MES系统操作说明书
mes系统合同模板(2篇)

第1篇合同编号:________甲方(买方): ________________乙方(卖方): ________________签订日期: ________________签订地点: ________________第一章总则第一条合同依据本合同依据《中华人民共和国合同法》、《中华人民共和国计算机信息网络国际联网管理暂行规定》以及其他相关法律法规,在平等、自愿、公平、诚实信用的原则基础上,由甲方委托乙方为其提供制造执行系统(Manufacturing Execution System,以下简称MES系统)及相关服务,双方经协商一致,达成如下协议:第二条合同目的乙方根据甲方的需求,为其提供一套符合甲方生产管理要求的MES系统,并负责系统的实施、调试、培训及售后服务,以提升甲方生产管理水平,提高生产效率,降低生产成本。
第三条合同内容1. 系统功能:乙方根据甲方需求,提供以下基本功能模块:- 生产计划管理- 资源管理- 物料管理- 质量管理- 设备管理- 能源管理- 报表统计- 系统管理2. 系统配置:系统硬件配置、软件版本、网络环境等由双方另行协商确定。
3. 实施服务:乙方负责MES系统的实施,包括但不限于:- 系统需求分析- 系统设计- 系统开发- 系统测试- 系统部署- 系统培训4. 售后服务:乙方提供以下售后服务:- 系统故障排除- 系统升级- 技术支持- 培训支持第二章系统实施第四条实施时间1. 乙方应在合同签订后__个工作日内完成系统需求分析。
2. 乙方应在合同签订后__个月内完成系统开发、测试及部署。
3. 乙方应在系统部署完成后__个工作日内完成系统培训。
第五条实施地点系统实施地点为甲方指定的场所。
第六条实施人员1. 乙方指派__名技术工程师负责系统的实施工作。
2. 甲方指派__名相关人员进行配合。
第七条实施进度1. 乙方应按照合同约定的进度表,定期向甲方汇报实施进度。
2. 甲方有权对实施进度进行监督,并提出合理意见。
MES上线各指标Checklist
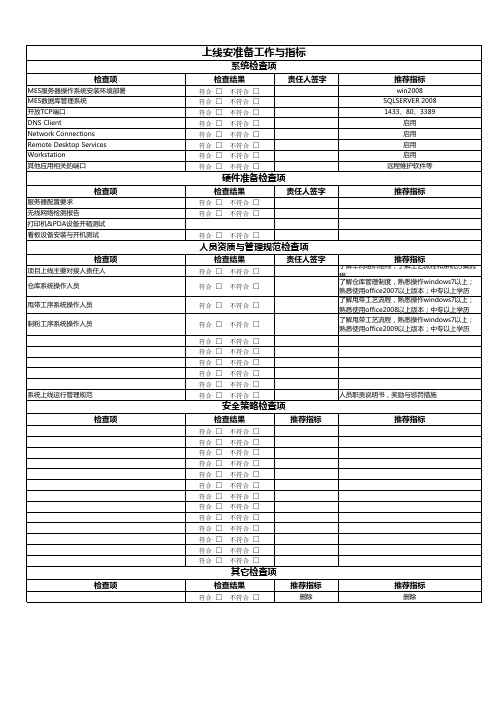
检查结果 □ □ □ □ □ □ □ □
不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合
责任人签字 □ □ □ □ □ □ □ □ 责任人签字
推荐指标
win2008 SQLSERVER 2008 1433、80、3389 启用 启用 启用 启用 远程维护软件等
硬件准备检查项
检查项
服务器配置要求 无线网络检测报告 打印机&PDA设备开箱测试 看板设备安装与开机测试 符合 符合
□ 不符合 □ □ 不符合 □ □ 不符合 □ □ 不符合 □ □ □ □ □ □ □
不符合 不符合 不符合 不符合 不符合 不符合
系统上线运行管理规范
符合
□ □ □ □ □ □ 推荐指标 □ □ □ □ □ □ □ □ □ □ □ □ □ 推荐指标
删除
人员职责说明书,奖励与惩罚措施
安全策略检查项
检查项
符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合 符合
检查结果 □ □ □ □ □ □ □ □ □ □ □ □ □
不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合 不符合
推荐指标
其它检查项
检查项
符合
检查结果 □ 不符合 □
推荐指标
删除
上线安准备工作与指标
系统检查项
检查项
管理系统 开放TCP端口 DNS Client Network Connections Remote Desktop Services Workstation 其他应用相关的端口 符合 符合 符合 符合 符合 符合 符合 符合
检查结果 □ 不符合 □ 符合 □ 不符合 □ □ 不符合 □ 检查结果
SIEMENS 全新组态软件 SIMATIC WinCC flexible 说明书

新产品简介simatic hmi全新组态软件SIMATIC WinCC flexibleSIMATIC多功能面板不仅具备人机界面功能基于Windows CE操作系统,SIMATIC多功能面板平台不仅具有工业PC的灵活性,而且坚固耐用,价格适宜。
