工程BOM表操作流程
工程bom表 工程bom表管理
工程bom表工程bom表管理工程bom表工程bom表管理是对企业生产经营中物料流、资金流进行条码全程跟踪管理,从接获订单合同开始,进入物料采购、入库、领用到产品完工入库、交货、回收货款、支付原材料款等。
每一步工程bom表工程bom表管理都为您提供详尽准确的数据。
工程bom 表工程bom表管理有效辅助企业解决业务管理、分销管理、存货管理、营销计划的执行和监控、统计信息的收集等方面的业务问题。
工程bom表工程bom表管理在公司的经营销售管理中,涉及生产管理、产品库存管理、销售管理、资料档案、客户资源信用管理,资金收付等方方面面。
2.功能介绍工程bom表工程bom表管理的功能有采购、采购退货、采购付款、销售、销售退货、销售付款、退货情况、盘库、仓库调拨,供方客户资料管理,供方供货汇总、明细报表,采购付款汇总、明细报表多仓库,多币种,报表等功能,工程bom表工程bom表管理可以使您摆脱繁杂的数字统计等琐事,只需轻松的点击鼠标即可,工程bom表工程bom表管理可以分为B/S架构和C/S架构.B/S是浏览器/服务器模式,只要在服务器装好后,其他人只需要用浏览器(比如谷歌)就可以正常浏览。
随着4G移动网络的部署,工程bom表工程bom表管理已经进入了移动时代。
移动工程bom表工程bom表管理就是一个集4G移动技术、智能移动终端、条码扫描、商业智能等技术于一体的工程bom表工程bom表管理产品。
它将原有工程bom表工程bom表管理上的进货、销售、库存等物流业务管理和简单财务核算等功能迁移到手机,工作人员可以随时随地进行工程bom表工程bom表管理操作和管理,极大地提高了工程bom表工程bom 表管理的效率,为企业提供了一个省钱、省力的现代化的管理手段。
3.四大主要功能1、销售管理1. 工程bom表工程bom表管理包括销售订单、销售出货、客户退货以及统计查询等功能.2. 基本流程以客户先下订单,后出货的日常业务需求,工程bom表工程bom表管理自动跟踪每张单据的完成情况。
BOM表制作

一、BOM表的定义 二、BOM表的作用 三、BOM表的相关流程图 1、BOM发布流程 2、BOM禁用流程 四、BOM表包含哪些物料 五、BOM表出错导致哪些后果
一、BOM表的定义
BOM是Bill of Materials(物料清单)的缩写,是指产 品所需零部件明细表及其结构,在MRP2中,物料一词有着广 泛的含义,它是所有产品、半成品、在制品、原材料、配套 件、协作件、易耗品等等与生产有关的物料的统称。 ,如 工时、材料、设备、工装、车间等。用以描述产品零件、半 成品和成品之间的关系。在某些工业领域,可能称为“配 方”、“要素表”或其他名称。从概念上来理解BOM有以下 的含义: 1.狭义的BOM一般说来,我们对BOM最初的理解就 是顾名思义,材料清单,也就是通常所说的产品结构,这是 BOM狭义理解。业界先驱,著名ERP专家陈启申先生,在它的 著作《MRPII制造资源计划基础》中,有详细的介绍和论述。 2.广义的BOM对于某一物料的产品结构,每个人都有不同的 理解,那么就会有不同的产品结构树定义;同时,同一个物 料,可以有多种产品结构,这样,在BOM定义过程中,容易 出现偏差。
打开产品文件夹 找到要放的位置
找到放置的位置后新建产品BOM,如下:
点击单一BOM
出现以下画面
输入编码和名称,如下:
点击组成如下:
点击引用物料出现在以下页面:
输入需要的 物料编码
点击查询出现所需物料点击确定出现以下页面:
输入需要的数量和装配位置,其它所需要物料都以此方 法输入
BOM建好后,启动流程,点中一般BOM归档/升级 流程
常用封装
目前我们公司 有几款封装为: 0805封装、0603 封装、1206封装、 2010封装、1210 封装、1812封装、 2512封装,最为 常用的有0805、 1206、0603三类。
