交流发电机dfmea分析
电源潜在失效模式分析(DFMEA)

项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
过热损坏无
输出
88.5%
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .
文件编号:
潜在过程失效模式及后果分析(设计FMEA)
项目名称: 过程责任部门: 编制者: 编制日期: FEMA编号: .。
设计失效模式分析(DFMEA)

设计失效模式分析(DFMEA)预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制1. 目的确定与产品相关的设计过程潜在的失效模式,确定设计过程中失效的起因,确定减少失效发生或找出失效条件的过程控制变量并编制潜在失效模式分级表,为采取预防措施提供对策。
2. 适用范围本程序适用于新产品设计、产品设计变更时的样品试验阶段的FMEA 分析。
3. 职责3.1 项目组:负责设计潜在失效模式和后果分析的工作主导,DFMEA 的制定;3.2 APQP跨功能小组:负责设计失效模式和后果分析(DFMEA )结果的评估;3.3 各职能部门:负责各失效模式和后果分析相关工作配合和对策的实施;3.4管理者代表:负责设计失效模式和后果分析(DFMEA )结果的批准。
4. 定义4.1 DFMEA :设计潜在失效模式和后果分析(Design Failure Mode and Effecting Analysis )是指设计人员采用的一门分析技术,在最大范围内保证充分考虑失效模式及其后果、起因和机理,DFMEA 以最严密的形式总结了设计技术人员进行产品设计时的指导思想。
4.2 APQP小组:由总经理指定的公司内部从事新产品设计和更改的跨功能组织。
4.3严重度(S):是潜在失效模式对下序组件、子系统、系统或顾客影响后果的严重程度的评价指标。
4.4频度(0):是指某一特定的具体的失效起因/机理发生的可能性/频率。
4.5探测度(D):DFMEA是指在零部件、子系统或系统投产之前,现行过程控制方法找出失效起因/机理(设计薄弱部份)的能力的评价指标,PFMEA是指在零部件离开制造工序或装配工位之前,现行过程方法找出失效起因/机理(过程薄弱部份)的可能性的评价指标。
5. 流程图:设计失效模式和后果分析(DFMEA )流程图参见(附件一)6. 作业程序和内容6.1实施DFMEA的时机6.1.1在设计阶段图面设计之前项目组负责主导DFMEA小组实施DFMEA,并且在产品图样完成之前全部完成。
新能源发电站可靠性分析DFMEA

新能源发电站可靠性分析DFMEA DFMEA(Design Failure Mode and Effects Analysis)是一种针对设计阶段进行的故障模式与影响分析,它在新能源发电站的可靠性分析中具有重要的应用意义。
本文将通过DFMEA方法,对新能源发电站的可靠性进行分析,以期为其运营和维护提供指导。
1. 引言新能源发电站是未来能源发展的重点领域,其高效、清洁的特性对全球能源结构的转型起到了积极的推动作用。
然而,在实际运营中,新能源发电站也会面临一系列潜在的故障风险和可靠性问题。
因此,进行可靠性分析是必不可少的。
2. DFMEA概述DFMEA是一种系统性的方法,用于识别和评估设计的潜在故障模式及其对系统性能的影响,从而采取相应的改进措施。
它主要包括以下几个步骤:a) 故障模式的识别:对新能源发电站中可能出现的故障模式进行全面的梳理和分类,并进行编码和命名。
b) 故障原因的分析:针对每一种故障模式,找出可能导致其发生的原因,并对其进行评估和分类。
c) 故障效应的评估:分析每一种故障模式对新能源发电站性能的影响和后果,进行风险评估。
