模具制作规格书
模具规格书
_______模具规格书版次:一、规格书正文二、模具基本资料三、进浇分析各单位与会代表:制模厂:___________代表1签:_____代表2签: _____注塑厂:___________代表1签:_____代表2签:_____产工单位:___________代表1签:_____代表2签:_____模具规格书开模用A:产品资料产品机种:_____________________________产品名称:_______________________ 产品发图次数:_____日期: _____________投影面积:_____ mm2产品重量:_____ g 生产数:_____k平均肉厚:_____mm开模目的:□试做□更新□量产成型样品:□有□无验证:□否□是B:成型材料塑料:_____厂商名:_____等级规格:_____防火等级:_____收缩率 L_____‰,w _____‰比重:_____ g/mm3颜色:_____目标成型周期:_______sec模温:_____°CC:成型机资料品牌:_________型号: ____________吨数:_____T可塑化能力:______ kg/hr 射出容量_____g定位环:θ_____mm喷嘴:孔径θ_____mm球半径SR:θ_____mm哥林柱间隔:_______*_______mm容模范围:最小_____ mm 最大_____ mm开模行程:___________ mm击出形式:□公制□英制□非标准_____其它:______________________________D:制模时间(制模期:_________天)开模日期:__________第一次试模日期:__________ 生产日期:__________E:模具资料1) 模具编号:__________2) 模具材料a 模胚供应商:__________b 母模仁材质:_________HRC洛氏硬度:__________ 表面处理: __________c公模仁材质:__________HRC洛氏硬度:__________ 表面处理: __________d行位材质:__________ HRC洛氏硬度:__________ 表面处理: __________特别入子(BeCu铍铜/Al Alloy合金等等):__________位置:____________________ HRC洛氏硬度:__________f模具尺寸__________L*__________W*__________ H(mm)模具重量:__________kg3) 模具类型□两板模□三板模□两板模(热流道)4) 吊环:□M12 □M16 □M20 □M24 其它:_________5) 穴数:_________*_________6) 每模重量:_________g7) 流道系统:进浇口数目:_________cav*_________pt□冷流道□热流道供应商:________形式:________□其它:__________________浇口8)特别功能A 行位:□有□无□母模:________pcs □公模:________pcsB 斜销:□有□无C 锁模扣:□有□无D 其它:__________________9)冷却/加热温控媒体:□冷水□温水□油□加热棒水管直径:□θ6mm □θ8mm □θ10mm □θ12mm □其它_________________ 水塔:□无□喷泉式□隔板式水路接头:□1/8PT □1/4PT □3/8PT □PS □其它_________________ 