BOM表管理及规则
1. 目的通过对BOM表编制及其管理过程作出规定,防止错误发生,以确保质量和生产过程的顺利进行,提高工作效率。
2. 适用范围本规定适用于工程部BOM表编制过程及其管理要求。
3.职责工程部:BOM表编制实施部门,准确、及时制作BOM以满足生产需求。
物控计划处:提供本期生产任务资料,并督导BOM表编制完成。
生产部:BOM表接受单位,及时反馈信息至工程部。
4. BOM编制及管理流程BOM结构说明:不同的机种有不同的BOM。
一份综合的BOM由阶层、序号、料号、描述、单位用量组成。
所谓的阶层也就是物料在产品中的结构位置,父项与子项的关系,单层BOM是针对一个阶层的物料清单。
对编制或修订BOM的时机:4.2.1市场部提供客户之BOM或设计变更通知,交工程部进行物料编号和本公司BOM编制或修订。
4.2.2 BOM编制或修订后经工程部经理核准后由文件管制中心列管,并分发相关部门。
BOM的发出时机: BOM要在投产之前发出。
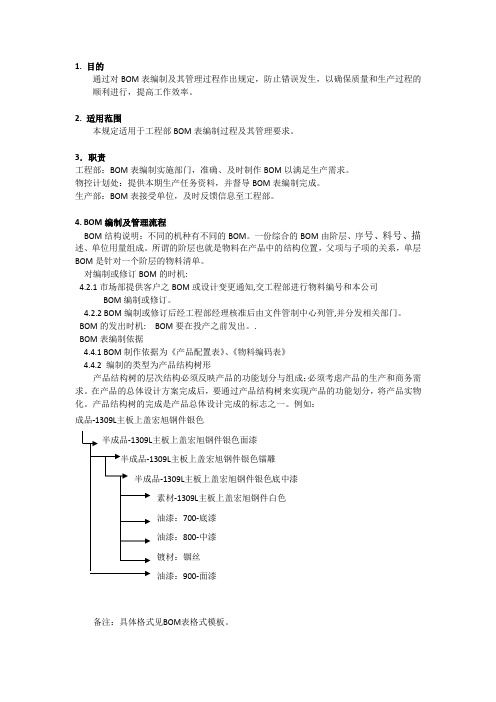
.BOM表编制依据4.4.1 BOM制作依据为《产品配置表》、《物料编码表》4.4.2 编制的类型为产品结构树形产品结构树的层次结构必须反映产品的功能划分与组成;必须考虑产品的生产和商务需求。
在产品的总体设计方案完成后,要通过产品结构树来实现产品的功能划分,将产品实物化。
产品结构树的完成是产品总体设计完成的标志之一。
例如:成品-1309L主板上盖宏旭钢件银色主板上盖宏旭钢件银色面漆主板上盖宏旭钢件银色镭雕-1309L主板上盖宏旭钢件银色底中漆素材-1309L主板上盖宏旭钢件白色油漆:700-底漆油漆:800-中漆镀材:铟丝油漆:900-面漆备注:具体格式见BOM表格式模板。
BOM表的更新当BOM表编制依据或物料发生变化(制程异常)后,更新相关BOM。
(更新时依据《产品配置表》、《产品备忘录》、《备忘录变更》、异常处理措施要求)。
BOM表的核查4.6.1所有BOM表必须是经过BOM制作组人员核查,通过后提交给BOM表管理员;4.6.2标配BOM表首先根据《设备编码表》核对设备编码是否正确,再根据对应的《产品配置表》核对物料选用是否正确;4.6.3 特配BOM表根据《产品备忘录》核对设备编码和配置情况,其余项目仍根据对应的《产品配置表》进行物料选用方面的核对;4.6.4 改配BOM表根据《改配通知单》核对所要更改项目;4.6.5 BOM表核查无误后,进行排版,并将版本更改为当前最新版本。
新增BOM流程范文
新增BOM流程范文BOM流程,也即产品的物料清单流程,是企业在生产或制造产品时所使用的重要工具之一、它记录了产品所需的所有物料和零部件,以及它们之间的关系和数量。
通过实施有效的BOM流程,企业可以更好地控制物料和零部件的采购、库存和生产流程,并确保产品的质量和交付时间。
下面将详细介绍BOM流程的各个环节。
1.产品设计阶段:在产品设计阶段,设计团队需要确定产品的功能和规格,并开始创建物料清单。
物料清单中需要包含所有需要使用的物料和零部件,以及它们的数量和关系。
设计团队可以使用专业的软件来创建和管理BOM,确保准确完整。
2.供应商管理:一旦物料清单确定,企业需要与供应商建立合作关系,并确定物料的采购渠道。
供应商的选择需要考虑价格、质量和交付时间等因素。
企业可以通过与供应商签订合同来确保物料的供应稳定和质量保证。
3.物料采购:根据BOM流程,企业可以制定物料采购计划,并向供应商下订单。
物料采购的过程中,企业需要与供应商保持良好的沟通,及时了解物料的到货情况,以便调整生产计划。
4.物料接收与入库:5.生产计划与排程:根据物料清单和订单需求,企业需要制定生产计划和排程。
