生管系统简介
JIT及时生产管理系统简介

JIT及时生产管理系统简介一、JIT的产生背景怎样追求更高的效益,是每一家公司(工厂)共同的目标。
为了达到这个目标,管理人员费尽心机,提出了各种各样的方案,综合其观点,我们不难发现,管理人员所要解决的问题普遍如下:1、怎样有效减小物料、人力的浪费2、怎样尽可能的减小成品、半成品的库存量,最终达到零库存的目标3、尽可能的缩短生产周期,以最短的时间生产所须在实际中,管理人员在解决所面临的问题,往往会感到力不从心,管理人员想减小库存量,但生产现场现在究竟已经生产多少产品,产品的库存量究竟有多少,没有有效的数据提供给管理人员参考,等管理人员看到该数据时,生产现场的实际状况早已不是这样。
这样一来,管理人员的决策总是迟于实际生产情况,其决策所产生的效果肯定不能达到预想的效果。
到此,管理人员发现,怎样实时了解生产情况,以作出相应的决策,成为最使人头痛的问题之一。
在此背景下,利用新兴的条形码技术来实时监控生产的实时生产系统(JUST IN TIME 以下简称JIT系统)产生了,所谓JIT系统,就是利用计算机结合条形码技术来监控生产情况,生产人员完成一包(箱)产品时,马上贴上对应的条形码标签,利用扫描设备,将条形码读入计算机,记录其产量、发料情况;管理人员通过计算机,可以动态的查询各单位(所有单位)的生产、发料情况,可以随时发现问题出现在那个环节,并作出相应的决策。
管理人员所面临的问题得到了有效的解决。
二、JIT系统的目的对于JIT系统,我们最终要实现的目的如下:1、实现生管对生产的细致计划(动态管理)2、所有相关部门均可随时了解生产情况。
3、提升生产控制的水平,使工厂具备快速调节生产的能力。
4、减低在线库存。
适应每半月/每周型订单,加快清点和补制5、最终实现 JUST IN TIME (JIT及时生产) 的管理模式。
现场主管级干部/生管高层/业务主管/总经理从每天看书面总结报表转变成随时看动态资料,指挥、调节生产、发料、清点、出货。
生产管理信息系统
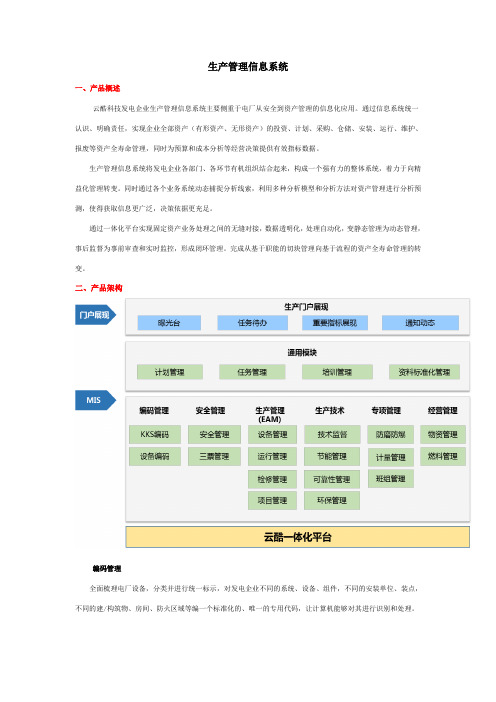
生产管理信息系统一、产品概述云酷科技发电企业生产管理信息系统主要侧重于电厂从安全到资产管理的信息化应用。
通过信息系统统一认识、明确责任,实现企业全部资产(有形资产、无形资产)的投资、计划、采购、仓储、安装、运行、维护、报废等资产全寿命管理,同时为预算和成本分析等经营决策提供有效指标数据。
生产管理信息系统将发电企业各部门、各环节有机组织结合起来,构成一个强有力的整体系统,着力于向精益化管理转变。
同时通过各个业务系统动态捕捉分析线索,利用多种分析模型和分析方法对资产管理进行分析预测,使得获取信息更广泛,决策依据更充足。
通过一体化平台实现固定资产业务处理之间的无缝对接,数据透明化,处理自动化,变静态管理为动态管理,事后监督为事前审查和实时监控,形成闭环管理。
完成从基于职能的切块管理向基于流程的资产全寿命管理的转变。
二、产品架构编码管理全面梳理电厂设备,分类并进行统一标示,对发电企业不同的系统、设备、组件,不同的安装单位、装点,不同的建/构筑物、房间、防火区域等编一个标准化的、唯一的专用代码,让计算机能够对其进行识别和处理。
先建立KKS层次结构,在其基础上承载设备编码,通过物资码与设备编码相关联,以此搭建起物资管理与生产管理的桥梁。
