生产管理--全数字式系列智能竹节纱生产装置 精品
CCZ—Ⅳ型竹节纱装置的应用及工艺设计
CCZ—Ⅳ型竹节纱装置的应用及工艺设计金波陕西八方纺织有限责任公司0前言随着人们生活水平的不断提高,对服装面料的追求也趋向时尚、个性和多样化。
竹节纱作为目前一种发展最快、技术最成熟的花式纱,在机织物和针织物上都得到广泛应用。
因其风格独特,越来越受到人们的青睐,具有广阔的市场前景。
从2002年开始,我公司根据市场要求,先后购进了一台MLF型步进电机竹节纱装置和16台CCZ—Ⅳ型伺服电机竹节纱装置,分别安装在A513和FA502细纱机上生产竹节纱。
四年来已累计生产竹节纱70多个品种,其中既有用于织牛仔布的C117tex、C84.4 tex、C58.3 tex等粗号纱,也有在喷气织机上织稀薄织物的CJ9.7 tex、CJ7.3 tex等特细号竹节纱,另外还有部分品种作为售纱供上海一些针织厂使用。
竹节纱的发展与竹节纱装置的不断革新进步是密不可分的,我公司采用的CCZ—Ⅳ型伺服电机竹节纱装置是目前先进的竹节纱装置之一,其适应性强,能生产各种规格的竹节纱,满足不同客户的要求。
1、竹节纱装置的发展及CCZ—Ⅳ型伺服电机竹节纱装置的主要特点1.1竹节纱装置的发展竹节纱装置出现于上世纪80年代,在90年代才推广使用,早期的竹节纱装置是通过电磁离合器的吸合断开来控制罗拉转动,达到纺竹节纱的目的,竹节长度、粗度不容易控制且调整范围小,由于电磁离合器在长期连续生产中频繁吸合,所以故障率高,易产生坏纱。
随着电子技术的不断发展,90年代开始出现由步进电机和可编程控制器单独控制细纱罗拉转速的竹节纱装置,这种装置输入5组竹节参数,纺纱过程中自动组合成25组竹节,进行循环性生产,不能纺真正意义的随机分布的无规律竹节纱。
2000年以来数字化伺服电机竹节纱装置得到大面积推广,可编程控制程序也得到进一步改进,可对罗拉转速进行“毫米”、“毫秒”级控制,能够生产有、无规律竹节纱,并具有竹节参数专家算法系统和工艺贮存、调用功能,CCZ—Ⅳ型伺服电机竹节纱装置就属于这一类。
带有反馈控制的竹节纱生产装置
关键 词 : 纱 ; 节 纱 ; 馈 控 制 纺 竹 反
文 章 编 号 :0 2—3 4 ( 0 2 0 t0 3 8 2 0 ) 3—0 5 —0 07 3
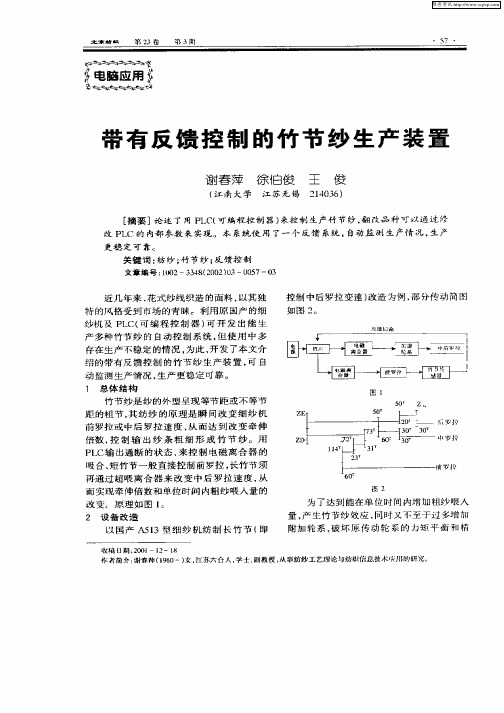
近 几 年来 . 式 纱 线 织 造 的 面 料 , 花 以其 独 特 的 风 格 受 到 市 场 的 青 睐 利 用 原 国产 的细 纱 机 及 P C( 编 程 控 制 器 ) 开 发 出 能 生 L 可 可 产 多种竹节 纱 的 自动控 制 系统 , 使 用 中多 但 存 在 生 产 不稳 定 的情 况 , 此 , 发 了本 文 介 为 开 绍的带有 反馈 控 制 的竹 节 纱生 产 装 置 , 自 可 动监测 生产情况 , 产更稳 定可靠 。 生
加 速 的 过 程 即 单 位 时 间 内增 加 粗 纱 喂 入
ZD
中 罗 拉
量 的过 程 由 电 磁 离 合 器 执 行 , 对 单 片 、 经 多
前 罗 拉
片 , 、 式 不 同种 类 反 复 比 较 和 选 择 、 用 干 湿 选
了 天 津 机 床 厂 所 生 产 的 干 式 多 片 式 电磁 离 合 器 。其 安 装 尺 寸 小 、 应 速 度 快 、 命 【 能 响 寿 乇. 适 应 各 种 竹 节 纱 的 风 格 可 编 程 序 控 制 器 的 选 用 . 决 定 适 纺 竹 是
5 工 艺 配 置
以控 制 的 , 而 可 以纺 出不 同粗 度 、 度 及 问 从 长 距 的竹 节 纱 。 为 了 稳 定 、 可靠 的 生 产 , 计 了 设
一
竹 节 纱 纺 制 工 艺 流 程 及 工 艺 配 置 无 特 殊
要 求 , 虑 瞬 间 增 加 粗 纱 喂 人 量 会 对 细 纱 机 考
竹节纱的应用及其网络化管理

散 ,使 竹节 纱 染 色 时粗 段 与细 段 对 染料 的 吸