生产计划需要考虑物料的供应情况、设备的可用性和人员的安排等因素。
排程的目标是确保生产过程的流畅和高效。
6.生产过程:在生产过程中,根据物料清单和工艺流程,将物料和零部件组装成最终产品。
在生产过程中,需要对物料和零部件进行管理和追踪,以确保产品的质量和准时交付。
7.产品质量检验:一旦产品生产完成,需要进行质量检验。
质量检验可以通过对产品进行抽样检验或全面检验来进行。
如果发现产品存在质量问题,需要及时进行整改和调整。
8.产品出库与发货:产品通过质检后,可以将其出库并交付给客户。
在出库和发货过程中,企业需要记录产品的出库数量和目的地,并选择合适的物流方式进行发货。
9.库存管理与更新:一旦产品出库,企业需要及时更新库存信息,并根据物料清单和订单需求,调整库存水平。
BOM版本管理操作规范
BOM版本管理操作规范1. 引言本文档旨在规范BOM(Bill of Materials,物料清单)版本的管理操作,确保BOM版本的一致性、准确性和可追溯性。
所有涉及BOM版本管理的员工都应严格遵守本规范。
2. BOM版本管理职责分配2.1 BOM管理员- 负责创建、发布、维护和控制BOM版本;- 负责审核BOM更改请求;- 确保BOM版本与实际生产、采购和库存数据一致。
2.2 设计工程师- 负责提出BOM更改请求;- 负责提供更改原因、影响分析和更改后的BOM数据;- 参与BOM版本评审。
2.3 生产部门- 负责根据BOM版本进行生产;- 负责反馈生产过程中发现的BOM问题;- 参与BOM版本评审。
2.4 采购部门- 负责根据BOM版本进行采购;- 负责反馈采购过程中发现的BOM问题;- 参与BOM版本评审。
2.5 质量部门- 负责监督BOM版本的质量;- 负责对BOM更改进行审批;- 参与BOM版本评审。
3. BOM版本管理操作流程3.1 BOM创建与发布1. BOM管理员根据产品设计文件创建初始BOM版本;2. BOM管理员将初始BOM版本发布给相关 departments;3. 相关 departments 在规定时间内反馈意见,BOM管理员汇总意见;4. BOM管理员根据反馈意见调整BOM,形成终稿;5. BOM管理员发布终稿,作为正式BOM版本。
3.2 BOM更改申请1. 设计工程师、生产部门或采购部门发现BOM问题,提出更改请求;2. 设计工程师提供更改原因、影响分析和更改后的BOM数据;3. 质量部门对更改进行审批;4. BOM管理员审核通过后,生成新的BOM版本。
3.3 BOM版本控制1. BOM管理员为每个版本分配唯一的版本号;2. BOM管理员记录每个版本的更改历史;3. BOM管理员确保不同版本的BOM不会混淆;4. BOM管理员定期备份BOM版本。
3.4 BOM版本发布与更新1. BOM管理员将最新版本BOM发布给相关 departments;2. 相关 departments 根据最新版本BOM进行生产、采购等操作;3. BOM管理员监督BOM版本的执行情况,发现问题及时处理;4. 周期性更新BOM版本,以适应市场需求和产品优化。
BOM版本管理流程规定
BOM版本管理流程规定1. 目的为了确保产品生命周期中物料清单(Bill of Materials, BOM)的准确性和一致性,本规定定义了BOM版本管理的标准流程。
2. 范围本流程适用于所有产品开发、生产和维护过程中的BOM版本管理。
3. 定义和缩略语- BOM:物料清单,是一份列出制造产品所需所有物料及其数量的文件。
- BOM版本:对BOM文件的修订或更新。
4. 责任- 产品经理:负责提出BOM更新的需求。
产品经理:负责提出BOM更新的需求。
- 工程部门:负责BOM的技术准确性,执行变更并更新BOM版本。
工程部门:负责BOM的技术准确性,执行变更并更新BOM版本。
