影响立磨粉磨的因素.
影响MLS立式辊磨机产量的原因及应对措施
优化的喷口环盖板布置方式。当然, 根据系统的需要如辊皮及衬板的 磨损和喷口环的磨损等 , 也可做适当的调整 ; 通常喷口环面积越大 , 料 层厚度越薄 , 但吐渣料未必就大; 喷口环面积越小 , 料层越厚 , 但吐渣
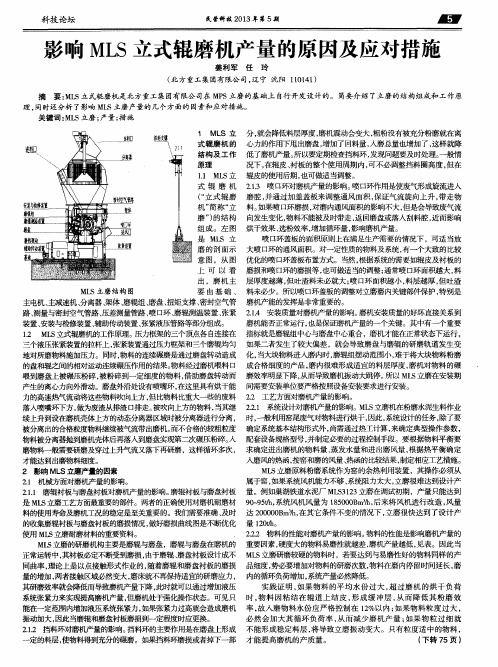
M L S 立磨 结 构 图 料未必少。所以喷口环盖板的调整对立磨磨 内关键部件保护 , 特别是 主电机 、 主减速机、 分离器 、 架体、 磨辊组 、 磨盘 、 扭矩支撑 、 密封空气管 磨机产能的发挥是非常重要的。 路、 测量与密封空气管路、 压差测量管路、 喷 口环、 磨辊测温装置 、 张紧 2 . 1 . 4 安装质量对磨机产量的影响。 磨机安装质量的好坏直接关系到 装置、 安装与检修装置、 辅助传动装置、 张紧液压管路等部分组成。 磨机能否正常运行 , 也是保证磨机产量的—个关键。其中有—个重要 1 . 2 ML S 立式辊磨机的工作原理。 压力框架的三个顶点各 自连接在 指标就是磨辊组中心与磨盘中心重合 ,磨机才能在正常状态下运行 ,
理, 同时还分析 了影响 M L S立磨产量的几个方
1 ML S 立 分 , 就会降f 氐 料层厚度 , 磨机震动会变大 , 粗粉没有被充分粉磨就在离
式辊磨机 的 心力的作用下甩出磨盘, 增加了回料量 , 入磨总量也增加了, 这样就降 结 构 及 工 作 低了磨机产量。 所以要定期检查挡料环, 发现问题要及时处理。 一般 睛 原 理 况下 , 在辊皮、 衬板的整个使用周期内, 可不必调整挡料圈高度 , 但在
三个液压张紧装置的拉杆上, 张紧装置通过压力框架和三个磨辊均匀 地对所磨物料施加压力。同时 , 物料的连续碾磨是通过磨盘转动造成 的盘和辊之间的相对运动连续碾压作用的结果。 物料经过磨机喂料口 喂到磨盘上被碾压粉碎 , 被粉碎到一定细度的物料 , 借助磨盘转动而
MLS立磨(宏发)
辅传电机参数
功率---45KW 转速---1480RPM 速比---77 输出速---19.22r/min 传至磨盘转速---0.5r/min
选粉机参数
电机功率---75KW 变频范围---3~~100HZ 减速机速比---20 请计算选粉机转速范围---?
生料磨系统的工艺流程
请手动画出工艺流程!