d) 风险控制策略的制定:针对高风险的故障模式,制定相应的控制策略,以降低其对系统可靠性的影响。
3. 新能源发电站DFMEA分析在对新能源发电站进行DFMEA分析时,首先需要明确发电站的整体设计和功能,并根据其特点和运行要求,识别可能的故障模式。
例如:a) 风能发电机组故障模式:风轮叶片损坏、轴承故障、变速箱漏油等。
b) 太阳能电池板故障模式:电池损坏、连接线路松动、遮挡物影响等。
c) 潮汐发电机组故障模式:叶片断裂、电机故障、浪涌过大等。
其次,对每种故障模式的原因进行分析,并评估其发生的概率和严重程度。
例如,在风能发电机组中,轴承故障可能由于材料疲劳、润滑不良、过载等原因引起。
对于不同故障模式的风险评估,可以采用一定的评估标准,如概率、严重程度和检出能力等指标进行量化。
DFMEA:什么是DFMEA?DFMEA是什么意思以及DFMEA与PFMEA的区别

DFMEA:什么是DFMEA?DFMEA是什么意思以及DFMEA与PFMEA的区别DFMEA全称是Design Failure Mode and Effects Analysis,中文是设计失效模式及后果分析。
什么是DFMEA?DFMEA是什么意思DFMEA是指设计阶段的潜在失效模式分析,是从设计阶段把握产品质量预防的一种手段,是如何在设计研发阶段保证产品在正式生产过程中交付客户过程中如何满足产品质量的一种控制工具。
因为同类型产品的相似性的特点,所以的DFMEA阶段经常后借鉴以前量产过或正在生产中的产品相关设计上的优缺点评估后再针对新产品进行的改进与改善。
DFMEA基本原则DFMEA是在最初生产阶段之前,确定潜在的或已知的故障模式,并提供进一步纠正措施的一种规范化分析方法;通常是通过部件、子系统/部件、系统/组件等一系列步骤来完成的。
最初生产阶段是明确为用户生产产品或提供服务的阶段,该阶段的定义非常重要,在该阶段开始之前对设计的修改和更正都不会引起严重的后果,而之后对设计的任何变更都可能造成产品成本的大幅提高。
DFMEA应当由一个以设计责任工程师为组长的跨职能小组来进行,这个小组的成员不仅应当包括可能对设计产生影响的各个部门的代表,还要包括外部顾客或内部顾客在内。
DFMEA的过程包括产品功能及质量分析、分析故障模式、故障原因分析、确定改进项目、制定纠正措施以及持续改进等6个阶段。
DFMEA与PFMEA的关系DFMEA是指设计阶段的潜在失效模式分析,是从设计阶段把握产品质量预防的一种手段,是如何在设计研发阶段保证产品在正式生产过程中交付客户过程中如何满足产品质量的一种控制工具。
因为同类型产品的相似性的特点,所以的DFMEA阶段经常后借鉴以前量产过或正在生产中的产品相关设计上的优缺点评估后再针对新产品进行的改进与改善。
PFMEA如果在DFMEA阶段做的比较好的话那么在PFMEA阶段将不会出现影响较大的品质问题,但必竟是新产品往往都会出现自身特有的问题点,而这些问题也通常都是要经过长时间的量产或者是交付给客户后才发生或发现的品质问题,这就要通过PFMEA加以分析保证。
DFMEA-设计潜在的失效模式及后果分析

9) 项目/功能
填入被分析项目的名称和其他相关信息(如编号、零件级别等) 用尽可能简明的文字来说明被分析项目满足设计意图的功能, 包括该系统运行环境(规定温度、压力、湿度范围、设计寿命) 相关的信息 如果该项目有多种功能,且有不同的失效模式,应把所有的功 能单独列出
2 3
10) 潜在失效模式
机理
防测 D
R 建议 责任及
P 措施 目标完 成日期
N
措施结果
采取 的措 施
S ODR P N
功能、特 性或要求 是什么?
后果是
有多 糟糕
什么? ?
会是什么问题? -无功能 -部分功能/功能 过强/功能降级 -功能间歇 -非预期功能
起因是 什么?
发生的频 率如何?
