焊缝超声波检测报告[新版].doc
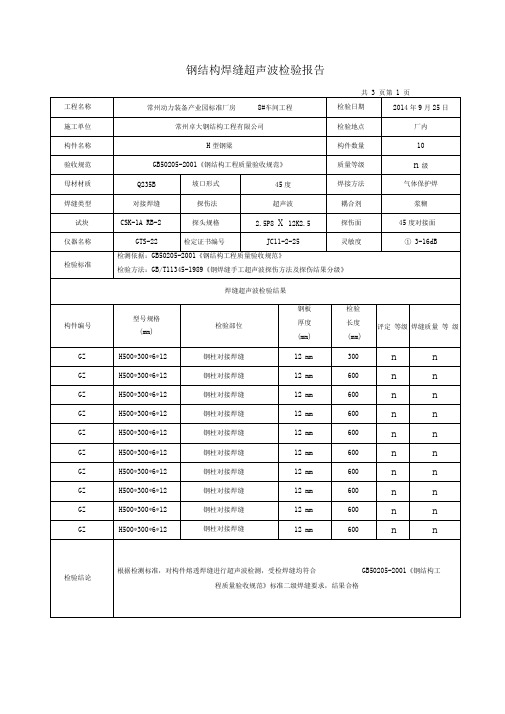
钢结构焊缝超声波检验报告
构件编号
型号规格
(mm)
检验部位
钢板
厚度
(mm)
检验
长度
(mm)
评定 等级
焊缝质量 等 级
GZ
H500*300*6*12
钢柱对接焊缝
12mm
300
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢结构焊缝超声波检验报告
共3页第1页
工程名称
常州动力装备产业园标准厂房8#车间工程
检验日期
2014年9月25日
施工单位
常州卓大钢结构工程有限公司
检验地点
厂内
构件名称
H型钢梁
构件数量
10
验收规范
GB50205-2001《钢结构工程质量验收规范》
质量等级
n级
母材材质
Q235B
坡口形式
45度
焊接方法
气体保护焊
检验 长度
(mm)
评定 等级
焊缝质量 等 级
GZ
H500*300*6*12
钢柱对接焊缝
1Байду номын сангаасmm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
H500*300*6*12
钢柱对接焊缝
12mm
600
n
n
GZ
焊缝探伤检测报告(超声波)模板
12
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
H
(mm)
波高区域
波幅
(SL±dB)
指示长度
S2-S1(mm)
-3层、-2层、-1层(见-4层部位)牛腿、及框架梁上、下600mm范围
8
--
--
--
--
--
--
--
--
Ⅰ级
NI
9
--
--
--
--
--
--
--
--
Ⅰ级
NI
10
--
--
--
--
--
--
--
--
Ⅰ级
NI
11
--
--
--
--
--
--
--
--
Ⅰ级
--
--
--
--
Ⅰ级
NI
2
--
--
--
--
--
--
--
--
Ⅰ级
NI
3
--
--
--
--
--
--
--
--
Ⅰ级
NI
4
--
--
--
--
--
--
--
--
Ⅰ级
NI
以下空白
一次返修总长:/ mm
二次返修总长; / mm同一部位经/次返修后合格。
序号
缺陷位置
缺陷尺寸
评定
等级
备注
S1
(mm)
S2
(mm)
超声波检测报告单

监理员:
检测员:
日 期:
备注:报告单一式两份,监理员与检测员各留存一份。
超声波检测报告单表五
工程名称
地点\桩号
钢管壁厚
坡口形式
V型
检测比例
焊接方法
手工焊
检测方法
UT B级
检测标准
合格标准
二级
1.详细绘出钢制件焊接示意图(包括钢制件在道路上的具体位置、钢管口径、焊缝与焊缝的间距,焊缝与法兰的间距、焊缝数量等)
2.沟槽无积水,焊缝打磨符合检测要求。
3.监理员须在现场等候或与检测员一同前往。
焊缝检验报告
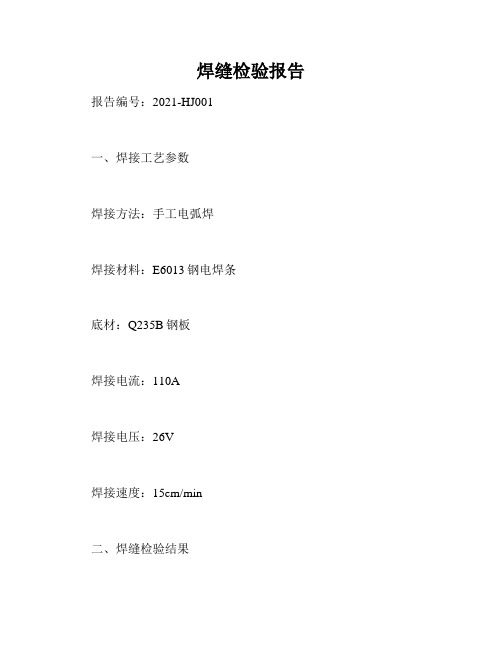
焊缝检验报告报告编号:2021-HJ001
一、焊接工艺参数
焊接方法:手工电弧焊
焊接材料:E6013钢电焊条
底材:Q235B钢板