- 质量控制:负责验证BOM变更的合规性。
质量控制:负责验证BOM变更的合规性。
- 生产部门:负责按照最新的BOM版本进行生产。
生产部门:负责按照最新的BOM版本进行生产。
5. BOM版本管理流程5.1. 变更请求当需要对现有产品进行更改或开发新产品时,产品经理应填写《BOM变更请求表》并提交给工程部门。
5.2. 工程评估工程部门接到变更请求后,应评估变更对BOM的影响,包括物料的替换、数量的调整等,并更新BOM草稿。
5.3. 质量控制验证更新后的BOM需提交给质量控制部门进行验证。
质量控制将确保变更符合所有相关标准和规范要求。
5.4. 审核和批准BOM变更请求需经过工程、质量控制及产品经理的共同审核。
审核通过后,由相关负责人在《BOM变更请求表》上签字批准。
5.5. 发布和通知工程部门在获得批准后,将更新后的BOM正式发布,并通知生产部门及其他相关部门。
5.6. 记录和存储所有BOM版本及其变更记录应被妥善存储在指定的文档管理系统中,以便追溯和查询。
5.7. 版本控制每个BOM版本应具有唯一的版本号和修订日期。
版本号规则应由企业内部统一规定。
6. 文件和记录- 《BOM变更请求表》- BOM版本发布通知- BOM版本记录7. 培训和沟通所有涉及BOM版本管理的员工应接受相应的培训,确保理解和遵守本流程。
BOM表制作流程
THE END
Thanks
Page 7
业务提品号 修订申请单
营业主管 确认
工程PE 审核
工程部门 主管核准
BOM专员 ERP建立
Remark : 1.工程/业务应对品号资料的准确性负责; 2. 品号修订需由工程/业务双方同意后提修订申请单;
Page 3
初BOM表建立与维护
2.1). 初BOM work flow
工程提供 BOM表资料
工程建立BOM 表申请单
BOM表制作流程
Page 1
Prepared by: 方惠各 Date :Aug 12th, 2009
目录
目录:
1). 品号建立与维护 -------------------------page 3
2 ). 初BOM表建立与维护-----------------------page 4
3). 量产BOM表维护 5
营业担当 确认
制造单位 主管审核
工程部门 主管核准
DCC发行 ERP建立
2.2). 初BOM 维护
初BOM 异常维护
工程部门 主管核准
工程验证确认
工程修订 BOM表申请
单
DCC发行 ERP建立
营业担当 确认
制造主管 审核
Remark : 1.工程/业务担当负责初BOM资料的准确性; 2. 初BOM表资料更新,均需要通过DCC发行;
2.PCR涉及到原材料更换的,客户承认,需发行正式BOM表,不承认,则PCR单独保存; 3.量产BPOaMge表5 ,须生产单位/生管特别重视每次生产耗用,及时提出更新良率/单耗。
应客户要求BOM表变更
4.1). 量产业务接客户通知变更原材料/新增颜色样参照初BOM流程
PROE工程图BOM表(明细表)制作详解
BOM制作技术简介BOM(Bill Of Materials),即材料报表,它能详细表列出装配结构中的零件状态及装配组件或零件中包含的参数。
通常在创建组件工程图的同时,包含一个材料报表.在Pro/ENGINEER中文环境下,应用Pro/REPORT的功能,再加上用户设计时,设定一些特定的参数,则可以自动生成符合企业标准的明细表。
Pro/REPORT是 Pro/ENGINEER的一个选项模块,它提供了一个将字符、图形、表格和数据组合在一起以形成一个动态报告的功能强大的格式环境。
它能使用户很方便地生成自己的材料报表(BOM),并可根据数据的多少自动改变表格的大小。
功能包括:1.在报告中附加视图。
2.填写报告的键盘提示参数。