收不 一 致 再 根 据竹 节 长短 不 同形成 雨 点 或 雨丝 的风 格 。 3 )在 转杯 纺 纱机 上 纺制 4 8~ 5 e 8tx竹 节纱 .其 竹节 细度 可 高于 正 常纱 的 1 . 3~ 18 . 倍 . 合竹 节 间距 与长 度 的变化 . 织制 出具 配 可
1 )原料 不 同形成 的风格 有异 。如 用普通 棉 涤 纶纺 制 的单 纱 织制 的竹节 纱 织物 竹节 较 明显 采用 异形 纤维 如 阳离子涤 纶 、 而 强光 涤 纶 粘胶 等形 成较 细竹 节 . 然后 与普通 纱加
产 自动化水 平 . 减轻 劳动 强度 高劳 动生产 提
对竹 节纱 的生产 运 行进 行监 控 , 自动 统 计产 量 . 设备运 行状 况等 信息 . 利于 提高 生 有
竹节长度及竹节间距 .由于竹节纱 的特殊结
构. 布面 风格 与 上述 四参数 密切 相 关 . 各种 其
各 样 的 组 合决 定 了它在 布面 上 特 殊 的 风格 , 其 方法 主要如 下 。
I简2男 年士, l2 ̄, 生在 作1玉 ,读  ̄4 , 硕 L: N赵 者 ,珍 介 2
纺 织导 报 C i x l L a e 、 0 7N . hn T t e d r 2 0 o 9 ae i e
维普资讯
纺 纱技 术
捻成 线 可 制成 高档 面料 。
维普资讯
纺纱技术
0 趣 旌 i e 0 0 乳 i
>>
竹 节纱 结构独 特, 品种多 在纺织 样, 服装 领域得到了 广泛的 应用。 为方便竹节 纱的生产管 理,
在现 有的竹 节纱生产装 置单机控 制 的基础上 , 用计算机技 术、串口通 信技 术等 , 利 设计 出一种竹 节 纱生产 的网络监控 系统 , 将竹 节纱生产装置 用R 。2 网络连接起来 , S4 2 用一 台主控 计算机进行监控 , 可以查看车间 内各 台机 器的生产工 艺参数,并可对 其实时设置修 改 ,实现 了网络 化管理 。
竹节纱工艺参数智能识别方法[发明专利]
![竹节纱工艺参数智能识别方法[发明专利]](https://img.taocdn.com/s3/m/3f96773a76a20029bd642dfa.png)
专利名称:竹节纱工艺参数智能识别方法专利类型:发明专利
发明人:徐伯俊,谢春萍,高卫东
申请号:CN200510038791.8
申请日:20050408
公开号:CN1844549A
公开日:
20061011
专利内容由知识产权出版社提供
摘要:一种竹节纱工艺参数智能识别方法,方法是用电容式非接触式纱线线密度传感器或凹凸罗拉结合位移传感器测定待测纱线的线密度,采用12位以上的高精度PCI数据采集卡将纱线粗细变成长度方向的数据,通过快速傅里叶变换等数学方法得出其波谱图,可以反映竹节纱长度与间距的组合规律,可以作为竹节纱工艺检验的重要手段,另一方面,通过长度方向的粗细分类,分析竹节纱竹节长度与间距的循环规律,从而提供可以用于生产的工艺参数,整个系统的功能由一套软件来实现。
申请人:江南大学
地址:214036 江苏省无锡市惠河路170号
国籍:CN
更多信息请下载全文后查看。
三通道数码细纱机纺制竹节纱的原理及其性能

三通道数码细纱机纺制竹节纱的原理及其性能魏晓婷;薛元;郭明瑞;张继东;高卫东【摘要】为探究竹节倍率、竹节长度及竹节间距对多彩竹节纱性能的影响规律,提出一种基于三通道数码环锭细纱机利用单通道、双通道和三通道3种喂入方式纺制竹节纱的纺纱方法,分别采用4种竹节倍率(15、20、25、30)、3种竹节长度(51、72、93 cm)、相同竹节间距,纺制基纱线密度为278 tex的纯棉多彩竹节纱,并对纱线的外观参数和强伸性进行测试与分析.结果表明:竹节纱的竹节实际长度大于理论值,竹节实际间距和竹节实际倍率小于理论值;竹节倍率不变,随着竹节长度的增加,竹节实际长度与理论长度的偏差量不变,且竹节纱的强力逐渐减小;竹节长度不变,随着竹节倍率的增大,竹节长度接近理论值,且竹节纱的强力逐渐减小.