤: 2、产品冷却后开模,产品留在下模,双色成型机将下模旋转180
度,然后合模。
二、成功开发案例
菲亚特343
广汽本田2GA
沃尔沃AD7FR
捷克电装MQB
双色注塑工作原理
双色注塑工作原理
双色注塑工作原理是一种生产工艺,其目的是在同一注塑机上同时注入两种不同颜色的熔融塑料,从而形成具有多种颜色或图案的制品。
下面是双色注塑工作的基本原理:
1. 注塑机调试:首先需要根据制品要求调整注塑机的注射压力、射胶速度、保压时间和温度等参数,并安装好双色注塑模具。
2. 注塑材料准备:准备好两种不同颜色的熔融塑料颗粒,并将它们分别通过喂料斗加入到注塑机的料斗中。
3. 喂料和熔化:在喂料器的作用下,两种颜色的塑料颗粒被分别输送到注塑机的螺杆中。
当螺杆转动时,塑料颗粒在高温下逐渐熔化。
4. 注射:当两种颜色的塑料颗粒完全熔化后,注塑机的螺杆向前推进,将熔化的塑料注入到注塑模具的腔室中。
5. 塑料冷却:在注塑模具中,熔化的塑料开始冷却和凝固。
根据需要,可以使用冷却系统或冷却喷嘴来加快塑料的冷却速度。
6. 开模和取出:当塑料完全冷却后,注塑模具打开,将成品取出。
通过以上步骤,就可以实现双色注塑的工作原理。
值得注意的是,双色注塑工艺需要使用特殊的双色注塑模具,并且要求两
种颜色的塑料具有相同的熔融温度和流动特性,以确保制品的质量和外观。
模具设计结构设计必备知识:双色注塑模具介绍
模具设计结构设计必备知识:双色注塑模具介绍1双色注塑模具简介双色注塑产品以其较传统注塑优良的结构和外观,得到越来越多人的认可,其主要的优点如下:A.产品精度高,品质稳定;B.结构强度好,耐久性佳;C.配合间隙小,良好外观;D.实现降低成本与作为复合部品提升附加价值。
其成型种类可分为双色成型和混色成型,按照实际的需求又可分为以下五种:1.产品功能的要求.例如电源开关,手机按键,汽车开关等,要求 LED部分能够透光.2.改善手感.一些手持终端使用RUBBER比较舒适.。
3.产品局部区域需要电镀,常用於手机按键,将电镀部分做ABS,不需电镀的部分做成PC或其它材料.。
4.增加美观,如一些双色按键及外观件的Logo,既漂亮又不用担心被摩擦掉.5.产品的上盖与视窗一体成型.如手机,MP3,MP4等电子产品。
2双色注塑的原理:双色注塑的原理:双色注塑主要以双色注塑机两只料管配合两套模具按先后顺序经两次注塑成型制成的产品。
其主要工作步骤如下:1.A原料经A料管注入1次成型模制成单射产品A.2.经周期开模,产品A留於公模,成型机动模板旋转至B后合模.3.B原料经B料管注入2次成型模制成双射成品,开模顶出.其成型周期如下图定模(唧嘴处)不动,动模完成1次注塑冷却后,1次注塑产品的水口自行切断,从A料管旋转至B料管进行二次注塑,冷却后顶出,完成一个成品制作周期;两套模具动模部分相同,定模结构不同。
首次注塑,A料管射出,B料管不射出,旋转一次后进入成型周期。
如下图,双色注塑模具按照模座不同又可分为分体模和连体模,如下图A和图B,而这的主要区别是:分体模:双色或多色模具的母模是有几色就有几套模座。
(分体模就一二次成型分开的模具。
两套以上的单独模座。
)连体模:双色模具因复杂结构的需要,即两色间局部肉厚相互交错,需要特殊结构(中转轴)做交换使用而必须放置同一模座才能实现结构的需要。
(连体模就是一套模座)3双色模材料的选择:材料的选择:原则上要求二次料的熔融温度要低於一次料的熔融温度,防止二次射出时产生熔胶一次料可选:PC.ABS.PC ABS.PMMA,二次料可选:PC.ABS.PC ABS.PMMA.TPU收缩率的选择:一般来说,双色模具的缩水率取决於一次材料,二次材料和一次材料选用相同的缩水率.一次材料为ABS(通常缩水率为0.5%),二次材料为TPR(通常缩水率为1.7%),双色模具中,二次料不会收缩太多,通常选用0.5%的缩水率。
双色模具注塑原理
双色模具注塑原理
双色模具注塑是一种先进的注塑技术,它可以使产品在注塑成型时同时具有两种不同的颜色或材料。
这种技术在塑料制品生产中得到了广泛的应用,可以生产出更加美观和功能性更强的产品。
双色模具注塑的原理是利用一台注塑机和两个或多个注射装置,通过交替注射不同颜色或材料的塑料,使得产品在成型过程中可以同时具有两种不同的颜色或材料。
这种技术需要精密的模具设计和注射控制,以确保两种塑料能够准确地注射到模具中,并且能够完美地结合在一起。
在双色模具注塑中,首先需要设计好产品的结构和颜色分布,然后制作出相应的双色模具。
在注塑成型过程中,注射装置会交替注射不同颜色或材料的塑料,模具会根据设计要求将两种塑料结合在一起,最终形成具有两种颜色或材料的产品。