安全管理云酷安全管理模块依托计算机技术与安全管理业务建立自上而下的安全管理系统,对电厂的安全进行全方位的监督,以预防事故发生为重点,突出对员工安全教育培训及考核、应急工作落实、发现问题整改、发生事故后总结等各个环节的管理,为安全监察提供先进的管理手段,做到安全监督与管理工作“在线监督、快速反应、闭环管理”,提前发现事故隐患,总结事故发生规律,从而杜绝事故,从而保障电厂生产工作的安全稳定运行。
生产管理(EAM)云酷生产管理(EAM)系统以设备全生命周期管理为核心,实现设备的动态管理,同时形成完整的设备管理知识体系,构建从设备级到部件级的设备台账,通过设备编码与KKS码的关联实现设备台账查看设备状态信息,通过缺陷、工单的管理对设备日常维护进行管理;建立基于运行日常业务的运行基础管理,实现对运行日志、运行定期工作、运行分析等管理;建立覆盖检修计划、检修准备、检修实施、检修总结的检修全过程管理;建立项目管理模块以控制项目工作的执行,方便将工作进程、资源使用和费用的实际状态与计划进行比较,完善项目管理。
TIP-TOP系统功能简介

(JAEFI-D50M-STRAP (¾ º 15.2*18.5MM T ä (PIADH11*35MM¥ Â b _ (B40-M100-109
u 10¢ B46-B100-108 PC (¥ ± ¤ B¨ § ¢ w [ j ù R Î ) * 1.00000 x ¢ | 10¢ B46-B700-108 PNL (¥ ± ¤ BÆ ¤ ¢ w [ j ù p Õ ) * 0.02778 x ¢ | 30¢ G50-0202-023 PC (FR40.2T+3M467 150*330MM ) * 0.02778 ¢ w
TIP-TOP系統功能簡介
主講:張義紅
TIPTOP 生管系統主要功能模組
生產管理
料件 BOM 管理
一、庫存管理
1-1. 庫存系統介面
產品結購管理 MPS管理
採購管理
庫存資料
總帳會計
生產管理
成本會計
MRP管理
銷售管理
1-2.庫存作業流程
庫存管理 中央財會
倉庫編碼原則
企
划
主流程
庫存主檔維護
庫存開帳數
NT$10/PC A12(P) QPA=2 A11 (M) QPA=1
@ë q æ ¤ ¯ ³
¦X ¬ ³ º Å ù q æû @
@ë q æ û @ ¤ ¯ ³ º Å
] Ë æ ò » ê Æû @ ¥ ¸ ³ ° ¥ ¸ ®º Å Xf ææYÉ ¥ ³ ³ ³ ÀÀ: ] Ë ê ÆÉ ¥ ¸ ¸ ®À
â ¬ ¦¡ ¥ ³ ¨ q Xf @q P f ¤ ¬ ¦¡ ¾ ³
p ©q æ ¦E Ê ³ (¦X ¬ ) ù
¦¨ ¥ ± ¥ ³ © æø ó ] w £ ~ ² æê Æ£ ~ È á ê Æ ² « É ® ¸ ® ,² « « ¤ ¸ ® Bé ¹ ¿ ¦a  ¸ ® , ³ ¸ ® I ê Æ q æê Æ È á ÁYê Æ] Ë è « ¤ ³ À ¸ ® ,¥ ¸ ¤ ¦¡ ¸ ® ê Æ Èá DÉê Æ « ¤ ¥ À¸ ®
生管部运作体系

生管部运作体系生管部运作体系很多企业不太重视生管的运作,要么无机构人员,要么有人而不懂运作,造成生产不可控。
其实生管部门很重要,尤其是制造型企业,它是联系各生产要素的桥梁,同时也是指挥中心和控制中心,所以笔者写了一文本供大家参考。