%In order to explore the influence of slub yarn linear density, slub length and slub distance on the properties of colorful slub yarn, 278 tex colorful cotton slub yarns were spun on three-channel digital spinning frame using single-channel, two-channel or three-channel feeding modes and adopting four kinds of ratio between slub and basic yarn (15, 20, 25 and 30), three kinds of slub length (51 cm, 72 cm and 93 cm ) , and the same slub distance. The strength and appearance of these yarns were investigated. The results showed that the actual length of slub yarn is greater than that of designed, and the slub distance and linear density of slub is smaller than that of the designed value. When the linear density of slub is constant, with the increase of slub length, the deviation of length between the tested value and the designed value kept the same, but the strength of slub yarn decreases. When the slub length is constant, with the increase of the lineardensity of slub, the average slub length is more close to the designed value, but the strength of slub yarn decreases.【期刊名称】《纺织学报》【年(卷),期】2017(038)007【总页数】5页(P39-43)【关键词】竹节纱;三通道数码纺纱;竹节倍率;竹节长度;纱线强力【作者】魏晓婷;薛元;郭明瑞;张继东;高卫东【作者单位】生态纺织教育部重点实验室(江南大学),江苏无锡 214122;生态纺织教育部重点实验室(江南大学),江苏无锡 214122;生态纺织教育部重点实验室(江南大学),江苏无锡 214122;生态纺织教育部重点实验室(江南大学),江苏无锡 214122;生态纺织教育部重点实验室(江南大学),江苏无锡 214122【正文语种】中文【中图分类】TS1041在纱线长度方向上呈随机或规律性排列的若干粗节或细节的纱线,称为粗细纱,也称竹节纱[1]。
CCZ—VI仿真型竹节纱装置的生产实践

f co s a a o o so t g a d r a o a l ee to f rc si g p r mees i o i g a d s i n n d p o el et g o o e w n i g a tr S r w c  ̄ n a s r n n e s n b y s l cin o o e sn a a t r n r vn n p n g a r p r s t n fc n i d n i p i n y i s e d ae as e c b d w t o e e h oo is a d ma a e n a u e n s me p o e s ss mma z d p e r lo d s r e i i h mek y tc n l ge n n g me tme r si o r s e u S c i re.
