moldflow-准确度经验阐述-叶继岙
moldflow分析案例解读

水路排布: 增加水路/支流; 改变位置
水温: 可设定到3种不同的温度
增加入子(insert)
流动率
保压分析
保压分析
保压分析最好在完成了零件的填充优化、流道
的尺寸优化、流道平衡和冷却分析后再进行。
MPa
选择保 压压力 , 设
定保压 曲线 , 进行
保压模拟分析。
保压曲线
temperature )
• 填充结束时的凝固层系数(Frozen layer
fraction )
• 胶料来源(Grow from)
• 填充结束时刻的压力(Pressure )
结果解释
中间数据结果
记录填充和保压过程中的多个时刻的结果。默
认设置是在填充阶段和保压阶段各记录20 个数据
点。可设置的中间结果的数量范围为0 到100。默
根据此图相应的调整冷却系统及浇注系统可以得到更好
的保压效果。
体积收缩 Volumetric Shrinkage
左图显示的是各
处的体积收缩百
分比。
作用: 体积收缩越均匀产品质量越好,翘曲量越小,收
缩不均可能产生局部严重缩水、凹痕等缺陷。根据图中
显示的收缩量,相应调整保压曲线,可以获得更好的保
压效果。
• 随时间降低压力一直降到浇口处为零
曲线保压
• 何时采用曲线保压曲线
• 当机器有能力时
• 当产品壁厚变化不大时
• 当翘曲很重要时
保压术语
实际注射时间
实际注射时间
制作保压曲线
• 最佳化
• 产品填充
• 流道平衡
• 冷却
• 确定初始保压压力
• 以机器最大锁模力的80%作为保压压力最大值(公
moldflow2
第二章模流分析准确性2.1 MF分析的准确性一、如何评价MF准确性实际注塑成型有多种变动因素。
人、机、料、法、环、测(人为因素、机台和模具、物料、方法、环境、检测)都会带来误差,影响MF的准确性评价。
造成评价误差的原因主要有6个因素:a) 人(Man):操作者对模流分析的认识、技术熟练程度、机台的误操作等;b) 机器(Machine):机器设备、模具的精度、稳定性和维护保养状况等;c) 材料(Material):材料的成分、稳定性、物理性能和化学性能等;d) 方法(Method):这里包括加工工艺、操作规程等;e) 测量(Measurement):测量时采取的方法是否标准、正确;f) 环境(Enviroment):工作地的温度、湿度、季节等。
由于这五个因素的英文名称的第一个字母是M和E,所以常简称为5M1E。
6要素只要有一个发生改变就必须重新计算。
评价时,肯定会忽略一些因素,因此对软件的评价只能是近似的。
有时,注塑系统的误差噪声干扰,会验证影响评价模流分析的准确性。
考查MF准确性要有可比性,保证与实际前提条件一致。
什么情况下不具有可比性呢?当模型几何、材料数据、参数设置等与实际情况不一致时,模拟结果和实际结果是不具有可比性的。
进行对比时,不要用软件的缺省设定和注射机的设定值,而是要机台的实际测量值,如模温、料温的实测值。
模拟工程师要进行现场勘查,跟踪产品设计、模具设计、试模及实验的实际情况。
通过数据跟踪,才能保证跟实际情况完全一致,避免在模拟过程中走弯路,导致重复徒劳的工作。
在试模过程中,要利用压力、温度传感器测量实际的注射压力、模温、料温等条件,不要简单记录设定的工艺条件。
因为设定值和实测值是有区别的。
在测量制品尺寸时,要考虑夹具对制品变形的影响。
