SIEMENS 802D s1数控系统在XK714铣床改造中的应用
SIEMENS 802S系统数控铣床基本操作

SIEMENS 802S系统数控铣床基本操作
5.6 SIEMENS 802S系统数控铣床基本操作
这时可以对该程序进行编辑和修改,编辑修改后用“关闭” 软 键关闭该窗口,系统会自动存储刚才所有的操作。可以用“选择 ” 软键选择编辑的程序,按循环启动键 启动该程序。
1.5 参数设置
1. 输入刀具补偿值 对于立式数控铣床,刀具补偿值是指刀长补偿值和刀径补偿
在增量方式下,每按一次坐标轴点动键,刀架按相应的方向 移动相应的增量距离。如果一次按键的时间很短,刀架移动距 离不足当时规定的增量时,刀架运动停止。再按相同的坐标轴 点动键,刀架继续向前运动,直至达到一个完整的增量时停止。
SIEMENS 802S系统数控铣床基本操作
5.6 SIEMENS 802S系统数控铣床基本操作 1.4程序编辑
1.新建程序 按系统控制面板上的区域转换键 ,再按“程序”软键,按菜
单扩展键 , 使屏幕下方显示 “新程序”软键。 在此输入新的主程序或子程序名,主程序扩展名“.MPF”不必输入,它是 系统默认值,而子程序扩展名“.SPF”必须与程序名一起输入。 2.程序的编辑和修改
按光标向上键或光标向下键移动光标,使光标移至需要编辑 的程序,如XKC,再按“打开”软键,该程序即被打开。
按单段方式键 ,使屏幕右上角显示SBL,这时系统将按单 段方式运行程序,按循环停止键 ,机床将开始执行当前显示 的第一段程序“N05 G54 G90 G17” , 以 后 每 按 一 次 循 环 停 止 键 ,就执行下一段程序,直至程序结束。而利用进给速度
ห้องสมุดไป่ตู้
倍率开关
可以控制刀架的运动速度,并利用屏幕上显示
数控铣削编程与加工技术
值。 按区域转换键 ,再按下“参数”键。然后按下“刀具补偿”软
西门子802D系统数控机床主轴控制PLC编程
西门子802D系统数控机床主轴控制PLC编程雷楠南【摘要】系统地研究了西门子802 D系统数控机床主轴变频调速控制方式,介绍了主轴PLC控制编程内容为通过编制PLC程序将加工程序中的M03/M04及M05指令代码转换为变频器的起停、正反转等控制信号的方法.以西门子主轴控制子程序为基础,介绍了相关控制接口信号.通过研究主轴控制子程序,以CK6140数控车床主轴控制为例,编制了主轴使能与停止、正反转控制、制动控制及控制信号输出和报警PLC程序.最后,经过系统参数设置、程序调试,验证了主轴控制程序的正确性.【期刊名称】《济源职业技术学院学报》【年(卷),期】2018(017)002【总页数】7页(P57-63)【关键词】西门子802D;主轴;变频调速;PLC【作者】雷楠南【作者单位】三门峡职业技术学院机电工程学院,河南三门峡472000【正文语种】中文【中图分类】TG519.1普通数控机床主轴控制一般以速度控制、定向准停等基本控制为主,配置西门子802D系统的数控机床主轴控制方式通常有两种:通用变频器调速方式和交流主轴驱动方式[1]。
采用通用变频器调速方式时,主轴系统硬件配置为CNC连接变频器及普通三相异步电机实现控制[2-3]。
主轴的转速、转向及起停功能可通过CNC加工程序中的速度指令S代码、转向与起停指令M03/M04/M05代码进行控制。