3.应用数据的特殊显示。
4.所需数据的筛选和分类。
5.显示/不显示的双重记录项。
2 绘图格式、标题栏和明细表的设定利用Pro/ENGINEER软件中的Pro/REPORT模块,可以创建绘图格式文件(Format)并自动生成明细表,通常是将一个定制的表格置于Format中,作为标题栏。
在设计装配体或零件的工程图时,直接调用这个Format即可.由于在Format中,图幅的大小是不可改变的,因此用户需要建立几个不同幅面的Format,如A0、A1、A2 。
. 。
,建议取名为A0—asm、A1-asm……,创建Format是一劳永逸的事,一旦完成后存入标准目录下的Format目录中,供所有人员使用。
在config.pro配置选项中有一个Format_setup_file项,与绘图配置文件类似,也可以对format定制过程进行参数控制。
2.1 创建Format的基本方法这里只介绍两种方法创建绘图格式。
方法一,读入外部数据如果你在其他的CAD软将系统中(如AutoCAD)已经做好了绘图格式,可以将其转换成通用的DXF或IGES、STEP等格式,然后进入Pro/ENGINEER的Format模式,如图1 。
BOM制作流程
编制:_______________ 日期:______________ 审核:_______________ 日期:______________ 批准:_______________ 日期:______________1 目的PURPOSE:规定PRF及BOM操作流程,明确各部门职责。
确保ERP系统数据及BOM正确,使得系统更好地服务于生产运营。
2 范围SCOPE:适用于华尔推剪(宁波)有限公司所有的全新PRF及BOM编制.3 定义DEFINITION:3.1 新货号PRF: 全新货号3.2 升级版PRF:更换产品,包材,附件等4 权责 Responsibilities包装BOM及ERP服务于整个公司生产的运营,为确保各环节的准确性及时效性需对各部门的职责进行定义,利用各职能部门的资源完成各阶段工作。
成员如下:4.1项目经理:负责整个BOM批准下发,ERP核准。
4.2 产品工程师:负责整个产品校对及打样确认工作。
4.3包装专员: 负责把PRF转换成书面BOM及ECN,负责包装形式确认。
处理车间包装问题。
4.4 ERP专员: 负责把书面BOM录入到ERP系统中。
并处理日常ERP异常事务。
4.5 包装工程师:负责彩盒、说明书、展示盒、吸塑等包材的打样及确认。
负责样品及生产样品制作,负责校对BOM及ERP,对出现的问题及时与客户沟通。
4.6 制造工程师:负责维护定额,工时。
4.8 采购工程师:负责采购件的报价及打样,价格核实。
4.9 PMC:负责系统内计划员码及各项相关数据进行维护。
4.10财务: 对产品进行报价及系统价格维护。
4.11 QA:负责对完整包装样品的抽检。
5.0 实施流程Implementation Process5.1 PRF,Atwork设计阶段市场部负责PRF,Atwork设计工作,会以邮件形式把文档发给宁波团队。
5.2 PRF确认阶段5.2.1 包装专员接收到PRF后,对PRF的内容进行核对,如发现PRF存在问题,及时与客户沟通。
BOM作业流程
BOM作业流程
BOM是Bill of Materials(物料清单)的缩写,是一种描述产品的结构化的零件表,其中包括所有的零件、原材料的清单,以及制造一个产品所需物料的数量。
也可以说,BOM基本上包括物料清单和工艺流程两部分,并要求两者有对应关系。
BOM的更改与否一般由ECN(Engineering Change Notice工程变更通知)开关控制。
BOM的建立步骤如下:
一、初始BOM的建立
工程师根据设计文件制作最初的BOM。
