端子模设计规范
USCAR21(端子压接的性能规范)

PERFORMANCE SPECIFICATION FOR CABLE-TO-TERMINAL ELECTRICAL CRIMP端子压接的性能规范1. SCOPE范围IMPORTANT NOTICE: In any intended vehicle application, if the products covered by this specification are, or may be, subjected to conditions beyond those described in this document, They must pass special tests simulating the actual conditions to be encountered before they can be considered acceptable for actual vehicle application. Products certified by their supplier as having passed specific applicable portions of this specification are not to be used in applications where conditions may exceed those for which the product has been satisfactorily tested.The Authorized Person is the final authority as to what tests are to be performed on his or her parts and for what purpose these tests are required. He or she is also the final authority for resolving any questions related to testing to this specification and to authorizing any deviations to the equipment or procedures contained in this specification. Any such deviation must be documented and included in the final test report.重要提示:在任何汽车应用中,对于本规范没有涉及到的情况,产品必须通过相应的特殊试验,该试验的试验条件应该模仿汽车在实际使用中的条件。
Connector设计参考规范-ALL

項次
項目
備註
Coplanarity (平整度)設計建議規範
1
(1) SMT TYPE的Connectors ,其所有零件腳(Terminal` Board-Lock )的
相對高低位置視為平整度,一般要求為0.10 mmMax.
(2) Coplanarity (平整度)表示方式有右圖所列幾種方式;
備註
Connector公母搭配建議規範
1
Housing與Shell搭配建議:
膠芯寬度= A膠芯高度= B
鐵殼寬度= A +0.10 mm鐵殼高度= B +0.10 mm
鐵殼內R = R1膠芯R角R2 = R1+0.10 mm
2
公母鐵殼Mating face搭配建議規範
母鐵殼寬度為C公鐵殼寬度為C+0.07~0.10 mm
Connector設計參考規範
制`修/訂日期
2002/03/25
文件版本
A
制訂者
侯斌元
項次
文件內容
頁碼
備註
1
SMT設計建議規範
2
2
SMT TYPE Connector端子腳與PC Board PAD接觸範圍建議規範
3
3
Coplanarity (平整度)設計建議規範
4
4
Insert Molding建議規範
4
打線式(Crimp TYPE)端子鉚合芯線吊磅標準建議規範
AWG
10
12
14
16
18
20
22
24
26
28
30
LBS
80
70
冲压模板工艺与检验规范

穿线孔 入块孔
图2-10
图2-11
a).上图中2-10所示:铣床加工异形孔必须要根据异形孔的形状进行选择穿丝孔的加工位置,异形孔宽度
