齿轮磨床技术参数
咸阳机床厂2M9120A 多用工具磨床介绍

咸阳机床厂2M9120A 多用工具磨床介绍概述:本系列多功能磨床兼有万能外圆磨床和万能工具磨床的功能,不仅能优质的磨削内、外圆柱形、圆锥形的工件以及平面、垂直面、斜面和沟槽,(除2M9120B)而且可方便地刃磨一般刀具,如各种铣刀、绞刀、插齿刀、车刀、刨刀等若配用本厂的特殊附件还能刃磨直槽齿轮滚刀、钻头等。
适用于工具车间、维修车间、科研单位和中小型机械厂。
砂轮轴运转良好、调整简便。
工作台可用液压传动自动往复,亦可由新颖的手动液压随动机构控制,操作灵活轻巧。
该系列产品是咸阳机床厂生产由张家港市利德机电设备有限公司经销的主导产品。
主要参数:一、技术规格与性能工作台上最大工件回转直径Ø200mm最大工件长度500mm二、加工范围磨削工件最大长度外圆工件400mm刀具刃具500mm3.磨削最大平面尺寸(L×B)mm 200×50mm4.磨削工件最大重量10kg三、头架1.中心高100mm2.顶尖距头尾架尖距450mm左右尾架顶尖距500mm3.主轴孔锥度莫氏2号4.主轴转速(3级) 110.200.300r/mm5.头架回转角度90°6.三爪卡盘直径Ø100mm四、砂轮架1.砂轮架最大移动量垂直方向200mm横向方向200mm2.砂轮架垂直进给量手轮每转2mm手轮每格0.01mm3.砂轮架横向进给量手轮每转细/粗1mm/4mm手轮每格细/粗0.005mm/0.02mm4.砂轮架回转角度(在水平面内) ±90°5.砂轮砂转轴转速2500r/min砂轮规格(D×B×D)mm平面(磨外圆用) PØ200×20×Ø75mm (磨平面用) PØ200×13×Ø32mm 碟形 D1Ø150×16×Ø32mm碗形 BWØ125×35×Ø32mm五、内圆磨具1.磨头转速 13500r/min2.砂轮(D×B×D) PØ25×24×Ø6PØ10×10×Ø3六、工作台1.工作台最大纵向移动量 480mm2.工作台纵向移动速度液压0.1~6m/min随动<7 m/min3.手轮每转工作台移动量 170mm4.随动手轮每转工作移动量 126mm5.上台面最大回转角度±45°~-30°七、液压系统1.工作压力 0.8~1.2mpa2.辅助压力 0.5~0.6mpa3.润滑压力 0.08~0.15mpa八、尾架1.顶尖孔锥度莫氏2号2.套筒移动量 14mm九、冷却泵流量 22L/min十、电机总容量 2.905kW十一、外形尺寸(L×b×h)mm 1520×1131×1178十二、毛重 1700kg十三、净重 1285kg十四、头架头架由主轴系统和传动系统两部分构成。
齿轮磨床技术参数(内圆磨)(可编辑)
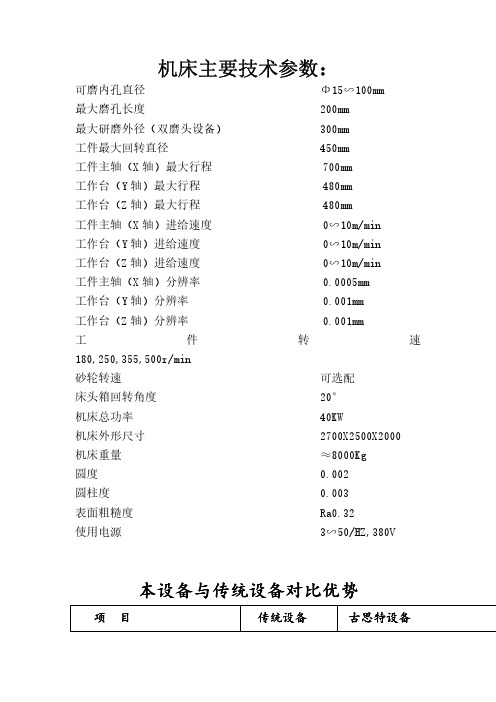
机床主要技术参数:可磨内孔直径Φ15∽100mm最大磨孔长度200mm最大研磨外径(双磨头设备)300mm工件最大回转直径450mm工件主轴(X轴)最大行程700mm工作台(Y轴)最大行程480mm工作台(Z轴)最大行程480mm工件主轴(X轴)进给速度0∽10m/min工作台(Y轴)进给速度0∽10m/min工作台(Z轴)进给速度0∽10m/min工件主轴(X轴)分辨率0.0005mm工作台(Y轴)分辨率0.001mm工作台(Z轴)分辨率0.001mm工件转速180,250,355,500r/min砂轮转速可选配床头箱回转角度20°机床总功率40KW机床外形尺寸2700X2500X2000机床重量≈8000Kg