同其他操作面板,SIMATIC Multi Panels(MP)可用于本机操作和监视,高性能、开放性和可扩展性是其突出特征。
SIMATIC MP 270BMP 270B面板是多功能面板系列中的一款输入级设备。
提供 5.7″和10.4″TFT 触摸屏型或10.4″TFT显示屏和薄膜键盘型。
MP 270B可提供最佳性能,颇具吸引力。
SIMATIC MP 370MP 370多功能面板可满足最高的性能要求。
提供有12.1″和15.1″TFT触摸屏型或12.1″TFT显示屏和薄膜键盘型。
一个平台,多种用途使用基于标准Windows CE的应用软件,在SIMATIC多功能面板上可实现多种自动化功能。
例如,下载Microsoft PocketInternet Explorer(随产品提供),即可在多功能面板MP270B/MP370上显示HTML文档并浏览保存在主机系统上的操作和工作说明。
除可视化功能,还可将SIMATIC WinACMP软件PLC集成到MP 370设备上(WinCCflexible V1.1 版以上)。
显然,对于有确定要求的大量数据的控制任务,WinACMP选项是一种经济的解决方案,理想用于需要较坚固硬件的分布式自动化任务。
通过SIMATIC ThinClient/MP选项,10″12″和15″触摸式多功能面板可作为Windows 2000终端服务器的瘦客户机使用,可兼用于可视化图形显示,或作为单纯的终端客户机。
这样,就可以使用多功能面板来操作所有运行于终端服务器上的应用程序。
中央数据管理或项目管理通过以太网(TCP/IP),可将多功能面板联网来访问办公环境。
标准ESOP电子作业指导书系统

输入用户名和密码,初始用户名和密码均为admin,点击登录按钮登录 系统
路漫漫其悠远
点击确定
标准ESOP电子作业指导书系统
路漫漫其悠远
3 E-SOP系统功能介绍
用户管理-用户 设置
查询用户时可通过界面左上角的下拉框选择用户的状态 也可通过右上角的输入框查询用户
添加用户可单击 添加用户 按 钮,弹出添加用户窗口, 输 入用户ID、密码、名称、 状 态、手机号、邮箱、微 信, 点击保存即可
3 E-SOP系统功能介绍
软件整体功能-服 务端
服务端安装
打开服务端文件夹,首先找到 Sunpn.Sop.PcServer,然后打开改 程序
路漫漫其悠远
标准ESOP电子作业指导书系统
3 E-SOP系统功能介绍
数据库 注册
路漫漫其悠远
第一次运行服务端软件时会弹出数据库注册界面,如图 在服务器名称处输入(local)地址 选择 使用Window 身份验证 点击 测试连接 按钮,如弹出连接成功即表示与所填数据库服务器正常 连接 选择Esop的数据库 点击 确定 按钮,提示 注册成功
E-SOP系统软件功能介绍
• 系统架构 • 配套硬件 • 软件功能
路漫漫其悠远
1 安灯呼叫系统架构
系统 架构
有线与无线连接方式可选
安灯呼叫看板
SQL Server 系统服务端
局域网
App Server 应用客户端
App Server 应用客户端
App Server 应用客户端
生产实时看板
产线1
工位1
Win10
H.265, AVI, H.264, VC-1, MPEG-2, MPEG-4, DIVD/DIVX, Real8/9/10, RM, RMVB, PMP, FLV,MP4, M4V, VOB, WMV, 3GP,MKV
系统集成和主数据管理组织项目开发工作使用说明(SOW)

上海烟机应用系统集成和主数据管理项目工作说明书Cordys China 二零零九年九月目录1项目目标3 2工作说明32.1软件及服务范围3 2.1.1应用系统集成32.1.1.1ERP与其他系统集成3 2.1.2主数据管理4 2.1.3假设条件5 2.2时间进度5 2.3成果交付物与验收标准6 2.4里程碑7 2.5费用支付7 2.6需求变更过程8 2.6.1变更依据8 2.6.2外部变更请求处理流程9 2.6.3内部变更请求处理流程10 2.7双方责任10 2.8项目组织架构122.9假定条件131项目目标在上海烟草机械有限责任公司的范围内,分期实现应用系统集成和主数据管理相关功能,本期项目主要包括ERP与其他系统间的应用系统集成,以及NC系统、ERP、PDM、CRM、EAM、MES、HR与KBS等系统间的主数据管理业务需求。
