模具制作规格书
模具仕样书
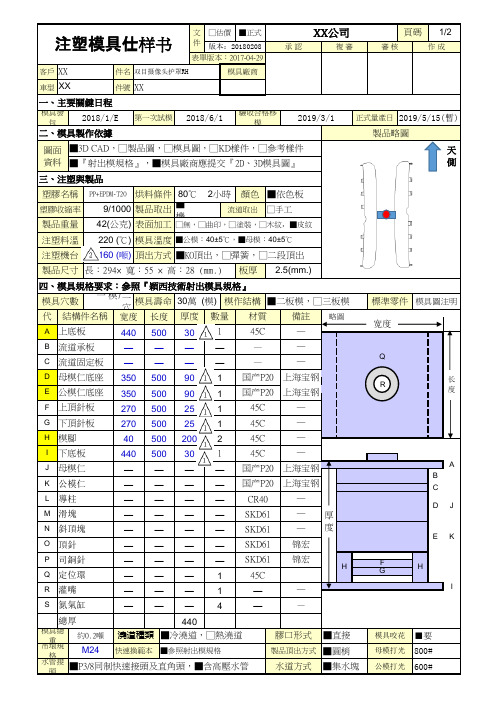
客戶件名車型件號■機A C I氮氣缸———4——總厚440定位環———145C 灌嘴———1——頂針————SKD61锦宏司銅針————SKD61锦宏滑塊————SKD61—斜頂塊————SKD61—————国产P20上海宝钢導柱————CR40—模腳40500200245C —下底板44050030145C —上頂針板27050025145C —下頂針板27050025145C —母模仁底座350500901国产P20上海宝钢公模仁底座350500901国产P20上海宝钢流道承板——————Q流道固定板——————結構件名稱宽度长度厚度數量材質備註略圖宽度上底板44050030145C —文件厚度HHB DE天側长度JK——国产P20上海宝钢代A B C D E F G H I J K L M N O P 吊環規格M24快速換範本■參照射出模規格製品頂出方式■圓梢母模打光800#水管接頭■P3/8同制快速接頭及直角頭,■含高壓水管水道方式■集水塊公模打光600#F G模具總重約0.2噸 澆道種類■冷澆道,□熱澆道膠口形式■直接模具咬花■要Q R S母模仁——公模仁製品尺寸長:294× 寬:55 × 高:28 (mm.)板厚2.5(mm.)四、模具規格要求:參照『穎西技術射出模具規格』模具穴數 一 模/二穴模具壽命30萬 (模)模作結構■二板模,□三板模標準零件模具圖注明注塑料溫220 (℃)模具溫度■公模:40±5℃,■母模:40±5℃注塑機台160 (噸)頂出方式■KO頂出,□彈簧,□二段頂出塑膠收縮率9/1000製品取出流道取出□手工製品重量42(公克)表面加工□無,□曲印,□塗裝,□木紋,■皮紋二、模具製作依據製品略圖■3D CAD,□製品圖,□模具圖,□KD樣件,□參考樣件■『射出模規格』,■模具廠商應提交『2D、3D模具圖』三、注塑與製品塑膠名稱PP+EPDM-T20烘料條件80℃ × 2小時顏色■依色板圖面資料表單版本:2017-04-29XX 双目摄像头护罩RH 模具廠商XXXX一、主要關鍵日程模具發包2018/1/E 第一次試模2018/6/1驗收合格移模2019/3/1正式量產日2019/5/15(暫)注塑模具仕样书□估價■正式XX公司頁碼 1/2版本:20180208承 認複 審審 核作 成R13-移模14—特殊15—需按铭牌尺寸:铭牌填写内容 具体参照第文件日期記號修訂內容承認覆審審核作成20180306模具吨位修改20180306模具尺寸更改■烧焦:在产品两端位置增加排气镶件■筋位缺料:针对产品卡扣处装配筋位拆镶件处理,防止缺料■斜顶结构须保证顺畅,拆装方便,安全,重量轻,精度高,无斜顶痕七、特殊要求项目示意图11- 应在模具分模面上适当位置预留直径20mm 平面(打光符合#300),供作检测该模具钢材硬度用。
模具规格书
_______模具规格书版次:一、规格书正文二、模具基本资料三、进浇分析各单位与会代表:制模厂:___________代表1签:_____代表2签: _____注塑厂:___________代表1签:_____代表2签:_____产工单位:___________代表1签:_____代表2签:_____模具规格书开模用A:产品资料产品机种:_____________________________产品名称:_______________________ 产品发图次数:_____日期: _____________投影面积:_____ mm2产品重量:_____ g 生产数:_____k平均肉厚:_____mm开模目的:□试做□更新□量产成型样品:□有□无验证:□否□是B:成型材料塑料:_____厂商名:_____等级规格:_____防火等级:_____收缩率 L_____‰,w _____‰比重:_____ g/mm3颜色:_____目标成型周期:_______sec模温:_____°CC:成型机资料品牌:_________型号: ____________吨数:_____T可塑化能力:______ kg/hr 射出容量_____g定位环:θ_____mm喷嘴:孔径θ_____mm球半径SR:θ_____mm哥林柱间隔:_______*_______mm容模范围:最小_____ mm 最大_____ mm开模行程:___________ mm击出形式:□公制□英制□非标准_____其它:______________________________D:制模时间(制模期:_________天)开模日期:__________第一次试模日期:__________ 生产日期:__________E:模具资料1) 模具编号:__________2) 模具材料a 模胚供应商:__________b 母模仁材质:_________HRC洛氏硬度:__________ 表面处理: __________c公模仁材质:__________HRC洛氏硬度:__________ 表面处理: __________d行位材质:__________ HRC洛氏硬度:__________ 表面处理: __________特别入子(BeCu铍铜/Al Alloy合金等等):__________位置:____________________ HRC洛氏硬度:__________f模具尺寸__________L*__________W*__________ H(mm)模具重量:__________kg3) 模具类型□两板模□三板模□两板模(热流道)4) 吊环:□M12 □M16 □M20 □M24 其它:_________5) 穴数:_________*_________6) 每模重量:_________g7) 流道系统:进浇口数目:_________cav*_________pt□冷流道□热流道供应商:________形式:________□其它:__________________浇口8)特别功能A 行位:□有□无□母模:________pcs □公模:________pcsB 斜销:□有□无C 锁模扣:□有□无D 其它:__________________9)冷却/加热温控媒体:□冷水□温水□油□加热棒水管直径:□θ6mm □θ8mm □θ10mm □θ12mm □其它_________________ 水塔:□无□喷泉式□隔板式水路接头:□1/8PT □1/4PT □3/8PT □PS □其它_________________ 其它:__________________________________10)顶出系统:顶出方式:□单顶□二次顶出□母模顶出□其它顶出块:□有□无极限开关:□有□无11)模具寿命: □300K □500K □1000K□其它:________12)备品□无□有________________13)工程提点A 穴数□是□否B日期指示章□是□否C 产品版次□是□否D 塑料名称□是□否E 环保回收章□是□否F 其它__________________________________14)所有外观面加工:□是□否□咬花□亮面□镜面□其它________________15)产品需后加工:□是□否□烤漆□丝印□移印□电镀□其它________________。
模具开模规格书

二 板模三板模部品材質厚度硬度公模進膠IMR IMF IML 公模板HRC: 模IN-MOLD 雙色射出RHCM 其他母模板HRC: 熱灌嘴*___隔熱板廠牌:模公模仁HRC:模 穴 數母模仁HRC: 塑膠材質料商具滑塊HRC: 縮水率斜梢HRC: 具咬花型號 : 指定咬花廠:材耐磨板HRC: 鏡面號數: 壓塊HRC:放電花噴砂質表面氮化公模仁母模仁其他 :規0度束塊 5 度束塊圓錐束塊機台噸數TON 全自動手動射灌氮氣氣針不需出螺桿直徑mm 格保證模次 機射嘴 R mm 模座最大尺寸規定位環直徑mm 格射嘴伸長量mm頂針不需需頂出套筒不需需頂扁頂針不需需公模整板頂出不需需出頂出塊不需需兩段頂出不需需延遲頂出不需需系頂板導梢不需需回位梢彈簧不需需統不需需是(附圖說明)否*確認射出機頂桿規格頂板回位極限開關不需需模具端頂出早回機構不需需側式 *___搭接式 * ___扇形 *___針點 * ___牛角式 *___直接式 *___潛伏式灌頂針*___潛伏式灌R IB*___潛伏式灌成品*___模板模仁斜梢冷模板模仁斜梢卻滑塊流道剝料板系φ6φ8φ10φ11.5統PT 1/8" PT 1/4"NPT 1/8"NPT 1/4"水路沉頭規格φ24x18φ30x25母模滑塊 *___不需側公模滑塊 *___不需向機械式彈簧作油壓缸動壓塊不需需機耐模板不需需構束 塊外觀要求 / 表面處理機構工程師需 * 廠牌 :備註塑件取出方式 Tie-Bar間距(H*V)模具規格書灌點型式母模側冷卻水路模具供應商: 模號: 模具開模時間( TS): 第一次試模日期(T1):機 種: 零件料號(P/N): 開模檢討日期:零件名稱: 模具料號(P/N):模 具 結 構作動方式模具工程師滑塊位置水路接頭排位圖公模側模具廠斜梢成形廠公模斜梢 * 母模斜梢 *灌點型式光宝科技(常州)有限公司 塑膠模具開發規格表mm 射出機頂桿強制回位機構125*。