—
式, 以脉冲方式工作 , 在参数设定 中可直接输 入节 粗、
节长 、 节距 , 制参 数设 定 的设 备 既 稳 定 又 准确 , 出 控 纺 竹节 风格差 异 甚微 。
V 仿真 型 竹节纱 装 置 , 过 一年 的生产 实 践 为企 业 I 经
带来了可观的经济效益 , 同时也赢 得 了更 多的客户。
关键词 : 针织用 纱 ; 花式纱线 ;纺纱 ; 工序 ;质量 ; 操作
中图分类号 : S 0 .9 T 14 7 文献标识码 : B 文章编号 : 0 1 0 4 2 0 ) 10 5 —2 10 - 4 (0 8 1-0 7 0 2
Pr c c n p o u i g su a n o a t e i r d c n l b y r n CCZ — VI i i t n d v c i - t i e ie m a o
江南大学科技成果——全数字式智能花式纱线生产技术
江南大学科技成果——全数字式智能花式纱线生产技术
成果简介
国内首家推出的全数字式系列智能花式纱线生产装置,可作为传统环锭细纱机、转杯纺纱机制造厂的选配件,主要是作为纺纱工厂的设备技术改造后生产竹节纱或段彩纱等高附加值产品,能够满足生产实际需求的任意竹节长度、竹节粗度、竹节间隔任意调节与组合,并可生产特殊的具有平面投影拟合的特色竹节纱,始终处于国内领先水平,已在国内外200多家企业推广应用。
关键技术
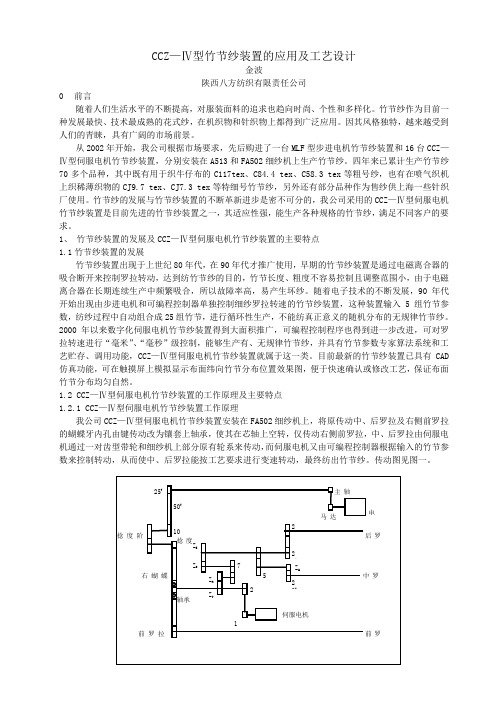
采用中罗拉与后罗拉双变速技术配合双粗纱喂入装置研发一种多品种、高附加值花式纱线全数字化控制系统,并将其用于国内主流细纱机型的改造;同时配合预留网络接口设计实现控制系统与企业信息化系统联网,提高管理效率;配合花式纱与织物布面仿真CAD软件实现花式纱参数变化与布面风格的快速分析对比,缩短设计周期与成本。
最终开发一种可适用于目前国内主流环锭细纱机直接改造的全数字化、智能化、网络化的多品种高附加值花式纱线生产系统,该系统可适合多倍率竹节纱、花式竹节纱、段彩平纱、段彩竹节纱、色纺花式纱、花式赛络纱等多品种花式纱线的生产。
知识产权及项目获奖情况
获相关授权发明专利8件,授权相关实用新型专利12件,获纺织工业联合会科技进步三等奖1项。
项目成熟度已进入到大规模产业化推广阶段。
投资期望及应用情况
国内外首创采用中罗拉与后罗拉双区变速技术,且智能化程度、技术先进性等各项技术参数均处于国际领先,而费用与目前国内主流竹节纱装置基本保持一致,因而性价比高,具有较强的市场竞争力。
基于单片机的开放式竹节纱控制装置
机 器结 构 、 局 , 且 通 过 相 应 的 功 能 切 换 , 原 机 既 布 并 使
能 纺 细 纱 也 能 纺 竹 节 纱 , 到 一 机 多 用 的 功 效 。 本 文 达
重点 分 析其 中控 制部 分 的结 构 和 工作 原理 。
2 竹 节 纱 装 置
目前 , 场上 常 见 的各 种 竹 节 纱 装 置 大 多 采 用 由 市 P C( 编 程控 制 器 ) 制 固态 继 电 器 , 由 固态 继 电 L 可 控 再 器控 制 电磁 离 合 器 , 而 由 电磁 离 合 器 控 制 前 罗 拉 瞬 进 时停 顿 或 中后 罗拉 超 喂 的结 构 。这 种 结 构 虽然 具 有 结
从 而 实现 由一 台 P C机 控制 多 台竹 节纱 装 置 。
