卡扣产品注塑生产过程 PFMEA
注塑成型PFMEA完整版
2
24
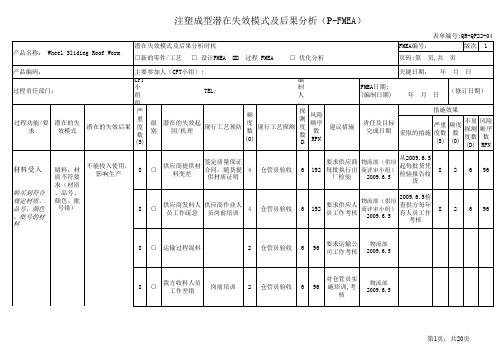
要求供应商 每批提供
SGS
物流部和销售 部2009.6.5
包装破损
原料漏出,少数致 生产少数
6
●
仓管员搬运方 法不当
岗前培训
2
仓管员目视
6
对仓管员实 72 施培训,考
核
生产部 2009.6.5
进货检验
(检查验证采 购的物料是 否符合采购
原料来料 料品不能使用,耽
错误
误生产
6
●
供应商送货错 依采购订单品
用协议
2
供方委外测试
2
24
进行供应商 物流部和销售 定期审核 部2009.6.5
6
SC ●
没有明确环境 建立环境物质 物质限量要求 过程管理体系
2
体系审核、管 理评审
2
24
进行供应商 物流部和销售 定期审核 部2009.6.5
6
SC ●
未向供应商索 取环境物质含 量的测试报告
建立SGS报告 清单
2
定期审核,确 认
材质不符
影响产品生产,不 能使用
第3页;共20页
严
过程功能/要 求
潜在的失 效模式
潜在的失效后果
重 度 数
材质不符
影响产品生产,不 (S) 能使用
7
级 别
潜在的失效起 因/机理
频
现行工艺预防
度 数
现行工艺探测
(O)
探 测 度 数 (D)
风险 顺序 数 RPN
○
供应商送货错 误
供应商依据采 购单送货
注塑成型潜在失效模式及后果分析(P-FMEA)
产品名称: Wheel Sliding Roof Worm
注塑PFMEA范本
长,保压压力过大 4.模温过低,注射速度过 3
快,注射压力过大 5.注射速度过快,注射压力
过大 6.保压时间不合理,注射压
力不合理(第二段) 7.原材料中含有一定阻燃
剂,导致模具发红
1.升高料温,加大注射压力,延 长保压时间
2.加大注射剂量,加大注射压力 3.加强锁模力,降低料温,减小 注射压力,缩短保压时间,减小
1.制作参数参 照表;提高调 机员的技术水
平 2.经常性清洗 及更换模具配
件
7
2
3 42
5.3 首件确认
外观不良 产品尺寸超差
客户投诉,退货
4
客户投诉,退货
5
2
2 16
未按成型工艺参数表设定
按成型工艺参数表重新设定参数
2
3 30
产品名称:
客 户: 核心小组:
过程 过程 工艺
功能
6 生产自检
潜在 失效模式
责任人 和目标 完成日
期
措施执行结果
采取的措施
严频探 R 重度测 P 度 度N
4
成型条件不稳定
2
对设备进行维修或,使用备用机 台
3
24
7
IPQC 制程检 验
外观不良 产品尺寸超差
客户投诉,退货
4
客户投诉,退货
4
成型条件不稳定 成型条件不稳定
2
对设备进行维修或,使用备用机 台
3
24
2
对设备进行维修或,使用备用机 台
频度(O)
严重度(S)
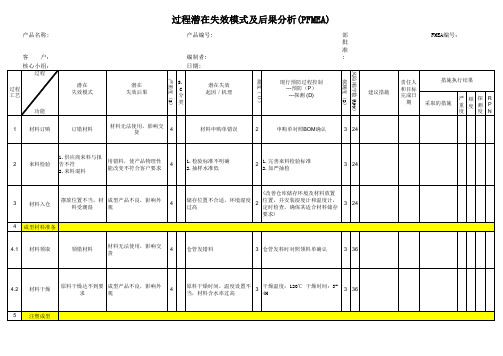
过程潜在失效模式及后果分析(PFMEA)
产品编号:
编制者: 日期:
注塑产品PFMEA表

FME A 编产品名称/Product:J ETTA 内框过程职责第页关键日期编制人:刘红FMEA (原2014.5.8控制预防Control and Prevention 发生度Occur 控制探测Control and Detection 探测度Dete 采取的措施/完成日期Measures/C 严重度S 发生度O 探测度D RPN 10 原料采购及时延期影响生产5没合理安排库存设最低库存,及时跟踪2按月订单量的一半设最低库存330包装破包影响产品外观7运输过程损坏专人验收6全检142颗粒大小均匀颗粒连并、偏大影响注塑加工6供应商生产造成抽检2两包/批44810-2 原料入库指定位置,批次分开批次混放发料时混发2作业员未按规定分区,加强管理4专人检查32410-3 配料先进先出混料影响产品品质稳定6作业员未按规定加强员工培训、管理,做好原料标识3专人发放原料,建立原料台账236设定温度过高材料结块6F 作业员疏忽现场放置作业指导书3每小时检查1~2次236设定温度过低材料干燥不充分6F作业员疏忽现场放置作业指导书3每小时检查1~2次47220-2 