工程误差都有一个许可范围,只要模拟结果处于许可范围之内,一般都是可以接受的。
有时,工艺卡上的各种成型工艺参数值都是在注塑机上的设定值,而并非实际值。
Moldflow高精度高效率分析
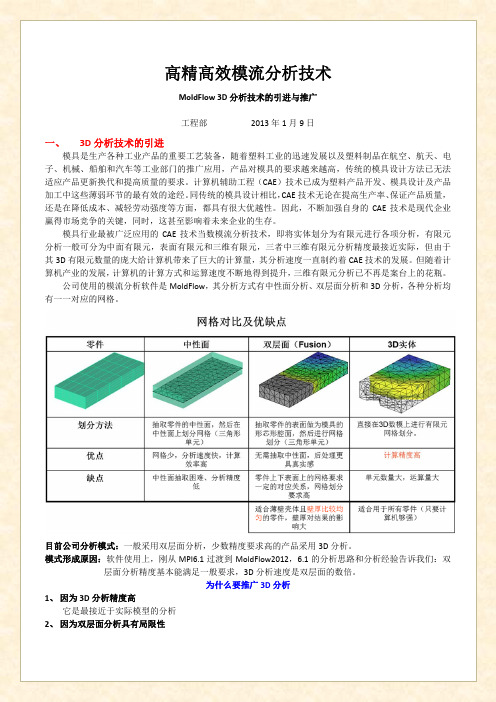
高精高效模流分析技术MoldFlow 3D分析技术的引进与推广工程部 2013年1月9日一、 3D分析技术的引进模具是生产各种工业产品的重要工艺装备,随着塑料工业的迅速发展以及塑料制品在航空、航天、电子、机械、船舶和汽车等工业部门的推广应用,产品对模具的要求越来越高,传统的模具设计方法已无法适应产品更新换代和提高质量的要求。
计算机辅助工程(CAE)技术已成为塑料产品开发、模具设计及产品加工中这些薄弱环节的最有效的途经。
同传统的模具设计相比,CAE技术无论在提高生产率、保证产品质量,还是在降低成本、减轻劳动强度等方面,都具有很大优越性。
因此,不断加强自身的CAE技术是现代企业赢得市场竞争的关键,同时,这甚至影响着未来企业的生存。
模具行业最被广泛应用的CAE技术当数模流分析技术,即将实体划分为有限元进行各项分析,有限元分析一般可分为中面有限元,表面有限元和三维有限元,三者中三维有限元分析精度最接近实际,但由于其3D有限元数量的庞大给计算机带来了巨大的计算量,其分析速度一直制约着CAE技术的发展。
但随着计算机产业的发展,计算机的计算方式和运算速度不断地得到提升,三维有限元分析已不再是案台上的花瓶。
公司使用的模流分析软件是MoldFlow,其分析方式有中性面分析、双层面分析和3D分析,各种分析均有一一对应的网格。
目前公司分析模式:一般采用双层面分析,少数精度要求高的产品采用3D分析。
模式形成原因:软件使用上,刚从MPI6.1过渡到MoldFlow2012,6.1的分析思路和分析经验告诉我们:双层面分析精度基本能满足一般要求,3D分析速度是双层面的数倍。
为什么要推广3D分析1、因为3D分析精度高它是最接近于实际模型的分析2、因为双层面分析具有局限性A 、 双层面对网格质量要求高:平均纵横比需小于 6;对于流动分析,网格匹配率必须高于 85%;而对于翘曲分析,则必须高于 90%。
对于我们公司的一般产品而言纵横比修到6,要花上大量时间;一般网格匹配率很难高于85%。
Moldflow全面解决方案

MPI/Cool
优化模具冷却系统设计分析,实现均匀冷却以实现精 确的产品尺寸和最小的成型周期
MPI/Warp
分析翘曲变形的形状以及翘曲变形量是否满足设计要 求,也可分析产品的缩水率
DESIGN SOLUTIONS
模块介绍
MPI/Stress
整合产品成型的影响进行结构分析,从而对结构的评估 更全面准确
MPI 用户:
财富500强60% 均为Moldflow全球用户 分布在全球39个国家超过10000家用户,所以值得信赖 广泛应用于汽车、医疗、3C、航空航天等各行各业
DESIGN SOLUTIONS
求解器技术
Midplane
针对薄壳件产品分析,需抽取中间面,Moldflow也提 供自动抽取中间面工具
PA66 + 15%玻纤
严重滞流
温度严重下降,实 际纤维外露严重
DESIGN SOLUTIONS
花纹类缺陷分析
银纹、发红、流痕等外观缺 陷既与材料有关也与成型有 关 Moldflow分析最合适的计 量防止料驻留时间过长降解 Moldflow分析最佳料温 Moldflow分析最佳进料系 统(浇口位置、尺寸、流道 尺寸以及布置),以获得最 佳压力、剪切速率 Moldflow可以分析查找此 类缺陷是产品设计问题、模 具设计问题还是成型工艺问 题