圆度0.002圆柱度0.003表面粗糙度Ra0.32使用电源3∽50/HZ,380V本设备与传统设备对比优势项目传统设备古思特设备车削功能无有一次装夹完成端面内孔加工不能能加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小劳动强度高低用工量大小同样产能使用面积大小原理简介机床机床原理简介本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余削,端面直接车到要求尺寸量,然后用砂轮进行磨削。
这样既能提高产品加工的效率,,量,然后用砂轮进行磨削。
这样既能提高产品加工的效率又能满足产品使用时内孔要求磨削纹路又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,,再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的再磨端面或者在别的车床上涨内孔车端面端面磨床进行端面磨削。
)简化为车端面、车内孔、精磨内端面磨床进行端面磨削孔,一次装夹完成一个端面和内孔的加工一次装夹完成一个端面和内孔的加工。
由于精磨余量很件休整一次,,小,砂轮不需要每个产品休整砂轮不需要每个产品休整,,可以间隔10-20件休整一次具体视产品有所变化。
磨床技术说明
MK8463A×30型高精度数控轧辊磨床技术说明一、机床描述和技术参数机床型号:MK8463A×30型高精度数控轧辊磨床1.1用途这里所提供的是险峰机床厂凭借三十多年制造轧辊磨床的经验,在技术上经过不断开发与研究,最新设计的数控(CNC)轧辊磨床。
它适合高精度磨削金属加工行业、塑料机械及造纸等非金属制造业的工作辊和支承辊。
在本机床上可以完成以下加工作业:-----磨削圆柱形、圆锥形辊面;-----磨削中凸或中凹曲线辊面;-----磨削CVC及任意曲线辊面。
1.2.技术参数最大磨削直径 630mm最小磨削直径 90mm最大项尖距 3000mm工件最大重量 6300Kg工件转速 7-70rpm砂轮线速度 45m/s拖板纵向移动速度 50-3000mm/min砂轮架横向快速移动速度 300mm/min手摇编码器拖板进给量 0.01mln/P手摇编码器磨架进给量 0 .001nun/P连续横进给速度 0.003-1.2 mn/min周期横进给量 0.003-0.12 mm/行程磨架横向最大程 380mm磨削最大中凸(凹)半径量≤l.3mm砂轮规格(外径×宽度×孔径)Φ750×75×305mm中心架支承范围Φ90 -Φ480mm测量装置测量范围Φ90 -0 630mm西门子主轴电机(工件电机) 22Kw西门子主轴电机(砂轮电机) 30Kw机床外形尺寸(长×宽×高)约12900×4300×2400mm机床重量(约) 42000Kg1.3精度与标准a磨削圆柱辊面达到的精度圆度 0.0015mm圆柱度 1000:0.0015m表面粗糙度 Ra0.1μmb磨削中凸或中凹辊面达到的精度(中高量为o.1mm时)辊形误差 1000:0.0015mm表面粗糙度 Ra0.2 μm标准:机床在制造中严格执行等效国际标准的中国国家标准(代号为JB5568-91),该标准是参照ISO和DIN制订的中国机械工具行业标准。
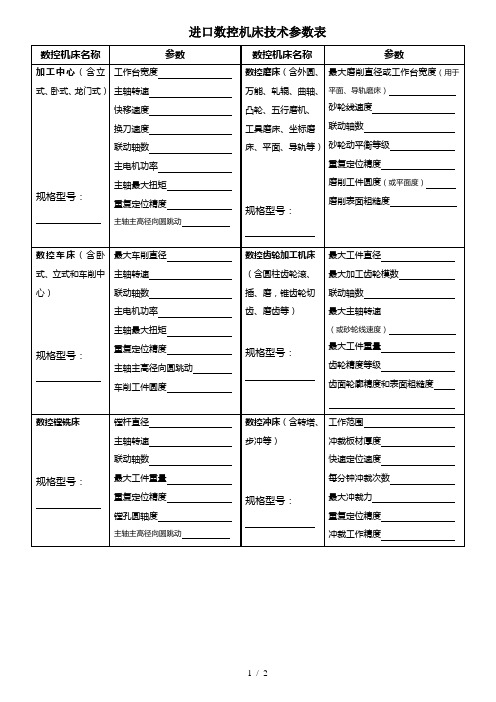
进口数控机床技术参数表
联动轴数
砂轮动平衡等级
重复定位精度
磨削工件圆度(或平面度)
磨削表面粗糙度