XYNF_模具规格书
铁制堵头
模板吊孔 标识
4.免底漆要求的模具定模型腔一定不能作润滑处理,仅只使用气化性防锈剂 作防锈处理;动模及活动结构的润滑仅只允许使用德国适度或美国孚牌或食 品级高温无污染润滑油
免底涂模具 技术要求
25.导柱长度是否比斜导柱及模肉高
导柱长度
26.模具外形必须作防锈处理并在肉眼可见外观上涂蓝色 油漆防锈
水路密封 检测
设计要求 2.模具制造进度需按进度表每周提供采购或模具工程师 及注意事
项 3.模具设计完成后一周内经评审合格后再行制造
提供每周进 度
设计评审通 过
设计要 求及注 意事项
23.内部镶块上的水路密封使用铁制金属堵头, 以防模具热胀冷缩时产生泄漏
24.所有模板顶部必须有吊环螺丝孔,并在吊环螺丝孔边加 刻上吊环规格标识
大于Φ120 采用5个顶出孔
定位圈尺寸 拉杆内距
Φ250 1000*1000
喷嘴球头
SR15
喷嘴直径
Φ6
模具粗糙度 依通常标准
型腔
Ra0.012▽13
型芯
Ra0.4▽8
模具图编号
XY-10-12-12
定模面处理
表面镜面抛光(免底漆要求)表面皮纹
动模面处理
模穴数
L/R
浇口入料形式
边浇口
浇口位置
如图所示
15.主浇道冷料井深度为主浇道下直径的1.5~2倍
16.分浇道冷料井长度为流道直径的2倍
17.熔接缝是否与MOLDFLOW分析结果一致,是否在可接受范围
18.两腔或多腔是否平衡进料
脱模方向抛 光
堵模镶块
浇口位置及 排气位置
设计要 求及注 意事项
28.模具验收依据此规格书进行,有不满足要求的将不予验 收
塑料模具制作说明书

塑料模具制作说明书一、概述本说明书旨在详细介绍塑料模具的制作过程和注意事项,以便客户了解和操作。
请按照以下步骤进行操作。
二、材料准备1. 主模具材料:通常选择高质量的工程塑料,如ABS、PC或PA等。
2. 辅助材料:硅胶、润滑油、固化剂等。
三、设计与制作1. 模具设计:根据产品图纸和客户要求,进行模具设计,包括尺寸、形状以及结构等。
2. 材料加工:根据模具设计,进行材料加工,包括切削、铣削、钻孔等步骤。
3. CNC加工:使用计算机数控机床进行加工,以确保模具的精确度和一致性。
4. 装配与调试:将加工好的零部件进行装配,并进行调试,以保证模具的质量。
5. 表面处理:对模具进行打磨、抛光和镀膜等处理,以提高模具的表面质量和耐磨性。
四、使用与维护1. 使用前准备:在使用模具之前,确保模具清洁干净,并涂上适当的润滑油,以减少摩擦。
2. 模具安装:根据产品的要求,正确安装模具到注塑机上,并进行调整。
3. 注塑操作:将已熔化的塑料注入模具腔内,等待冷却和固化。
4. 模具维护:使用完毕后,及时清洁模具,避免残留物堆积和腐蚀。
5. 存储与保养:将模具妥善包装,并存放在干燥通风的地方,避免受潮和灰尘。
五、注意事项1. 安全操作:在制作和使用模具时,要注意安全,戴好安全帽和护目镜,避免意外伤害。
2. 避免过度使用:模具使用过度会导致磨损和变形,影响产品质量,因此要合理控制使用次数。
3. 定期维护:定期检查模具的磨损情况,及时更换磨损部件或进行维修。
4. 轻拿轻放:在操作模具时,要轻拿轻放,避免碰撞或摔落,以免损坏模具。
5. 避免过高温度:在注塑过程中,避免过高的温度,以免对模具造成损坏或变形。
六、总结通过本说明书,我们希望能够清晰地向客户介绍了塑料模具的制作过程和使用注意事项。
只有正确操作和维护模具,才能保证模具的正常使用寿命和产品质量。
如果在使用过程中有任何问题,请及时联系我们的技术支持团队。
祝您在模具制作和使用中取得成功!。
混凝土制品模具规格

混凝土制品模具规格一、引言混凝土制品模具是混凝土制品生产过程中必不可少的工具。
它的制作与使用直接关系到混凝土制品的质量。
因此,制定一份详细、全面的混凝土制品模具规格,对于确保混凝土制品质量具有重要的意义。