由于通用变频器的速度控制输入一般为模拟量DC0~10V或DC-10~10V电压,所以主轴速度控制应选配CNC装置的模拟量输出功能。
此时,若CNC系统执行加工程序中的速度指令S代码时,便可将其转换为DC0~10V或DC-10~10V电压输出给变频器[4-5]。
当CNC系统执行加工程序中的正反转指令M03/M04代码及停止指令M05代码时,则需编制PLC程序将其转换为变频器的起停、正反转等控制信号[6]。
采用交流主轴驱动控制系统时,硬件配置为CNC连接交流主轴驱动器及专用的交流主轴电机。
西门子802Dsl数控系统在数控定径机上的应用
西门子802Dsl数控系统在数控定径机上的应用作者:李秀丽来源:《科学与财富》2011年第06期[摘要] 我厂生产的数控定径辊机床主要用于热轧无缝钢管生产线定径机架、张减机架三轧辊的修整和加工。
以往钢厂使用的都是进口的手动机床或是低端的数控机床,这类机床的加工效率低,加工精度差,大大影响了钢管的质量和数量,同时也影响了在市场的竞争力。
由我厂生产的数控定径辊机床采用了先进的西门子802Dsl数控系统,配置西门子伺服电机1FK7和西门子伺服驱动单元S120,机床精度高,可靠性好,最主要的是提高了加工精度和效率。
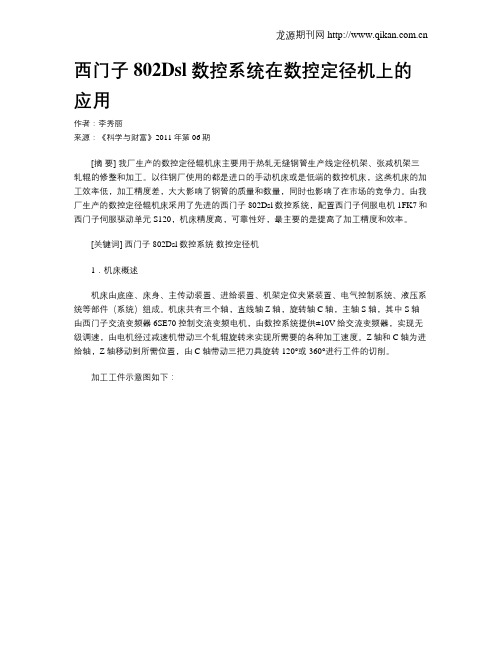
[关键词] 西门子802Dsl数控系统数控定径机1.机床概述机床由底座、床身、主传动装置、进给装置、机架定位夹紧装置、电气控制系统、液压系统等部件(系统)组成。
机床共有三个轴,直线轴Z轴,旋转轴C轴,主轴S轴,其中S轴由西门子交流变频器6SE70控制交流变频电机,由数控系统提供±10V给交流变频器,实现无级调速,由电机经过减速机带动三个轧辊旋转来实现所需要的各种加工速度。
Z轴和C轴为进给轴,Z轴移动到所需位置,由C轴带动三把刀具旋转120°或360°进行工件的切削。
加工工件示意图如下:2.系统硬件构成系统的硬件配置如图所示。
整个系统由SINUMERIK802DSL数控系统的面板控制单元(PCU)、显示器与键盘、PLC输入/输出模块,还有SimoDriveS120交流伺服驱动系统、伺服电机等部分组成,PCU—PLC由PROFIBUS总线连接。
PCU—S120由DRIVECLIQ总线连接。
伺服电机上装有编码器,和数控系统一起组成位置半闭环控制。
数控系统具有自动、手动、MDA三种基本工作方式,具有后台编辑、多种指令系统、多种插补、多种显示、多种补偿、多种循环等功能。
3.系统软件设计系统软件设计包括PLC程序设计、机床参数设置和NC程序设计等。
3.1.PLC程序设计PLC程序设计采用模块化编程,将初始化程序、急停程序、PLC使能信号处理、轴控制、辅助功能、报警信息等系统及机床功能编制成不同的模块。
SINUMERIC802D数控系统在立式加工中心改造中的应用

SINUMERIC802D数控系统在立式加工中心改造中的应用焦红卫
【期刊名称】《机床与液压》
【年(卷),期】2011(39)6
【摘要】介绍SINUMERIC 802D数控系统在BRIDGEPORT VMC 800 XP机床改造中的应用.讨论了机床改造的方案,给出了系统调试的具体方法,如PLC调试、NC调试等,为此类机床的改造提供了有益的参考.