能做些什么? -设计更改 -过程更改 -特殊控制 -标准、程序或 指南的更改
装配和外观/尖响声和卡嗒响声等项目不符合要求,大多数顾客发现有缺陷 (多于75%)。
装配和外观/尖响声和卡嗒响声等项目不符合要求,有50%的顾客发现有缺 陷。 装配和外观/尖响声和卡嗒响声等项目不符合要求,有辨识能力的顾客发现 有缺陷(少于25%)
没有可识别的影响
4
3
2
1
2 9
13) 分級
产品特殊特性的分级
是一项设计风险指针, RPN取值在1至1000之间。 当RPN较高时, 设计小组应提出纠正措施来降
低RPN值。
4 2
19)建议措施
应首先针对高严重度,高RPN值和小组指定的其它项目进行预防/纠正措施 的工程评价。任何建议措施的意图都是要依以下顺序降低其风险级别:严重 度、频度和探测度。
如:-修改设计几何尺寸和/或公差; -修改材料规范; -试验设计(尤其是存在多重或相互作用的起因时或其它解决问题的 技术);和 -修改试验计划 只有设计更改才能导致严重度的降低。只有通过设计更改或者设计过程 更改消除或控制失效模式的起因/机理才能有效地降低频度。增加设计确 认/验证措施将仅能导致探测度值的降低。由于增加设计确认/验证不是 针对失效模式的严重度和频度的,所以该种工程措施是不太期望采用的
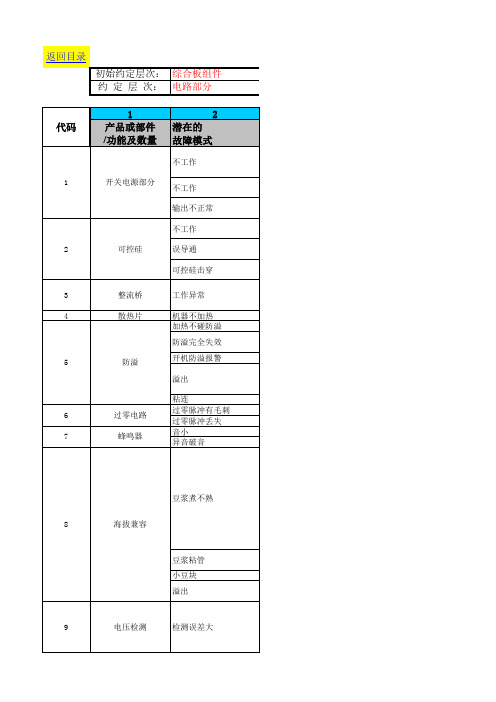
层级展开-DFMEA设计潜在失效模式分析(电控部分)
1 1 1
5 3 5
3
72
1、需要调整参数前检测电压; 2、电压分档10v每档,细化; 3、保证每档下功率参数相当; 1、选用高精度<3%震荡MCU; 2、用实测频率进行斩波; 1、程序中加RAM区数据检测 2、软件抗干扰 3、软件防跑飞4、 使用内部复位的同时复位引脚对地接0.1uf电容 1.DBG引脚尽量与不具有干扰的器件复用;2.DBG用于仿真时避免 对该引脚的操作; 外接上拉 蜂鸣时关闭执行器件 1、增加硬件滤波2、增加软件滤波3、保证MCU复位能力
电路部分1产品或部件功能及数量2潜在的故障模式不工作1开关电源部分不工作输出不正常不工作2可控硅误导通可控硅击穿34整流桥散热片工作异常机器不加热加热不碰防溢防溢完全失效5防溢开机防溢报警溢出粘连过零脉冲有毛刺过零脉冲丢失音小异音破音代码67过零电路蜂鸣器豆浆煮不熟8海拔兼容豆浆粘管小豆块溢出9电压检测检测误差大101112131415电压检测应用频率检测mcu564复位mcu564dbgmcu564开漏输出mcu564蜂鸣器驱动制浆参数调整不合理频率检测误差大复位不良dbg异常引脚输出不正常中断频繁整机可靠性差接收不到码头接收数据错误16mcu通信端口中断响应不及时未响应定时器中断频繁接收信号延后1718192021222324252627282930313233343536程序一致性mcu烧录保险回路输入整流滤波回路输入整流滤波回路rcd吸收回路高频变压器高频变压器开关电源启动电路功能程序不一致程序烧写不正确保险电阻开路或烧毁电解电容c1耐压不够使用过程中击穿电解电容esr大元器件开路短路造成功能丧失磁芯在高温下容易饱和漏感偏大电阻r4耐压不够造成局部击穿阻值变小开关电源pwm控制电电源芯片击穿路开关电源pwm控制电电源芯片定时电容c3虚路焊开关电源pwm控制电电源芯片管脚5与管脚8路之间出现放电现象反馈电压整流管d6击穿反馈回路短路整流管虚焊或发热击穿输出回路短路输出回路输出电容esr过大光藕耐压不够或初次级过零回路管脚之间爬电距离不够出现高低压线路跳火过零回路过零回路开关电源模块开关电源封胶过零信号失真限流电阻耐压功率不够限流电阻过热开路失效断电维持时间过长1
DFMEA实例
DFMEA实例1.尾翼偏航失灵1.尾翼无法实现调向功能,无法有效地利用风能。