构简 单 、 于控 制 的优 点 , 也 存 在许 多 不 足 , 要 表 便 但 主
现为:
3 竹 节 纱 控 制 装 置
控 制装 置 的 主要 任务 是 把对 竹 节纱 的工 艺要 求 转 变 为对 变 频控 制 电动 机 的转 速 控 制 要 求 。 为此 , 们 我 设计 了基 于单 片 机 的 开 放 式 控 制 装 置 ( 图 2 , 装 见 )该 置 主要 由单 片 机 系统 和变 频器 组 成 。 由单 片 机对 变 频 器 进行 程控 , 由变频 器驱 动 电动 机 变频 运行 。 再
E
片 【
一一一一一0 jI 【
机
2
竹 节 纱 控 制 装 置 腺 理 框 图
为 了确保 整 个 控 制 系统 的可 靠 性 , 片 机 部 分 采 单
用 了 北 京 启 东 正 弦 公 司 的 L D一 1 X 多 功 能 单 片 机 J 5一A
生产有规律竹节纱
生产有规律竹节纱竹节纱,就像纺织世界里的小调皮,有规律地出现,给布料增添了独特的韵味。
咱今天就来唠唠怎么生产这有规律的竹节纱。
生产有规律的竹节纱啊,设备的选择就像选老婆,得慎重。
你不能随便抓一个就用,得找那个适合你的。
有专门生产竹节纱的设备,这些设备就像是训练有素的士兵,每个部分都有自己的任务。
比如说,纱锭要转得稳,就像士兵站军姿得站得笔直。
如果纱锭晃晃悠悠的,那纺出来的竹节纱就像喝醉了酒的人走路,歪歪扭扭,哪里还有规律可言?而且,设备的精度得高,这就好比厨师切菜,刀工不好,切出来的菜大小不一,那做出来的菜口感肯定差。
设备精度不高,竹节纱的竹节部分和正常纱部分的比例就会乱七八糟。
原料的选择也不能马虎。
这原料就像是盖房子的砖头,要是砖头质量不好,房子能结实吗?棉花的质量、纤维的长度、粗细等等,都对竹节纱的质量有影响。
你拿那些又短又粗的纤维去纺竹节纱,就像用破破烂烂的材料去做工艺品,做出来的东西能好看吗?优质的原料,纺出来的纱就像丝滑的巧克力,每一口都那么细腻。
再说说工艺参数的设定。
这就像是给一个机器人设定程序,参数设对了,机器人就能好好干活。
竹节的长度、间距、粗细变化这些参数,都得精心调整。
竹节的长度要是一会儿长一会儿短,那竹节纱看起来就像被狗啃过的骨头,参差不齐。
竹节间距也是,要是没个准头,那纱就像是一串乱了顺序的珠子。
还有竹节的粗细,不能粗得像树干,细得像头发丝,得有个合适的比例,就像人的身材,要协调才行。
操作人员的技术和经验那也是相当关键的。
一个好的操作人员就像一个经验丰富的老司机。
他知道什么时候该加速,什么时候该减速。
在生产竹节纱的时候,他能敏锐地察觉到设备的微小变化,就像老中医摸脉一样精准。
要是操作人员是个新手,就像刚拿到驾照的人开车,慌里慌张的,纱线在他手里可就遭罪了,生产出来的竹节纱可能就到处是毛病。
在整个生产过程中,环境因素也像个隐藏的小怪兽,随时可能出来捣乱。
温度和湿度要是不合适,纱线就像个爱发脾气的小孩,不好好配合。
一种纺制竹节纱线的控制装置[实用新型专利]
专利名称:一种纺制竹节纱线的控制装置专利类型:实用新型专利
发明人:周群赉
申请号:CN93235917.5
申请日:19931223
公开号:CN2175243Y
公开日:
19940824
专利内容由知识产权出版社提供
摘要:一种纺制竹节纱线的控制装置,它克服了目前生 产的竹节纱线节距为有规律周期性循环的缺陷。