最小数为2.0mm,其次为4.0mm、6.0m,对于此类异形孔应以4.0mm处进行加工穿丝孔。
b).根据上图2-11中所示,铣床加工规则的成型入子孔时,成型入子孔长、宽为4.0×2.0mm时,即必须要
准点加工在模板的正面,其目的为了后续加工的识别。
图2-1
深度尺寸
深度 尺寸
基准点图示
图2-2
版本 A
页码 4of18
模板字码槽图示
图2-3
脱料板工艺与检测规范
模板编码图示
图2-4
文件编号 生效日期 制 定 核 准
模具类型
连接器模具类
工件名称
脱料板
工件编号
3).编码沉台:铣床按照工程图纸进行字码沉台加工,选用6或8mm的
塞尺
油石
一、检验前清除模板周边毛刺
图1-3
平台 二、0.1mm塞尺可塞进,即判定为不合格
图1-4
平台 三、0.1mm塞尺不可塞进,即判定为合格
图1-5
文件编号 生效日期
版本
页码
脱料板工艺与检测规范 制 定
A
2of18
核 准
模具类型
连接器模具类
工件名称
2) 直 角 尺 检 验 垂 直 度 图 示
直度差值,超差0.1mm,即可判定NG,在0.1mm以内,判定为OK。
版本
页码 脱料板工艺与检测规范
文件编号 生效日期 制 定
A
3of18
模具类型
连接器模具类
工件名称
C)、千 分 表 检 验 垂 直 度 图 示
模具设计规范

模具设计规范1.目的:为达成冲模设计、加工准确、通用,快速之目的,确保模具及样品品质,提高生产效率。
2.范围:适用于在厂内自行开发产品及客户委托设计的模具设计.3.定义:3.1冲压模具:利用其生产五金等冲压产品,适用于冲压机生产用的模具。
4.权责:权责内容详见模具设计流程图(请参考附件一)5.作业流程:5.1模具设计流程图(请参考附件一)6.作业说明:档名前加模具编号,如XXXXX—L01A,共用模用B表示,则在第一套完整图号后加互换产品之展开图,料带图..。
互换之零件等,编号为XXXXXB-L01A。
.XXXXXB-03等;复制模用N表示,若有多套,分别用N1,N2,N3.。
标件图为最后一张即第y张。
<图号>,<档名>统一。
建议:整套模具只能有一个总图,总图用XXXXX-ALL命名,所有图档都在总图里完成,确认无误后存出,尽量保持总图为最新版本。
注:除客户要求外,模具模号一般以产品料号为准.6.2.注:模板素材尺寸公差为+0。
3~+0。
5注:一般五金配件以伍全公司目录为标准.*1。
下模入子刀口到边距离>/=4。
0;建议下模入子比脱板入子单边大1。
0导料板>0。
5,脱板入子不用避位。
*2。
端子类刀口用两段式(8+17),上8.0用WC,下用SKD11,冲子用WC,刀口直线位1。
5斜1。
0度落屑对于特别小的冲子,刀口可直线位0.0斜0。
2度落屑.*3。
脱板入子挂肩均统一为4。
0。
*4。
入子大小不得小余4*5(过小不便于加垫片或敲出)。
*5。
零件之间滑动要求时,一定要放单边间隙,一般为0。
01。
*6. 敲击孔模座统一钻Φ5。
0,垫板钻Φ3。
5,特殊情况允许钻或割Φ2。
1。
*7.对于铁壳或铜壳,刀口做整体式,冲子刀口材料用SKD11/SKH9/ASP23HRC62,脱板刀口入子,及夹板入子浮升块用SKD11;成形冲子入子均用SKD11/SKH9/ASP23。
6.4.作图规范6.4.1.颜色:除虚线.中心线等特殊线为便在打印时以区别其粗细外,其余线均以随图层决定颜色,标注线之文字与指引线用绿颜色.当正式出图时,除标注.虚线.中心线等特殊线外,其余全部随图层色,图档设变时,将设变部位用其它颜色区分开来.6.4.2.图层:6.4.3.标注模板之销孔,导柱孔,入子框口,以3位小数标示磨床加工之尺寸,以3位小数标表铣床加工,落料孔,脱背板过孔,挂台,让位,其它非重要尺寸,以1位小数标示。
连接器设计规范
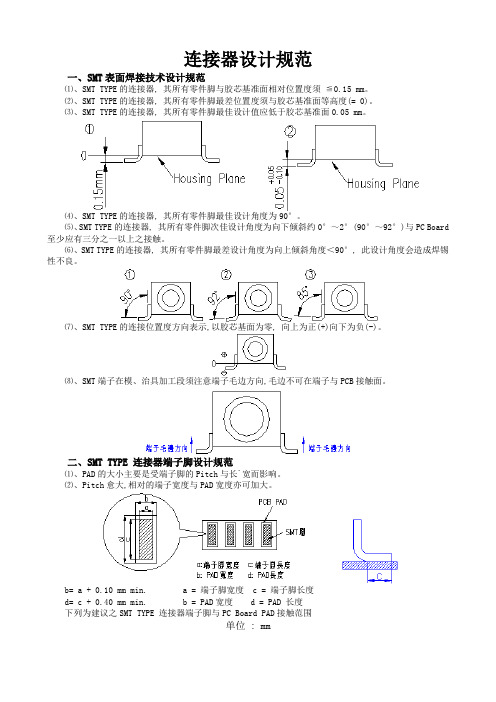
连接器设计规范一、SMT表面焊接技术设计规范⑴、SMT TYPE的连接器, 其所有零件脚与胶芯基准面相对位置度须≦0.15 mm。
⑵、SMT TYPE的连接器, 其所有零件脚最差位置度须与胶芯基准面等高度(= 0)。
⑶、SMT TYPE的连接器, 其所有零件脚最佳设计值应低于胶芯基准面0.05 mm。
⑷、SMT TYPE的连接器, 其所有零件脚最佳设计角度为90°。