2工作说明以下所有内容基于9月11日版本的需求文档。
2.1软件及服务范围2.1.1应用系统集成2.1.1.1ERP与其他系统集成共4个应用集成接口。
2.1.2主数据管理共31个源-目标接口。
2.1.3假设条件1.需求与接口清晰,逐项提供接口说明文档并有必要的原厂商配合,一天可完成4个应用集成接口的需求调研工作或4个1源-1目标的主数据需求调研工作2.系统上线后试运行5天3.对每个功能点源系统和目标系统均只有一张表需要进行主数据管理4.不需要前台维护界面,采用系统默认页面实现后台功能即可2.2时间进度我们的服务预计将于2009年10月19日开始。
预计项目服务周期:3个月项目经理 30 人天外国专家 15人天技术经理 92人天软件工程师 198人天QA工程师 22人天培训 4天2.3成果交付物与验收标准甲方:上海烟草机械有限责任公司乙方:CORDYS(北京)信息系统有限公司阶段4补充说明:1.由乙方编写验收测试用例用于验收测试,并在验收测试开始前完成确认。
2.双方依据详细验收方案,由甲方进行验收测试。
MIS new
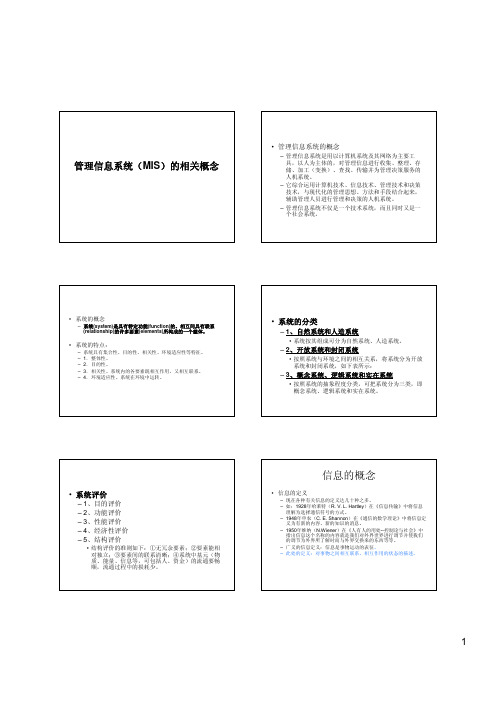
MIS的开发方法
• MIS系统的生命周期
– 系统分析 – 系统设计 – 系统实施 – 系统运行
• 阶段成果
MIS的开发方法
• MIS系统开发的结构化方法
– 早期MIS开发存在的问题
管理信息系统战略规划
• CSF
• 举例2:以缩短制造工期为主要目标的系统规划工作
• 层次信息系统
– 作业控制信息系统 – 管理控制信息系统 – 战略规划信息系统
4
MIS的开发原则
• 系统开发的主要原则
– 适应性原则 – 效益原则 – 系统原则
• 整体性原则 • 分解协调原则 • 目标优化原则
MIS开发方法学
– 规范化原则 – 递进原则
MIS的开发方法
• 常用的开发方法主要有三大类:
• 发展过程
– (一)电子数据处理系统(Electronic Data Processing System, EDPS)
• EDPS面向业务的信息系统。特点是数据处理的计算机化,目的是提 高数据处理的效率。
– (二)管理信息系统( Management Information Systems, MIS)
• 结构评价的准则如下:①无冗余要素;②要素能相 对独立;③要素间的联系清晰;④系统中基元(物 质、能量、信息等,可包括人、资金)的流通要畅 顺,流通过程中的损耗少。 • 信息的定义
– 现在各种有关信息的定义达几十种之多。 – 如:1928年哈莱特(R. V. L. Hartley)在《信息传输》中将信息 理解为选择通信符号的方式。 – 1948年申农(C. E. Shannon)在《通信的数学理论》中将信息定 义为有新的内容、新的知识的消息。 – 1950年维纳(N.Wiener)在《人有人的用处--控制论与社会》中 指出信息这个名称的内容就是我们对外界世界进行调节并使我们 的调节为外界所了解时而与外界交换来的东西等等。 – 广义的信息定义:信息是事物运动的表征。 – 此处的定义:对事物之间相互联系、相互作用的状态的描述。
环思制造管理平台使用说明说明书
目录1.引言..........................................................................................................................51.1.编写说明..............................................................................................................................52.软件模块...................................................................................................................62.1.业务管理ERP系统 (6)环思制造管理平台使用说明2021.01.152.2.生产管理MES (6)2.3.WMS仓储管理 (6)3.功能操作说明 (7)3.1.