二、材料混凝土制品模具通常采用钢板、铝板、木材等材料制作。
具体规格如下:1. 钢板模具采用优质冷轧钢板,厚度一般为4-8mm,表面光滑平整。
规格可根据需要定制,一般为0.5m×0.5m、1m×1m、2m×2m等。
2. 铝板模具采用优质铝合金板材,厚度一般为8-12mm,表面光滑平整。
规格可根据需要定制,一般为0.5m×0.5m、1m×1m、2m×2m等。
3. 木质模具采用优质松木或桦木,厚度一般为30-40mm,表面光滑平整。
规格可根据需要定制,一般为0.5m×0.5m、1m×1m、2m×2m等。
三、结构混凝土制品模具的结构设计应符合以下要求:1. 结构简单明了,易于制作和使用;2. 部件紧密配合,不得有明显间隙;3. 模具尺寸稳定,不得出现变形;4. 模具表面光滑平整,不得有毛刺、砂眼等缺陷;5. 模具表面涂层应均匀、牢固,不得有脱落现象。
四、制作工艺混凝土制品模具的制作工艺应符合以下要求:1. 钢板模具(1)剪切:根据模具尺寸要求,将冷轧钢板剪成所需尺寸;(2)折弯:将剪好的钢板折弯成模具形状;(3)焊接:将折弯好的钢板焊接成模具;(4)修整:对焊接好的模具进行打磨、修整,使其表面平整光滑;(5)涂层:对修整好的模具进行涂层处理,使其表面光滑坚固。
2. 铝板模具(1)剪切:根据模具尺寸要求,将铝合金板材剪成所需尺寸;(2)折弯:将剪好的铝板折弯成模具形状;(3)机械加工:对折弯好的铝板进行机械加工,使其表面光滑平整;(4)涂层:对加工好的模具进行涂层处理,使其表面光滑坚固。
3. 木质模具(1)切割:根据模具尺寸要求,将松木或桦木切割成所需尺寸;(2)加工:对切割好的木板进行机械加工,使其表面光滑平整;(3)拼接:将加工好的木板拼接成模具形状;(4)涂层:对拼接好的模具进行涂层处理,使其表面光滑坚固。
模具规格书
gfedc 是 g f e d c 否
4.4:滑块压条及耐磨块
gfedc 热处理件
g f e d c 自润滑
\
-1-
shenhuajun 2012-07-16
1:项目信息
1.1:项目名称:
1.2:产品名称:
1.3:塑胶原料名称、牌号:
1.4:收缩率:
2:技术说明
2.1:型腔数:
2.2:成型周期:
秒/模
2.3:零件必须满足设计要求,如变形、尺寸、外观等
2.4:模具结构的设计必须得到 Mahle 工程师认可,Mahle 工程师确认模具结构,具体需供应商认真审核,后续出现问题,供应商必需按
定位圈尺寸: 110T ¢125mm
3:进浇系统
180T~460T ¢160
800T 以上 ¢300MM 所有尺寸公差为-0.2mm
3 .1:进浇的形式
g f e d c 直接浇口 g f e d c 侧进浇
g f e d c 点浇口
点进浇
g f e d c 潜浇口
点进浇
g f e d c 扇形浇口
2.8:注塑机大小与注塑机喷咀头
g f e d c 110T gfedc 180T g f e d c 200T gfedc300T gfedc 350T 注塑机喷咀: 110T R20 180~200T R25
g f e d c 450T
g f e d c800T g f e d c850T
350~450T R30 800T 以上 R40
注塑模具规格书
6 模具材料
模芯:
3 板模
其他
色号:
型腔:
滑块:
供应商 日期
模架:
备注
热处理 特殊嵌件 7 备用易损件 8 浇口类型
(是/否) (是/否)
9 定位环尺寸 10 浇口套规格 11 顶出方式
(φ) (R)
12 复位保护装置 (否/是) 13 冷却系统
硬度 HRC
侧浇口: 潜伏浇口: 点浇口:
直浇口: 热流道: 其他:
版本号:
其他:
火花纹: 镜面:
腐蚀:
班次:
制模开始
FOT
日期:
2OT
3OT
21 成型样品数量 (模) 工程样品提供时间 工程样品数量 (模)
22 各阶段 FAI 报告完成日期 23 FOT 阶段需要达到的尺寸要求
24 模具认证阶段需要达到的尺寸要求
至少 80%的尺寸达到图纸要求 (未注尺寸以 PRO/E 文档为准) 至少 95%的尺寸达到图纸要求 所有重要尺寸和要求 CP/CPK 的尺寸须达到图纸要求 (未注尺寸以 PRO/E 文档为准)
供应商
签字: 日期:
CECW
签字: 日期:
File No.: 84-10-0040-50-02
CEC Wireless R&D LTD.