物料粒度
该公司进磨物料粒度分布为:≤25 mm占85%,25~75 mm占15%左右。若物料粒度>75 mm则振动明显增大; 而物料粒度过细则会压一层物料在磨辊与磨盘面上,不利于研磨。 为此,来料中需要有颗粒较大些物料像楔子一样去松动物料,便 于研磨。 MLS立磨经多年生产实践,符合上述粒度级配的入磨物料有利于 MLS立磨的粉磨与稳定运行。
设计参数 2
喷水量---2.5m3/h(三个喷头总量) 喷水压力---0.3MPa 水温---小于25°c 总用水量---28m3/h
主电机参数
兰州电机厂提供 功率---2100KW 转速---995RPM 电压---10000V
主减速机参数
南京高速齿轮箱厂提供 输入---994RPM 输出---25.7RPM 请计算速比=?
MLS立磨试运行注意事项 1
磨机运行前的检查
1。机械安装部分的确认
位置是否正确? 螺栓是否完齐、紧固? 安装用的器械是否取出、移开? 润滑油是否加齐? 管路是否畅通(油、水、气)? 主、辅传换向机械是否灵活?
2。电气确认部分
线路是否完整? 接线是否完好、固定? 电机内部检查是否确认? 电机转向是否正确? 检测仪器、仪表是否完好、显示是否正 常? 电磁阀、三道阀动作是否灵活?
立磨主要参数的控制
以下几条与大家共勉
风量
TRM型立磨介绍

6、小型矿渣球磨,产量10~30t/h,耗电:约56kwh/t
矿渣粉磨工艺对比
系统
球磨
主机设备
可烘干水分,% 粉磨电耗,kWh/t
系统工艺
10 80 简单
辊压机 立式辊磨
10 47 复杂
20 38 简单
TCDRI 天津仕名粉体技术装备有限公司
9.蓄能器 8.液压缸
磨辊总成
轴承循环润滑
轴承空气密封
耐磨材质
进口轴承 (FAG/TIMUKEN)
磨盘总成
CAE 结构强度设计
导风环 减速机
压紧环 耐磨衬板 导风板
磨盘 刮板
摇臂总成
可以把磨辊翻出机外维修 摇臂轴
上摇臂
下摇臂
轴承
CAE结构强度设计
选粉机总成
产品出口 转子
中心下料斗
动叶片
静叶片
TRMS型 矿渣系列辊式立磨介绍
侧面下料
中心下料
TRMS型矿渣立磨结构 CONSTRUCTION OF VERTICAL MILL
70
60
50
40
30
20
10
0
MILL INLET BLADE RING
O UT L E T S EP A R AT O R
I NL E T MILL OUTLET
O RI G I NA L E CS
M IL L D IF F E R E N T IA L P R E S S U R E : 33 % D O W N
矿渣粉对水泥强度的影响
3d抗压强度,MPa 28d抗压强度,MPa
45
立磨在生产中出现的几个问题及解决办法
文章编号:10-4320)2 0 9 4 08 7(060- 2- 0 0 0
立磨在 生产 中出现 的几个 问题 及解决办 法
杜秀玲 黑龙江省浩 良河水泥有限责任公司 ( 30) 1 3 51
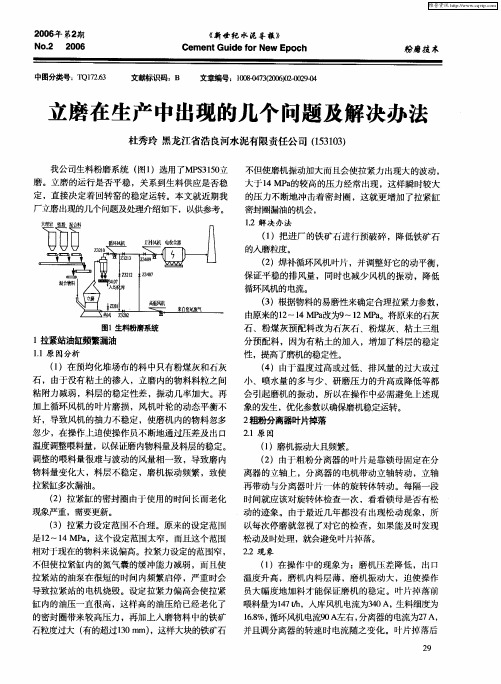