系统建设内容&集成路径 (7)3.2.业务管理ERP系统 (7)3.2.1.系统流程介绍 (7)3.2.2.客户管理 (8)3.2.3.供应商管理 (9)3.2.4.商品管理 (10)3.2.5.材料管理 (12)3.2.6.物料清单 (13)3.2.7.订单管理 (16)3.2.8.订单跟进 (18)3.2.9.订单查询 (20)3.2.10.物料需求 (20)3.2.11.需求计划 (23)3.2.12.物料申购 (24)3.2.13.订单齐料 (26)3.2.14.采购管理 (27)3.2.15.采购审批 (29)3.2.16.采购跟踪 (30)3.2.17.订单分单 (30)3.2.18.生产开单 (31)3.2.19.订单计划 (35)3.2.20.七天发货 (36)3.2.21.出货计划 (36)3.2.22.装箱单 (37)3.3.WMS核心应用功能说明 (38)3.3.1.库位管理 (38)3.3.2.面辅料、成品入库 (38)3.3.3.面辅料、成品出库 (40)3.3.4.物料盘点 (41)3.3.5.库存台账 (42)3.4.MES核心应用功能说明 (43)3.4.1.基础信息 (43)3.4.2.IE管理 (44)3.4.3.裁剪管理 (45)3.4.4.裁片超市 (49)3.4.5.印绣花外协加工 (51)3.4.6.上挂应用 (53)3.4.7.缝制应用 (54)3.4.8.质检应用 (55)3.4.9.返工处理 (55)3.4.10.后整 (56)3.4.11.线管应用 (56)3.4.12.数据看板 (58)3.4.13.设备管理 (60)3.4.14.外协订单管理 (61)3.4.15.外协进度管理 (62)3.4.16.外协工厂管理 (64)4.软件交付实施方法 (65)4.1.交付实施计划及内容参考 (65)4.2.实施计划排期 (66)4.3.软件交付验收分项清单 (67)4.4.项目文档清单 (68)4.5.项目交付风险控制与验收标准 (69)4.5.1.关键点控制 (69)4.6.项目验收标准 (70)5.技术服务支持 (71)5.1.专职服务团队 (71)5.2.技术咨询服务 (71)5.3.软件升级服务 (71)5.4.软件运行保障 (72)1.引言1.1.编写说明环思智慧科技根据纺织企业的现状和特点,结合多家同类型服装生产企业的信息化实施经验,提供以下信息化解决方案(平台软件)使用说明。
罗克韦尔自动化产品系列指导手册说明书
支持服务产品系列适用范围无论您的业务目标是什么,罗克韦尔自动化支持服务均能帮助您挖掘运营潜能。
借助每一份支持协议带来的高价值工具以及我们训练有素的专家团队,您能够减少维护时间及成本,并提高整体设备效率。
了解更多信息生命周期服务咨询我们的工程师在罗克韦尔自动化软件门户网站购买的软件包括一份独立的支持合同,其终止日期与 TechConnect 协议的签署周年日期保持一致。
在罗克韦尔自动化商业网站上续订所购软件时,将提供单独的协议。
标准产品产品系列 (例如自动化控制系统) 中列出的全部产品均可得到支持。
自动化控制系统可编程控制器 — Compact GuardLogix®、CompactLogix™、ControlLogix® (1756 系列), GuardLogix®, SmartGuard™ 600 SoftLogix™ 5800操作员界面— DTAM™ 2707、工业计算机、InView™、PanelView 5500、PanelView Plus、MobileView™ (仅包括 2711T)分布式 I/O — Block I/O™、Expansion I/O、Flex™ I/O、POINT I/O™ 以及远程 I/O网络 — ControlNet、DeviceNet、DH+™、DH-485、EtherNet/IP、9300 (电缆和 9300-ENA)、1784 板卡 (不包括 ISA 或 PCMCIA 板卡)网络安全与基础设施 — Stratix® 交换机传感器与开关 — 无线射频识别 (RFID)相关软件 — FactoryTalk Echo、FactoryTalk® View ME、RSLinx® Lite、RSNetWorx™、RSLogix™ 5000、Studio 5000® 状态监测 — 