工程师可在\\192.168.0.2\develop_public\public\开发部AVL 的路径下查询零件或原材料的物料编号,对于没有物料编号的零件或原材料,工程师可提供供应商名称、物料型号等基本描述,再由陈丽编写该物料的号码,并录入AVL。
二、BOM的整理
工程师完成最初BOM的制作后,再将该BOM转给陈丽进行BOM的整理工作。
BOM的整理主要包括:①给BOM格式进行整理;②完善并核实初始BOM中的物料编号、数量、位号、描述等;③查询零件或原材料的库存,若发现库存有相同型号的零件或原材料,征询工程师的意见,若能代替的零件或原材料就进行代替;④将BOM结构进行分层等。
三、正式BOM的发行
最终的BOM由工程师核实,再经陈工审核后发行。
正式的BOM必需具有文件编号、版本号等。
BOM的变更流程:
当有研发、技改等需要进行BOM变更时,必需发行ECN进行修改。
一般来说,当ECN被批准并完成BOM 修改后,ECN和BOM必需同时发行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
工程BOM表操作流程BOM表分為試產、生產兩大類型,而BOM表是由多個零件的系統編號以水平階級形式輸入ERP系統編制而成﹔BOM表生成到使用過程主要為:編制、登記、發放、存檔、更改。
一、試產BOM表:1. 編制-- 試產BOM表輸入系統編制由文員操作。
1.1 新開發產品初次編制的BOM表依據項目組工程師提供的<物料明細表>、<油漆用量表(有上色工序的新產品)>、及電子工程師提供的<電子物料清單(有本廠開發的PCB組合>、包裝組工程師提供的<包裝物料清單>編制。
(參見附件:1.1物料明細表、附件:1.1油漆用量表、附件:1.1電子物料清單、附件:1.1包裝物料清單)1.1.1 項目工程師提供的<物料明細表>到文員處要求物料表上的物料已區分好各組合的水平位及所需數量,各不同物料要註明詳細的相關資料及再需加工的工序(如移印、電鍍、噴油、拋光、CNC、熱處理等),分別要求提供物料詳細規格分以下幾大類型:a. 本廠生產的塑膠件:註明原料材質及用量、淨重、毛重、顏色、色粉編號(除透明及黑色外)、圖號。
b. 本廠生產的五金件:註明原料材質及用量、厚度、寬度、布局、長度,圖號。
c. 本廠生產的壓鑄件:註明原料材質及用量、淨重、圖號。
d. 外購件:註明原料材質、尺寸、規格型號、顏色、圖號。
1.2 若有產品規格書,BOM表也可依據項目工程師提供的產品規格書(由營業部發出),按產品規格書列出的要求編制。
(參見附件:1.2產品規格書)備注:上述的物料明細表、油漆用量表、電子物料清單、包裝物料清單、產品規格書存檔於《BOM制作資料》文件夾內。
1.3 提供資料齊全后,文員便可編物料編號,通常每個新產品使用物料的系統編號均有新、舊編號兩種類型,新編號屬新開模的,即曆年產品沒有使用過相同規格的物料編號﹔舊編號屬已開過模的,曆年產品有使用過相同規格的物料編號。
1.4 區分新舊物料編號首先對每個物料逐個查詢ERP系統是否有相同規格的(除新開模的物料外),若有便可直接使用舊物料編號﹔新開模的或系統沒有相同規格的物料要新開編號。
1.5 編號的組成形式為XXX – XXXXX(均為阿拉伯數字)。
而編新物料編號有規律可循,前三位數字依據<編號結構解釋>及<PAR TLIST >這兩個表的詳細說明要求編制(參見附件:1.5編號結構解釋、附件:1.6 PAR TLIST)﹔后五位數字為登記的流水號,登記於<New Part No.>表(參見附件:1.5 New Part No.)。
1.6 物料編號全部完成,將其以水平階級形式輸入ERP系統,輸完編號后直接從ERP系統打印出BOM表便可。
1.7 BOM表要經項目工程師、組長、電子工程師(有本廠開發的線路板組合)、包裝工程師(有包裝材料)、部門經理、部門總監審核簽署方可有效。