生管部运作体系一、生管部职能:1、制定生管系统战略规划;2、核算、平衡生产产能;3、生产空间规划;4、生产车间单元规划;5、协调营销部门,做到均衡生产;6、试算订单成本,确保公司毛利目标的实现,参加订单评审会;7、根据产能确定交期;8、协助营销部门,做好客户售后服务;9、制定主生产计划;10、编排订单制造计划,下达生产指令和流动卡;11、跟踪制造途程,统计产量,编制生产日、周、月报表,参加经营协调会;12、追踪开发样和作业指导书,参加技术转移会;13、指导车间新产品上线,参加产前会;14、督导车间信息沟通,要求车间开好早会;15、计划生产物料需求,追踪订单物料按时到位,确保生产不断料,同时控制物料成本;16、协助仓库做好物料安全库存计划,压缩物料库存;17、有效控制中转仓(兰皮库、皮胚库)物料数量,盘活周转资金;18、设备合理利用,提高设备利用率;19、严格操作、工艺标准,统计订单品质状况;20、合理计划人工,核算工价,控制人工成本;21、协助财务做好订单成本结算;22、推行精益生产和ERP;23、协助营销部门做好退货、中途停单、折扣等分析工作;24、生管运行资料建档;25、上级领导安排的其他工作。
二、生管部组织图:三、生管部人员岗位职责:(一)、生管部经理职责:1、根据公司总的战略规划,拟定本部战略规划;2、拟定主生产计划;3、核定公司生产产能,提出设备、人员调整计划,做到前后段平衡生产;4、协助生产副总,进行产品别车间设置,以便开展精益生产;5、根据营销部门信息,制定产品年度规划;6、根据客户需求和生产空间,确保交期;7、下达产品上线、加班、休假等指令;8、审核订单试算成本,确保毛利的实现;9、补料的审核,并提出处理意见;10、工价的审核,确保限量人工成本的实现;11、生产排程的审定,掌控生产进度;12、协助品管部,进行产品不良分析;13、推行TQM、TPM和ERP;14、参加经营协调会、订单评审会、技术转移会,督导车间开好产前会和早会;15、生管资料的保管;16、做好生产系统各个部门的协调工作,具体领导生管部人员开展工作;17、为生产副总、总经理提供详实的报表数据,给上级主管当好参谋;18、管理好代管部门;19、上级领导交待的其他工作。
018-01 生管系统简介

4-1
(支系统)
仓储管制作业系统
4-2
存量管制作业系统
(支系统)
4-1-1.仓库编码管制作业细则 4-1-2.进货待验仓管制作业细则 4-1-3.原物料仓管制作业细则 4-1-4.备料仓管制作业细则 4-1-5.制程仓管制作业细则 4-1-6.制程加工完成品仓管制作业细则 4-1-7.待处理仓管制作业细则 4-1-8.报废料仓管制作业细则 4-1-9.呆滞料仓管制作业细则
同步制造 资源整合 系统简化 严密管制 优势采购 最小库存 产销平衡 适时量产 缩短 L T 快速弹性 长期合作 资讯连网
生管系统认识
生管系统分类 生管系统的目的 生管系统架构
生管系统分类
分类点 : 物流介面 - 货柜关门起算
生管系统
内生管系统
外生管系统
INBOUND LOGISTICS
OUTBOUND LOGISTICS
生管系统的目的 —产销平衡
Inbound logistics Outbound logistics
Manufacturing
Distribution
料号, 料号, 产量 ,生产 周期,采购前置期, 周期,采购前置期, 储位…... 储位 ...
料号 , 数量 , 交期, 交期, 交货地点 , 单价…... 单价 ...