我公司生料粉磨 系统 ( )选用了MP 35立 图1 S 10 磨。立磨的运行是否平稳 ,关系到生料供应是否稳 定,直接决定着回转窑的稳定运转。本文就近期我 厂立磨出现的几个问题及处理介绍如下,以供参考。 不但使磨机振动加大而且会使拉紧力出现大的波动, 大于1 a 4 MP 的较高的压力经常出现,这样瞬时较大 的压力不断地冲击着 密封圈,这就更增加了拉紧缸
()拉紧力设定范围不合理。原来 的设定范围 3 是1 ~1 MP ,这个设定范围太窄,而且这个范围 2 4 a
. 相对于现在的物料来说偏高。拉紧力设定的范围窄 , 22现 象 不但使拉紧缸内的氮气囊的缓冲能力减弱 ,而且使 ( )在操作 中的现象为 :磨机压差降低 ,出口 1
维普资讯
2 0 年 第2 06 期
No 2 2 0 . 0 6
《 世 纪 水 泥 导 报 新
C me t ief r e E o h e n d w p c Gu o N
扮 磨檀 木
中图分类号:T 7, Q12 3 6
文献标识码 :B
忽少,在操作上迫使操作员不断地通过压差及 出口 温度调整喂料量 ,以保证磨 内物料量及料层的稳定。 调整的喂料量很难与波动的风量相一致 ,导致磨内 物料量变化大 ,料层不稳定,磨机振动频繁 ,致使 拉紧缸多次漏油。 ( )拉紧缸的密封圈由于使用的时间长而老化 2
现象严重 ,需要更新 。
2 0 年 g2 06 期 N . 20 o2 06
杜秀玲 :立磨在生产 中出现的几个问题及解决办法
电石渣对生料粉磨的影响

电石渣对生料粉磨的影响电石渣是电石水解获取乙炔气后的以氢氧化钙为主要成分的废渣。
其产生过程是以电石(CaC2)为原料,加水(湿法)生产乙炔,1t电石加水可生成300多kg乙炔气,同时生成10t含固量约12%的工业废液,俗称电石渣浆。
乙炔的生产工艺简单成熟,目前在我国占较大比重。
乙炔是生产聚氯乙烯(PVC)的主要原料,也是基本有机合成工业的重要原料之一。
每生产1 t PVC产品耗用电石1.5-1.6t,同时每t电石产生1.2t电石渣(干基),如果电石渣含水量按90%计算的话,那么每生产1t PVC产品,就可经排出电石渣浆约为20t。
我国是使用PVC材料的大国,因此,电石渣浆的产生量大大超过了环境自身的净化能力。
电石渣是一种有强烈腐蚀性的碱性固体废物,对环境的污染严重.近些年,环境保护受到社会空前的重视,因此如何消耗电石渣也是整个社会的问题。
纯正的Ca(OH)2为无色无味固体。
但是,含一定水量的电石废渣及渗滤液亦是强碱性,也含有硫化物、磷化物等有毒有害物质。
根据《危险废物鉴别标准》(GB5085—1996),电石废渣属Ⅱ类一般工业固体废物;若直接排到海塘或山谷中,采用填海、填沟的有规则堆放时,根据《化工废渣填埋场设计规定》HG20504—92,对Ⅱ类一般工业固体废(物)渣,必须采取防渗措施并作填埋处置。
处理它是很麻烦复杂和危险的。
目前电石渣的回收利用主要有以下几个方面:作为建材和路基原料、废气与废水的处理、生产普通化工产品等。
这些用途在一定程度取得了电石渣资源化利用的效果,缓解了电石渣对环境的污染。
然而,电石渣作为建材与路基材料虽然是处理电石渣的有效途径,可节约成本也可处理了废渣,但仍然存在一些问题。
比如,用电石渣制备的墙体材料,容重比传统烧结粘土砖大,运输成本高。
利用电石渣可以代替石灰石制烧制水泥所用的熟料,既可以生产建筑材料又能有效的缓解电石渣对环境的污染。