⑸、SMT TYPE的连接器, 其所有零件脚次佳设计角度为向下倾斜约0°~2°(90°~92°)与PC Board 至少应有三分之一以上之接触。
⑹、SMT TYPE的连接器, 其所有零件脚最差设计角度为向上倾斜角度<90°, 此设计角度会造成焊锡性不良。
⑺、SMT TYPE的连接位置度方向表示,以胶芯基面为零, 向上为正(+)向下为负(-)。
⑻、SMT端子在模、治具加工段须注意端子毛边方向,毛边不可在端子与PCB接触面。
二、SMT TYPE 连接器端子脚设计规范⑴、PAD的大小主要是受端子脚的Pitch与长`宽而影响。
⑵、Pitch愈大,相对的端子宽度与PAD宽度亦可加大。
b= a + 0.10 mm min. a = 端子脚宽度 c = 端子脚长度d= c + 0.40 mm min. b = PAD宽度 d = PAD 长度下列为建议之SMT TYPE 连接器端子脚与PC Board PAD接触范围单位 : mmPitch 0.50 mm 0.80 mm 1.0 mm 1.27 mm 2.0 mm 2.54 mma 0.20 0.25 0.40 0.40 0.60 0.60b 0.30 0.50 0.60 0.80 1.0 1.20c c c c c c cd c + 0.40 c + 0.40 c + 0.40 c + 0.40c +0.40c + 0.40e 0.20 0.30 0.40 0.47 1.0 1.34a=端子脚宽度;长度;e=PAD与PAD间之距离三、平整度设计建议规范(1)、SMT TYPE的连接器, 其所有零件脚的相对高低位置视为平整度,一般要求为0.10mmMax.(2)、平整度表示方式有下图所列几种方式;对SMT产品标准标示:①、端子间平整度②、端子与胶芯基准面位置度。
连接器产品设计规范

连接器产品设计规范一、SMT表面焊接技术设计建议规范⑴、SMT TYPE的连接器, 其所有零件脚与胶芯基准面相对位置度须≦0.15 mm。
⑵、SMT TYPE的连接器, 其所有零件脚最差位置度须与胶芯基准面等高度(= 0)。
⑶、SMT TYPE的连接器, 其所有零件脚最佳设计值应低于胶芯基准面0.05 mm。
⑷、SMT TYPE的连接器, 其所有零件脚最佳设计角度为90°。
⑸、SMT TYPE的连接器, 其所有零件脚次佳设计角度为向下倾斜约0°~2°(90°~92°)与PC Board 至少应有三分之一以上之接触。
⑹、SMT TYPE的连接器, 其所有零件脚最差设计角度为向上倾斜角度<90°, 此设计角度会造成焊锡性不良。
⑺、SMT TYPE的连接位置度方向表示,以胶芯基面为零, 向上为正(+)向下为负(-)。
⑻、SMT端子在模、治具加工段须注意端子毛边方向,毛边不可在端子与PCB接触面。
二、SMT TYPE 连接器端子脚与PC板垫接触范围建议规范⑴、PAD的大小主要是受端子脚的Pitch与长`宽而影响。
⑵、Pitch愈大,相对的端子宽度与PAD宽度亦可加大。
b= a + 0.10 mm min. a = 端子脚宽度 c = 端子脚长度d= c + 0.40 mm min. b = PAD宽度 d = PAD 长度下列为建议之SMT TYPE 连接器端子脚与PC Board PAD接触范围单位 : mmPitch 0.50 mm 0.80 mm 1.0 mm 1.27 mm 2.0 mm 2.54 mma 0.20 0.25 0.40 0.40 0.60 0.60b 0.30 0.50 0.60 0.80 1.0 1.20c c c c c c cd c + 0.40 c + 0.40 c + 0.40 c + 0.40c +0.40c + 0.40e 0.20 0.30 0.40 0.47 1.0 1.34a=端子脚宽度;b=PAD宽度;c=端子脚长度(端子脚长度依各类产品而定);d = PAD 长度;e=PAD与PAD间之距离三、平整度设计建议规范(1)、SMT TYPE的连接器, 其所有零件脚的相对高低位置视为平整度,一般要求为0.10mmMax.(2)、平整度表示方式有下图所列几种方式;对SMT产品标准标示:①、端子间平整度②、端子与胶芯基准面位置度。
LCM设计规范

1.目的使模块设计处于受控状态,确保产品满足客户的使用需求及生产工艺要求,减少设计错误。