【总页数】3页(P143-145)
【作者】焦红卫
【作者单位】武汉软件工程职业学院机械工程系,湖北武汉,430205
【正文语种】中文
【中图分类】TG659
【相关文献】
1.西门子840D数控系统在车削加工中心电气系统改造中的应用 [J], 罗斌
2.三菱数控系统在加工中心改造中的应用 [J], 任太平;郑志军;庞德强
3.西门子840D数控系统在车削加工中心电气系统改造中的应用 [J], 杨恺
4.GNC61数控系统在立式加工中心ZK600H中的应用 [J], 丁云飞;王大明
5.西门子840Dsl数控系统在HELLER MCH300卧式加工中心改造中的应用 [J], 王其;于海勃;赵训茶;张传勇;李勇刚
因版权原因,仅展示原文概要,查看原文内容请购买。
802D简介

内容提要是一种具有免维护性能的操作面板控制系统,是西门子公司针对中国市场进行性价比优化的产品,其核心部件—PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体,具有无电池、风扇,免维护等特点。
一、硬件介绍数控系统板是整个系统的核心,它包括了PLC、CNC的控制、处理线路。
数控系统能控制交流伺服电机和数字轴。
数控系统由:HMC人机界面;NCK数控核心部分及PLC三部分组成,它们之间的关系如下图所示:2. 机床控制面板的认识机床控制面板背后的两个50 芯扁平电缆插座可通过扁平电缆与PP72/48 模块的X111 X222 X333 三个I/O接口插座连接。
即机床控制面板的所有按键输入信号和指示灯信号均使用PP72/48 模块的输入输出点。
3.输入/输出模块在PP72/48接口模块上分别有:X111 X222 X333 三个I/O接口,提供72个数字输入和48个数字输出。
每个模块具有三个独立的50芯插槽,每个插槽中包括了24位数字量输入和16 位数字量输出(输出的驱动能力为0.25 安培,同时系数为1)。
802D sl 系统最多可配置3块PP模块。
接口接DC24V电压;X2接口接PROFIBUS总线接口;S1为总线上的开关。
驱动器驱动器由进线电源和电机模块组成,进线电源的作用是将380V的三相交流电源变成600V的直流电源,进线电源分为调节型电源模块(Active Line Module 缩ALM)和非调节型电源模块(Smart Line Module缩写为SLM)两种。
无论选用ALM或SLM,均需要配写为置电抗器。
SINAMICS 的电源模块、电机模块均需要24V直流供电。
总线西门子802D各系列数控系统是基于PROFIBUS总线的数控系统。
总线由:数据线;地址线;控制线这三部分构成。
作用:连接PCU与PP72/48和驱动器。
注意:PCU611UE上的S1为ON,PP72/48上的S1为OFF。
西门子802D系统数控机床模拟主轴控制与调试

2019年第1期No.1 2019JOURNALOF ANHUI VOCATIONAL COLLEGE OF ELECTRONICS & INFORMATION TECHNOLOGY安徽电子信息职业技术学院学报第18卷(总第100期)General No.100 Vol.18摘 要:主要研究了西门子802D 系统数控机床电气连接与模拟量主轴的PLC 编程。
从机床操作面板信号、主轴正反转方向信号及伺服使能信号三个方面着手,以西门子主轴控制子程序为基础,系统地介绍了PLC 程序编制。
经过主轴参数设置、程序调试,实现了主轴控制功能。
关键词:西门子802D 数控机床 模拟主轴 PLC 程序 中图分类号:TG519.1 文献标识码:BSimulated Spindle Control and Debugging of Siemens 802D CNC Machine ToolLei Nannan西门子802D系统数控机床模拟主轴控制与调试雷楠南(三门峡职业技术学院 , 河南 三门峡 472000 )[文章编号] 1671-802X(2019)01-0004-06模拟或数字主轴;如图1所示为配置3个伺服进给轴、1个模拟量主轴时的电气连接图[4]18-19。
图1 西门子802D 系统电气连接图模拟量主轴控制时,通常需选配MCPA 模块。
MCPA模块上的X1、X2接口用于连接机床操作面板;X1021接口连接24V直流稳压电源;X701 接口的X701.1、X701.6连接变频器的模拟量输入端,用于产生模拟量给定信号;X701.5、X701.9用于主轴使能控制;X701.4、X701.3连接至I/O模块用于主轴正、反转方向控制。
主轴转速的检测是通过安装西门子TTL增量编码器,通过SM30连接到系统的 DriveCLiQ 接口。
若选配西门子1Vpp Sin/Cos增量编码器,则通过SM20连接到系统的 DriveCLiQ 接口[5]。