其它:__________________________________10)顶出系统:顶出方式:□单顶□二次顶出□母模顶出□其它顶出块:□有□无极限开关:□有□无11)模具寿命: □300K □500K □1000K□其它:________12)备品□无□有________________13)工程提点A 穴数□是□否B日期指示章□是□否C 产品版次□是□否D 塑料名称□是□否E 环保回收章□是□否F 其它__________________________________14)所有外观面加工:□是□否□咬花□亮面□镜面□其它________________15)产品需后加工:□是□否□烤漆□丝印□移印□电镀□其它________________。
模具式样书
注塑模具式样书
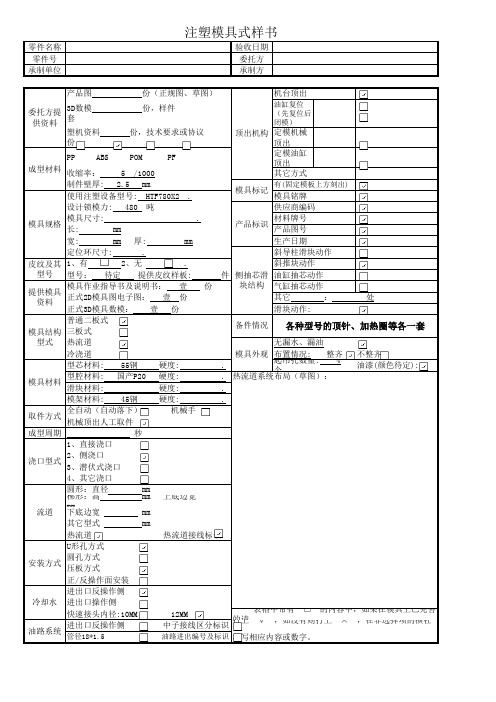
零件名称 图 份(正规图、草图) 机台顶出 委托方提 3D数模 份,样件 套 油缸复位(先复位后闭模) 供资料 塑机资料 份,技术要求或协议 份 顶出机构 定模机械顶出 PP ABS POM PF 定模油缸顶出 成型材料 收缩率: 5 /1000 其它方式 有(固定模板上方刻出) 制件壁厚: 2.5 mm 模具标记 使用注塑设备型号: HTF780X2 . 模具铭牌 设计锁模力: 480 吨 供应商编码 模具尺寸: . 材料牌号 模具规格 产品标识 长: mm 产品图号 宽: mm 厚: mm 生产日期 定位环尺寸: . 斜导柱滑块动作 2、无 . 斜推块动作 皮纹及其 1、有 型号 型号: 待定 提供皮纹样板: 件 侧抽芯滑 油缸抽芯动作 块结构 气缸抽芯动作 模具作业指导书及说明书: 壹 份 提供模具 正式2D模具图电子图: 壹 份 其它 : 处 资料 正式3D模具数模: 壹 份 滑块动作: 普通二板式 备件情况 各种型号的顶针、加热圈等各一套 模具结构 三板式 型式 热流道 无漏水、漏油 冷浇道 模具外观 布置情况: 不整齐 整齐 型芯材料: 55钢 硬度: . 起吊孔数量: 4 个油漆(颜色待定): 型腔材料: 国产P20 硬度: . 热流道系统布局(草图): 模具材料 滑块材料: 硬度: . 模架材料: 45钢 硬度: . 全自动(自动落下) 机械手 取件方式 机械顶出人工取件 秒 成型周期 1、直接浇口 2、侧浇口 浇口型式 3、潜伏式浇口 4、其它浇口 圆形:直径 mm 梯形:高 mm 上底边宽 mm 流道 下底边宽 mm 其它型式 mm 热流道 热流道接线标识 U形孔方式 圆孔方式 安装方式 压板方式 正/反操作面安装 进出口反操作侧 冷却水 进出口操作侧 快速接头内径:10MM 12MM 表格中带有“□”的内容中,如果在模具上已完善的请 进出口反操作侧 中子接线区分标识 打上“√”,如没有则打上“×”,在非选择项的横杠上 油路系统 管径18*1.5 油路进出编号及标识 填写相应内容或数字。
冲压模具设计说明书
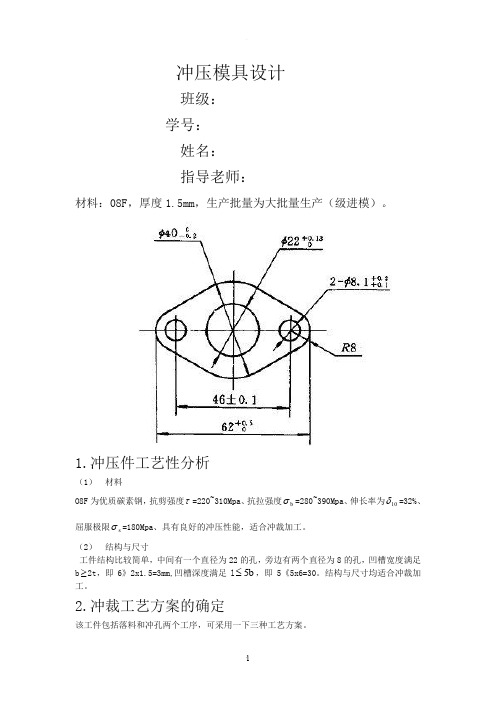
冲压模具设计班级: 学号: 姓名: 指导老师:材料:08F ,厚度1.5mm ,生产批量为大批量生产(级进模)。
1.冲压件工艺性分析(1) 材料O8F 为优质碳素钢,抗剪强度τ=220~310Mpa 、抗拉强度b σ=280~390Mpa 、伸长率为10δ=32%、屈服极限s σ=180Mpa 、具有良好的冲压性能,适合冲裁加工。
(2) 结构与尺寸工件结构比较简单,中间有一个直径为22的孔,旁边有两个直径为8的孔,凹槽宽度满足b ≥2t ,即6》2x1.5=3mm,凹槽深度满足l b 5≤,即5《5x6=30。