焊接电流:110A
焊接电压:26V
焊接速度:15cm/min
二、焊缝检验结果
1.外观检查
焊缝表面光洁,无裂纹、气孔、夹渣、焊缝受压变形等缺陷。
2.尺寸检查
焊缝尺寸符合设计和标准规定,未发现焊缝偏位、错位、偏心、虫洞等不合格现象。
3.超声波检测
焊缝经过超声波检测,未发现明显的内部缺陷。
4.硬度测试
焊缝部位的硬度测试结果符合标准要求。
5.金相组织分析
焊缝经过金相组织分析,未发现明显的组织异常。
三、焊缝质量评定
根据焊缝外观、尺寸、超声波检测、硬度测试和金相组织分析结果,评定该焊缝为合格品。
四、建议与措施
根据检验结果,建议继续对该焊缝进行监测,并在必要时进行补焊和检测。
五、检验人员
检验员:XX
批准人:XXXXX
六、备注
该焊缝检验报告仅适用于本次检验,不得作为其他用途。
如有问题,请及时沟通反馈。
焊缝超声波探伤报告.doc

焊缝超声波探伤报告.doc金属无损探伤检测报告平煤集团机电安装处年月日焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101T-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷1# 800×2 ●N1 ○R1 ○U1I返修情况2#1050×2●N1 ○R1 ○U1IIU1:有应返修缺陷检验焊缝总长:4228 mm,一次返修总长mm。
备注:结论:●合格○不合格检验人姓名:证书编号:114-0049 级别:UT-II 审核人姓名:焊缝超声波探伤报告告编号:告日期2006年10月11日产品名称:首山一矿副井井架安装工程(组装)令号:工件名称:斜架工件编号:G101H-G102连接材料:Q235B 厚度:14 mm 焊缝种类:●平板○环缝●纵缝●T型○管座焊接方法:手电弧焊接焊缝数量:4条探伤面:平面、打磨检验范围:100%焊缝种类:●修整○扎制○机加检验规程:GB50205-2001 检测标准:GB/T11345-1989探伤时机:●焊后○热处理后○水压实验后●打磨后仪器型号:SMART-220超声仪耦合剂:●机油○甘油○浆糊探伤方式:●垂直●斜角●单探头○双探头○串列探头扫描细节:○深度●水平○声程比例:1:1 试块:CSK-IIIA 探伤部位示意图:见附图探伤结果及返修情况焊缝编号检验长度显示情况一次返修缺陷编号此条焊缝评定等级说明:N1:无应记录缺陷R1:有应记录缺陷U1:有应返修缺陷1# 800×2 ●N1 ○R1 ○U1I2#1050×2○N1 ●R1 ●U1350mm II检验焊缝总长:4228 mm,一次返修总长350 mm。
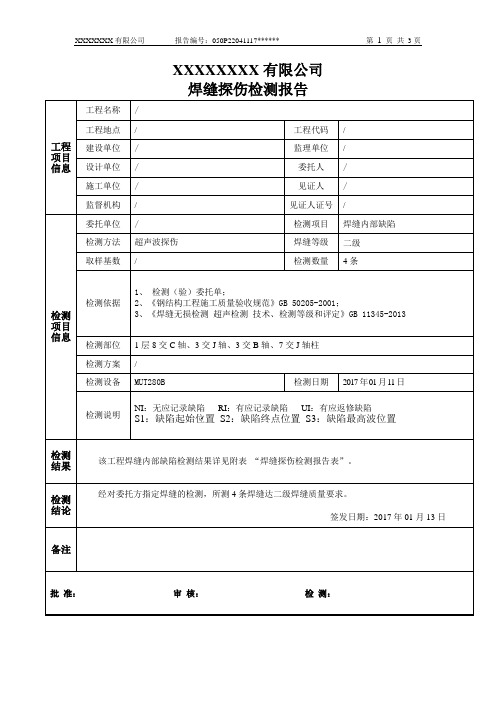
焊缝检查报告
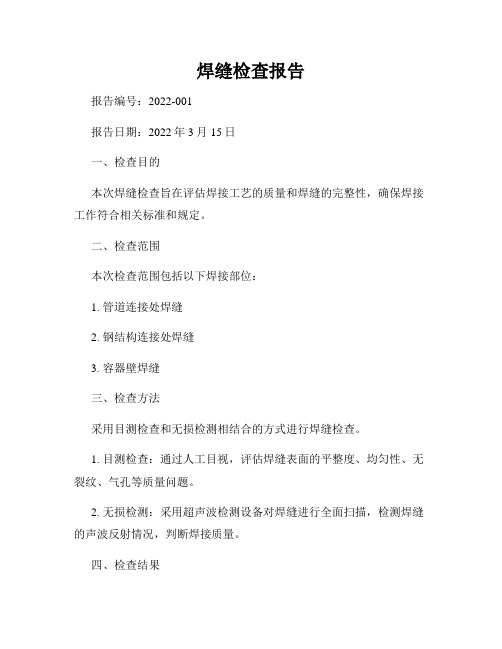
焊缝检查报告报告编号:2022-001报告日期:2022年3月15日一、检查目的本次焊缝检查旨在评估焊接工艺的质量和焊缝的完整性,确保焊接工作符合相关标准和规定。
二、检查范围本次检查范围包括以下焊接部位:1. 管道连接处焊缝2. 钢结构连接处焊缝3. 容器壁焊缝三、检查方法采用目测检查和无损检测相结合的方式进行焊缝检查。