802D改造
目录内容提要 (4)关键词 (4)第一部分调试前的准备 (4)一、硬件介绍 (4)二、软件介绍 (6)第二部分8O2D系统的硬件连接 (7)一、系统各部件连接的示意图 (7)二、PROFIBUS总线的连接 (7)三、PCU与PP72/48和驱动器的连接 (8)四、机床控制面板的接线 (9)五、计算机与系统的连接 (10)第三部分系统的调试 (10)一、系统的初始化 (10)二、PLC程序的上传/下载 (14)三、报警文本的编辑及上传 (15)四、驱动器的调试 (16)五、基本参数的设定 (18)六、回机床参考点 (19)第四部分报警分析及故障的排除 (21)一、消除急停报警 (21)二、消除用户报警 (22)参考文献 (26)附:实训总结 (27)关注原创:关注数控更多内容竟请登陆我的博客:/han08gshuwei1@126/edit/内容提要SINUMERIK 802D是一种具有免维护性能的操作面板控制系统,是西门子公司针对中国市场进行性价比优化的产品,其核心部件—PCU (面板控制单元)将CNC、PLC、人机界面和通讯等功能集成于一体,具有无电池、风扇,免维护等特点。
本论文主要以SINUMERIK 802D系统为例,以数控系统的组成及硬件的连接到其系统的调试、系统的初始化、PLC程序及报警文本的编辑,进一步到驱动器的调试,最后通过对机床通用数据和轴数据的设定以及消除机床的用户报警等,使机床的轴能够正常运动。
关键词:数控系统调试用户报警故障诊断回零第一部分调试前的准备SINUMERIK802D sl 的调试可按下列步骤进行:系统的连接–正确的连接是系统调试顺利进行的基础。
系统的初始化–针对机床工艺的初始设定及显示语言、在线帮助等。
PLC调试–首先使安全功能生效(如急停、硬限位等)以及操作功能生效。
驱动器设定–驱动器固件升级、驱动器及电机参数自动配置。
NC参数设定–设置控制参数、机械传动参数、速度参数等。
基于西门子802D数控系统的机床进给爬行的模型分析及改进措施
O 前 言
数控 机床进给 系统 的运动 部件 ( 如工 作 台 、 座 ) 滑 在低速运行 时 ( 0 0 m m n 时 , 往不 是 做连 续 如 5m / i) 往 的匀速运动 , 而是表现 为开始不能运 动 , 而后 又突然 加
1 机床运 动插补轴运 动的动态分析
1 1 模型 的建 立 . 在数控 机床 中 , 一般 定义 工作 台在 、 方 向为 直 】 , 线运 动轴 , 单独 由两 个 电机带 动 滚珠 丝杠 带 动工 作 并
t e d s n o C ma h n o l ,ma ua t r g a d man e a c . h e i fCN c i e to s g n fc u i n i tn n e n
Ke r y wo ds: CNC ma h n o l c i e t os;c a i g;8 2D s se rwln 0 NC y tm
摘要: 数控机床爬行 问题是提高机床加工精度 的重要研 究课题 之一 , 本文 基于产 生数控 机床爬 行现象 的原理 对 机床产生爬行原 因进行 了理论 分析 , 并建立 了爬行 的数 学模 型。在对爬 行原因进行 合理分析 的同时提 出了解决数 控 机床爬行现象 的有效措施 , 以市场上较为流行 的西 门子 8 2 并 0 D数控系统 为例 , 阐述 了如何通过 相关 的机 床参 数改 善 进给爬行现象 。该项研究对数控机 床的设计 、 制造和维修具有重要 意义。 关键词 : 数控 机床 ; 爬行 ;0 D数控 系统 82
动 中的轴 、 齿轮 、 丝杆 、 螺母 、 凸轮与 杠杆 等 , 受力 会 产 生弯曲变形 。这样 , 当主运动件作匀 速运动 时 , 由于运 动件与导轨之 间的摩擦阻力 的变化 以及传动件 的刚性 不足 , 将使工作 件产生时走 时停 的现象 , 即爬行 。
基于西门子802S的数控铣床电气设计
摘要普通机床的数控化再制造,是一项可以节约大量的资金的新技术。
通过对旧机床的数控化再制造后,使机床性能接近新的机床,提高了零件的加工精度,改善了工作环境,提高了劳动生产率,缩短了制造周期。
数控机床设计是一项由多个单元组成的系统工程。
通过将系统的各个单元结合成另一个大的系统,使各单元的功能不仅能够相互叠加,而且可以使各单元相互辅助、相互促进与提高,从而使整体的功能大于各单元功能的简单之和。
在设计过程中针对西门子系统的功能及X52铣床的数控化改造的一般方法,确定铣床数控改造的总体设计方案,完成X52机床进给系统、主轴系统等部分的数控化改造的设计,确定进给系统和主轴系统的传动、驱动方案,选择主要驱动装置及其它元器件,根据X52K铣床主要辅助功能的实现方案,设计有关PLC控制程序,并完成系统参数设置等任务。