模具安装安全碰擦、伤害人员受伤、耽误生产6作业员疏忽加强培训、严格按安全作业标准操作2现场管控,季度考核224调试工艺时间长耽误生产进度4工艺员业务水平不够加强培训3月度考核336外观尺寸不合格返工或报废5F 工艺调整不合理制作工艺表,并及时更新,检验员及时跟进5做好首件确认37520-4 注塑成型稳定产品容易出现缺陷报废产品多,产量不够3设备不稳定加强设备保养3设备保养维修记录32720-5 取产品、修边、自检无缩痕、无明显熔接痕、无变形、缺料、拉丝、卡爪断裂缺陷产品容易混进包装返工5F作业员疏忽、质量意识不强定期对员工进行培训、做好标准样品参考5自检记录、月度考核375外观符合要求(如上)缺陷产品容易漏检返工、客诉、退货7F 检验员抽检比率太小或漏抽严格按标准要求每箱抽取两个4产品入库检验记录384尺寸合格尺寸偏差报废7F工艺不合理做好首件确认4加强巡检力度384包装箱无损坏使用不合格纸箱产品损坏、客户退货6作业员疏忽加强作业员培训、管理3按作业指导书操作236数量准确多装或少装客诉、退货6作业员疏忽加强作业员培训、管理4电子称复检372搬运过程损坏客诉、退货6作业员野蛮搬运加强作业员培训、管理3专人负责354码放太高产品损坏、纸箱损坏4作业员不按规定实施作业加强作业员培训、管理3专人负责检查112RPN 建 议 措施Suggestio n Measure 职责和目标完成日期Duties and target completion干燥温度85±5°快速、合理20-1 原料干燥20-3 工艺调试30 检验40 包装50 入库失效潜在原因Potential causes of failure 现行过程 Current Process 实施结果Results of theimplementation 过程Process步骤Step 功能要求Request 分类Clas sify 轻拿轻放、最高堆放5层潜在失效模式Potential FailureMode失效潜在影响The potential impact of failure 严重度Seve rity 10-1 检验 注塑产品PFMEA表潜在失效模式与影响分析Failure mode and effects analysis(过程FMEA/Process FMEA )车型年/项目/Model year/Project:JETTA 1.4T 核心小组/Core Group:项目小组。
完整实用的过程PFMEA实例(注塑企业)
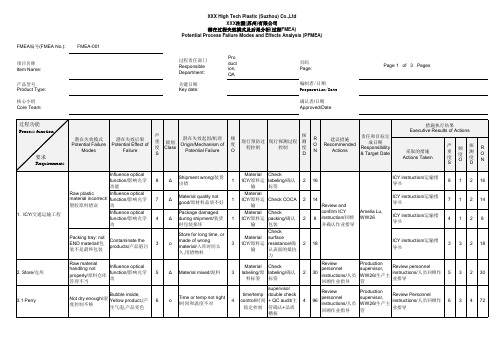
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Preparation/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
பைடு நூலகம்
过程功能
Process function 要求
Imaging lens Dia.,
Dim 1: 5.78±0.03 Influence out of spec./镜头 assembly/影响装配
3
直径尺寸超规
Review PM mould
Order start
Production personnel instruction,
o
Wrong insert/嵌入错误
Contaminate the products/产品脏污
3
2. Store/仓库
Raw material handling not properly/原料仓库 管理不当
Influence optical function/影响光学 功
5
3.1 Perry
Not dry enough/湿 度控制不够
1
release
Dim check/尺
plan/订单开 寸确认
2
6
PM mould /点检 磨具
supervisor, incoming inspection WW26/生产主 optical inserts/人员回顾
时包装损坏
输
包装
并确认作业指导