2.职责模块设计、开发工作由设计部负责。
3.模块设计过程3.1.模块总装图确定<1>. 客户提供总装图时,根据客户总装图要求,结合实际生产工艺水平,对总装图进行审核。
无问题则对总装图确认,作为整个模块的设计基准。
有问题的则需同客户沟通,直至将图纸确定为止。
<2>. 客户只提供样品草图等设计要求时,应根据客户的要求,结合模块生产的工艺要求,设计模块总装图,并送客户审批。
审批后的总装图作为模块设计的基准。
<3>. 总装图设计要求a.总装图必须满足客户的各项要求。
b.总装图必须准确表达清楚各零件的装配位置,装配关系。
c.总装图必须标注清楚模块的外形尺寸,配合尺寸及公差。
d.总装图必须标明模块的驱动接口,逻辑分布表。
e.总装图必须标明模块的驱动电压、显示方式、温度范围。
3.2.零部件的设计要求<1>. 零部件的图纸必须将以下内容表达清楚。
a.视图要清晰、明确,能准确完整地表达出该零件的形状、构造。
b.标注尺寸要符合规范,尽量避免有交叉线,公差要求合理、明确。
c.工艺参数、技术要求明确标明必须要检验的项目。
d.图号、版本号等标识要清楚<2>. 模块产品由多个部件组装而成,相互间的工装配合关系要求十分严密。
因此,设计各零件时要以模块总装图为基准,综合考虑各零件的工装尺寸,使整个设计有机统一。
a.扣板同LCD的工装配合要注意:除特殊要求外,LCD的外形尺寸比扣板的内框尺寸每边小6-8mil.LCD 装入扣板内后,LCD的视窗同扣板的视窗要对中。
扣板的视窗面积比LCD视窗面积要求每边小6mil以上。
确保LCD显示图形在扣板视窗之内。
b.扣板同PCB的工装配合要求要注意:PCB板上设计的扣板脚装配孔要与扣板脚一一对应。
除客户特殊要求外,PCB与扣板必须有定位孔和定位销。
HGT 20508-2014 控制室设计规范

Om;
机柜距墙(柱)净距离宜为1. 6m~2. 5mo
3.3.11 3.3. l2
工程师室、 UPS 室等面积应按设备尺寸、工作要求及安装、维护所需的空间确定。 电力电缆不宜穿越机柜室、工程师室,当受条件限制需要穿过时,应采取屏蔽措施。
3.4 3.4. 1
果设计。
建筑和结构
对于有爆炸危险的化工工厂,中心控制室建筑物的建筑、结构应根据抗爆强度计算、分析结
2
3
General requirements ……………………………………………………………………………………………(1 77) Location on the general layout …………………………………………………………………………………(1 77) Arrangement and area
3.2
总图位置
3.2.1
1
不同装置规模的控制室其总图位置应符合下列规定: 控制室宜位于装置或联合装置内,应位于爆炸危险区域外; 中心控制室宜布置在生产管理区。 对于含有可燃、易爆、有毒、有害、粉尘、水雾或有腐蚀性介质的工艺装置,控制室宜位于本地
2
3.2.2 3.2.3
3.2.4
区全年最小频率风向的下风侧。 控制室不宜靠近运输物料的主干道布置。
位于化工工厂内具有全厂性生产操作、过程控制、安全保护、先进控制与优化、仪表维护、仿真培
训、生产管理及信息管理等功能的综合性建筑物。
2.0.3
现场控制室
local control room
位于化工工厂内公用工程、储运系统、辅助单元、成套设备的现场,具有生产操作、过程控制、安
全保护等功能的建筑物。
2.0.4
控制室应远离高噪声源。 控制室应远离振动源和存在较大电磁干扰的场所。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
備注
Φ1.0*50.5
4
導正孔圓 沖
(下模對應 孔大0.1) Φ1.5*50.5
Φ3.0*50.5
Φ
0.98*22.50L
5
Φ 導正銷 1.48*22.50L
Φ
2.96*22.50L
6 頂料銷 Φ3.0,Φ4.0,Φ6
Φ2.0,Φ
7 導傳正力浮銷升 3.0,Φ4.0
8
銷 Φ4.0,Φ6.0
Φ18*Φ14*
一 般做 3.0; 刀口 S>=3 .0,一 般做 4.0 6工 站先 後順 序是 否安 排合 理, 非穩 定工 步是 否有 改良 余地