结构与尺寸均适合冲裁加工。
2.冲裁工艺方案的确定该工件包括落料和冲孔两个工序,可采用一下三种工艺方案。
方案一:先落料,后冲孔,采用单工序模生产。
方案二:落料——冲孔复合冲压,采用复合模生产。
方案三:冲孔——落料级进冲压,采用级进模生产。
综合考虑后,应该选择方案三。
因为方案三只需要一副模具,生产效率高,操作方便,工件精度也能满足要求,所以应该选用方案三比较合算。
3.选择模具总体结构形式由于冲压工艺分析可知,采用级进冲压,所以模具类型为级进模。
(1)确定模架及导向方式采用对角导柱模架,这种模架的导柱在模具对角位置,冲压时可防止由于偏心力矩而引起模具歪斜。
导柱导向可以提高模具寿命和工件质量,方便安装调整。
(2)定位方式的选择该冲件采用的柸料是条料,控制条料的送进方向采用导料板,无侧压装置;控制条料的送进步距采用侧刃粗定距;用导正销精定位保证内外形相对位置的精度。
(3)卸料、出件方式的选择因为该工件料厚1.5mm,尺寸较小,所以卸料力也较小,故选择弹性卸料,下出件方式。
4.必要的工艺计算(1)排样设计与计算=1.5mm,条料宽度为43.57mm,步距为A=88.4mm,一个该冲件外形大致为圆形,搭边值为a1步距的利用率为63.98%。
见下图S=1668.7-11x11x3.14-2x4x4x3.14=1188.28冲压力的相关计算F 冲=KLt b τ=1.3*275*1.5*300=160875N F 卸=K 1F=0.04*160875=64350N F 推=nK 2F=4*0.055*160875=35392.5N F= F 冲+ F 卸+ F 推=260617.5N (3)计算模具压力中心代入公式X0=132.25115.69132.25396.14874.61132.2519.44115.6993.26132.250396.148++++++X X X X =19.73Y0=132.25115.69132.25396.14827.13132.250115.69)27.13(132.250396.148+++++-+X X X X =0(4) 计算凸、凹模工作部分尺寸并确定其制造公差 由于凸凹模的形状相对简单且材料较厚,冲裁间隙较大,可采用分开加工法确定凸凹模的刃口尺寸及公差。
压铸模具开发规格书
压铸模具开发规格书一、引言压铸模具是压铸工艺中的重要工具,用于制造各种金属零件。
开发压铸模具需要制定规格书,以确保模具的设计和制造符合要求。
本文将详细介绍压铸模具开发规格书的内容和要求。
二、模具设计要求1.产品要求:根据压铸产品的特点和要求,明确产品的尺寸、形状、表面要求等。
2.模具结构:确定模具的结构形式,包括模具的分模方式、模腔数量、冷却方式等。
3.模具材料:选择适合的模具材料,考虑材料的强度、耐磨性、导热性等因素。
4.模具寿命:根据产品批量和使用要求,确定模具的寿命要求,包括设计寿命和保养寿命。
5.模具标准件:选择合适的标准件,如模具基础件、导向件、定位件等,确保模具的精度和可靠性。
6.模具配件:确定模具所需的附件和配件,如冷却水管、排气装置等。
7.模具加工精度:根据产品的要求,确定模具的加工精度要求,包括尺寸公差、表面粗糙度等。
三、模具制造要求1.模具加工工艺:制定模具的加工工艺流程,包括数控加工、装配、调试等环节。
2.模具制造周期:根据产品的交货时间,确定模具的制造周期,包括设计、加工、试模等阶段。
3.模具加工设备:根据模具的复杂程度和加工要求,确定合适的加工设备,包括数控机床、火花机、线切割机等。
4.模具加工精度控制:制定模具加工的质量控制标准,确保模具的加工精度符合设计要求。