ICY instruction/运输指 导书
ICY instruction/运输指 导书
注塑pfmea实例

潜在失效模式
潜在失效后果
Potential Failure Potential Effect of
Modes
Failure
严 级别 重 Class
潜在失效起因/机理
度 S
(★, Δ,o)
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
过程责任部门 Responsible Department:
Pro duct ion, QA
关键日期 Key date:
页码 Page:
编制者/日期 Prepartion/Date
确认者/日期 Approved/Date
Page 1 of 3 Pages
过程功能 Process function
要求 Requirements
6 5 2 60 6 5 2 60 6 5 2 60
3.2 Moulding
Distance, Dim.9: 1.60±0.05 out of Impact TOP spec.
Molding process or 7 ★ mold dim. Or mould
temp.
1 IPQC
Dim 2, 3, 4
Origin/Mechanism of Potential Failure
频 度 O
探
现行预防过 现行探测过程 测
程控制
控制
度
D
R P N
建议措施 Recommended
3 o Wrong insert
1
Order start release plan
Dim check
2 6 PM mould
注塑件过程失效模式及分析PFMEA

3 54
___
___
___ _ _
产品飞边
外观质量下降, 使顾客对外观不 4
满意
材料熔融指数 偏大
5
原材料进货检 验
操作工自 检,检验员 首检、巡检
2
40
___
___
___ _ _
包装
产品变形、表 面擦毛
产品性能、外观 质量下降,顾客
不满意
6
6
操作工自 纸箱偏大或偏小 4 纸箱进货检验 检,检验员 2 48
___
___ _ _ ___ _ _ ___ _ _ ___ _ _ ___ _ _
___ _ _
涂装
产品表面无
项划目伤、颗粒 名、发花等不 车辆良年现/象车辆类型:
核油 符心漆 合小附 海组着南:力马 过自程达MES M功N 能600H标
准要求 要求
潜在 失效模式
潜在 失效后果
潜在失效模式及影响分析
巡检
___ ___
___ ___
___ _ _ ___ _ _
包装 包装完好, 便于储存运
包装损坏
产品外观质量、 性能下降
7
内包衬片偏小
操作工自 5 加强进货检验 检,检验员
巡检
2
70
纸箱附件 进货检验
质量科 衬片印刷所
2003.8.2 配用产品名
5
称
7
2
项目
名 车辆年/车辆类型:
核心小组:
过程 功能
满意
模具型腔划伤
5
模具定期维修 保养
操作工自 检,检验员 首检、巡检
3
90
模具定期 维修保养
生产科 2003.8.2
注塑产品_PFMEA案例

共 4页 编制
最初编 制日期
FMEA 编号
201
FMEA 版本号
A
电话号码
FMEA 最新 更改日期
过程
要求
潜在失效模式 潜在的失效后果
严
重 等 潜在的失效原因/
度级
机理
S
控制预防
产品表面缩水
产品外观不合格 顾客抱怨
产品尺寸偏大 与相关零件不匹配,
或偏小
使顾客不满意
4、注塑成型
通过注塑机和模 产品表面烧焦 具成型生产出颜 色、外观、尺寸 、性能合格的产
2
《成型条件表》每班 次点检
4
48
2/16
编号: 总成
零件名称/零件号/工 序名称
产品编号:
CFT小组成 员:
分总成
潜在的失效模式及后果分析-PFMEA
零件
设 计/ 过 程 责 任 部 门
制 造 部
关键日期:(要求PFMEA编制完成日及预计生产开始日期)
Hale Waihona Puke PFMEA编制预定完成日:
预计生产开始日:8
9/16
2013-01
A/0
措施结果 R
ODP N
10/16