DESIGN SOLUTIONS
Plastics are everywhere
基于Moldflow优化设计流程
3
CAD集成工具
2
产品设计优化验证 模具设计方案优化 工艺优化 结构分析优化
•材料选择 •外观优化 •结构优化
CAE 小组 R & D研发
4
装配、交货
moldflow分析报告解读

250.000000 deg.C 300.000000 deg.C 50.000000 deg.C 100.000000 deg.C 50000.000000 1/s 0.4500000 Mpa
產品模型簡介
產品長寬高約為303*189*58mm,大部分肉厚較爲均勻,基本肉厚為2.6mm。但局部區域 較厚,達6.0mm以上(如左圖),可能會發生嚴重縮水問題;局部大面積區域較薄,僅 0.9mm左右(如右圖),可能會發生嚴重滯流問題。
充填時間(點擊Fill time圖面即可播放動畫)
Original1
充填時間約為2.2秒,充填流動不太平衡。箭頭指示處為最後充填區域。圈示處的薄肋發 生嚴重滯流現象,導致產品短射。歸因於此肋太薄(僅0.9mm左右),而澆口又距離此肋 太近,塑膠流動到該處時受到極大阻力而停滯不前並迅速凝固了。實際試模中用GE PPE +PS+40%GF的塑膠可能勉強填滿,但成型窗口很窄,仍可能短射,對此應高度重視。
公母模側表面溫差
Original1
從圖中可知,公母模側 表面溫差較大,會使產 品公母模側收縮不均一 而導致翹曲變形問題。
產品凝固需要的時間
Original1
上面兩圖表示的是從循環周期開始到產品完全凝固所需要的時 間。開模時圈示的幾個區域仍未凝固(如右圖,大部分區域在 16s内就可以凝固),而最長凝固時間竟達80s左右(也正是產 品上最厚的區域),故必將有嚴重縮水發生。
由圖中可知,水溫升高較小 (進出口水溫差在兩度以 内),冷卻水路的長度設計 是可以達成冷卻要求的。成 型時不要爲了省事而將水路 串聯起來,否則會導致水路 過長水溫持續升高而降低冷 卻效果。
公母模側表面溫度分佈
Original1
MOLDFLOW技术正确应用
Moldflow软件在一次充填分析后会给出推荐的螺杆注射曲线 (recommended ram speed profile),若能正确用之使熔胶前沿恒常 推进,成型品质自可更佳;反之,差之毫厘谬以千里!试简述之:
Ø10
30
60
100
60
一模一腔的模具,熔胶自一10mm直径 x 30mm长的热流道进 入模具,型腔的公称厚度是1.3mm,分上、下游两个区域,上游区 30mm宽x100mm长,下游区60mm宽x60mm长(请注意,下游区宽 度是上游区宽度的两倍)。
注塑成型冰箱PS置物盒 螺杆速度对行程曲线的优化
及六段螺杆速度的设定
所用注射机规格
2. 震雄Supermaster 射胶量硬胶(g) 螺杆直径(mm) 射胶压力(Kg/cm2) 射出率(g/sec) 射出速度(mm/sec) 螺杆行程(mm) 螺杆转速(rpm) 塑化能力(g/sec) 锁模力(ton) 开模行程(mm) 模板最大距离(mm) 容模量(mm*mm) 连接柱内距(H*V, mm) 油压顶针(ton*mm)
Supermaster SM-600 注塑机可配料筒有二:
1.射胶量2658g(螺杆直径93 mm) 射料量/射胶量=727g/2658g = 27%
2.射胶量2117g(螺杆直径83 mm) 射料量/射胶量=727g/2117g = 34%
塑料经过2项之射胶量2117g(螺杆直径83 mm) 料筒较不易降 解,建议采用之。
注射压力对注射时间的U-型曲线必须在 获得螺杆速度对行程的优化曲线后求得
同一注射时间 下,不同的螺杆速 度对行程的设定所 须充模的最低射压 不同。 不可以异于 螺杆速度对行程优 化曲线的设定(如恒 定螺杆速度)寻得优 化的注射时间。 否 则,该寻得的注射 时间并非最佳的注 射时间。
moldflow准确度经验阐述叶继岙知识分享
MF :壁厚1.8mm 分析注塑 压力为180MPA 显示无法成型 说明MF 对壁厚产品和特别高 产品是无法预测准确。
冰箱壳
名称:冰箱壳 材料:PC+ABS 壁厚:2.5mm 熔接线:模流分析很准
这类产品模流分析是非常准的,产品流量与产品表面 熔接线位置。 解决方案:提高型腔模问来解决熔接线问题。
综合来说:模流分析软件是时代进步产物,只要利用得体 ,对企业带来效率是无可厚非 的,(模流分析准确与否是与模具经验结合才能体现出来)利大于弊。 下面用实例来阐述问题点。
薄壁产品
名称:垃圾桶
材料:PP40 壁厚:1.5mm 高度558mm 周长:620mm Moldflow:压力180MPA 锁模力为1520T 问题点:模流3D分析无法 真实反馈产品成型问题
前保险点位设计
前保险杠点位设计为7点阀试(避免上图色差 应力 缩痕)等缺陷。保险杠分析准确 度与产品A面面积有关。面积小 分析准,面积大 分析稍微偏差。
手机外壳
手机外壳:分析是比较准确,提前 应用模流分析,把熔接线控制在 R角位置,产品强度非常好且熔接线 比较淡
谢谢查看高端模流点评 下次更新更多点位信息
前保险杠
说明:保险杠产品面积比较大容易出现缺陷:色差 熔接线 应力 量斑 缩痕 如图保险杠图片来源:互联网 点位说明:6点设计不合理。
前保险要求
如图位置不能有缩痕
要求:第一:截图位置不能有缩痕(浇口3尽量下移)。第二 产品填充料不能对冲容易 导致应力(浇口2与浇口1 设计不合理)。第二 浇口距离不能太远 有色差(浇口2与浇口 3太远)综合分析 上图点位设计不合理,失败设计。
Moldflow准确度阐述 叶继岙技术讲坛
Moldflow四化标准
Moldfow四化标准
浇口晕的研究 定义:浇口晕指浇口上表面产品出现亮斑通常为云状色变。
产生原因:由于剪切速率较大 熔胶破折导致。
解决方案:1改变浇口进胶尺寸。减少剪切速率 3提高模具温度 工艺方案:模温机来调节温度到目标温度,调整工艺曲线,进胶 位置采用低速 最高速,通常出现在ABS料。 MF标准:剪切速率与剪切应力在材料范围内,模具温度达到模具 目标温度。
产生原因:料流过产品避免不一致的时候导致流动前沿加速与迟滞的产品缺陷 或是两股料流相遇下条件下温度不一致导致色差。
解决方案: 减少产品壁厚差异或过度减少壁厚使的料流过产品壁厚差异地区温 度差在5度之内,2两股料流温度可以调整工艺曲线放哪或改变浇口位置来改善 外观要求:色差对于平板件来 喷漆 或电镀 皮纹等表面处理都很难去掩盖产品 表面缺陷,特是产品熔接线处色差更加严重的影响产品表面质量。 基准化标准:体积温度控制在5度之内,2两股料流相遇区域温度相差不超过3度 就是温差梯度不大于0.98度。 注:有色差地方提前预防来改善浇口位置与流道速率。 9