生管系统简介
讲解: 讲解: 左祠文
2006年2月16日
生管系统简介
系统与系统认识 生管系统认识 生 管 知 识
生管系统架构
系统与系统认识
系统与系统认识 四大管制系统 系统策略
系统与系统认识
系统: 同类事物按一定的关系组成的整体. 系统图示
系统
=
流程
+
生管系统

•與客戶同步達到產銷平衡 與客戶同步達到產銷平衡 •客戶要貨時有貨,不要貨時 客戶要貨時有貨, 客戶要貨時有貨 零庫存
•依Forecast而生產 依Forecast而生產 •適時適量 適時適量 •運用群組化技術合理生產秩序 運用群組化技術合理生產秩序
•生產工單管制作業系 生產工單管制作業系 統
•最少WIP 最少WIP 最少 •最佳经济批量 最佳经济批量 •满足客户需求 满足客户需求
訂單接收作業流程 訂單接收作業流程 訂單審查作業流程 訂單處理作業流程 出貨计划作業流程 出貨计划作業流程 计划 出貨進度管制作業流程 貨物運送管制作業流程 銷貨管制作業流程 銷貨退回管制作業流程 產能基本資料作業流程 產能規劃作業流程 生產計劃作業流程 生產工單管制作業流程 生產控制作業流程 物料分級分類管制作業流程 物料管制作業流程 採購需求作業流程 原物料過剩及呆滯料作業流程 RMA/RTV管制作業流程 RMA/RTV管制作業流程 安全存量管制作業流程
•及时关结 及时关结 •超耗的物料控制 超耗的物料控制 •前后制程关联 前后制程关联 •精確之設備、人力評估,定期與實際產能之 精確之設備、人力評估, 精確之設備 比對分析 •運用IE手法訂定精簡生產流程並定期檢討 運用IE手法訂定精簡生產流程並定期檢討 運用IE •充分利用SFC系統提供管理資訊 充分利用SFC系統提供管理資訊 充分利用SFC •將SFC(e-Fox)與ERP系統整合 將SFC(e-Fox)與ERP系統整合 •工單尾數優先處理 工單尾數優先處理
•物料規劃 物料規劃
• (物料 物料) 物料 •存量管制 存量管制 作業系統 •倉儲管制 倉儲管制 作業系統 •生產現場 生產現場(SFC)執行作業系統 生產現場 執行作業系統 •PCBA生產執行作業系統 生產執行作業系統 •系統組裝生產執行作業系統 系統組裝生產執行作業系統 •測試工程執行作業系統 測試工程執行作業系統 •成品包裝執行作業系統 成品包裝執行作業系統 •生產現場管理作業系統 生產現場管理作業系統
生管课程培训课件
制定生产计划,安排生产进度,监控生产过程,确保产品按时交付;优化生产 流程,提高生产效率,降低生产成本;协调与其他部门的关系,确保生产过程 中的协作顺畅。
生管部门与其他部门的关系
与销售部门
销售部门负责市场开拓与客户关 系维护,生管部门需要与销售部 门密切合作,根据销售计划制定 生产计划,确保产品供应满足市
生管信息系统可以实现 对企业财务数据的全面 管理和分析,帮助企业 进行科学决策和风险管 理。
生管信息系统可以对员 工招聘、培训、考核等 进行全面管理,提高员 工素质和工作效率。
生管信息系统操作指南与用户体验优化
系统登录与界面介绍
介绍生管信息系统的登录方式、界面 布局、主要功能模块等。
基本操作流程
介绍生管信息系统的基本操作流程, 包括数据输入、审核、查询、报表生 成等。
人员配置
生管部门的人员配置需根据企业规模、生产需求及发展战略等因素来确定,一般 包括生管主管、生管员、统计员等职务。
CHAPTER 02
生管业务流程及操作规范
生管业务流程概述
生产计划
根据销售订单、库存状况、生产能力等因素制定生产计划, 确保生产任务按时完成。
物料需求计划
根据生产计划和产品BOM,计算出物料需求计划,确保物料供 应的及时性和准确性。
生管课程培训课件
2023-11-11
目 录
• 生管部门及职责概述 • 生管业务流程及操作规范 • 生管信息系统及应用 • 生管数据分析与决策支持 • 生管未来趋势与发展策略 • 生管课程总结与展望
CHAPTER 01
生管部门及职责概述
生管部门的定义与职责
生管部门定义
生管部门是生产管理部门的简称,主要负责生产计划、生产进度、生产效率及 成本控制等方面的管理工作。
生产管理与产能负荷分析
《生产管理与产能负荷分析》所谓生产管理,大家都不陌生,它是指企业设计和建立产品或者服务型的生产组织,计划、控制与管理生产过程,最终实现产品或服务输出的一系列活动。
下面就从七个方面进行分享,首先介绍生产管理的原理,了解生产管理的主要职能与工作方法。
然后是产能负荷分析的实操办法。
另外介绍销售计划与生产计划的制定以及日程基准的要求。