集成式机器状态监测模块 (包括 1444)、ESAFE 状态监测软件、便携式数据采集器、保护模块 (包括 XM 模块) 以及状态监测传感器电力监测仪 — PowerMonitor™ 500、PowerMonitor 1000 以及 PowerMonitor 5000电能 —RSPower™低压变频器和启动器ArmorConnect® 电源介质 (280-PWRM)、ArmorStart® 控制器 (280、281、284、290、291、294)、PowerFlex® 4M、4、40、40P、400、523、525、527、753、755、755TL/ TR/TM 以及 755 On-Machine、755TS、753TS 变频器、20S SCR 母线电源、电源调节产品 1321、变频器通信卡 (20 comm、20-750-comm) DriveExecutive™、DriveExplorer™、Connected Components Workbench™ 软件、MegaDySC® 1608M、MiniDySC ® 1608N 和ProDySC® 1608P Armor PowerFlex 35S、35P、PFDC 20P 中压变频器和启动器857、865、1500-1599、1900-1999、7000A-RPDTD、7000L-RPDTD 7000L-R18TX、7000A-RPTX、7000L-RPTX、7000A-RPTXI、7000-RPTX、7000-R18TX、7000-RPTXI、7760、7761、7762、7703电机控制中心 (MCC) IntelliCENTER®、CENTERLINE® 2100 和 CENTERLINE® 2500独立推车技术 (ICT) MagneMotion® iTRAK® 5730/5750、MagneMover®、QuickStick® 100、QuickStick® HT™工业运动控制基于机架的运动控制产品 —ControlLogix 运动控制模块 (1756-M02AE、M08SE、M16SE、M03SE、M02AE、M02AS、HYD02 和 1758M04SE)伺服驱动器和电机 — Kinetix® 驱动器 (3、300、350、2000、5100、5300、5500、5700、5800、6000、6200、6500 和 7000)、Ultra™ 3000 (2098DSD) 和 Kinetix VP、TLP、MP-Series™ 电机 (旋转电机和直线电机系列)编程软件 — MotionView、RSLogix Motion Commands、UltraWARE组件级产品北美以外地区:• 一个工作日内免费回电支持,24x7 全天候响应• 电话或实时聊天支持:上午 8:00 至下午 5:00,可升级至 24x7 全天候响应北美地区:• 上午 8:00 至下午 5:00 免费支持• 24x7 全天候服务 (需签署支持协议)计算机与操作员界面 — PanelView Component 和 PanelView 800工控产品1可编程控制器 — Micro800® 控制系统安全、传感器、连接系统商业产品软件 — Connected Component Workbench 软件过程安全需要签署过程安全支持合同。
生产部W-MES系统系统员岗位说明书
单位:××实业(集团)有限公司
岗位名称:系统计划员
编制日期:
部门:××事业部
任职人:
任职人签字:
科室/班组:生产部
直接主管:副部长
直接主管签字:
任
职
条
件
学 历:中专及以上学历。
经 验:具有2年以上实际工作经验,1年以上相关专业工作经验。
2.负责根据原始计划增加发动机新状态;
3.负责系统中客户的新增与删除。
三、完成领导交办的其它任务。
专业技术资格:具有初级及以上专业技术职称。
专业知识:熟悉发动机状态及生产流程等知识。
能 力:
◆ 计划与执行能力;
◆ 具有沟通能力、分工协调能力;
◆ 具有较强的判断力、组织能力。
岗位目的:
负责本厂万佳管理系统中生产计划的编制。
工作关系
直接上级:生产部副部长
直接下级:
内部主要联系:
外部主要联系:
下属人员
人员类别
人数:无
管理人员:
直接:
专业人员:
间接:
其他:
2、岗位说明
职 责 范 围
依次列出每项职责及其目标