(參見附件:1.7試產BOM表)2. 登記-- BOM表審核簽署后要進行電腦登記,登記路徑為:P:\Clerks Work\BOM.Filing,按機型名稱分類登記。
3. 發放-- 試產BOM表為不受控文件,文件原稿正面只需蓋上試產印章及日期印章,按工程部文件分發咭上的要求部門及數量復印,並填寫分發咭發出。
(參見附件:3.工程部文件分發咭)4. 存檔-- 試產BOM表原稿與分發咭存檔於<BOM原件>資料室文件夾內,復本存檔於本廠型號資料夾內。
5. 更改-- 試產BOM表內容更改只根椐試產ECN,先對照ECN在BOM表上找出修改地方進行修改,修改完畢后修改者需簽名在ECN的右上角Updated List part處。
(參見附件:5.ECN表、5.BOM表)二、生產BOM表:1. 編制-- 與試產BOM相同。
2. 登記-- 與試產BOM相同。
3. 發放3.1. 生產BOM表為受控文件,文件原稿正面需蓋上生產印章及日期印章,以及背面蓋受控原稿章﹔按工程部分發咭上的要求部門及數量復印,復印件正面要加上受控副本章,並填寫分發咭發出。
3.2. 若生產BOM表有升版本發出時,需回收之前受控的舊版本。
4. 存檔-- 生產BOM表原稿與分發咭存檔於<BOM原件>資料室文件夾內,復本存檔於<BOM復本>資料室文件夾內。
5. 更改-- 生產BOM表內容更改只根椐生產ECN,操作方法與修改試產BOM表一樣。
附件:1.1物料明細表附件:1.1油漆用量表附件:1.1電子物料清單附件:1.1包裝物料清單附件:1.2產品規格書附件:1.5編號結構解釋零件表引入ERP系統後編號結構解釋Issue: 3●零件編號結構ABC-DEFGH●A代表物料類別●B代表加工類別●C代表B之不同形態●DEFGH為零件流水號●原有編號第九個數字取消●A之分類0 本廠裝配之組合Assembly/sub-assembly1 外購產品/組合Purchase/consign product/assembly2 注塑膠件Thermoplastic/thermo set part3 五金件, 壓鑄除外Metal part, other than die-casting4 外購之五金件Metal part from outside source5 電器及電子零件Electrical and electronic part6 包裝物料Packaging part7 壓鑄件Die-casting part8 未定Not assigned9 雜項Miscellanea●編號A為0,1時, B之分類:0 組裝Assembled1 未定Not assigned2 未定Not assigned3 未定Not assigned4 熱處理Heat treated5 數控加工CNC Machined6 拋光/拉沙Polished/Brushed7 噴油Sprayed8 電鍍/氧化Electro-plated/Anodized9 移印/絲印Pad/Silk screen printed●編號A為2時, B之分類:0 成形Formed1 未定Not assigned2 未定Not assigned3 原材料Raw material4 未定Not assigned5 雜項加工Machined6 未定Not assigned7 噴油Sprayed8 電鍍Electro-plated9 移印/絲印Pad/Silk screen printed●編號A為3時, B之分類:0 成形Formed1 原材料Raw material2 原材料Raw material3 未定Not assigned4 熱處理Heat treated5 數控加工CNC Machined6 拋光/拉沙Polished/Brushed7 