All rights are reserved. Reproduction in whole or in parts is prohibited without the written consent of the copyright owner.
CD 189
Project Name:
注塑模具规格书
Байду номын сангаас
模具制作标准模板
模具制作标准目的: 为使模具制作及维修作业能降低成本, 缩短模具制作周期, 确保模具寿命, 保证产品品质。
一、制作模具编号:1、必须在模具外恻上方雕刻或锻打模具编号, 字体要求整套模具字高统一。
2、每块模板均须用字码打上模具编号, 且方向统一。
3、模具所有螺丝、吊圈孔及模具部件都必须是公制规格, 而附加模具配件必须是标准规格, 禁止自行土制。
二、基准位:1、每套模具必须在B板和动模板( 以动模板为参照) 俯视图视角的右下方做上记号以示基准, 以便模具后续维修。
三、码模槽:1、非工字模胚均需在前后模铣出码模槽, 具体尺寸根据模具大小设计而定。
四、顶柱孔:1、动模必须开有足够大的顶柱孔, 根据模具配比的机台, 比实际顶柱的尺寸大直径10-20MM( 除真空模具) 。
2、小型且中心进浇模具只需中间开一个顶柱孔, 中型模具必须开三个以上顶柱孔以保持顶出平衡。
五、复位机构装置:当顶针( 丝筒) 与行位顶出装置干涉时, 必须在模具上设有先复位装置, 不谨靠弹簧使顶针板复位, 以免弹簧日后失效, 行位( 抽芯) 与顶针( 丝筒) 相碰撞。
六、顶针动作:1、应考虑模具在任何场合顶针都能可靠的顶出产品, 并在合模前顶针不与模具的任何配件相干涉地复位。
2、顶出时产品不能有任何超出产品要求的变形, 迅速顶出痕迹不影响产品表面质量。
3、顶出应平衡很顺, 不可出现顶出倾斜现象及顶出有杂音的产生。
七、行位动作:1、滑块行位动作应顺滑, 保证产品不得有拉变形现象, 不可出现卡死动作, 不均匀松动等现象。
2、大滑块滑动部位应开油槽3、在表面要求较高和壁厚较厚的铸件且有强度要求的产品,滑块上应设有冷却水路。
4、当滑块滑动行程过长时, 必须在模座上增长导向, 一般滑动部位做到宽度的1.5倍左右为宜, 抽芯时滑块在导向槽的部分, 要有滑块滑动部位的2/3在导向滑槽内。
5、斜导柱与导柱孔的配合间隙必须留有0.2MM以上, 禁止非间隙配合。
模具设计说明书模板
模具设计说明书模具设计说明书本产品为普通壳类塑件,适合注塑成型。
如图目录一、塑件的分析二、模具分型面的选择三、塑件拔模和平均壁厚四、模具模架的选择五、模具辅助机构六、模具浇注系统的设计七、模具冷却系统的设计八、模具顶出系统的设计九、注塑机的选择十、模具设计的创新(自我评价)一、塑件的分析1)该塑件的材料为ABS,收缩率为0.5%,常温下密度为1.05g/cm³,经测量得出体积为:31.72cm³计算出质量为:33.306g2)塑件的尺寸为126×84×23,尺寸中等且无特殊要求,故塑件的粗糙度选为MT3级。
3)根据要求塑件表面不能有斑点,或者熔融接痕,因此产品表面精度要求较高,取Ra=0.4,产品内部没有较高要求。
二、模具分型面的选择分型面应选择塑件的最大截面处,保证塑件的外观质量,尽量使制件留在动模一侧等原则。
本次模具设计已充分的考虑了分型面的设计原则,选取分型面为塑件的下端面最大截面处、如图三、塑件拔模和平均壁厚1)根据塑件的外形特征,在UG软件里进行塑件的拔模分析,塑件适合自动脱模。