1. 目测检查:通过人工目视,评估焊缝表面的平整度、均匀性、无裂纹、气孔等质量问题。
2. 无损检测:采用超声波检测设备对焊缝进行全面扫描,检测焊缝的声波反射情况,判断焊接质量。
四、检查结果经过对焊缝的检查和评估,得出以下结果:1. 管道连接处焊缝管道连接处的焊缝整体质量良好,焊道均匀且无明显缺陷。
未发现裂纹、气孔或其他质量问题。
2. 钢结构连接处焊缝钢结构连接处的焊缝经检查,焊道分布均匀,熔合深度符合要求。
未发现质量问题或焊接缺陷。
3. 容器壁焊缝容器壁焊缝经过仔细检查,焊缝均匀且无明显缺陷。
通过超声波检测未发现裂纹、气孔等质量问题。
五、结论与建议根据本次焊缝检查的结果,可以得出以下结论:1. 管道连接处、钢结构连接处和容器壁焊缝的质量良好,焊接工艺符合相关标准要求。
2. 未发现明显的焊接缺陷或质量问题。
建议:1. 继续保持焊接工艺的合规性,严格按照相关标准和规定进行焊接操作。
2. 进行定期的焊缝检查和维护,以确保焊接质量的持续稳定。
六、检查人员本次焊缝检查的人员:王明(检查员)、李华(助理)七、附件本报告无附件。
以上为焊缝检查报告的内容,根据检查内容和结果编写。
本报告仅供参考,请根据实际情况进行决策和处理。
如有疑问或需要进一步了解,请联系相关部门负责人。
超声波探伤报告

试块类型
CSK—IⅢ
补偿
0dB
检测工件
探险伤结果:经检测,未发现超标缺陷。所测部位符合JB/T10559-2018之规定。
探伤
探伤员级别
Ⅱ级
审核
探伤日期
2020年08月28日
无损检测工程有限公司
超声波检测报告
委托单位:******机械有限公司
产品名称
MG250/50/10t-18m减速机齿轮
报告编号
UT20200147
探伤部位
轮片
型号规格
XLED95
工件材料
锻件
使用仪器
HS600C
探伤比例
深度1:1
藕合剂
GG-98
探头类型
直探头
试块类型
CSK—IⅢ
补偿
0dB
检测工件
探险伤结果:经检测,未发现超标缺陷。所测部位符合JB/T10559-2018之规定。
探伤
审查
探伤员级别
Ⅱ级
审核
确认
探伤日期
2020年08月28日
无损检测工程有限公司
超声波检测报告
受检单位:****机械有限公司
产品名称
QD50/10t-18m主梁对接焊缝
报告编号
UT20200139
探伤部位
盖板
焊缝类型
探伤比例
深度1:1
藕合剂
GG-98
探头类型
钢管焊缝检测报告
钢管焊缝检测报告1. 引言本报告旨在对钢管焊缝进行检测,并提供详细的检测结果和结论。
钢管焊缝的质量对于钢管的强度和耐用性至关重要,因此对焊缝进行全面的检测是非常重要的。
2. 焊缝检测方法2.1 可视检测可视检测是最常见的焊缝检测方法之一。
通过人工观察焊缝表面,可以检测到明显的缺陷,如裂纹、气孔和夹渣等。
这种方法简单易行,成本低廉,但对于微小的缺陷无法进行准确的检测。
2.2 超声波检测超声波检测是一种非破坏性检测方法,通过超声波的传播和反射来检测焊缝的质量。
超声波能够穿透钢管,当超声波遇到焊缝或缺陷时,会产生反射,通过分析反射信号的特征,可以确定焊缝的质量。