在70年代的湿法窑时期,国内就已有众多成熟的企业,如:吉林化工厂、天津化工厂、贵州有机化工总厂、山西省化工厂等建成一条水泥生产线用来消化电石废渣。
立磨基本知识简介
立磨的结构及工作原理
喷口环处上升的气流也允许物料中比重较大 的物质落入喷口环下面,从机壳下部的吐渣口排 出,由于喷口环处的气流速度高,因此热传递速 率快,小颗粒被瞬时得到烘干。据估算进入立磨 的每一颗粒在成为成品之前,平均在磨辊下和上 升气流中往复内循环运动达几十次,存在多级粉 碎的事实。
立磨的结构及工作原理
立磨的历史及发展现状
由于它是利用料床原理进行粉磨,避免了金属 间的撞击与磨损,金属磨损量小、噪音低;又因为 它是风扫式粉磨,带有内部选粉功能,避免了过粉 磨现象,因此减少了无用功的消耗,粉磨效率高, 与球磨系统相比,粉磨电耗仅为后者的50%~60%, 还具有工艺流程简单、单机产量大、入料粒度大、 烘干能力强、密闭性能好、负压操作无扬尘、对成 品质量控制快捷、更换产品灵活、易实现智能化、 自动化控制等优点,故在世界各国得到广泛应用。 已成为当今国际上生料粉磨和煤粉磨的首选设备。
立磨运行主要工艺参数
1、磨出口温度 向磨内供热风是干燥物料和提升物料的需要,
磨机出口气体温度的高低是衡量磨机运行状况的重 要因素,过热会导致内部机械受损;过低,则达不 到干燥目的。磨机出口温度最好控制在合适的范围 内。若出口温度较高,则适当打开循环风机挡板, 或打开冷风挡板;若出口温度低,则适当增加热风 供给量,以保证生料水份不超标。
立磨的历史及发展现状
立磨的历史及发展现状
立磨与球磨机比较: 立磨出现以来,由于它以其独特的粉磨原理
克服了球磨机粉磨机理的诸多缺陷,逐渐引起人 们的重视。特别是经过技术改进后的立磨与球磨 系统相比,有着显著的优越性,其工艺特点尤其 适宜于大型预分解窑水泥生产线,因为它能够大 量利用来自预热器的余热废气,能高效综合地完 成物料的中碎、粉磨、烘干、选粉和气力输送过 程,集多功能于一体。
余热发电系统对立磨运行的影响及调整措施
在余热发电系统运行前 , 原水泥熟料生产线均 已实现 了达标稳定运行。余热发电系统投运后 , 出 现 了 系统 争风 并 影响 立 磨 的正 常 运行 , 主要 影 响方
面如 下 。பைடு நூலகம்
中图分类号 : Q126 59 T 7. . 2
文献标识码 : B
文章编号 :0 7 0 8 (0 O 0 — 5 0 l 0 — 3 9 2 1 )5 3 — 1
余热发 电系统对 立磨运行 的影响及调整措施
秦 宜利 ( 集团沃 申丰 丰水泥有限 公司, 东枣庄 270 ) 山 730
10rm 尽 量 小 于 8 )并 不 断 减 少 立 磨 的 喷 水 0 ( a 0mm ;
次点 火投产成功 , 配套 的9 W纯低温余热发 电 M 项 目在 20 09年 5 1 号 投 入 运 行 发 电 。该 线 生 料 月 5
一
制 备选 用 了丹 麦史 密斯 A O 5 T X 0型立 磨 , 机 主 电 磨
水 i工 7 程 8
一— 3 5
为发 电后 的 3 0 3 0/。 6~8t h