关键词:铣床,数控化改造, 电气系统Electrical Design of Siemens Numerical Control Milling MachineBased on 802sABSTRACTThe ordinary engine bed numerical control makes again, is one item may save the massive fund new technology. Through makes again after the old engine bed numerical control, causes the engine bed performance close new engine bed, increased the components processing precision, improved the working conditions, enhanced the labor productivity, reduced the manufacture cycle. The numerical control engine bed design is one item the systems engineering which is composed by many units. ill combine to form through the systematic each unit another big system, not only will enable various units the function to superimpose mutually, moreover might make various units to assist, to promote and the enhancement mutually mutually, thus will cause the whole the function to be bigger than various units function the simple sum.The general method of numerical control transformation for Siemens system function and X52 milling machine in the design process, determine the overall design scheme of CNC milling machine transformation, completed the design of NC machine tool feed system, X52 and other parts of the spindle system, determine the feed system and the spindle system of the transmission, drive scheme, selection of main driving device and other parts, according to the scheme of main auxiliary function of X52K milling machine, the design of PLC control program, and completed the system parameter setting etc..KEY WORDS: Milling machine, Numerical control transformation, electrical system目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1数控系统发展简史 (1)1.1.1数控NC阶段 (1)1.1.2数控CNC阶段 (1)1.1.3数控技术未来发展方向 (1)1.2数控机床的基本组成结构和主要功能 (2)1.3 SINUMERIK 数控系统的介绍 (3)1.4本次毕业设计的任务 (3)2总体改造方案设计 (5)2.1 X52K立式铣床的简介 (5)2.1.1 X52K立式铣床的结构 (5)2.1.2 X52K立式铣床的参数 (6)2.2控制系统的改造 (7)2.2.1主轴变频器电气控制改造 (7)2.2.2进给系统改造 (8)2.3数控机床的外观造型 (8)3电气系统硬件设计 (10)3.1数控系统的硬件连接和功能接口 (10)3.2主轴及其控制 (14)3.2.1主轴的控制方式 (14)3.2.2主轴变频器MICROMASTER 420电气控制 (14)3.3进给轴及其控制 (15)3.3.1数控机床对伺服驱动系统的要求 (16)3.3.2数控机床对伺服电机的要求 (16)3.3.3步进电机的选择 (16)3.4 PLC的电气改造 (18)4 参数的设置及plc程序的设计 (19)4.1回参考点运行 (21)4.2静态极限监控 (22)4.3反向间隙补偿 (23)IV4.4主轴启停控制分析 (25)4.5主轴换档控制分析 (27)4.6进给轴主轴使能控制分析 (30)总结 (29)致谢 (30)参考文献 (31)附录 (32)基于西门子802S的数控铣床电气设计 11 绪论1.1 数控系统发展简史1.1.1 数控NC阶段早期计算机的运算速度低,对当时的科学计算和数据处理影响还不打,不能适应机床实时控制的要求。