这种方法可以检测到较小的缺陷,并且可以实现全面的覆盖。
2.3 X射线检测X射线检测是一种高精度的焊缝检测方法。
通过照射X射线束,当X射线经过焊缝或缺陷时,会发生散射或吸收,通过检测X射线的强度和方向变化,可以确定焊缝的质量。
这种方法可以检测到微小的缺陷,并且具有较高的精度和准确性。
3. 检测结果与分析经过对钢管焊缝的检测,我们得到了以下结果:1.可视检测:表面无明显的裂纹、气孔和夹渣等缺陷。
2.超声波检测:未检测到焊缝内部的任何缺陷。
3.X射线检测:未检测到焊缝内部的任何缺陷。
综合以上结果可以得出结论:钢管焊缝质量良好,符合相关标准和要求。
4. 结论通过可视检测、超声波检测和X射线检测,我们对钢管焊缝进行了全面的检测。
结果显示,钢管焊缝质量良好,未发现任何明显的缺陷。
这意味着焊缝具有良好的强度和耐用性,可以满足相应工程的要求。
5. 建议虽然焊缝检测结果良好,但我们仍然建议在使用钢管之前进行定期的检测和维护。
这可以帮助及时发现潜在的问题,并采取相应的措施进行修复,以确保钢管的安全使用。
6. 参考文献1.超声波检测在焊缝质量检测中的应用,XX杂志,XX年。
2.X射线检测在焊接工艺中的应用,XX学术会议,XX年。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
--
--
--
--
--
合格
24
MR1-2
--
--
--
--
--
合格
25
MR2-1
--
--
--
--
--
合格
26
MR2-2
--
--
--
--
--
合格
27
MR2-3
--
--
--
--
--
合格
28
MR2-4
--
--
--
--
--
合格
--
--
--
--
--
合格
17
MR2-3
--
--
--
--
--
合格
18
MR2-4
--
--
--
--
--
合格
19
MR3-1
--
--
--
--
--
合格
20
MR3-2
--
--
--
--
--
合格
21
R1-1
500
7-16
900-400
+3
--
合格
22
R1-2
--
--
--
--
--
合格
23
R1-3
--
--
--
--
--
合格
--
--
--
--
--
合格
17
R1-1
--
--
--
--
--
合格
18
R1-2
--
--
--
--
--
合格
19
R1-3
--
--
--
--
--
合格
20
R1-4
--
--
--
--
--
合格
21
N1Z-3
ZD-1
600
18-25
1000-400
+4
--
合格
22
N1Z-4
ZD-1
--
--
--
--
--
合格
23
MX8aZ
S3aZ
24
R1-4
--
--
--
--
--
合格
25
M3aZ
MR1-1
--
--
--
--
--
合格
26
MR1-2
150
18-26
300-150
+4
--
合格
27
MR2-1
--
--
--
--
--
合格
28
MR2-2
--
--
--
--
--
合格
焊缝超声波检测报告(附页)
序号
工件
编号
零部件 编号
焊缝编号
缺陷
位置
(mm)
深 度(mm)
试块型号:CSK-lA、RB-1、RB-2