.接下来是存货与订货型生产管理的运作过程,以及如何建立生管组织,进行有效的进度控制。
先从生产管理的原理入手。
随着大量生产方式的广泛运用,加上科学化管理技术的不断改进,有些企业的规模是越来越庞大,组织内的专业分工也越来越精细,这样,在组织内的不同部门、不同个人之间的分工及合作问题就显得尤为突出。
实际上,在企业内,最高主管当然是整个企业的指挥中心,而在厂内的生产运作过程中,生产管理部门(或称生管)显然可以说是生产系统的指挥中心或枢纽。
有些企业叫生管,有些企业叫计划部,或者是生产部下面的计划组,不管叫什么,其职能都是进行生产计划的制定与推行。
在中国,目前中小企业占了相当的比例,有些还没有设立专门的生产管理部门,其特点就是灵活但是散漫,有时为了满足出货交期的要求,在生产计划与组织上缺乏一定的科学性和合理性,怎么行就怎么来,一切不按章程来,这种作法,在一些小型的科技公司中比较常见,虽然在一定程度上能够提高工人的积极性和创造力,但是这样一来,整个生产过程就无法精准的管控,特别在发生重大的质量问题的时候,容易失去控制并出现整个生产系统尤其是物料管理上的瘫痪。
那么,经常会出现一些意想不到的现象:首先,生产计划表只是一种摆设,你做你的计划,我做我的产品,生产计划达成率低,生产计划表没有任何的权威性可言,经常是停工待料,紧急订单很多,生产计划无法执行,前后工序的半成品或材料不衔接,我要的你不来,我不要的却拼命过来,半成品堆积如山,物料不能顺畅的流动,交货经常出现迟延,影响公司信誉。
同时造成生产紊乱,品质失控,返工重做又会搅乱原来的生产计划。
生物管
(生物管)PMC工作职责和常见问题解决方法2007-07-04 21:37:07| 分类:交管、生物管、采| 标签:生管物管生物管生产计划 pmc |字号大中小订阅PMC是英文Product Material Control的缩写,意思是生产及物料控制,又名生物管。
通常它分为两个岗位:PC(Product Control):即生产计划、生产控制、生产管制,台资日资企业俗称生管,国有企业俗称生产调度。
主要职能是制定企业资源计划(即MRPII,含物料、人力资源、机器设备的需求计划)、评审交期、摆主生产计划、开工单结工单、解决生产异常、管控成品半成品库存。
生管的工作重难点是摆主生产计划和解决生产异常。
MC(Material Control):即物料计划、物料控制,俗称物控/物管,台资日资企业又名资材。
主要职能是根据生产计划制定物料计划、请购计划、进料计划、库存计划、并对相关计划实施与管控等。
物控的工作重难点是进料计划的实施和适当库存。
由此可见,PMC是现代企业生产运作的指挥中枢,企业的一切活动,乃至资源准备都围绕PMC展开(如是否需要购买机器扩大产能、是否需要招聘新员工、是否需要加班,物料的需求、请购、到货和库存水平等等)。
PC职责:1,从业务或交管处接收订单需求,并根据人力、机器模具、物料库存和购备状况评审订单,回复交期。
2,动态模拟生产,摆MPS:既上传未来中期(如3个月)的主生产排程。
3,根据主生产排程,制定未来短期(如2周)的日排程。
注意需追踪物料、机器模具、人力的齐备情况下方可执行日排程。
日排程需考虑如下因素:订单交期、订单性质和大小、客户重要性、客户习性、产品生产周期、瓶颈工序、规模生产、生产的稳定性和平衡性。
4,开立工单等制造指令。
5,通过生产日报表、生产看板、现场巡视,及时跟进生产进度。
6,发现异常,处理异常,汇报异常,并寻求妥善解决。
7,订单完成后的结案与总结工作:对成品半成品库存与呆滞、不良品率、生产计划的达成进行分析与改进。
富士康生产计划体系概述
86,984 116,000
16,800 12,600 25,200 21,700
25,200 18,900 37,800 32,550 10,000 60,000 60,000 120,000 74,800
90,000 216,000 106,000 161,200 1,049,252
71,000 92,000 72,000
311,300
106,500 ,000 108,000 466,950 260,000 260,000 260,000 1,104,800
Material Requirement Plan: 「By MPS 之新需求&到貨點」這一欄的數字僅供採購參考,「工廠實際需求PR量」 為物管將開立請購單的實際數量,兩者總量如有差異,請參考註解部份
适时互动 的平台