2013-01
A/0
措施结果 R
ODP N
11/16
2013-01
A/0
措施结果 R
ODP N
12/16
2013-01
A/0
措施结果 R
ODP N
13/16
2013-01
A/0
措施结果 R
ODP N
14/16
2013-01
A/0
不正确
作业
7
塑料行业注塑成型PFMEA

Function Requirements 潜在失效模式
功能要求
Potential Effect(s) of Failure 潜在后果
S e v
C l a s
s
Potential Cause(s) / Mechanism(s) of Failure
潜在原因分析
6
检验员能力不够,未发现
误判 3.4检验外观和重量是否 符合作业指导书的规定
Design FMEA Process FMEA
System
Part Number零件号:
Subsystem
Component
Design or Process Responsibility
潜在 失效模式及后果分析
Page页数: Prepared by编制人:
FMEA NumberFMEA编号: Telephone电话:
Actions Taken 实施措施
SODR e c eP vc tN
Page 2of 4
Step #工序号/Design
Item or Process
Potential Failure Mode
Function Requirements 潜在失效模式
功能要求
Potential Effect(s) of Failure 潜在后果
材料结块 材料吸不上
材料浪费,影响后道生产 影响后道生产
7
原料颜色色差
7
原料性能不符合
7
从不合格方承包处采购
7
材料底部未放木托
7
原料放置时间太久,过保质期
5
领料工责任心不强
5
领错料
7
烘料机不工作
7 + 烘料温度设置不对
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
潜在的失效模式及后果分析
文件号:
FMEA 编号
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
产品工程部
车型/年份关键日期最初编制日期FMEA 最新更改日期主要参加成员
现行过程控制探
测采取的
措施
S O D
原材料采购材料不正确产品不能入库5采购单不正确2采购前检查采购单220无
原材料入厂检验材料不正确产品性能达不
到预定要求
6
材料牌号不正确
包装破损
2
要求供应商提供每批
次的材料报告并对每
批次材料委外做试验
检查包装外观
材料测试报告224无
从仓库将原材料送到车间
材料不正确
产品性能达不
到预定要求
6操作工疏忽1注塑工艺卡片16无
频
度
数
O
现行过程控制预防
1、注塑机的工艺
参数设置的不正
确2、没有按操指
导书进行操作
检查注塑工艺卡片工
艺参数
开机前5分钟需对每个
模具型腔进行首检并
对产品首件进行确认
产品注塑成型后
有缩孔、裂纹、
变形、缺料等现
象
产品性能降
低,顾客抱怨
7
共 2 页 第 页
R
P
N
建议措施
214无
卡扣/001/注塑
注塑按照注塑工艺卡
片进行检查并记
录每班两次过程
检验
措施结果
设计和工艺性
能要求潜在失效模式
潜在的失效后
果
严
重
度
S
等
级
潜在的失效原因/
机理
探
测
度
D
责任目标/
完成日期
1
总成分总成零件
设计 FMEA过程 FMEA
潜在的失效模式及后果分析
文件号:
FMEA 编号
零件名称/零件号/工序名称设计/过程责任部门编制电话号码
产品工程部
车型/年份关键日期最初编制日期FMEA 最新更改日期主要参加成员
现行过程控制探
测采取的
措施
S O D
频
度数O 现行过程控制预防
共 2 页 第 页
R
P
N
建议措施
卡扣/001/注塑
措施结果
设计和工艺性
能要求潜在失效模式
潜在的失效后
果
严
重
度
S
等
级
潜在的失效原因/
机理
探
测
度
D
责任目标/
完成日期
总成分总成零件
设计 FMEA过程 FMEA。