2.风机发电效率降低。
8重要1.回转体部件损坏,转动困难2.尾翼部件产生破坏,无法完成调向功能2.尾杆断裂1.尾翼无法实现调向功能,风机无法正常的工作。
2.无法实现风机发电功能,甚至造成事故。
9特殊 1.尾杆强度不足,产生断裂3.尾杆脱落1.尾翼无法实现调向功能,风机无法正常的工作。
2.无法实现风机发电功能,甚至造成事故。
9特殊1.尾杆与回转体连接螺栓强度不足,产生断裂2.振动过大造成螺栓脱落。
3.安装人员没有按规范进行安装4.连接处材料强度不足。
部件年型:潜在失效起因/机理系统:5KW风力发电机子系统:尾翼部件:设计责任:关键日期:潜在失效后果严重度实现风机对风功能,使风轮始终处于迎风状态,充分利用风能,提高风力发电机的发电效率;使风轮、电机与尾翼部分对于回转体部分实现平衡;风机外观漂亮级别潜在失效模式4.尾板脱落1.尾翼无法实现调向功能,风机无法正常的工作。
2.无法实现风机发电功能,甚至造成事故。
9特殊1.尾板与尾杆连接螺栓强度不足,产生断裂2.振动过大造成螺栓脱落。
3.安装人员没有安规范进行安装4.连接处材料强度不足。
5.尾板尾杆锈蚀1.影响寿命以及风机外观。
2.使各部件产生腐蚀破坏,导致最终工作失效。
6重要1.尾板尾杆防腐处理不充分2.尾板尾杆制造缺陷明显,产生裂纹,使腐蚀容易产生能,提高风力发电机的发电效率;使风轮、电机与尾翼部分对于回转体部分实现平衡;风机外观漂亮41.提高尾翼各部件制造精度,进行生产监控2.优化尾翼设计,充分利用风力进行调向,减少风力对尾翼的冲击3.采用更高强度的材料风机装机试验51601.增加尾翼各部件制造水平2.采用强度更高的材料31.对尾杆进行强度校核2.优化尾杆设计3.尾杆采用强度较高的材料材料检测试验41081.提高尾杆的制造水平2.采用强度更高的材料31.提高尾杆制造精度,进行生产监控2.对连接件以及连接处进行强度校核3.提高安装人员的技能水平材料检测试验4108采用强度更高的连接件设计FMEA责任及目标完成日期探测度风险顺序数建议措施频度现行设计控制预防现行设计控制探测31.提高部件制造精度,进行生产监控2.对连接件以及连接处进行强度校核3.提高安装人员的技能水平材料检测试验4108采用强度更高的连接件61.提高尾翼各部件制造精度,进行生产监控2.提高防腐处理工艺水平目测以及防腐试验6216增强防腐处理的工艺水平采取的措施S O D R.P.N 提高尾翼各部件的制造公差等级82464尾杆采用材料91218采用强度更高的连接件91218FMEA编号 4页码共页第1页编制人:FMEA日期:措施结果采用强度更高的连接91218件提高防腐工作人员的64496技能水平。
【2018-2019】dfmea范例pcb-实用word文档 (2页)
【2018-2019】dfmea范例pcb-实用word文档本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==dfmea范例pcb篇一:发电机DFMEA范例潜在失效模式及后果分析(设计FMEA)_____________系统 FMEA编号:_____________子系统页码:__第 _1 _ 页共 __10 _ 页_____________零组件: _发电机总成 _设计责任:编制者:主管工程师:______ 车型年度/车辆类型:___________关健日期:____ _____ FMEA日期:编制:修订:_____________系统 FMEA编号:_____________子系统页码:__第 _2 _ 页共 __10 _ 页 _____________零组件: _发电机总成 _ 设计责任:汽配技术部编制者: _____ 车型年度/车辆类型:___ _________关健日期:__________ FMEA日期:_____________系统 FMEA编号:_____________子系统页码:__第 _3 _ 页共 __10 _ 页 _____________零组件:_ 定子总成 _ 设计责任:汽配技术部编制者:_____车型年度/车辆类型:____________关健日期:____201X.9.6 ______ FMEA日期:编制:13.08.25 修订:13.09. 