7對 非穩 定之 尺寸 有無 調 整? 對於 精密 端子 高低 PIN, 軸向 偏: 建義 一定 要加 調整 8有 無遺 漏工 位? 9入 子大 小是 否合 理, 有無 防 呆? 入子 要求 有一 定的 強 度; 防呆 一般 通過
150(180,200220,25
01)5w0*((1228+0T,-200220 ,250)w*25t*L 150(180,200220 ,320500()3w3*01,23t5*0L,38 0,400)w*50t*(L
序號 名稱
規格
1 外導柱/套 RYG28-130
RYG32-130
LPM16X80/LRB16 X25/LDA16X25/3
小數標示
磨床加工
之尺寸,以
3位小數標
銑床加工
落料孔
背脫板過 掛台要尺寸 模板之坐標標注以左下角為坐標原點,模座以此點為原
點,除背脫板外其余各板疊加原點相同
打
印:
內容
線寬
標注線
0.1
標注文字
說明文字
虛線.中心
線
示意線
0.15
剖面線
圖框
模板.零件
0.25
備注
字高1.5 字高2.5
沖模設計規范
為求達成沖模設計加工準確.通用.快速之目的,特制定此規范,本規范對所有SE系列有效.自制定 之日起到下一規范制定之前,SE系列須依照此規范
一 : 圖 檔
序號 1 2 3 4 5 6 7
名稱 BOM表
BOM表 展開圖 料帶 圖 工站圖 上模座
圖號/檔名
-BOM
-L01A -L02A -L03A -P01A
常 見展 開計 算公 式: IF:R/ T<=2 ,MR=0. 3;IF: R/T< =4,M R=0. 35;IF :R/T >4,M -
如 果是 90° 成形 且 R/T< 1.0 時,一 般作 清角 處 理: 補償 量直 接 &=0. 4T. 3排 樣是 否省 料. 送料 是否 順 利, 成形 是否 穩 定, 浮高 H是 否合 理?
全部採用子彈頭形。22.5為直邊部分,吊耳為4.0
鎖壓板,導料 板用 鎖背脫板用 各模板之間 連結,等高 套螺絲 料帶寬度(W) 小於40 料帶寬度(W) 大於40
*2 端子類 刀口用兩 段式 (8+17),上 8.0用WC, 下用 SKD11,沖 子用WC,刀
落屑對 於特別小 的沖子,刀 口可直線 位0.0斜 0.2度落屑 *3 脫板入 子吊耳均 統*4一入為子4.大0 小*5不零得件小之 間*6滑敲動擊要孔 模*7座對統於一鐵 殼或浮銅升殼塊, 用SKD11;
人員 誤 鑽, 一般 用打 孔機 打出 穿線 孔。
20 零件 圖是 否表 達正 確, 完 整, 零件 尺寸 標注 時, 各個 視圖 原點 是否 在同 一點 上, 這樣 便於 看圖 和
校對 尺寸 對於 零件 圖上 重要 尺寸 包括 角度 要用 三位 小數 表 示, 非重 要尺 寸用 一位 小數 表 示,
a/y a+1/y
a+2/y
每工站至少 工站後面的 圖紙編號隻 需在前張圖 號後依次加
-1,-2,-3…
表示.如
SE376-
02,SE376-
19
02-1,
20 零件圖
-b
a+b/y
21 標件圖
-STAN
y/y
檔名前加模具編號,如SE400-L01A,共用模用B表示,則在第一套完整圖號後加互換產品之展開圖.料
便於 加工 人員 加 工, 節省 時間 (成 形研 磨角 度尺 寸必 須標 明)
六 : 設 計 流 程
新圖設 計流程
接開模通知單 審圖.簽日期 展開.排樣 審查 制總裝圖 制零件圖 制模板圖 整理 審查
GOLD/暫存檔/新 產品圖/*.DWG
GOLD/暫存檔/ 模號
ECN改 圖設計 流程
試模NG
二 : 模 板 規 格
序號 1 2 3 4 5 6 7 8
三 :
名稱 上模座 上墊板 上模板 背脫板 脫料板 下模板 下墊板 下模座
模板寬度標 淮尺寸規格
300(330,350,38 01,5400(01)8w0*,5200t0*,(2L2 0,250)w*12t*L 150(180,200,22 0,250)w*18t*L 100(120,140,16 0,200)w*9t*L1
*標
注說 明與 版面 之祥 細規 格, 參照 標準 樣本
五
:
設
計
注
意
事
項
1產 品圖 是否 正 確, 公差 是否 合 理, 是否 合付 沖壓 工 藝? 如± 0.02 ,在 放公 差時
建 義放 到最 下線 -0.02 或0.01, 這樣 可減 少修 模次 數 2展 開是 否正 確, 有無 反 向, 有無 考慮 公差 補 償?
