压铸参数软件 P-Q工具1
铸造模拟软件procast使用指南
铸造模拟软件procast使用指南铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 1 页共 56 页铸造模拟软件ProCast使用指南编制:审核:批准:声明:此设计指南仅供………内部使用,切勿外传。
铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 2 页共 56 页目录1 序言……………………………………………………………………………………………....................3 2 ProCa st软件主界面. (3)2.1 ProCast适用范围 (4)2.2 ProCast模拟分析能力 (4)2.3 ProCast分析模块....................................................................................................5 3 ProCast和常用软件的接口. (9)3.1 ProE网格划分 (9)3.2 GeoMesh前处理 (12)4 网格处理模块MeshCast 的 (16)4.1 Open (17)4.2 Repair (17)4.3 在修补环境中生成表面网格模型 (19)4.4 在Meshing environment 中编辑表面网格 (19)4.5 Generate Tet Mesh (21)5 前处理模块PreCast (23)5.1 Geometry (23)5.2 Materials (23)5.3 Interface (24)5.4 Boundary Conditions (24)5.5 Process (26)5.6 Initial Conditions (27)5.7 Run Parameters.................................................................................................28 6 求解模块DataCast和ProCast...........................................................................................35 7 后处理模块ViewCast. (37)7.1 Field Selections (38)7.2 Display types (38)7.3 Display Parameters (38)7.4 Curves (39)7.5 Geometry Manipulation (39)7.6 图片解说常用功能 (40)铸造模拟软件ProCast使用指南编制日期:2009-2-18 编者: 版次:01 第 3 页共 56 页1. 序言铸件充型凝固过程数值模拟是建立在经典方法、可视化等计算机手段基础上对铸件充型凝固过程进行模拟仿真和质量预测的技术,目前在国内外已经广泛采用并且收到很好的效果。
铸造工艺计算机辅助设计软件

联系人:杨福兴电话:021-62932188转822
镁合金精炼及其生产方法
专利申请号:01142611.X
项目简介
上海交能大学轻合金精密成型国家工程中心针对现有的镁合金熔剂的不足,发明了一种性能优越的高效镁及镁合金精炼剂。该熔剂采用了纳米碳酸盐吸附剂作为附加物,精炼过程中吸附剂产生的微小惰性气体气泡能有效地去除镁熔体内的微小非金属夹杂物。熔剂中含有的活性稀土化合物不仅进一步提高了夹杂物的去除率,而且因其具有固氢作用,能有效减少镁熔体中氢对镁铸件孔隙率的不利影响,大大提高镁合金的机械性能抗腐蚀性能。本精炼剂与镁合金液有较大的密度差,粘度合适,化学稳定性好,不与合金、炉衬和炉气发生化学反应,不产生熔剂夹杂。有害气体较少,符合工业卫生标准及废气排放要求。
铸造工艺计算机辅助设计软件
产品功能铸造工艺计算机辅助设计软件是铸造CAD/CAE集成软件系统中的核心功能模块之一。该系统根据铸造生产原理和铸造工艺设计原则,研究建立了铸造工艺计算机辅助设计数学物理模型,融合了相关的物理定律和实践经验,并直接应用计算机数值模拟仿真结果。为改变铸造工艺设计主要依靠经验而非工程科学的状况,促进铸造工艺设计数字化、信息化提供了一个有效的工具。