12_____________系统 FMEA编号:_____________子系统页码:__第 _4 _ 页共 __10 _ 页 _____________零组件: _ 定子铁芯 _ 设计责任:汽配技术部编制者:_____车型年度/车辆类型:____________关健日期:____201X.9.6 ______ FMEA日期:编制:13.08.25 修订:13.09. 12。
设计失效分析DFMEA经典案例剖析
1. 明确功能(预期功能) 考虑非预期功能,失效模式是针对功能而言: Ⅰ型失效模式:不能完成规定的功能 Ⅱ型失效模式:产生了非预期的、有害的 考虑后果:站在用户将来使用产品的立场:
2.严重度分级: a) 确定级别要根据经验、要小组讨论,大家
形成共识. b) 对整车的影响,假设零件(分析)装入整 体运行
设计FMEA表格中的“分级”栏中注明,并应“建议措施”
栏中记录。
✓ 每一个在设计FMEA中标明有特殊过程控制要求的对象
在过程FMEA当中也应标明那些特殊的过程控制。
严重度分级:
a) 确定级别要根据经验、要小组讨论,大家形成共识.
b) 对整车的影响,假设零件(分析)装入整体运行
5
c) 可依FMEA手册参考制作自己的FMEA中严重度分级,
c) 可依FMEA手册参考制作自己的FMEA中 严重度分级,但要遵守大原则:
CC(关键性特性) 9-10级 SC(重要特性) 5-8级
5级以上均要措施对策,5级以下可以考虑。
五:DFMEA应用与表格制作实战第1步 ——填写表头
注意时间是随 时更新的!
五:DFMEA应用与表格制作实战第2步
——寻找失效点
•失效模式: 指设计(制造)过程无法达到预定或规 定的要求所表现出的特征;如:坏品、不良设备状 况等; •后果: 指失效模式对客户(包括下工序)所造成的影响;
三:DFMEA基本概念相关——定义
•FMEA 是一种用来确认风险的分析方法,它包含: •确认潜在的失效模式并评价其產生的效应; •确认失效模式对客户所產生的影响; •确认潜在的產品/过程失效原因; •确认现有控制產品/过程失效的方法; •确定排除或降低失效改善方这案里这是里;正是文正内文容内部容分部,分这,里
DFMEA失效模式分析报告
12
无
电源接口
(J5)
影响产品组装
2
1
1
零件认可
产品试作
产品验证
3
6
无
变压器
(T2)
影响产品性能
3
1
2
零件认可
产品试作
产品验证
2
12
无
结构器件
满足外观
及结构要
求
Байду номын сангаас下壳
影响外观及安装
2
1
安装及搬
运过程中
划伤
1
注意操作规
范
零件认可
产品试作
产品验证
3
6
无
上盖
影响外观及安装
2
1
1
零件认可
产品试作
产品验证
3
6
产品EP401M潜在失效模式及后果分析
(设计
子系统
功能要求
潜在失效 模式
潜在失效后果
^严 重 度
S
级
别
潜在失效
起因/机理
频
度
O
现行控制
探
测 度
D
RPN
建议
措施
责任 及目 标完 成日 期
措施结果
预防
探测
采取的
措施
S
O
D
R
P
N
PCBA
EPON各项
指标合客
户要求
陶瓷电容
(Ci C23
C24 C60
C46..)
L3 L151)
影响产品性能
4
1
2
零件认可
产品试作
产品验证
2
16