5.模具试模和调试:制定模具试模和调试的流程,包括模具安装、调整、试产等环节,确保模具的正常使用。
四、模具验收标准1.模具外观检查:对模具表面进行检查,排除表面缺陷和损伤。
2.模具尺寸测量:测量模具的尺寸和公差,确保模具的几何尺寸符合设计要求。
3.模具试产:进行模具的试产,检查零件的尺寸、表面质量等是否符合要求。
4.模具寿命测试:进行模具的寿命测试,检查模具在长时间使用后的磨损情况。
5.模具性能测试:对模具的性能进行测试,包括开模力、闭模力、冷却效果等。
6.模具保养要求:制定模具的保养要求,包括清洁、润滑、防锈等措施,延长模具的使用寿命。
模具设计说明书

设计说明书1,塑件分析本塑料制品形状为XX形件,质量要求XX,制品厚度为XXmm,采用XX塑料,一般易于成型,根据制品的材料、制品地形状、尺寸尤其是X批量生产的要求,采用注塑成型为佳。
2,模具结构设计根据塑件的结构分析根据塑件特性和用途,批量,初定为一模两腔最合理,为不影响外观,简化模具结构,确定为使用单一分型面,水平分流道,普通侧浇口。
3,型腔成型工艺尺寸计算成型材料(如ABS)参数:收缩率——0.3%-0.8%计算参数:平均收缩率——S=(0.3+0.8)%/2=0.55%塑件公差等级—MT3(一般精度)脱模斜度取1°D:塑件名义尺寸△:塑件尺寸公差﹠:制造公差,一般去(3/4)△型腔径向尺寸计算:D M=[D+DS-34⊿]δ+深度尺寸:H M=[H+HS-23⊿]δ+型芯尺寸计算径向尺寸d M=[d+dS+34⊿]0δ-高度尺寸h M=[h+hS+23⊿]0δ-中心距计算:L=[L+LS]±﹠4.型腔壁厚和底板厚度由于采用镶拼式结构,模仁所受的力最终传递到凸模、凹模上,考虑冷却和所给毛坯尺寸,该设计去模仁型腔毛坯尺寸为100X100X405,斜滑块设计抽拔距离S取XX 推出距离计算:H=S×ctg25°,取XX6注塑机的选择。
通过方案选择以及模具的整体尺寸估算,选择XS-ZY-125型注塑机。
参数:理论注塑量——125cm3注射压力——120Mpa锁模力——900KN最大注射面积——320 cm3最大模厚——300mm最小模厚——200mm模板行程——300mm喷嘴半径——R6喷嘴孔径——∅4mm两杆推出——两顶杆距离230mm顶出杆最大距离190mm定位孔∅100mm7,注塑机的校核实际注塑量约为V=V1X2+0.5V1<理论注射量X0.85 则注射量满足要求锁模力的计算:模腔的塑料压力常取为20-40Mpa则所需锁模力F=A X P<F锁所以锁模力能够满足开模行程校核:S开=300>S 开模行程满足要求8衬套设计选取独立标准衬套,凹坑球半径比喷嘴球头半径大1-2mm,锥角取2°-6°9分流道设计半圆形10浇口设计侧浇口,矩形断面,深1.5,宽1.长211,推出机构推板推出推杆推出12排气槽设计根据本塑料的性能采取深度为0.0213模架的选择根据PRO-E现有的标准化模具模架库选择合理的模架。
G3模具规格书
东风模具冲压技术有限公司G3线模具规格书编制:审核:会签:批准:11.1⊙本规格书适用于东风模具冲压技术有限公司冲压生产的所有压模。
⊙模具生产寿命:50万件。
⊙生产方式:手工操作。
1.2⊙采用3D设计,并提供2D图纸。
⊙2D图纸采用A系列纸张(基准尺寸A0=841㎜X1189),比例:1/1,1/2,1/3,1/4。
⊙图纸投影方法采用一角法;绘图文字用中文或英文表达;尺寸单位为米制。
⊙基准点的表示要保证图纸打印时输出的图形直径为Φ10mm。
⊙上平面图左右翻转放置。