如图:2)测得塑件的平均壁厚为:1.75mm四、模具模架的选择模架的规格为30×40,选取方法如下:1)A、B板尺寸的确定其两板的长宽尺寸主要取决于模仁的大小,模仁的长宽尺寸为260×180.A、B板长宽尺寸为260+2×65、180+2×60,按标准选取30×40模架。
型腔的厚度约45mm,型芯厚度约44mm,A 板厚度为45+40,B板厚度为44+45,此次选厚度分别为80mm、80mm。
2)方铁尺寸的确定方铁的高度=顶针面板厚度+顶针板厚度+限位钉高度(5mm)+顶出距离+10~15mm顶出距离≥制件需要顶出的高度+5~10mm方铁高度=25+20+5+30+10=90mm1)模架优先选用龙记大水口模架,CI型。
如图五、模具浇注系统1)浇注系统主要由主流道、分流道、浇口和冷料穴组成,分流道采平衡式的布置。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
模 具位置
构 定 位方式
唧 嘴 弧 面R 主流道套尺寸
顶
出
排气 槽
拉板
拉杆螺栓
标准型开合模装置
手动标准压板
螺栓
自动油压锁紧
有 无 规格:
求 拔模 斜度
表 面 要 求
一般1/60拔出 其它 镜面抛光 火花纹 蚀纹
部分指定 脱模抛光
有 无 规格: 标准定位夹具
其它
日期刻 印
有 可换
无 不可换
定位圈(∮100)
内
部
模顶
针
具
保 护
活动部分
要滑
块
求
吊
模
弹簧 复位杆 强行复位装置 油槽加工 其它 弹簧 导向柱 定位弹珠 地脚垫柱 侧面
确认
备注
版本 A/0
圆顶针 扁顶针
斜顶
推板
自然方式 流道
模
温
调
节 顶管
其它
有
[特 无
定位针 别
PL面 镶嵌面 多孔质材
有
固定侧 可动侧 滑块
有
无 油水 油水 油水
无
方式
发热件 发热件 发热件
抽真空 真空流道
[备注]
模温控制
水温机<95。C
发热件
其它
快速连接接头
温度调节 连结方式
快速连接水嘴
1/8BSP自制接头 本文
件使
马达 气压
凸轮 油压
(产品图 示)
注塑机型
塑件重量 流道重量
g/个 g/啤
热 供应商:
成 流道方式
型 号:
圆形 梯形
冷 U形 其它
形 水口形式
点浇口 潜浇口
侧浇口 其它
制
加
品
取出方法
流
工
道
手动
机械手
落下
卡盘
吸引
其它
手动
机械手
落下
夹持段
流道回转防止
开模
具 限位方式
模具安装
结 材料标示
模具重量
Kg
模具构 造
最大 开 (各模 板行
型制品配置
2板式 镶件
水口板:
天地
3板式 滑块 油压 其它
mm
AB板:
前后
其它:
中心
模
立式
模具 安 装
卧式
上下旋转 前后旋转
模 具 材 料
模倒 扣 处
具置 方 式
要
模胚 型腔 型芯 滑块 外滑块 内滑块 斜顶针
运作方式 斜导柱 齿轮 其它
倾斜拔出 型芯回转拔出 碰合
模具制作规格书模具编号 项目名称产品名称项目制作
设计制作
审核
新模
复制模
计划产量 计划数量:
项 月 产 数 月产量 :
设计完成日
目
期
年
计 模具完成
年
划试 模
年
小批量
年
量产
年
成 材料名称
形 材
材料编号
料 一般收缩率
模穴数
产品数 1个
万套
万套
月
日
月
日
月
日
月
日
月
日
模具分类 模具尺寸
标准 双色 嵌件模
长度 × 宽度 × 厚度