一、负责每天在系统中日生产计划进行校核
1.负责对制定好的生产计划与手工计划核对;
2.负责检查生产计划的状态。
二、负责对系统中编码、客户、特殊状态说明进行维护,保证系统数据的准确性
1.负责系统中发动机前缀的增加及删除;
智能制造概论思考与练习题答案
目录第1章绪论 (2)第2章智能传感技术 (5)第3章智能控制技术 (11)第4章智能加工技术 (15)第4章智能物联技术 (19)第6章工业智能软件应用 (22)第7章智能制造方案设计 (27)第1章绪论1.1请列举近年来我国工业和信息化部公布的“智能制造试点示范项目名单”,并搜集相关资料就其中3项其智能制造项目的内涵和特征进行列表说明。
答:(1)2018年试点下项目也可以选取最新的:2020年制造业与互联网融合发展试点示范名单(2)内涵与特征项目名称内涵特征家具大规模个性化定制试点示范3D打样以及水性漆家具生产系统等家具生产环节的智能化,实现了离散式生产、总装式工厂、智能生产。
满足客户的个性化定制需求汽车多车型智能化柔性制造试点示范“柔、精、严”是宝沃智能工厂的三大生产核心理念。
其中,全球首条8种不同车型柔性生产线将生产效率最大化,3分钟之内即可完成冲压线自动换模。
而拥有222套柔性NC机器人定位系统还可满足同一条生产线不同车身的定位,加之17套集中颜色供应系统,更能快速满足客户定制需求。
实现复杂零件的高品质制造与组装高速动车组车体智能制造试点示范利用大数据、人工智能、互联网+等互联网新技术新应用,全面布局智慧中车建设,全力推动智能制造发展保证高效率的同时﹐实现可持续制造1.2 请用思维导图画出机加工企业、家电装配企业不同的设备配置情况。
答:(略)1.3三维立方体企业模型中的“三维”分别指向什么?答:(1)生命周期维:建立企业需求分析、系统设计、系统实施和运行维护四阶段的建模方法学,并确定各阶段的研究重点和不同建模阶段之间的模型映射方法。
包含需求分析、系统设计、系统实施和运行维护四个重要部分。
(2)视图模型维:研究集成化的企业建模视图结构,该系统以过程视图(工作流模型)为核心,其它视图(功能视图、信息视图、组织视图、资源视图)为辅助视图来统一集成建模,最终形成具有一定柔性的动态企业模型。
(3)通用性层次维:研究不同建模阶段、不同建模视图的基本构件形式,从而建立基本构件模型库,并以不同的行业为背景建立企业参考模型,并在企业中建立专用的企业特定模型。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MES系统操作说明文档(针织)一,管理物料(路径:针织厂->MM物料->管理物料(成衣))。
如图操作说明:1,使用菜单栏中的新建按钮新增款号,维护款式信息。
2,填写货号,货号描述等相关信息,在没有图像数据处右键调用可上传款式图像,完成后保存。
二,尺码管理 (路径:针织厂->PB公用->尺码管理)。
如图1,使用新建按钮2,填写红色尺码分组名称,3,使用尺码分组下面的新增按钮4,填写尺码编码和尺码名称,5,红色字体部份为必填项。
三,生产订单(路径:针织厂->SD订单->生产订单(服装))。
如图操作说明1,图上1为菜单栏图2为已制订单信息,可以点击行查询相关订单明细数据,图3为订单详细。
2,使用系统菜单右边上的’<’号可隐藏菜单栏从而扩大订单明细界面。
3,通过速查下方的向下键可设置查询条件查询已制作过的订单信息。
4,使用菜单栏中的新建按钮新增一张新的订单。
5,填写3处的表头部份,如客户名称,订单类型,合同号,加工类型,制作单日期等相关内容,下单总量为系统自动生成不需求录入。
6,如果在下拉列表中未能找到相应的客户,使用按钮。
1),使用菜单栏新建按钮后填写客户信息,红色字体为必填项,维护完成后保存即可。
7,1),选择款式批次子页面,新增款式批次信息。
2),填写相应生产工厂,货号,货名,成份,纱支,针型为系统自动带出,批号,工厂,交期,交地为必填项。
8,1),选择颜色尺码子页面,新增纱线色号。
2),使用新建按钮,增加色号和色名以及相应的RGB值,红色字体为必填项,保存即可。
注:如无色名,可直接填写色号。
9,选择尺码。
1),勾选尺码后使用确定按钮。
效果如下:2),如果在选择尺码窗口中没有找到尺码,参照上面尺码管理。
10,填写子色和各尺码数量。
1),录入子色号,色名,子色名为系统默认带出。