解决方案: 1 采用层流于湍流流动趋势,避免混合流动趋势。2减少产品流动距离 流动距离过长会导致流动不稳定,改变浇口尺寸与流动长度。 材料方面: 合理调节EPDM的含量来改善。 MF方案: 查看平均速度与流动前沿温度。 5
Moldfow四化标准
顶针印的研究 产生原理;产品填充对顶针的包裹力导致产品顶出力大于产品承受力,导致变形。 发生位置:1浇口附近 2 筋位较多处。 位置解释:浇口附近产生顶针印由于1 浇口附近剪切热过多 2 浇口附近压力较大 3 产品结构转弯较多 4产品末端保压不足 综合4个方面的原因会导致产品缺陷发生 筋位产生顶针印由于1筋位过保压导致包裹力很大,顶出时产品承受力不够导致。 基准化标准: 剪切温度大于20度 压力80MPA 产品末端保压不主 2 筋位过保压。 MF标准:产看体积温度与浇口压力 2查看体积收缩为过保压。 解决方案:浇口处符合上述条件 顶针给为顶块 2筋位过保压 给浇口位置或加一个 浇口使流动更均匀。 注: 浇口附近顶针印符合上述4个条件。 6
moldflow软件操作-叶继岙技术讲坛
大家好:模流分析初学者来说还是比较困难的,因为他们不知道软件怎么去操作 学起来比较费劲,下面简单操作,希望更多的人能够学习。但是模流分析还是比较 难学的,因为一个合格工程师必须知道注塑缺陷解决方案(注塑缺陷预防方案) 模具设计经验和模具工等等,特别对热流道成本控制与产品质量的把握,是非常不 容易的一门科目。 一个优秀模流分析工程师:有2年注塑调机经验。3年模具工经验与3年模具设计水平 精通模流分析操作、精通注塑缺陷、精通热流道报价。要站在项目角度来节约成本 控制成本,(这样的人是非常难得)。 本人精通这行业出神入化,到了一种境界(看到产品就知道点位放什么地方、热流道 需要几点、热流道开放式还是阀试系统、产品是否变形、产品是否缩痕、等等情况) 看到产品头脑很清晰,分析是为了预测我的想法是否最优。你们一定要记得:要做有 策划的分析,不要让分析来指导你)。
这是2012版本Biblioteka 件工作界面第一步骤导入UDB 文件
第二步骤生成网格(边长输入 小产品3 保险杠10来划分)
第三步骤网格好了 然后看看是否有自由变. 重叠边
谢谢查看注塑参数分享 下次更新更多分享信息
MoldFlow2010使用经验_计算机硬件及网络_IT计算机_专业资料
自动几何造型工具
2、Moldflow Plastic Insight(MPI)
1.集成的用户界面
2.CAE模型的获取
3.分析功能简介
3、Moldflow Plastic Xpert (MPX-Moldflow注塑专家)
MPX是专门为优化注塑生产过程而设计的。MPX提供非常实用的功能如自动试模、工艺优化、制件质量的自动监控和调整。它用
的资源;但多内核也可以多开几个窗口,几个方案一起分析
1、Moldflow Plastic Advisers(塑件顾问系列)
The Moldflow Part Adviser(塑件顾问)
塑件顾问使制件设计者在产品初始设计阶段就注意到产品的工艺性,并指出容易发生的问题。制件设计者可以了解到如何改变
壁厚、制件形状、浇口位置和材料选择来提高制件工艺性。塑件顾问提供了关于熔接痕位置、困气、流动时间、压力和温度分
布的准确信息。
The Moldflow Mold Adviser( 模具顾问)