SIEMENS802D数控加工仿真系统使用手册
依次点击菜单栏中的“文件/导出零件模型”,如下图所示,系统将弹出“另存为”对话框,在对话框中输入文件名,按“保存”按钮,此零件模型即被保存。所保存的文件类型为“*.PRT”
2.2.3
机床在加工零件时,除了可以使用原始的毛坯,还可以对经过部分加工的毛坯进行再加工。经过部分加工的毛坯称为零件模型,可以通过导入零件模型的功能调用零件模型。
后置刀架的数控车床允许同时安装8把刀具。前置刀架的车床允许同时安装四把刀具,钻头将被安装在尾座上。
图8-3-1车刀选择对话框
1)选择车刀
(1)在对话框左侧排列的编号1~8中,选择所需的刀位号。刀位号即车床刀架上的位置编号。被选中的刀位编号的背景颜色变为蓝色
(2)指定加工方式,可选择内圆加工或外圆加工
此时系统弹出“设置类型”界面,根据需要选择“教师机/学生机”,选择完成后点击“下一个”按钮。
注:在局域网上安装本软件时,必须任意选择一台机器作为教师机,然后在此处选择“教师机”。其它的机器作为学生机,在安装时,在此处选择“学生机”。加密锁插在教师机的并口上。
在单机上安装本软件时,在此处选择“教师机”,加密锁插在本机的并口上。
1.3
管理员用户名:manage;密码:system;
一般用户名:guest;密码:guest。
注:一般情况下,通过点击“快速登陆”按钮登陆即可。
1.4
地址:上海市浦东新区峨山路91弄28号
浦东软件园陆家嘴分园3号楼7楼
总机:021-58730067,58730163
传真:021-58709913
技术支持热线:021-58730059,ylSupport@
手动方式
手动方式,连续移动
回零方式
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
— —
(3) 轴 类 机 床 数 据
( D 30 M 00~ 0
MD3 9 9 轴类机床数据 是对机床坐标各通道 89 )
M D 3 02 2 0=5 0, M D 3 2 0 8 0, M D3 2 0 0 6 0 =8 0 2 0 =1, M D3 3 0 2 0 =1, M D 3 1 0 7 0. M D 3 1 6 0 =一 7 0, 61 0=1 0。
6 模拟主轴调试 .
该 机 床 采 用 的 为 三 菱 变 频 器 F - A5 0 R 0 ,用 S M E 的 M C A卡 控 制 ,变 频 器 的 S 端 口、 I Ns P VC
诊 断 手 段 之 一 。例 如 某 一 操 作 是P C 辑 所 禁 止 L 逻 的 ,或 者 某 一 输 出条 件 没 有 满 足 ,这 时 如 果 激 活 相 应 的 报 警 ,操 作 人 员或 者 维 修 人 员 可 马 上 得 知
调试时注意 :MC A输出模拟电压0 0 P ~1V,在 未给变频器通 电时 ,先检 ̄ x7 1 l o 的输 电压是否与 设定的主轴速度成线性对应 ,正确后接通变频器。
( )三个坐标轴采用数字轴控制 ( 2 原来为模
拟 量控 制 )。
在 满 足 以 上 条 件 的 要 求 下 ,选 用 S E E I M NS
8 2 l 0D s 数控 系统 。该系统为加工 中心提供了完备
的 功能 ,其 配套 的模 块 化结 构 的 驱动 系 统为 各 种应
1 (F 5 1—0 A ~0 A ) ;非 调 节 型 电 源 块 6C61 C 叭 A 0 lk l (S 3 3 - 6 2 — 0 0 ;电 源 电 O W 块 6 L 10 AE 1 AB ) 抗 器 1 (S 30 - 0 E 1 0 0 ;单 轴功 率 块 6 L 0 0 C 2 - AA ) 模块 9 块 (S 3 加 一 l E l AA ) ;双 轴 功 A1 6L 1 T 2一 3 率 模 块2X A 1 ( S 3 2 — 2 E 1 0 A3 ; 9 块 6 L 10 T 2— A ) 伺服 电 动机 1 (F 7 6 - 5 F 1 l 5 ;伺 台 1 K 0 3 A 7 一 DG )
1 改造方案 的提 出 .