双色模具注塑技术可以生产出各种类型的产品,例如汽车零部件、家用电器配件、日用品等。
这种技术不仅可以提高产品的美观度,还可以增加产品的功能性,例如在产品的外壳上使用不同颜色的塑料来标识不同的功能区域,或者在产品的表面上使用不同材料的塑料来增加产品的抗磨损性能。
总的来说,双色模具注塑技术是一种先进的注塑技术,它可以生产出更加美观和功能性更强的产品。
随着注塑技术的不断发展,相信双色模具注塑技术在未来会得到更广泛的应用,为塑料制品行业带来更多的创新和发展。
双色注塑原理
双色注塑原理
双色注塑是一种特殊的注塑工艺,它能够在同一个注塑模具中同时注入两种不同颜色的塑料材料,从而制造出两种颜色的注塑制品。
双色注塑的原理主要包括以下几个步骤:
1. 注射:首先,将两种不同颜色的塑料颗粒分别放入两个不同的注射机的料斗中。
然后,通过注射机的加热筒将塑料颗粒加热熔化,形成可注入的塑料熔融物。
2. 混色:将两个注射机的喷嘴分别插入注塑模具的进气道中,并通过控制两个注射机的活塞来实现交替注射。
在交替注射的过程中,两种不同颜色的塑料熔融物会在模具的腔道中混合,从而实现两种颜色的注塑制品。
3. 冷却:注射结束后,模具中的塑料制品会立即开始冷却。
冷却过程中,塑料会固化,并与模具表面形成一定的结构。
4. 脱模:当塑料制品完全冷却后,即可进行脱模。
将注塑模具分开,将制品取出。
总结起来,双色注塑的原理就是通过交替注射不同颜色的塑料材料,并在模具中混合、固化、冷却,最后取出制品。
这种工艺可以制造出具有高科技含量和良好外观效果的产品,广泛应用于汽车、电子设备、家用电器等领域。
图文详解双色注塑技术-20200609
2.双色单模
3.抽芯式双色模
4.混料成型双色
模
5.双料夹层双色模
混色射枪(单一模)
材料混成的亲和性
第一射成型
第二射成型公模互换取第一射料头
首先注射第一种材质,再通过第二色型腔完成双色成型
二色进料口
一色进料口
顶针板
两块顶出
结构分别
脱模一模二
穴型腔,
不一样,
分别成
型一/二
色材料
Shot2射台
Shot1射台转盘
转盘
变形
变形
PC材质热变形130度.Shot2硅胶在通过浇口进入模腔时的温度已超200度.a处在此种状况下,所能承受的力是极有限的.
a
流道强度小
流痕。
Dual color injection
成品材質 ABS+壓克力
成品重量 (參考) 21g
Status 加工中
Tooling start
T1
7
LITON
Jaguar
2004/2/19 2004/3/25
8
雙色
LITON
Jaguar
ABS
28g
加工中
2004/2/19 2004/3/25
9
雙色
LITON
Jaguar
ABS+壓克力
17.5g
加工中
2015/2/6
雙色成型原理
• Dual color injection-1.AVI • Dual color injection-2.AVI
2015/2/6
雙色成型原理
雙色成型機 注 射 機 可 動 側
定位裝置 注 射 機 固 定 側
2015/2/6
Байду номын сангаас
應用
LITON - JAGUAR • 此雙色模具已於去年度LITON就先要MPT先行評估 開模之可行性 • 以前MPT沒有開過雙色模具,而且這個產品在模具 尚需設計一個特別的機構,和一般雙色模不同,所 以就先進行設計的study工作 • 經過多次檢討及收集相關資料後,決定以這個產品 來進行雙色模具的開模,這算是一組試驗性的模具 • 因為順德並無雙色成型機,目前只有昆山廠有此設 備,去年在此模具完成後,就運到昆山進行試模, 試模的結果是成功的 • 目前這個案子的訂單已正式下給MPT ,總共有11 組雙色模,預定3月底進行試模 • 設備 – 目前昆山有一部200噸的雙色成型機 – 預定4月中旬,昆山及順德各增加一部200 噸的雙色成型機 – 以目前所接到的訂單來看,機台的到位時間和 數量可能會對試模及量產有所影響,需加以評 估
双色注塑工艺原理
双色注塑工艺原理
双色注塑工艺原理是指在同一模具上通过两个或多个不同颜色
的塑料料料,在同一注塑周期内注塑成型,从而制成具有两种或多种颜色的产品的一种注塑工艺。
该工艺的原理主要包括以下几个方面: 1. 模具设计方面:双色注塑模具是由2个或2个以上的注塑模
具组成的。
模具的结构、尺寸、定位等方面要考虑到双色注塑工艺的要求。
2. 注塑机方面:双色注塑机为二联机,该机具有两个注射装置
和两个移动板,操作方便,具有高效率和成品率。
3. 塑料材料方面:双色注塑产品材料一般选择两种不同颜色的