2),录入尺码数量,在汇总栏中可显示这个子色的尺码汇总数量。
注:例如:G:N2802*W9665,A:N3642 带G色和A色的录入方式如下先将G色的N2802*W9665,和A色的N3642 色号新增纱线色号后,以“,”号隔开如图保存后的效果:11,样品信息 1),如该订单有样品信息,使用刷新按钮后,填写各尺码的样品数量即可。
12,以上信息填写维护完成之后,需要使用菜单栏中的保存按钮进行保存,可通过菜单栏中的预览报表进行检查合核对信息,从而进行送审操作。
四,订单审核 (路径:针织厂->SD订单 ->订单审核)。
如图1,可通过填写款号进行查询待审核订单。
2,通过速查按钮,进行查询待审批订单,可通过速查按钮下方的小三角箭头设置查询条件,如款号,订单号,客户等。
3,选择中明细款号行。
4,使用审核按钮进行审核操作即可。
四,服装主计划 (路径:针织厂-PS计划 ->服装主计划)。
如图。
1,可通过菜单栏中的速查按钮来查询已做过服装主计划的款,2,通过按钮新增一张服装主计划单据。
(备注:一个订单支持多张服装主计划)。
3,导入本次计划数量(备注:数据来源于SD订单)。
如图:1),通过菜单栏中的速查按钮,查询要排主计划的订单明细,可使用款号,订单号或合同号录入下拉列表中使用速查进行查询操作。
2),勾选将要排主计划的颜色尺码数量,可在本次按排数量列中进行修改数量,如果不作出修改可使用列表头的全选框。
勾选择全部。
如图所示:3),使用按钮后。
4),导入完成后,点击关闭按钮,关闭排单任务导入窗口,4,维护表头信息,如小工艺交期,电脑工艺交期,缝制交期,班组类型等内容。
红色字体为必填项。
1),调度单号为系统自动生成,2),如不区分班组,可不用选择。
5,维护完成以上信息后,使用菜单栏中的保存按钮即可。
员)。
各车间找到相应的菜单名称进入。
1,可通过姓名为查询条件,使用速查按钮,来查询已维护过的车间小工艺员名单。
2,使用新建按钮。
3,填写姓名,工艺大类,以及所属工厂,红色字体为必填项。
4,选择关联的系统用户名,如图所示1),通过用户ID或关联的系统用户名,使用键盘中的回车按键,用来查询系统用户名,在查询结果中选中行双击即可。
备注:如在弹出窗口中未找到该用户,请联系相关人员开通系统帐号。
5,使用菜单栏中的保存即可。
6,电脑工艺员维护和小工艺员维护操作一致,请参照以上操作方法。
六,服装小工艺任务分派 (路径:TM工艺->小工艺->服装小工艺任务分派)。
如图:1,使用查询待排订单,也可以通过使用款号/货号当着查询条件使用速查按钮查询。
2,选择将要分配的订单行。
3,选择工艺员,如图所示:1),下拉工艺员,弹出窗口,在1.工艺员处,录入工艺员姓名后,使用回车键后,双击工艺员明细即可,注:,如果录入姓名查找不到,问题原因是因没有增加工艺小组名单。
4,选择交期。
5,使用分派按钮即可。
同样,也可以使用用来取消分派。
七,服装小工艺(路径:TM工艺->小工艺->服装小工艺)。
如图:八,服装电脑工艺 (路径:TM工艺->小工艺->小工艺折合)。
如图: 九,服装小工艺折合(路径:TM工艺->小工艺->小工艺折合)。
如图: 十,电脑工艺折合(路径:TM工艺->小工艺->小工艺折合)。
如图:十一,管理物料(纱) (路径:针织厂->MM物料->管理物料(纱))。
如图:1,在维护纱支BOM材料之前,请录入物料名称,通过速查,先看看系统该材料是否存在,如果存在就不用增加。
2,使用按钮。
3,录入材料信息。
1),填写物料编号,物料名称,纱支,成份,标准单位,主计量单位等,其中单位组应选择服装单位。
4,填写完成后,使用按钮保存。
十二,服装纱线BOM (路径:TM工艺->小工艺->服装纱线BOM)。
如图:1,此处录入要做纱线BOM的款号,使用按钮查询单据信息。
2,使用编辑按钮编辑单据。
3,表头部门为系统自动带出。
4,使用下拉列表1),可通过录入物料编号或物料名称后,使用键盘回车按钮进行查询纱线信息。
2),鼠标双击选中行。
5,然后使用选择纱支按钮,进行增加到下列明细中。
6,填写编织部位和G色列,如图:6,填写完成后,通过进行保存。
7,可通过进行核对纱支用量信息。
8,核对完成后,使用进行送审操作后,通过按钮进行审核后,提交下一部门。