数控车床(含卧式、立式和车削中心)
规格型号:
最大车削直径
主轴转速
联动轴数
主电机功率
主轴最大扭矩
重复定位精度
主轴主高径向圆跳动
车削工件圆度
数控齿轮加工机床(含圆柱齿轮滚、
插、磨,锥齿轮切齿、磨齿等)规 Nhomakorabea型号:最大工件直径
进口数控机床技术参数表
数控机床名称
参数
数控机床名称
参数
加工中心(含立式、卧式、龙门式)
规格型号:
工作台宽度
主轴转速
快移速度
换刀速度
联动轴数
主电机功率
主轴最大扭矩
重复定位精度
主轴主高径向圆跳动
数控磨床(含外圆、万能、轧辊、曲轴、凸轮、五行磨机、工具磨床、坐标磨床、平面、导轨等)
规格型号:
最大磨削直径或工作台宽度(用于平面、导轨磨床)
最大加工齿轮模数
联动轴数
最大主轴转速
(或砂轮线速度)
最大工件重量
齿轮精度等级
齿面轮廓精度和表面粗糙度
数控镗铣床
规格型号:
镗杆直径
主轴转速
联动轴数
最大工件重量
重复定位精度
镗孔圆轴度
主轴主高径向圆跳动
数控冲床(含转塔、步冲等)
规格型号:
工作范围
冲裁板材厚度
快速定位速度
每分钟冲裁次数
最大冲裁力
重复定位精度
数控折弯、剪切或矫平机床
规格型号:
门宽
左右驱动同步
最大压力
折弯精度
填表人:联系电话:单位公章:
YK73125数控成形砂轮磨齿机

州式静压导轨 保证 r 各主要运动轴的 高刚性相高灵敏度要求 使机床具有加 亡 精度 高 、 效率高 、 可靠性 及稳定性 高 、 自动化控
制程度高 、 适用性强 .u : J 1种类广等特点。 J I 机床N- _ f  ̄结构 泼机床乐J 整体式睐身 , = H 床身 前部 H 于支撑l 转工作 台c j u J c 轴 J味身后 部支撑立 柱作径向运动 ( 轴 ) 立挂上 | . . 殳置旋转滑 板f A轴 ) . 滑板砂轮上 运动f z轴 )修整器 ( ’轴 ) 机床在 、 磨削过程・ 实现 了6轴 2 I I 联动 数控 . 具体 为: I 回转 t作台旋 f) 转轴 ( c轴 )f j立柱径向运动轴 ( 轴 )f )滑座旋转轴( ;2 :3 ,
是动惫运动晴度大大提 高 机床同时配 备 r 先进的 电气控制 毳琉和随机洲量技术 、 晴密的机床配件 可靠 的液 压控制系统 , 强 冷却系统 完备『 防护 系统 等. l 勺 保征了机床的加工精度和可
靠悱 稳定性
系统 精度高 、 速度怏 干扰 能 懂 荨特 : 运葬: 抗 J 机球 I 来H l 、 j f
载 荷 ( 括 央 其 12 ) 包 1 ̄g k
r== Байду номын сангаас ] =
机床参数范I 如 F: 割 膊 具功奉 9 W: k 砂轮直径 4 0 3 0 m: 0 ~ 0 r 砂轮厚度 7 m 砂 a 5 m; 轮转 速 l 钱速 度I21iri 3 ~ I 0 t n 1 4 N / l 4 a } L 台最太m鞍 ; 作
轴 属下砂轮修档轴 , Y轴 轴届于辅助运动轴.立柱径向运 动轴 ( 轴 1 丰耍I 于磨削工件较大I l H _ 周整和进 刀时使用 当进行 磨削时 , 轴 轴形成联动 关系 ;当进行 砂轮修整 运行 时, 轴 、 轴形成联动 荧系 机 床结 构示意 见 1
l360g 齿轮磨削中心参数
l360g 齿轮磨削中心参数
L360G齿轮磨削中心是一款高性能的齿轮磨削设备,其主要参数如下:
1. 磨削直径:360mm
2. 磨削齿轮的最大模数:14
3. 磨削齿轮的最大齿数:84
4. 磨削齿轮的最大齿宽:255mm