其结 构特征是具有一个能产生随机信号的发生器,它包括 电源、单片微机、输入和输出电路,根据工艺要求,需 控制的参数可预先设置。
由发生器输出的信号,在一 定的范围内随机性强,非周期变化,驱动执行机构控 制纺纱机罗拉生产出节距大小变化无规律的竹节纱 线。
申请人:苏州丝绸工学院
地址:215005 江苏省苏州市相门路14号
国籍:CN
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
全数字式系列智能竹节纱生产装置江南大学谢春萍徐伯俊摘要:简述了自主开发的智能系列竹节纱生产装置,介绍了其用在环锭纺纱机和转杯纺纱机上改造方案,分析了单片机控制系统的硬件设计与软件,并对使用本系统的竹节纱生产工艺进行了分析。
关键词:竹节纱,环锭纺,转杯纺,数字式中图分类号:TS104.71.概述我国已正式加入WTO,纺织工业将迎来新的机遇与挑战,高新技术的应用将是纺织业能否走在世界前列的关键,利用高新技术改造传统产业,特别是采用智能技术与机电一体化结合的自控系统应用于新产品开发是提升纺织传统产业技术升级的关键。
花式纱线产品从二十世纪七十年代发展起来的,一直是纺织品市场的重要分支。
国外为了突出服装的穿着个性,采用花式纱线的服装比较流行;国内花式纱线生产技术及其质量尚停留在低档技术改造上,花式纱线产品受到限制。
竹节纱是花式纱线的重要分支,就是在普通单纱的长度方向上,纺制出有一定规律的粗节,这种粗节根据不同面料设计要求和标准范围,是纺纱工艺不可缺少的参数。
竹节纱可使织物具有独持的立体花式效应.广泛适用于色织、毛织的服装面科、衬衫以及装饰织物如窗帘、沙发罩、床罩、汽车内装饰织物等,竹节纱产品在穿着时又可减少贴肤面积,因此常用以生产夏季面料。
2.国内外研究现状及趋势在环锭细纱机和转杯纺纱机上开发的纺制竹节纱的控制装置普遍使用的方法大体上可分为三种形式:机械式:费用低,但噪音大、变换工艺(竹节长度、节距、线密度及任意的循环等)不便,且寿命短,维护费用大;PLC与机械结合式:大多采用PLC控制电磁离合器吸合,费用较低,但噪音大、寿命短,维护费用大,竹节纱参数控制差、精度差、花式变化少,很难满足高质量的用户需求。
全数字式:它们可完完全全地按样品或客户的任何要求生产,达到至善至美的程度,而且参数调整十分简单、方便、快捷,只需在控制面板上键入设计工艺即可,是今后的发展趋势。
3.总体设计3.1 环锭细纱机牵伸系统改造改造后可实现静态、动态实时任意调节牵伸倍数,从而实现各种新型花式纱线的开发与纺制;其中方案一适纺4cm以下短竹节长度的竹节纱,同时也适纺4cm以上较长竹节长度的竹节纱;方案二适纺4cm以上竹节长度长的竹节纱,方案三是一个完善系统,可任意设定动静态下的前罗拉与中后罗拉的速度,纺制各种类型的竹节纱。
3.2 转杯纺纱机的喂入系统机电一体化改造改造后可实现静态、动态实时任意调节,从而实现竹节长度大于纺纱杯周长、竹节线密度存在渐变效应、具有仿麻效果的各种新型花式竹节纱的开发与纺制。
3.3 伺服电机和步进电机系统加减速优化及与主机的同步本系统用于环锭细纱机中,开关车存在与主机的同步问题,有三个解决途径:一是选用开发的测速反馈系统,在要求高精度的场合,必须采用此附件;二是采用本系统软件中根据各类机型配置的经验同步跟踪系统,本系统采用人工神经网络理论,具有自学习与自适应功能,能够满足常规生产要求;三是选用加装超越离合器,实现开关车时由超越离合器传动。