Forecast资讯共享与互动 MAX/MIN安全库存资讯共享与互动
14
产销会议目的
确保生产与销售密切的配合 确保生产与采购、库存控制密切的配合 使产品的质量、产能等不断地提高 以最低的成本、获得最大的经济效益
生管系統物流讯流图
供應商
採購部
群創訂單 接收
群創交期 回復
供應商備料
8D 检讨 表
1. 问题定义(Problem Definition)
2 . 现狀分析 (Fact & Data Finding Analysis)
3. 真因分析与验证(Root Cause Analysis & Verification)
4. 效果确认(Verification & Effectiveness)
四大管制系統
每新一產個品公開司發都要做產好銷平兩衡件事
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4. 執行合格成品裝櫃 5. 交貨資訊回覆客戶
作
(SCM)模式規劃
需求規劃
計劃
中心調撥活用計劃 5. 2週成品出貨/裝櫃
出貨作業
作業
5. 年度大宗原物料與重 4. 直接生產作業/支援
5. 8週物料/另組件需求 計劃
另件生產執行(微)
6. 開立發票作業
要物資需求(BY月)
性人力規劃
計劃(MRP)
6. 訂單需求變更通知單 1. 執行當週另件生產
3年
長期結構性產能 (遠遠)
1-3年
一般結構性產能 (遠)
3-12個月
一般結構性產能 (中)
8-12週
非結構性產能 (中)
8-12週
產量規劃 (近)
2-8週
生產執行 (細)
1-2週
組裝生產執行 (微)
1週
1999/12/07 REV: B 成品交貨執行 (微)
2-4HRS
1. 中期3年發展目標 1. 中期3年營運目標 依
2. 員工宿舍/餐廳
/製造策略
膠成型/壓鑄成型/組 模式與L/T規劃
回覆劃(BY日)及派工生產計劃與工令受入與回覆
3. 關鍵性技術能力資源 2. 年度產品家族/系列生 裝等, 生產與檢測設 2. 自製另件/成品標準 2. 12週產品生產/出貨 2. 2週另件生產計劃及 (日/節/時)
2. 開立成品銷貨明
產品段:
Time to market:要
確認產品開發
(Soft Image)之責
任
Time to volume:要
確 認 BTO/CTO接
單組裝模式
Time to money:要
確認交貨
期 ,Outbound運 輸
方式售后服務等
2-1-1. 產品估價管 2-1-1-1. 客戶
制作業系統
報價管制作
業系統.
2. 中期3年營運目標 2. 年度營運目標
據
1. 年度營運目標 2. 重要客戶生產計劃 3. 客戶產業市場情報
1. 製造策略
1. 12周產品生產/出 1. 12周產品生產/出貨 1. 12周產品生產/出貨 1. 2周成品組裝生產計劃 1. 客戶交貨通知單
2. 12周產品生產/出貨 貨補貨計劃
補貨計劃(ROLLING) 補貨計劃(ROLLING) (BY產品/線別/工令) 2. 成品出貨在途/到
補貨計劃
2. 競爭導向產品供應 2. 客戶需求預測
2. 原物料庫存
2. 2週出貨裝櫃計劃
貨庫存資訊
資
4. 主要競爭對手產品
鏈模式規劃
3. 客戶成品安全庫存 3. 訂單需求變更通知單 (BY日)
3. 發貨倉成品庫存
料
策略
計劃 4. 原物料/成品庫存
1. 土地
1. 廠房(含海內/海外) 1. 產品銷售/價格/開發/ 1. 裁剪/沖壓/烤漆/塑 1. 長交期原物料交貨 1. 客戶需求預測受入與 1. 2週成品組裝生產計 1. 執行當週成品組裝 1. 客戶交貨通知單
項
6. 年度生產廠區需求規劃5. 自製/內交/外包/外買
6. 8週出貨/裝櫃/運輸 受入與維護
計劃與工令
7. 年度動力/環境工程
策略規劃
計劃
2. 生產機台原物料
需求
6. 自制另件/成品生產
7. 原物料請購/採購/需
供應作業
目
8. 年度通信/資訊系統
廠區(分工)規劃
求預測通知作業
3. 另件生產進度管制
4. 經管管理/技術人力 產規模需求(BY月)
備(含周邊)需求
生產/交貨模式與 補貨計劃(8週生產+ 派工
2. 組裝線生產另組件
細表
資源
3. 年度產品/地理位置, 2. 沖模/成型模/壓鑄模 L/T規劃
4週已在途)
3. 2週原物料需求計劃 物料供應作業
3. 交貨成品備料理貨
工
5. 同業與異業之結盟
交運物流與發貨倉
4
產品生命歷程
平穩 導入
快速 爬坡
需求 減速
退出 市場
5
生管管什么
產銷平衡.