探测面:单面双侧
耦合补偿:3dB
耦合剂:工业浆糊
扫查灵敏度:DAC-20dB
扫描调节:深度 1:1
检测环境影响:无电磁、噪声及振动干扰
检测时机:焊后24小时
技术
要求
检测标准:GB11345-15 合格级别:B级Ⅰ级
要求检测比例:100 %
实际检测比例:100 %
测 长(mm)
波幅
SL±dB
评 定
备 注
1
MX8Z
MR2-3
--
--
--
--
--
合格
2
MR2-4
--
--
--
--
--
合格
3
MR3-1
--
--
--
--
--
合格
4
MR3-2
--
--
--
--
--
合格
5
R1-1
--
--
--
--
--
--
合格
7
R1-3
--
--
--
--
--
合格
8
R1-4
--
--
--
--
--
合格
9
R1-1
--
--
--
--
--
合格
10
R1-2
--
--
--
--
--
合格
11
R1-3
--
--
--
--
--
合格
12
R1-4
--
--
--
--
--
合格
13
S2Z
MR1-1
--
--
--
--
--
合格
14
MR1-2
--
--
--
--
--
合格
15
MR2-1
--
--
--
--
--
合格
16
MR2-2
波幅
SL±dB
评 定
备 注
1
MX8Z
S3Z
MR1-1
--
--
--
--
--
合格
2
MR1-2
--
--
--
--
--
合格
3
MR2-1
--
--
--
--
--
合格
4
MR2-2
--
--
--
--
--
合格
5
MR2-3
--
--
--
--
--
合格
6
MR2-4
--
--
--
--
--
合格
7
MR3-1
--
--
--
--
--
合格
8
MR3-2
焊缝超声波检测报告(首页)
报告编号: JQJC—2015QSUT-1-001
工件
工程名称:南宁市青山大桥主塔钢锚梁
委托单位:中铁九桥工程有限公司
材质:Q370qE
焊接方法:埋弧自动焊、气保焊
工件厚度:32mm
坡口型式:V X
工件状态:打磨
器
材
及
参
数
仪器型号:hs610e
检测方法:直射法、一次反射法
探头规格:2.5P13*13K2.5 2.5P13*13K2
有关
说明
检测位置情况详见焊缝超声波检测检测报告(附页)
结论: 对下述部位进行UT检测 ,符合GB11345-89 标准 B级Ⅰ级验收要求;
评定合格。
授权签发人:审核人: 检测人:
签发日期:2015年11月08日
焊缝超声波检测报告(附页)
序号
工件
编号
零部件 编号
焊缝编号
缺陷
位置
(mm)
深 度(mm)
测 长(mm)
--
--
--
--
--
合格
9
M2Z
MR1-1
--
--
--
--
--
合格
10
MR1-2
--
--
--
--
--
合格
11
MR2-1
--
--
--
--
--
合格
12
MR2-2
--
--
--
--
--
合格
13
MR2-3
--
--
--
--
--
合格
14
MR2-4
--
--
--
--
--
合格
15
MR3-1
--
--
--
--
--
合格
16
MR3-2