而转杯纺纱机由于其加工特点与环锭细纱机不同,因而不需设计同步系统,只是在开车时需避免所有电机同时启动电流过大,设计了延时驱动喂给罗拉。
伺服电机和步进电机系统加减速优化是本系统的关键,根据转杯纺纱机与环锭细纱机的特点,本系统采用人工神经网络理论,对加减速系统进行了优化,能够达到最优最快的加减速特性,以满足生产中的各类需求。
3.4 单片机系统的硬件设计与软件3.4.1 硬件设计本装置的核心元件为近年研制的内含快闪存储器的高档单片微控制器89C52,其片内快闪存储器的编程和擦除完全用电实现,数据不易丢失,可保存10年。
程序存储于微控制器内部,不需外部扩展程序存储器,且有强大的加密功能,使大量的数据不在CPU和外部扩展程序存储器之间来回交换,大大提高了控制装置的抗干扰能力,这一优点对纺纱机纺竹节纱装置来说是至关重要且最为宝贵的。
数据存储器采用美国近年制造的X25045P,它将看门狗定时器、集成电路监控和电子编程可擦除存储器三种功能容为一体,降低了成本,完成了断电数据保护,提高了软件系统的可靠性和控制装置的抗干扰能力。
控制装置安装的细纱机上有可能会因附近大电机(空调风机、细纱机主电机等)启动而引起供电电压的大幅波动,这将对控制装置产生极大的干扰,使纺出的竹节纱达不到工艺要求甚至引起故障。
本控制装置选择了PS0500AC5CR-IBP新型开关电源模块,具有输出短路和过热保护。
当输入交流电压在90V~264V之间波动变化时,其输出电压可始终保持在5V±0.03V的水平,可确保在此大范围的电压波动下,控制装置稳定可靠的工作。
以单片机为核心的控制装置输出编程确定的开关脉冲信号,经一专用脉冲信号发生器经光电耦合器输出,它使控制装置的输入和输出在电气上完全隔离,大大提高了系统可靠性和抗干扰能力。
以单片机为核心的控制装置应用于工业控制系统,如细纱机和转杯纺纱机纺制竹节纱控制,从功能、精度、易操作性等方面完全胜任而有余,而最重要的问题是提高系统的工作可靠性,即抵御外来干扰的能力。
细纱机和转杯纺纱机一般是昼夜连续不断的运行,不允许出现故障,否则影响产量和质量,特别是中夜班一般无专业人员值班更会对产量带来严重的损失。
因此本系统除了在硬件方面作了精心的设计外,还在软件的设计上对抗干扰问题做了特别处理。
3.4.2 软件设计采用了指令冗余技术:在一些对流程起决定作用的指令间插入2~3条空操作指令"NOP",以保证被干扰启动而弹飞的程序迅速纳入正常的控制轨道。
采用软件陷阱技术:对未使用的中断向量区,未使用的大片ROM空间、表格的最后以及程序区内的正常断裂点处都安排了软件陷阱。
采用了程序运行监视(看门狗)技术:利用X25045P软件编程选取200ms的超时复位周期,实践证明效果显著。
采用出错处理子程序技术:在适当的地址中设置标志,当检测到标志单元内容已改变说明程序因干扰等原因脱离正常轨道,这时立即转入出错处理子程序,使程序迅速恢复正常。
3.5 配套新产品的工艺与检测手段研究我们研究的纺竹节纱过程中的工艺技术关键有以下几个方面:3.5.1 竹节纱主要参数与布面风格的关系竹节纱参数包括基纱线密度、竹节粗度、竹节长度及竹节间距,由于竹节纱的特殊结构,布面风格与上述四参数密切相关,其各种各样的组合决定了它在布面上特殊的风格,其方法主要有:原料不同形成的风格有异:如用普通棉、涤纶原料纺制的单纱织制的竹节纱织物竹节较明显;而采用异形纤维如阳离子涤纶、强光涤纶、粘胶等形成较细竹节,然后与普通纱加捻成线,可制成高档面料。