5. 自动化程度:全自动换砂轮
6. 磨削方式:复合磨齿机,结合螺纹砂轮和成形磨削
L360G齿轮磨削中心具有独特的磨削工艺,可以提高生产效率。
其采用螺纹砂轮和成形磨削,实现了对各种尺寸、型式的直齿或斜齿轮的磨削。
此外,该设备还具有智能化的控制系统,可以实现对齿轮磨削过程的实时监控和调整。
值得注意的是,L360G齿轮磨削中心还具备检测系统,如GearScan500自动化齿轮磨削烧伤检测系统,用于检查齿轮磨削质量,确保齿轮表面的光滑度和精度。
总之,L360G齿轮磨削中心是一款集成了先进技术和智能化控制的高性能齿轮磨削设备,适用于各种规模的企业和生产线。
磨床砂轮线速度范围
磨床砂轮线速度范围1.引言1.1 概述砂轮线速度是磨床砂轮使用过程中一个重要的参数,决定了砂轮在磨削过程中的工作效能和磨削精度。
对于不同类型的工件和磨削材料,砂轮线速度的要求也会有所不同。
因此,了解和掌握砂轮线速度的范围对于正确选择砂轮和保证磨削效果至关重要。
砂轮线速度是指砂轮上每单位时间内的旋转速度,常用单位为米/秒。
它的大小直接影响到砂轮在磨削过程中的切削速度和热量产生情况。
过高的线速度可能导致砂轮表面温度过高,从而使砂轮变软、失去切削功能,甚至可能引起砂轮的爆裂;而过低的线速度则会导致砂轮切削效率低下,降低了磨削速度和质量。
因此,为了保证砂轮的正常运转和磨削效果,需要根据不同材料和磨削要求确定合适的砂轮线速度。
一般来说,对于磨削硬度较高的材料,如高速钢、硬质合金等,砂轮线速度应较低,以避免过高的温度对砂轮的损伤;而对于磨削硬度较低的材料,如灰铁、铸钢等,砂轮线速度可以适当提高,以增加磨削效率和生产效益。
总之,磨床砂轮线速度的范围是一个关键因素,它直接影响砂轮在磨削过程中的切削速度和热量产生情况。
正确选择合适的砂轮线速度可以提高磨削效率,保证磨削质量,同时也能延长砂轮的使用寿命。
在实际应用中,需要根据具体情况进行合理调整和控制,以达到最佳的磨削效果。
1.2文章结构文章结构部分的内容可以如下所示:1.2 文章结构本文按照以下结构展开讨论磨床砂轮线速度范围的相关内容:第一部分:引言在引言部分,首先会对文章的主题进行概述,介绍磨床砂轮以及其在加工过程中的作用。
随后将介绍本文的结构和目的,以让读者对整篇文章有个整体的了解。
第二部分:正文在正文部分,将重点阐述磨床砂轮线速度的重要性。
首先会介绍磨床砂轮的作用,包括对工件的加工和表面质量的影响。
然后会详细讨论砂轮线速度对磨削效果的重要性,包括对砂轮切削力、磨削热和磨削精度的影响等方面的内容。
第三部分:结论在结论部分,将总结磨床砂轮线速度的范围,并给出对砂轮线速度的控制建议。
MK13100外圆磨床技术规格书
台湾北部精机
主要电气元件
合资企业产品
10.主要元器件供应商
GB/T9061—1988
金属切削机床
通用技术条件
—2002
工业机械电气设备
第一部分:通用技术条件
JB4029—2000
磨床砂轮防护罩
安全防护技术要求
MK13100/4000—H
砂轮架移动外圆磨床
精度标准
11.机床执行标准
其他相关的国家标准、行业标准。
横进给运动由交流伺服电机驱动,滚珠丝杆直接传动,实现砂轮架的快速进退,周期进给,切入进给,锥度磨削和砂轮磨损补偿磨削。运动导轨为平、V导轨,静压润滑。
砂轮主轴系统
砂轮主轴系统采用静压轴承,润滑油由温度控制的独立供油系统提供,并配有压力保护装置。
冷却系统
采用大流量冷却系统,配置带磁性分离器和纸质过滤装置的冷却液箱。冷却液流量为200L/min。