为解决上述上述问题 , 我们进行以下摸索。 () 1 把窑尾旁路打开 1%, 0 以增加进磨风量和 提高入 磨热 风温 度 , 虽满 足 了磨 机 的运行 条件 , 这 但 此法又使余热发 电量明显下降 , 因此最后还是关闭 了窑尾旁 路 阀门 。
( ) 磨 热 风 量 不足 ( 温 风 机转 速 由 发 电前 1入 高 的 80/ i降为 70/ n , 而造 成立磨 喷 口环 风 3r n m 4 mi)从 r 速不够 , 入刮板 腔 的料增 多 , 时 出现磨 盘密 封漏 落 有 料现象 , 并使 磨机 主 电流上 升 。
MPS5000B立磨在生产中出现的问题及措施
表1
3 25 27 8 15 20 25
磨辊辊皮的磨损量
4 5 38 38 23 24 27 30
6
22 15 12 10 18 15
7 14 10 8 5 13 12
8
5 4 5 2 8 5
9 2 0 2 1 5 5
lO 0 0 0 0 2 0
55 50
30 32 40 48
6磨辊辊皮的磨损
我公司磨辊辊皮磨损非常严重(可能和我公司人 磨原材料的易磨性较低有关),磨损量主要在磨辊的 外侧,呈波纹状,最大100mm时,根据检修 周期考虑更换,使用周期约1年),目前尚不影响使用, 但考虑到我公司立磨运行时问尚短,如此大的磨损量 势必会降低设备的使用周期,且磨损量的加剧会降低 磨辊的碾压能力,影响磨机的运行质量。为确保立磨 生产的安全稳定运行,根据京阳的生产经验,立磨易 损件应抓紧准备,其中主要包括:立磨研磨板、辊皮、 磨辊轴承(包括密封件)和螺栓。由于磨辊辊皮、立磨 研磨板备件加工的周期较长(京阳约为7个月),因而 需及早进行对辊皮备件的准备工作。我公司3个磨辊 辊皮的磨损量统计情况可见表1。
1石灰石堆场
我公司石灰石堆场共分2个区,分别容量为3万t 因试生产初期布料系统安装没有完成,所以采用汽车
68中国水泥2005.10
冲击,引起磨振。 (3)吐渣中细粉较多,容易造成振动输送机走不供。 人磨细粉量较多,势必引起吐渣细粉量增大;而振动输
万方数据
送机的工作特性不利于输送粉料,对于含有粉状物料 的块粒物料,其输送量将低于额定值的10%~70%。 2.2石灰石粒度对磨机影响 由于石灰石细粉较多对磨机影响较大,因此在 其后一段时间里校枉过正。石灰石粒度控制的又偏 大,大于70mm的块状石灰石较多。在此周期磨机运 行主要体现出的现象:吐渣量偏大,循环负荷较大。 由于入磨粒度较大,物料很难在磨内很快研磨成产 品,这样就会造成一些块状物料排渣,增大了循环 量。为适应物料,操作上只有采取增大研磨压力,而 这样又会增大磨机电流。造成操作上的不稳定。
原料立磨粉磨原理及提高台产的措施
使高速热风形成旋风 , 粉磨后被料床
甩 出 的 物料 随风 在 磨 内旋 转 , 粒物 粗 料 因旋 转 离 心 力 作 用 打 在 磨 体 内壁 下 落 到 回料 仓 , 物 料 随 旋转 气 流 上 细
加 物料 的分 离和 风料 提 升难 度 。 24 导 风系 统 . 导风 系 统 由挡 风板 、 导风 板 及 高
3 改 善 喷水 装 置 , 高 料层 控 制灵 . 4 提
活 可靠 性
速热 风 组 成 。它 的作 用 是 : 料 床 上 对 粉磨 的物 料 进行 第 一 次 分 离 , 将 气 并
衬 , 采 用 堆 焊 技 术 , 高 硬 高 耐 磨 现 用