它可以设计浇注系统并进行浇注系统平衡、可以计算注塑周期、锁模力和注射体积。可以建立单型腔系统或多型腔系统模具。
Mold Adviser ( Part Adviser 的升级产品)
主要特征和优点:
分析主流道、分流道和浇口
计算注塑周期、锁模力、注塑量
所谓双面流是指将模具型腔或制品在厚度方向上分成两部分,有限元网格在型腔或制品的表面 产生,而不是在中面。相应的,与基于中面的有限差分法是在中面两侧进行不同,厚度方向上的有限差分 仅在表面内侧进行。在流动过程中上下两表面的塑料熔体同时并且协调的流动,其模拟过程如图2所示。
系统化的技术取代了传统的试模并消除了因生产条件的不稳定而导致的废品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
前保险点位设计
前保险杠点位设计为7点阀试(避免上图色差 应力 缩痕)等缺陷。保险杠分析准确 度与产品A面面积有关。面积小 分析准,面积大 分析稍微偏差。
手机外壳
手机外壳:分析是比较准确,提前 应用模流分析,把熔接线控制在 R角位置,产品强度非常好且熔接线 比较淡
谢谢查看高端模流点评 下次更新更多点位信息
综合来说:模流分析软件是时代进步产物,只要利用得体 ,对企业带来效率是无可厚非 的,(模流分析准确与否是与模具经验结合才能体现出来)利大于弊。 下面用实例来阐述问题点。
名称:垃圾桶 材料:PP40 壁厚:1.5mm 高度558mm 周长:620mm Moldflow:压力180MPA 锁模力为1520T 问题点:模流3D分析无法 真实反馈产品成型问题 经验判断:产品壁厚在1.8mm 成型没问题。 MF :壁厚1.8mm 分析注塑 压力为180MPA 显示无法成型 说明MF 对壁厚产品和特别高 产品是无法预测准确。
薄壁产品
第二:产品必须要考虑型芯偏移,真重 要,等注塑压力很好,模具型芯就会偏 导致成型一边有飞边(飞边部分产品厚) 解决方案:一定保证料对型芯左右作用 力对称,第二模具钢材要好,第三平衡 块设计要非常平衡。
冰箱壳
名称:冰箱壳 材料:PC+ABS 壁厚:2.5mm 熔接线:模流分析很准
这类产品模流分析是非常准的,产品流量与产品表面 熔接线位置。 解决方案:提高型腔模问来解决熔接线问题。
Moldflow准确度阐述 叶继岙技术讲坛
模流分析准吗?
很多moldflow 爱好者或工程师好奇与怀疑角度去看这行业。今天我给你们准确答复 1:moldfow是人开发软件,是工程试叠加软件(有其利也其弊)。 2:弊端:模流分析无法考虑模具热量损失,也无法考虑模具阻力(流道 型腔气压阻力) 模流分析软件无法考虑壁厚厚产品正确收缩与后变形等等。 3:利:软件可以简单模拟中小产品(壁厚在2.5mm比较准确,能准确预测产品变形) 当壁厚比较薄或比较厚条件下(采用3D形式流动比较准确)。 Moldflow 软件可以直观预测产品风险,大大提供产品开模效率,减少开模风险。这点 是无可置疑的。
前保险杠
说明:保险杠产品面积比较大容易出现缺陷:色差 熔接线 应力 量斑 缩痕 如图保险杠图片来源:互联网 点位说明:6点设计不合理。
前保险要求
如图位置不能有缩痕
要求:第一:截图位置不能有缩痕(浇口3尽量下移)。第二 产品填充料不能对冲容易 导致应力(浇口2与浇口1 设计不合理)。第二 浇口距离不能太远 有色差(浇口2与浇口 3太远)综合分析 上图点位设计不合理,失败设计。