四 : 作 圖 規 范
顏 色:
除虛線.中心線等特殊線為便在打印時以區別其粗細外,其余線均以隨圖層決定顏色,標注線 之文字與指引線分用兩種顏色.當正式出圖時,除標注.虛線.中心線等特殊線外,其余全部為 白色,圖檔設變時,將設變部位用其它顏色區分開來.
圖 層:
層名
0層
LD層
內容 展開圖 料帶圖
說明 原始產品圖.展 開排樣圖,以較 暗顏色表示 模擬沖壓時之 料帶壯態,以較 暗顏色表示
可 把刀 口加 長或 用斜 楔壓 隹, 也可 把雙 層入 子用 燕尾 槽摳 緊連 成一 體, 這麼 厚的 入子 很難 跳出 來
18 浮高 是否 合 理? 成形 之後 的局 部形 狀在 送料 時, 後面 是否 有成 形入 子或 浮塊 把它 擋住 19 檢查 產品 圖紙 公差 是否 合 理? 一般 下料 尺寸 最小 公差 為± 0.02 ,成 形尺 寸為 ± 0.03 ~0.0 5
9
等高套
Φ8.5*5.0 Φ14*Φ
8.5*L21
M4*10
10
螺絲 M5*15
M8*55
Φ6.0*Φ
11
兩用梢
3.6*Φ8.0 Φ8.0*Φ
5.0*Φ10.0
*1下模入 子刀口到 邊距離 >3.0;建義 下模入子 比脫板入 子單邊大 1.0導料板 壓0.5,脫
不用避
3.0以下採用斜楔固定 以上採用掛台。一般用 SKH9,端子類用WC
倒 C角 來控 制裝 入方 向
10 有無 考慮 入子 共用 性? 前後 工步 若相 同, 建義 零件 做成 一樣 11 有無 考慮 入子 的加 工 性? 零件 形狀 盡量 要設 計簡 單, 加工 容 易: 能磨 不 割,
能割 不 PG ,形 狀盡 量簡 單, 縮小 加工 時間
12 折 彎. 撕口 處有 無脫 料裝 置?: 90° 折 彎, 若公 差較 小 (± 1.5 °) 時, 一般 要分 兩部
且落 料框 口不 要與 螺絲 孔幹 涉, 實在 幹涉 時可 通過 移開 螺絲 孔或 落料 框口 倒C 角來 避免 15 是否 有調 整扇 形裝 置? 16 標件 是否 符合 通用 性?
17 是否 有防 入子 跳出 裝 置? 當下 模刀 口做 雙層 結構 時, 其刀 口盡 量要 用導 料板 壓 隹, 若壓 不隹
GOLD/未結案/ 模號
交圖
接ECN通知單 審圖.簽日期 展開.排樣 審查 制總裝圖 制零件圖 制模板圖 整理 審查 交圖
GOLD/未結案/ 模號
GOLD/暫存檔/新 產品圖 /ECN/*.DWG
GOLD/暫存檔/模 號ECN
GOLD/未結案/ 模號
成 形, 前後 折彎 點偏 離一 個材 料厚 度, 後一 步要 加脫 料裝 置; 撕口 成形 一般 先
要壓 料, 再撕 口成 形, 且要 做頂 料裝 置, 否則 材料 會卡 在裡 面 13 有無 考慮 避位 即其 對工 位造 成的 影 響? 為了 加快 組模 進 度, 要避 位的 地方 一定 要畫 出 來: 一般
文字注解.工站
DIM層
標注 標示
零件結構.工站
LJ層
零件 剖示圖
P01A層
上模座
P02A層 P03A層 S02A層 S01A層 DAO層 D03A層
上墊板 上模板 背脫板 脫料板 導料板 下模板
顏色隨 圖層而 定.可 據需要 隨時變
D02A層
下墊板
D01A層
標
下模座
注:
模板之銷
孔.導柱
孔.入子框
口,以3位
4刀 口有 無過 接, 是否 會有 毛頭 產 生? 建義 兩刀 口重 切長 L應 在 0.05 <=L< T范 圍內 較佳 5有 無考 慮沖 子, 入 子, 刀口 強 度: 沖子 太弱 時, 需要 補 強, 可通 過 PG, 脫板 入子 做
雙 重保 護結 構, 也可 縮短 沖子 長度 來增 加沖 子剛 性; 夾板 脫板 入子 壁厚 S>=2 .0
帶圖…互換之零件等,編號為SE400B-L01A…SE400B-03等;折彎模用A表示;復制模用N表示,若有多
套,分別用N1,N2,N3...標件圖為最後一張即第y張, <圖號>.<檔名>統一