工件床身、拖板床身、拖链线缆轨道。
拖板、拖板传动装置。
头架、尾架、砂轮架、砂轮主轴系统、横进给机构。
电箱、操纵台及全套电气与CNC控制系统。
液压油箱及全套液压润滑系统、油液温度控制装置。
带磁性分离器和纸质过滤装置的冷却液箱及冷却系统。
全套安全防护系统。
主要随机附件
砂轮2件
砂轮卡盘2套
砂轮平衡心轴1套
头架
工件由直流电机拖动,通过V型联组带降速传动,由进口直流调速装置实现对工件拨盘的无级驱动。头架带有预启动装置。工件拨盘系180°双向自位结构,即浮动装置,保证传动均匀。顶尖为公制#100硬质合金固定顶尖。
尾架
尾架分上下二层,上层可横向微量调整,用以调整头尾架中心线与拖板运动方向平行,上体后侧带有砂轮修整器。通过交流电机和齿轮齿条使尾架沿工件床身导轨纵向移动,也可手动。顶尖套筒手动伸缩,并具有工件轴向顶紧力检测显示装置及可靠的定位锁紧装置。顶尖为公制#100硬质合金固定顶尖。尾架移动量为200mm。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机床主要技术参数:
可磨内孔直径Φ15∽100mm
最大磨孔长度200mm
最大研磨外径(双磨头设备)300mm
工件最大回转直径450mm
工件主轴(X轴)最大行程700mm
工作台(Y轴)最大行程480mm
工作台(Z轴)最大行程480mm
工件主轴(X轴)进给速度0∽10m/min
工作台(Y轴)进给速度0∽10m/min
工作台(Z轴)进给速度0∽10m/min
工件主轴(X轴)分辨率0.0005mm
工作台(Y轴)分辨率0.001mm
工作台(Z轴)分辨率0.001mm
工件转速180,250,355,500r/min
砂轮转速可选配
床头箱回转角度20°
机床总功率40KW
机床外形尺寸2700X2500X2000
机床重量≈8000Kg
圆度0.002
圆柱度0.003
表面粗糙度Ra0.32
使用电源3∽50/HZ,380V
本设备与传统设备对比优势项目传统设备古思特设备
车削功能无有
一次装夹完成端面内孔加工不能能
加工效率低高,内孔加工是传统设备的约2倍耗材消耗量大小
劳动强度高低
用工量大小
同样产能使用面积大小
原理简介
机床
机床原理简介
本设备是利用车加工的高效率,对产品端面和内孔进行车端面直接车到要求尺寸,,内孔车削时留0.03-0.05mm余
削,端面直接车到要求尺寸
量,然后用砂轮进行磨削。
这样既能提高产品加工的效率,,
量,然后用砂轮进行磨削。
这样既能提高产品加工的效率
又能满足产品使用时内孔要求磨削纹路
又能满足产品使用时内孔要求磨削纹路,,达到油膜润滑的目
的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔
的。
将原来加工方式(先粗磨内孔,修砂轮,再精磨内孔,,
再磨端面或者在别的车床上涨内孔车端面,,或者采用专用的
再磨端面或者在别的车床上涨内孔车端面
端面磨床进行端面磨削。
)简化为车端面、车内孔、精磨内
端面磨床进行端面磨削
孔,一次装夹完成一个端面和内孔的加工
一次装夹完成一个端面和内孔的加工。
由于精磨余量很
件休整一次,,
小,砂轮不需要每个产品休整
砂轮不需要每个产品休整,,可以间隔10-20件休整一次
具体视产品有所变化。
既节约时间又节约人力
既节约时间又节约人力,,同时节省耗
具体视产品有所变化
如果不了解可以咨询官方看看
材及产地面积。
材及产地面积。
如果不了解可以咨询。