Inbound logistics
Outbound logistics
Manufacturing
Distribution
料號, 產量 ,生產 周期,採購前置期,
儲位…...
料號 , 數量 , 交期, 交貨地 點 , 單價…...
6
生管的方向
成功企業
新產品開發
產銷平衡
工管系統 快穩准 ISO9001
生管系統
同步制造
ISO9002
7
生管組織架構
OUT BOUND
管外
管大
生
場產 制交 品貨 市管
生
關物
內
生
IN BOUND
物流 IT
工程 品管
畫生 控資 購資 理倉
產
材
材庫
企
物
采管
經管
8
生管職責
¬y {µ
³¡
«È
¥æ
‹
ǻ
öª
¨Ñ
¥Í
¹s
¨î
³À
¥ó
ùª
¤á
Þº
oµ
Þº
ÊÁ
°Ó
Þº
®w
³y
¤u
Pack MPS BOM ǻ
ǻ
§@
Plan
®Æ
®Æ
¾Â
Þº
öª
x´
±
ÊÁ
DPS ¬¦
¥Í
oµ
ǻ
£²
®Æ
±
¨î
¥Í Þº ± ¨î
d½
³ò
¨¦
ǻ
«~
Õ²
¬y
¥X
³f
9
B.生管系統拆解
10
PCEG生管系統七層次架構
期間
遠期結構性產能 (遠遠遠)
網路需求 9. 年度生產設備需求
7. 協力廠/供應商內外 產能需求規劃
8. 物流運輸需求規劃 9. 關務作業需求規劃
4. 合格另件入庫/供應 組裝作業
11
SD小組生管系統七階層次作業架構
遠遠遠生
管
遠遠生管
13週 以 上
9-12週
1.行銷規劃 1-1.市場情報收
管制作業 集分析作業系統
系統
1-2. 客戶選擇及
開發製作設備之需 3. 長交期原物料庫存 3. 原物料/另組件/成品 展開(BY日)
3. 組裝線生產進度管制 作業
需求 (BY月)
求規劃
水準規劃
庫存水準管制
4. 原物料交貨通知單作 作業
4. 交貨成品裝運作業
4. 競爭導向產品供應鏈 3. 模具/自動化另件之 4. 長交期原物料需求 4. 成品倉/另件倉/發貨 業
近生管 週
細生管 天
微生管 班
12
生管系統架構
生管系統
總體原則作業系統 PR00
分級分類作業系
統
1-3.Bus ine s s
Model 的確認:
2. 客戶成 交條件議 定
2-1.訂單/生產 需求資訊/交貨 通知/生產彈性/ 訂單取消的 Liability /價 格計算/合約的 規範
遠生管 5-8週
中生管 1-4週
1-3-1.
客戶段: 確認通路
模 式 ,產 品 定 位 及
接單方式
生管系統簡介
1
目
錄
A.生管系統定位 B.生管系統拆解 C.生管實物操作 D.常用表單介紹
2
A.生管系統定位
3
公司經營策略
Time To
開發新產品要快
快
Market
(併行開發工管系統)
穩
Time To
快速爬坡大量生產
Volume
(同步製造生管系統)
準
Time To Money
全球佈局,當地快速交貨 (就地交貨外生管系統)