由于竹节纱竹节部分较粗,纺纱时加在竹节部分的捻度也较少,竹节段纤维较松散,使竹节纱染色时粗段与细段对染料的吸收不一致,再根据竹节长短不同会形成雨点或雨丝的风格。
在转杯纺纱机上纺制10~12英支1.3~1.8倍于正常纱的细长竹节的竹节纱,配合竹节间距与长度的变化,可织制出具有麻的风格的高档面料。
利用竹节纱竹节部分的长短不同、粗细不同、节距不同、原料不同,可开发出丰富多彩风格各异的品种,以满足各类不同消费者的需要。
3.5.2 工艺设计纱号设计:在确定竹节纱的百米定量时,应根据竹节长度、节距的大小和竹节段粗细,换算成百米定量。
但由于竹节部分和节距部分有一粗细过度态,特别是转杯纺竹节纱,过度态较长,因此计算重量和实际重量间会有一定的差异,实际生产中应根据大面积定量进行微调。
竹节粗度:在竹节纱纺纱过程中,粗度是较难掌握的参数。
我们用切断称重法来检定竹节的粗度:即取相同长度的竹节部分和节距部分,分别称重,竹节重量与节距重量之比即为粗度。
粗度一般由试纺确定,经用户认可后投入批量生产。
环锭竹节纱的竹节长度:在前罗拉变速情况下,取决于前罗拉的速度V1(mm/s)和瞬时降速的时间t1(s)的乘积,在后罗拉变速情况下,取决于前罗拉的速度V1(mm/s)和后罗拉升速的时间t2(s)的乘积,一般误差较小。
转杯竹节纱的竹节长度:在改变喂给罗拉速度的情况下分为两种情况:设L--喂给罗拉高速情况下引纱罗拉输出的纱线长度D--转杯的直径S--竹节长度当L>πD 即在喂给罗拉升速的时间内引纱罗拉输出的纱线长度大于纺杯的周长时:竹节的长度S = 2πD + a (a = L - 2πD),为纺杯周长的二倍以上。
当L<πD 即在喂给罗拉升速的时间内引纱罗拉输出的纱线长度小于纺杯的周长时:竹节的长度S = πD + b (b = L),介于纺杯的周长与两倍的纺杯周长之间。
4.结束语利用高新技术改造传统产业,特别是采用智能技术与机电一体化结合的自控系统应用于新产品开发是提升纺织传统产业技术升级的关键。
本项目研制的全数字式系列智能花式纱线生产装置,可作为传统环锭细纱机、转杯纺纱机制造厂的选配件,但主要是作为纺纱工厂的设备技术改造后生产竹节纱等新产品,能够满足生产实际需求的竹节长度、竹节粗度、竹节间隔任意调节,实际误差5%,优于目前使用的各类生产装置,并可生产特殊的具有平面投影拟合的特色竹节纱,是目前各类生产装置不能生产的。
使用本装置技术改造后,每吨纱新增利润5000元甚至更高,而生产成本并不增加,环锭细纱机产量有所降低,而转杯纺纱机产量并不受影响,因而社会效益巨大,直接经济效益明显,具有很大的推广应用价值。
汪军等,转杯竹节纱参数的理论与实践[J],中国纺织大学学报,2000;26(10):35~38刘启中,细纱机纺竹节纱的单片机控制[J],上海工程技术大学学报,1991;5(2):28~32曾宪柱,用机电一体化技术纺制竹节纱的实践[J],广西纺织科技,2001;30(2):16~17刘常威等,转杯纺纺制竹节纱初探[J],广西纺织科技,2001;30(3):14~15谢春萍等,带有反馈控制的竹节纱生产装置[J],北京纺织,20XX.3樊孝辉,一种纺制竹节纱的电脑控制装置[J],棉纺织技术,2000.27(3)。