为 了保 证 机 床能 实 现 原有 功 能 ,不 改 变 原有 操
2 硬 件配置 .
8 2 l 控 系统 分 别s 数
作方式的情况下 ,达到节约资源并且锻炼人员技术
的 目的 ,提 出 如下 改造 方 案 : ( )主 轴 保 留原 有 的 驱 动 及 电动 机 ( 拟 主 1 模
E a pe S MP E MILP P ,根据设计的输入 x m ls A L L . ) \ T 输 出点修改相关参数 。根据选择 的手 轮 ,重新编
写手 轮程 序 ,使其 有效 。 ( )P C 户报 警 3 L 用 P C 警是 非 常 有效 的 L 报
ES 口 ( 轴 转 速 控 制 的 模 拟 信 号 )分 别 连 端 主
段程序 ),带 图形支持的固定循环可用于车 削、铣 削和钻削加工 ,支持轮廓元素 、DI 标 准和I o N s 语
言 编程 ,极 大地 方 便 了最 终 用户 的加 工 编 程 ,各 种
2 1-1 0 DC 0 AG );P F BU 数据总线若干 ;主 RO I S
到 表 面 粗 糙 度 值R 一63 r ,孔 径 公 差 H9,直 线 . r l
设备 s维 修
I q ime t n itn n e up n dMan e a c a
S MENS 0 D l I E 8 S 数控系统在 2 X 7 K 铣床改造中的应用 1 4
贵州航天天 马机电科技有 限公司 ( 6 0 3 周华斌 覃广林 5 30 ) 杨 虎
服 电动机2 (F 7 6 —5 7 一 l 5 台 1 K 0 3 AF 1 DH );电动
机 电缆 6 m,2 (F 5 0 - 5 O — 1 O ; 根 6 X 0 2 CS 1 AG ) 电动 机 电缆 带 抱 闸5 m, l (F 0 2 5 0 ~ 根 6 x5 0~ DS l 1 0) ; 编 码 器 反 馈 电 缆 3 AF 根 ( FX5 0 — 6 0 2
接 M CP A卡 上 X7 端 口的 1 脚 ,主 轴 参 数 设 0 1 、6
定 M D3 1 = 01 0 4,M D3 2 0 4,M D3 3 =1 0 2= 01 0 ,
M D3 4 =0, M D 3 2 0= 02 0 2 5 0% , M D 3 2 0= 0 2 6 3 00, M D3 21 =1 0 。 6 0 0 %
5 机 床参 数设置 .
( 1) 通 用 机 床 数 据 ( D 1 M 0000~
备份 到P C卡上 ,也 可 以将 数 据传 到计 算机 硬盘
上 。这 样 , 当静 态 存 储 器 的 数 据 丢 失 后 , 系统 在
M D1 9 9 通 用 机 床 数 据 主 要 用 于 对 机 床 坐 9) 8
今 后深 孔 钻设 计 的 参考 。MW ( 稿 日期 :2 10 1 ) 收 0 2 17
3 软件设计 .