1.31.4⊙压缩空气0.5MPa⊙压力机条件参照《压力机规格书》1.5⊙铸件基准:所有铸件(刃口镶块除外)均有铸造基准(三角槽),其位置在铸件四边的侧壁上,位于模具中心线上,直接铸出,不需加工。
实体做出。
1.6⊙模具要设计3处基准孔,基准孔直径为Φ10,深度为20mm ;4处基准面,基准面尺寸如下图。
1.71.8⊙G3线(单动模具)⊙G3线(双动模具)采用中心键槽定位:凸模、凹模、压料圈各加四个中心键槽,键槽大小32x25x80(宽x高x 长)1.9⊙U形槽数量L=55; U形槽中心距两侧加强筋最小距离100mm。
1.10⊙在4角上设定□150(确保平面□120以上)的安全块区域 ⊙在不能确保场地的情况下,可向右前左后的2个地方设置。
⊙下止点的上下间隙定为115±5。
1.11⊙中小型模具采用起重棒,五吨以上模具采用起重吊耳,起吊间距应大于模具长度的3/5 ⊙吊楔、镶块、滑块、顶出器或压料板等零件的起吊⊙起吊钢丝绳路径要倒R20以上圆角。
1.12⊙对下列构成零件,要设置翻转模具用的翻转孔(机加工孔)。
凸模、凹模、压料板、斜楔滑块(质量50kg以上) ・一般零件(质量100kg以上) M16、M20、M24、M30、M36、1.13⊙一般上下模采用导柱导套结构⊙模具冲压有单向侧向力时,采用反侧结构,(反侧块采用铁基自润导板) ⊙模具受多向侧向力时,模具用导向腿导向。
模具开模规格书

二 板模三板模部品材質厚度硬度公模進膠IMR IMF IML 公模板HRC: 模IN-MOLD 雙色射出RHCM 其他母模板HRC: 熱灌嘴*___隔熱板廠牌:模公模仁HRC:模 穴 數母模仁HRC: 塑膠材質料商具滑塊HRC: 縮水率斜梢HRC: 具咬花型號 : 指定咬花廠:材耐磨板HRC: 鏡面號數: 壓塊HRC:放電花噴砂質表面氮化公模仁母模仁其他 :規0度束塊 5 度束塊圓錐束塊機台噸數TON 全自動手動射灌氮氣氣針不需出螺桿直徑mm 格保證模次 機射嘴 R mm 模座最大尺寸規定位環直徑mm 格射嘴伸長量mm頂針不需需頂出套筒不需需頂扁頂針不需需公模整板頂出不需需出頂出塊不需需兩段頂出不需需延遲頂出不需需系頂板導梢不需需回位梢彈簧不需需統不需需是(附圖說明)否*確認射出機頂桿規格頂板回位極限開關不需需模具端頂出早回機構不需需側式 *___搭接式 * ___扇形 *___針點 * ___牛角式 *___直接式 *___潛伏式灌頂針*___潛伏式灌R IB*___潛伏式灌成品*___模板模仁斜梢冷模板模仁斜梢卻滑塊流道剝料板系φ6φ8φ10φ11.5統PT 1/8" PT 1/4"NPT 1/8"NPT 1/4"水路沉頭規格φ24x18φ30x25母模滑塊 *___不需側公模滑塊 *___不需向機械式彈簧作油壓缸動壓塊不需需機耐模板不需需構束 塊外觀要求 / 表面處理機構工程師需 * 廠牌 :備註塑件取出方式 Tie-Bar間距(H*V)模具規格書灌點型式母模側冷卻水路模具供應商: 模號: 模具開模時間( TS): 第一次試模日期(T1):機 種: 零件料號(P/N): 開模檢討日期:零件名稱: 模具料號(P/N):模 具 結 構作動方式模具工程師滑塊位置水路接頭排位圖公模側模具廠斜梢成形廠公模斜梢 * 母模斜梢 *灌點型式光宝科技(常州)有限公司 塑膠模具開發規格表mm 射出機頂桿強制回位機構125*。
A110101模具规格书
集流块:
↓
快插座:
↓
DWM啤机 吨 取水口方式: 唧咀球半径: KO孔数量:
其它: 顶棍顶出 顶出复位: 顶棍拉回 其它: 模具铭牌 运水铭牌 模具外观: 其它: 分型面管位块:分型面计数器↓ 扣机:↓ 主要配件: 其它: 弹弓%↓
是(Y) 否(N)
弹弓:↓
3.