噴油Sprayed8 電鍍/氧化Electro-plated/Anodized9 移印/絲印Pad/Silk screen printed●編號A為7時, B之分類:0 成形Formed1 未定Not assigned2 未定Not assigned3 原材料Raw material4 未定Not assigned5 數控加工CNC Machined6 拋光/拉沙Polished/Brushed7 噴油Sprayed8 電鍍/氧化Electro-plated/Anodized9 移印/絲印Pad/Silk screen printed●編號A為0,1,2,3,7時, C為流水號, 由0至9。
●編號A為4,5,6,9時, BC改變代表不同種類。
●編號DEFGH為每一零件獨有之流水號, 不會重覆使用。
但如該零件改變工序或形態則保持不變。
●原有物料類別ABC舊編號須更改如下, 其餘維持不變:舊編號新編號1XX 000 (除103,116,117,119,121,131改為100))2XX 200 (230-231維持不變)3XX 300 (原材料除外)347, 348 321349 3257XX 700以下為新編號之使用簡述:舉例一SM241-307 Worm 蝸杆, 舊零件編號祇有一個300-15536-4, 但實際加工工序是:原材料>五金部車外形>工模部鑼齒>外發加硬>五金部精磨轉用ERP後新編號將會有五個:水平編號說明描述1 301-15536 FCS superficial hardness 50+/-3 Model SM241 精磨後最終零件2 340-15536 Heat treated 350-15536 熱處理後3 350-15536 CNC cut 300-15536 鑼齒後4 300-15536 Lathed SM241-307 車床成形後5 319-xxxxx Raw material Dia 15.2 free cut steel 原材料舉例二SM245-703 Stand底座, 用於2011, 舊零件編號祇有一個712-12992-2, 但實際加工工序是:原材料>壓鑄成形>工模部加工>拋光>噴油>絲印轉用ERP後新編號將會有六個:水平編號說明描述1 790-12992 Aluminum alloy ADC12 Spray silver 55-2K 絲印後最終零件噴銀油Model 20112 770-12992 Sprayed 760-12992 silver 55-2K噴銀油噴油後3 760-12992 Polished 750-12992 拋光後4 750-12992 Machined 700-12992 電腦鑼加工後5 700-12992 Die-casted SM245-703 壓鑄成形後6 730-xxxxx Raw material aluminum alloy ADC12 原材料如果SM245-703 Stand底座, 用於48980, 舊零件編號為712-15273-1, 若匯入ERP時間比2011遲,新編號將會是:水平編號說明描述1 791-12992 Aluminum alloy ADC12 Spray clear 55-13K 絲印後最終零件噴光油Model 489802 771-12992 Sprayed 760-12992 clear 55-13K噴光油噴油後3 760-12992 Polished 750-12992 拋光後4 750-12992 Machined 700-12992 電腦鑼加工後5 700-12992 Die-casted SM245-703 壓鑄成形後6 730-xxxxx Raw material aluminum alloy ADC12 原材料●所有經本廠加工成形的零件必須有原材料編號。