首 先按 照  ̄ 0 D s 明调 试手 册 )要 求 ,将 硬 8 2 l 简 )
件连接好 ,各个部件连接正确后 ,进入系统的调试 以及P C L 的逻辑控制 。
( )系 统的 初 始 化 利 用RS 3 将 个 人 电 脑 1 22
与82 l 0 D s的COM1 接 起 ,然 后 利 用 随 系统 提 供 连
8 4
‰
参 ~ 珈
设 备 s 维 修
j q ime t n itn n e up n d a Man e a c
光盘 中的R S C 软件将铣床版初始化文件传入8 2 0D s系统 中,NCK l 复位后 ,初始 化文件生效 ,显示 为铣 床界面 ( 初始化 文件 路径 :T o b X 8 2 o lo 0 D
子 82 1 0 D s工具 盘 中提 供 的标 准 P C 用程 序 ( L 应 铣 床 版 ) 传 入 系 统 中 ( 准 P C 用 程 序 铣 床 版 路 标 L 应
径 : ime s rga Se nW o rmmigT o L 8 2Lb 0 Ds n o l C 0 k i8 2 l P \
轴速度大小 、方向和定位 ,数控机床保护 ,误差补 偿等参数设定 ( 以磷 由 为例,y 轴根据实际情况 轴z
设 定 )。M D 0 1= ,MD32 0 1 3 10 1 0 2 = ,M D 0 3 = 3 10 1
M D 3024 0= 1, M D 3 1 0= 1, M D 3 1 05 060=48, M 3 2 0 0 0 : 8 0 0 0 , M 3 2 0 1 0= 6 0 0 0 , D D
用提供极大的灵活性 。系统 内置了多项标准功能 ,
1 . 的T T 色液 晶显 示器 ;高容 量CF ,支持 04 F彩 卡 RS 3 和 以太 网接 口 ;控 制轴 数 6 ( 22 个 包括 4 进 给 个 轴 、 1 主 轴和 1 L 轴 ) ;刀具 寿命 监控 功 能 ; 个 个P C 系 统 中集 成 了大 容量 的 预 读 缓 冲 区 ( 最大 可 达 10 0
轴 变 频 器 1 ,三 菱F — A O ;电子 手 轮 1 。 台 R 50 个
度 1 0 ,加 工产品质量稳定 。枪钻 的切 削性能 通 / 0 5 过长期使用验证 ,其加工精度完全能够保证产 品的 设计要求 ,磨钝寿命达到了8 m以上。简易深孔钻 0 床改造取得 了显著的经济效益 ,其设计方案可作为
M 1 00 1 =Y , D 0 0[ 】 M 1 0[ :Z , D 000 2】
8 结语 .
改 造 后 机 床 已经 投 入 正 常使 用 。改造 后 机 床 与
M 3】 , M 11 2】 1, D 1 000[ =SP 0 D 40[ : 2 M D 1 5 0【 ] 2, 4 1 1 = 6 M D 1 1 2 ] 0, 45 0【 4 =3
直键 盘 1 ( F 3 3 0 块 6 C5 O — DM 1 — 1 3 AA1 ;操 作面 ) 板 1 (FC 3 3 0 3 ~ 1 块 6 5 0 — AF 0 AAO) ;M CP A模块 l (F 3 2 0 块 6 C5 l - DA0 一O 1 AA0 ;P 7 /8 板 ) P 24 模
stp tn )。 eu _ . i i
( )P C 调 试 一 般 情 况 下 ,在 8 2 2 L 的 0 D的 各 个 部 件 连 接 完 毕 后 ,则 需 开 始 调 试 P C的 控 制 L
逻辑 。至 关重要的是必须在所有有关P C L 的安全 功 能全部 准备后才能开始调试 驱动装 置。把 西门
其操作错误或硬件有故障 的原因。
4 驱动器的调试 .
P 程 序 正 确 无误 后 ,进 入 驱 动 器 调 试 , 步 LC 骤 为 驱 动 器 固件 升 级 、 驱 动 器 初 始 化 、驱 动 器 配
置。
7 数据备份 .
系统调 试 完 毕后 的数 据 备份 十 分重 要 。 S NUME K 8 2 l 供 了 多 种 数 据 备 份 的方 I RI 0 D s提 法 。 系 统 数 据 可 以 在 系 统 内 部 备 份 ,可 以 将 数 据
轴 )。
机床其他所 有动作控制则全部 由8 2 l 0 D s数控 系统
自带 的P C 制 单 元来 控制 。 L控 采用82 l 0 D s系统 的 主 要 硬 件 配 置 包 括 :P CU