十三,管理物料(纱) (路径:针织厂->MM物料->管理物料(纱))。
如图:3,在维护纱支BOM材料之前,请录入物料名称,通过速查,先看看系统该材料是否存在,如果存在就不用增加。
4,使用按钮。
5,录入材料信息。
1),填写物料编号,物料名称,纱支,成份,标准单位,主计量单位等,其中单位组应选择服装单位。
4,填写完成后,使用按钮保存。
十四,服装纱需求计划(路径:针织厂->PS计划 ->服装纱需求计划)。
如图:2.表头部份为系统自动生成,如订单号,款号,品名,BOM编号等信息。
3.使用按钮。
4.使用按钮。
5.使用按钮后,计划根据调度单数量以及BOM信息自动算出此张调度单据号的纱需求。
如图所示:7.选择子页面,维护纱批号项。
8.使用按钮后,可使用核对信息后,即可。
如需求进行修改,可使用。
十五,服装辅料需求计划(路径:针织厂->PS计划 ->服装辅料需求计划)。
如图:1.此处录入要做纱线BOM的款号,使用按钮查询单据信息。
2.使用编辑按钮编辑单据。
3.表头部门为系统自动带出。
4. 使用新增按钮,增加辅料。
5. 新增行中选择物料编号中的下拉列表。
6.弹出选择辅料窗口,可通过物料编号和物料名称,使用键盘回车按钮,进行查询操作。
7.选择窗口中的物料名称行,鼠标双击即可,物料名称,单位为系统自动带出。
8.录入使用部位,规格型号,单号,以及辅料颜色。
9.如在录入颜色时未找到相该颜色,可通过系统菜单栏查找“辅料色”打开辅料色模块。
如图:1)使用按钮,2)录入色号以及色名,如没有中文颜色,可直接和色号相同,3)如有子色信息,可使用新增按钮增加子色信息。
录入子色号和子色名。
4)使用进行保存操作,然后回到服装辅料BOM,在通过色号或色名查询刚刚维护的色号信息,进行选择。
10.填写完成后,通过进行保存。
11可通过进行核对辅料用量信息。
12.核对完成后,使用进行送审操作后,通过按钮进行审核后,提交下一部门。
十六,服装辅料需求计划(路径:针织厂->PS计划 ->服装辅料需求计划)。
如图:在左上角款号处,录入款号通过进行查询待生成纱需求的款。
2.表头部份为系统自动生成,如订单号,款号,品名,BOM编号等信息。
3.使用按钮。
4.使用按钮。
5.使用按钮后,计划根据调度单数量以及BOM信息自动算出此张调度单据号辅料需求。
如图所示:8.使用按钮后,可使用核对信息后,即可。
如需求进行修改,可使用。
十七,编织计划,如图:十八,发坯任务(路径:针织厂->PP生产->PP编织车间->发坯任务),如图:1,可通过录入调度单号,款号,合同号,等查询条件使用查询将要发坯的单据信息。
如图所示。
2,可使用系统菜单中的“<”图标来收缩发坯界面大小。
3,在此列表中可查看计划数,已发数,已收坯数,未收坯数以及班组等信息。
4,在列表中增加本次发坯数量,(备注:如果纱是一起称重的话,那么要一起发)。
5,录入档车工的工号,并使用键回车键,员工姓名系统自动带出,如有备注等信息可录入到备注文本框中,以及每包件数,默认为5件一包,如本次发坯数为<5件,系统会自动取小于5的件数。
6,使用发坯按钮进行发坯操作。
7,选择是即可。
8,可使用鼠标右键求和列求和。
如图9, 通过菜单栏中的打印发坯小票。
10, 使用图标,选择打印机,打印发坯小票。
11,如有需要发附件的话,使用菜单栏中的图标,然录入本地发坯数,操作方式和主坯操作方式一致。
十九,发纱出库 (路径:针织厂->PP生产->PP编织车间->发纱出库),如图:1,选择称重类型,使用条码枪扫描或手工录入条码,任意其中一包条码号后,货号明细资料,以及本次发坯明细信息等数据由系统自动带出。
2,把纱放电子称上,在称重蓝色条中会显示电子称的重量,3,如果电子称不兼容的话,可使用按钮读取电子称中的数值,或手工录入毛重,这里的毛重单位为千克(kg)。
4,填写大管数,小管数,其管数和其管重等信息。
5,使用保存,备注:可直接按键F5键,或通过鼠标单击保存。
6,打印发纱小票,使用菜单栏中的图标,然后打印发纱小票。
7,通过浏览按钮,可以选择打印小票类型。
如图:8,通过,打印发纱小票。
8,退纱,补纱类型的操作方式和领纱操作方式一样,参照以上操作步骤即可。
二十,收坯称重 (路径:针织厂->PP生产->PP编织车间->收坯称重),如图:1,使用条码枪扫描或手工录入称重的条码号。