塑料料,但也可以选择相同颜色的,但添加不同的颜色剂。
4. 注塑工艺方面:注塑过程中先注射一种颜色的材料,待第一
种材料注塑完成后,再注射另一种颜色的材料,两种颜色的材料在模具中混合,并在一定的温度和压力下,形成双色注塑产品。
5. 模具的维护保养方面:双色注塑模具的维护保养十分重要,
模具在使用过程中需要定期清洗、涂油等操作,以确保模具的正常使用寿命和注塑产品的质量。
总之,双色注塑工艺原理是通过模具设计、注塑机、塑料材料、注塑工艺和模具的维护保养等多方面因素的综合作用,实现在同一注塑周期内制造出具有两种或多种颜色的产品。
该工艺广泛应用于汽车、家电、电子、医疗设备等领域。
- 1 -。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
双色注塑技术的原理及发展
作者:张林
摘要:双色注塑成型,是指将两种不同色泽的塑料注入同一模具的成型方法。
它能使塑件出现两种不同的颜色,并能使塑件呈现有规则的图案或无规则的云纹状花色,以提高塑件的实用性和美观性。
双色注塑成型作为现代工业中一种十分重要的加工法,用以生产各种板料零件,具有很多独特的优势,其成型件具有自轻重、刚度大、强度高、互换性好、成本低、生产过程便于实现机械自动化及生产效率高等优点。
关键词:双混色注塑成型;双花纹注塑成型;双色模具
引言
现代双色注塑生产是一种大规模继续作业的制造方式,由于高技术的参与和加入,双色注塑生产方式由初期的手工操作逐步转化成集团制作。
生产过程逐步实现机械化、自动化、并且正在向集团化的方向发展。
实现自动化双色注塑作业,体现安全、高效、节材等优点,已经是双色注塑发展的方向。
1.双色注塑成型原理
1.1双混色注塑成型
图1所示为双混色注塑成型原理。
它有两个料筒,每个料筒的结构和使用均与普通注塑成型料筒相同。
每个料筒都有各自的通道与喷嘴相通,在喷嘴通路中还装有启闭阀2,4。
成型时,熔料在料筒中被塑化好后,由启闭阀2、4控制熔料进入喷嘴的先后顺序和排出料的比例,然后由喷嘴处注射入模腔。
便可得到各种混色效果不同的塑料制品。
图1:双混色注塑成型原理
1—喷嘴2—启闭阀3—料筒4—启闭阀5—料筒
1.2双花纹注塑成型原理
图2所示为双花纹注塑成型原理图。
它也有两个料筒1和5,其喷嘴结构有些特殊,它除了有通常喷嘴的功能外,还能由安装在后部的齿轮3带动旋转。
成型时,料筒1、5中分别塑化不同色彩的熔料,而齿轮3带动回转轴4回转,使不同色彩的熔料交替进入模腔,从而得到由中心向四周辐射形式的不同颜色和花纹的塑料制品。
图2:双花纹注塑成型原理
1一料筒2—喷嘴3—齿轮4一回转轴5—料筒
2.双色模具
双色模具是指两种塑胶材料在同一台注塑机上注塑,分两次成型,但是产品只出模一次的模具。
一般这种模塑工艺也叫双料注塑,通常由一套模具完成,且需要专门的双色注塑机。
具体要求是:
(1)母模的两个形状是不同的,分别成型1种产品,而公模的两个形状完全一样。
(2)模具的前、后模以中心旋转180o后,必须吻合。
(3)前模面板加A板的总厚度不能少于170mm。
(4)三板模的水口最好能设计成可以自动脱模动作。
(5)在设计第二次注塑的母模时,为了避免二次母模插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。
但是必须慎重考虑每一处封胶位的强度。
(6)注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个公模压得更紧,以达到封胶的作用。
3.双色注塑的发展
几十年来,双色注塑技术有了飞速的发展,它不仅表现在许多新工艺与新技术在生产的广泛应用上,更表现在人们对双色注塑技术的认识与掌握程度的重大飞跃。
在吸收了力学、数学、金属材料、机械科学及控制、计算机技术等方面的知识后,已经形成了双色注塑学科的成型基本理论。
以双色注塑产品为龙头,以模具为中心,结合现代先进技术的应用,在产品的巨大市场需求刺激和推动下,双色注塑成型技术在国民经济发展、实现现代化和提高人民生活水平方面发挥着越来越重要的作用。
参考文献:
[1] 汪克飞, 杜济美, 程德华. 我国紧固件行业模具生产现状[J ] . 模具技术, 1992.
[2]林清安《Pro/Engineer 中文野火版2.0教程塑料模具设计》.清华大学出版社,2005.
[3] 叶久新、王群主编《塑料制品成型及模具设计》湖南科学技术出版社2005年8月.
[4] 《塑料模设计手册》编写组. 塑料模设计手册. 机械工业出版社,1994.
[5] 唐志玉. 模具设计师指南. 国防工业出版社,1999.。