材 料 ,沿平 面 增 加 2 3条 斜 凸沿 ,  ̄ 其 目 的是 增 加 物 料 的 拖 人 能 力 和 改 善
措 施 一 : 磨 体 内部 增 加 导料 溜 在 槽 , 物 料 的 落 点 强 制 改 变 , 料 床 使 在
维普资讯
维普资讯
奢 l _毫 _ |
平行于磨 盘 , 均布在磨 辊 中心 , 其作 设 计 的 因 素外 , 和操 作 有 很 大 的关
用 是 通 过 喷水 改 变 料 床 物 料 的 运 动 阻力 , 制 物 料粉 磨 时间 , 定 料 层 , 控 稳 提高 粉磨 效 率 。
应用 中, 由于 各 企 业 系 统工 艺状 况 不 同 , 料 特 性 不 同和 操 作 参 数 、 式 原 方 不 同 ( : 料 的易 磨 性 、 度 、 度 , 如 原 湿 粒 循 环 风 的 风速 ,热 风 的粉 尘 浓 度 、 温 度 , 统 工 况 的稳 定 性 等 ) 采 取 上 述 系 , 措施 时也 应该 因事 而异 。应根 据 磨机 系 统参 数 ( 观 察 压 差 、 动 、 如 振 和外 循
立磨操作中的主要控制参数
压差:压差是指风环处的压力损失,它也是立磨操作中最为重要的控制参数之一。
在磨机运行时,磨内负荷量的变化不仅从磨机电流、料层厚度、振动幅度等参数上反应出来,而且压差更能反映磨内状况。
压差增大,磨内负荷加大;压差变小,说明磨内物料少,研磨层迅速减薄,磨内负荷下降。
这两种情况,都会因料层不稳,使振动加剧,粉磨阻力增大,磨机输入功率增加,磨机电流也忽高忽低大幅摆动,直到磨机振停或振动稳定下来为止。
操作上利用压差来作为控制磨内负荷量的变化,实现磨机稳定运行。
影响磨机压差的因素很多,如喂料量、系统风量、研磨压力、选粉机转速等。
凡是影响磨机平稳运行的因素,几乎都可以在压差上反应出来。
所以在磨机运行稳定前,这些变量都可能成为磨机操作的调整对象,操作员可根据实际情况作相应调整,直到工况稳定。
然而,在磨机正常运行中,通常只采取调整喂料量来控制压差,一般不轻易改变研磨压力和选粉机转速两变量。
研磨压力随产量要求预先设定好,而选粉机转速随产品细度而定。
至于系统风量,也不是调节负荷的最佳变量,只有在特殊情况下,才调节风量,最终还需调整喂料,使磨机负荷恢复原稳定范围不影响产品质量。
磨机出口温度:有效的控制出口温度,可以保持良好的烘干及粉磨作业条件,使产品达到规定的水分,我厂为保持生料水分在0.5%以下,控制出口温度为80-90℃。
影响磨机出口温度的因素通常有循环风、冷风、喷水量、热风、物料水分等,其中冷风量的变化有可能会使窑磨工况产生影响,一般很少采取调节冷风量的办法来调节出口温度,为了不影响窑系统,我们一般选择调节循环风挡板的开度来控制磨机出口温度。
磨机出口气体温度高低是衡量磨机运行状况的重要因素,过高过低都会引起磨机振动,通常在不影响质量的情况下,要控制出口温度基本稳定。
当磨机运转到后期时,磨辊磨盘衬板磨损严重,出口温度稍微变化就会对磨有很大影响。
产品细度:产品细度主要受选粉机转速影响,转速高,产品细;转速低,产品粗。
调节细度主要靠手动改变选粉机转速来实现,但必须注意,增加或降低,只能逐步进行,每次增加或减少1%的设定值,调节过快,可能导致磨机振动加剧甚至振停。