特
别
要
求: 备件:
顶针%↓
司筒%↓
防水胶圈%↓
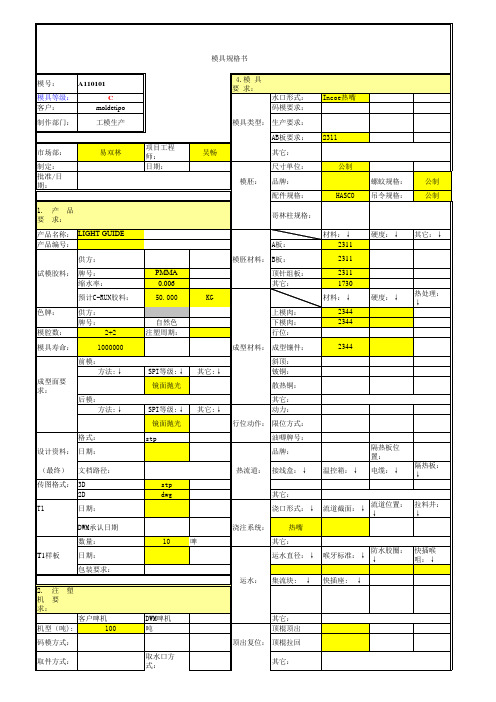
模具规格书 A110101 模号: C 模具等级: moldetipo 客户: 制作部门: 工模生产
市场部: 制定: 批准/日期:
易双林
项目工程师: 日期:
吴畅
1. 产 品 要 求: 产品名称: LIGHT GUIDE 产品编号: 供方: 试模胶料: 牌号: 缩水率: 预计C-RUN胶料: 色牌: 供方: 牌号: 2+2 模腔数: 模具寿命: 1000000 前模: 方法:↓ 成型面要求: 后模: 方法:↓ 格式: 设计资料: 日期: (最终) 文档路径: 传图格式: 3D 2D T1 日期: DWM承认日期 数量: T1样板 日期: 包装要求:
a.客户是否有模具规格书? b.客户是否规定要求Moldflow? c.客户是否需要做CPK? d.客户是否要审批模图初稿才能订购模胚及模肉? ※ 如是,客户收到可读图纸后 日
其它: 5. 备 注:
内完成及回复
1) 抓紧时间定INCOE 4点阀针热嘴
FORM NO.: FM-YW-01
REV.:08
螺蚊规格: 吊令规格:
公制 公制硬度Biblioteka ↓其它:↓硬度:↓
热处理:↓
隔热板位置: 电缆:↓ 隔热板:↓
stp dwg
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
最大mm最厚mm
最小mm最小厚mm
表面抛光
有无
塑机定位圈
外径:
高出固定板
有无皮纹
有无皮纹号码:
固定板要求
尺寸:(长)(宽)
厚度mm
刻字内容
有无
内容:有ቤተ መጻሕፍቲ ባይዱ原稿提供
塑机喷嘴R
模号刻印
浇口套要求
材质:喷嘴接点深度:mm
以内要/不要冷却水
3D图形要否确认
有无/承认必要不必要
模具材质
母模仁( )
公模仁( )镶块()
产品取出
机械手取出自动落下手动取出
温控方式
油电热圈
浇口料取出
机械手取出自动落下手动取出
模具标牌
更换镶块
无有处位置:
热流道配线方式
倒钩形状
有无斜顶滑块油缸强脱
其他要求
其他事项
油缸集油块要不要
审批:
有无批量标示钟
有无
模具形式
2板3板热流道其他
排气槽
产品全周排气槽
吊模孔
1处2处4处吊模孔
孔径M有效深度mm以上
隔热板
模脚要求
圆脚方板固定板延长
冷却进水方向
流道形式
圆型梯形mm
产品顶部要否冷却
浇口形式
大水口潜伏式热流道
冷却回路数
浇口尺寸
图:
顶杆孔
热流道要求
全套提供仅提供头部自制
顶杆形状种类
大连盘起工业淡化顶杆
上海拓致精密模具有限公司
模具制作规格书
年月日作成者(编写人):承认印(客户确认):纳期:
模具名称
顶出方式
圆顶杆扁顶套筒顶杆
气顶顶块脱料板其他
图纸号码
取模数
顶出行程
MM以上
注塑原料
材质:
顶出位置
塑机顶出位置
色调:透明半透明不透明
复位确认开关
顶出板滑块复位不要
收缩率
冷却方法
水路直径
注塑机吨位
冷却水接头种类