技术特点
PTFE粒子在镀液中的悬浮性和分散性极好;
低粒子浓度可使镀层中含有20—26vol%PTFE;
镀层孔隙率低,表面质量好;
镀层防腐性能高,中性盐雾试验>96h;
镀层耐磨减摩性能优异,镀态硬度Hv300,热处理硬度达到Hv550;
压力铸造之深入浅出学PQ图(三)
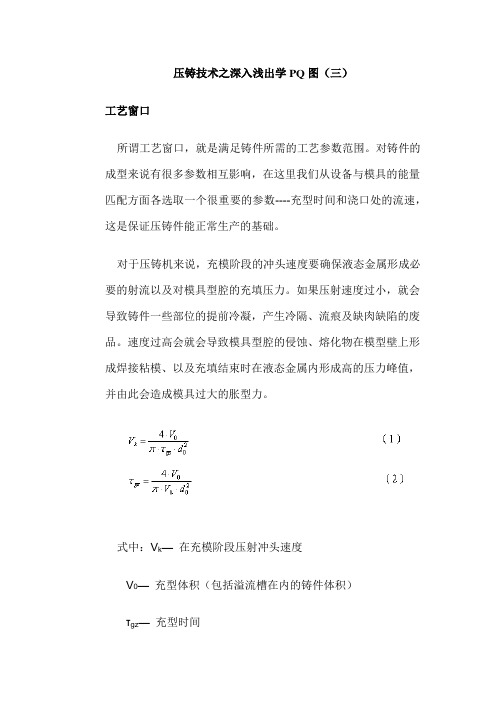
压铸技术之深入浅出学PQ图(三)工艺窗口所谓工艺窗口,就是满足铸件所需的工艺参数范围。
对铸件的成型来说有很多参数相互影响,在这里我们从设备与模具的能量匹配方面各选取一个很重要的参数----充型时间和浇口处的流速,这是保证压铸件能正常生产的基础。
对于压铸机来说,充模阶段的冲头速度要确保液态金属形成必要的射流以及对模具型腔的充填压力。
如果压射速度过小,就会导致铸件一些部位的提前冷凝,产生冷隔、流痕及缺肉缺陷的废品。
速度过高会就会导致模具型腔的侵蚀、熔化物在模型壁上形成焊接粘模、以及充填结束时在液态金属内形成高的压力峰值,并由此会造成模具过大的胀型力。
式中:V k—在充模阶段压射冲头速度V0—充型体积(包括溢流槽在内的铸件体积)τgz—充型时间从式(1)可以看出,决定冲头速度的是铸件所需的充型时间与冲头直径。
由式(1)推导出式(2),可以看出对于具体的一个压铸件来说,所需的充型时间决定压铸机的冲头速度与冲头直径,故对压铸机所需参数来说,充型时间是一个非常重要的参数。
式中:Q—充型流量V0—充型体积(包括溢流槽在内的铸件体积)τgz—充型时间根据具体的铸件我们可以选择一个充型时间范围,通过式(3)我们可以换算出所需充型流量的范围,然后将此范围在PQ图上表示出来如图1。
液态金属在浇口处的流动速度,对于浇口厚度及浇口面积的选择是一个重要参数,对最佳的充模、铸件表面质量及模具寿命至关重要。
浇口处高流速会促使液态金属以细的散滴(雾化)形式进入模具型腔,气体及空气均匀地以细的孔隙在铸件分布。
在高流速下,铸件一般会有光滑的表面及致密组织,低的流速会产生较少的涡流,对于模具型腔气体的排出是有利的,但铸件的表面质量及机械特性变坏,因为铸件的机械性能主要取决于铸件内孔隙的大小及其在铸件内的分布。
铸件内的孔隙以微小均匀地分布在整个铸件体积内,或以大的孔洞存在,铸件会表现为各种不同的特性。
为达到所需浇口处的流速,就需要在液态金属上施加一定的压力,此压力可以通过伯努利方程计算,如下式(4)。
压铸生产中P-Q^图中工艺窗的设定及应用
2 0 1 5年第 5期 2 0 1 5年 1 O月
・
铸
造 设
备
与
工
艺
Oc t . 2 01 5 №5
Байду номын сангаас
F OUN DRY E QUI P ME NT AND T EC HN0L 0GY
铸造 工艺 ・
d o i : 1 0 . 1 6 6 6 6 / j . c n k i . i s s n 1 0 0 4 - 6 1 7 8 . 2 0 1 5 . 0 5 . 0 0 4
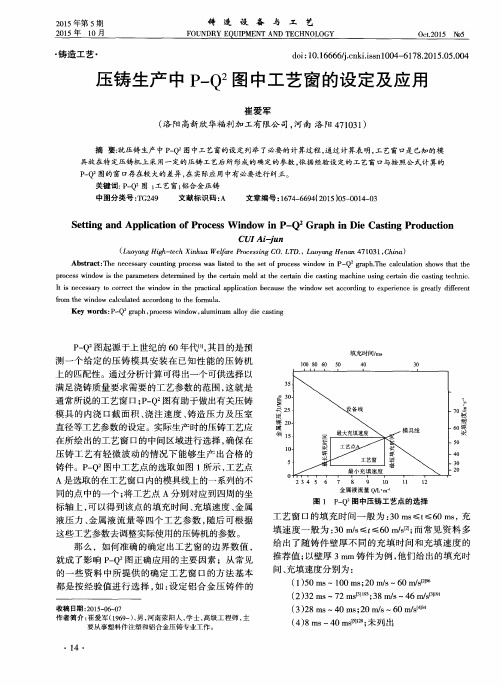
I t i s n e c e s s a r y t o c o r r e c t t h e w i n d o w i n t h e p r a c t i c a l a p p l i c a t i o n b e c a u s e t h e w i n d o w s e t a c c o r d i n g t o e x p e ie r n c e i s g r e a t l y d i f f e r e n t f r o m t h e wi n d o w c a l c u l a t e d a c c o r d o n g t o t h e f o mu r l a .
用P-Q 2图技术开发气缸体压铸件
则填 充流 量 (=ct 5 5 / . 8 , . = . 6L O 0 一6 . /. / 9 5b s 模具 内 浇道截 面积 4 =( : 9 5【 H ) 4 I -s 1 ) / 6 . L- / 6( l l
关键词
pp - : : ; 铸件 : H l压铸机 ; 气自 悼 叭 I i Et 应用 文献标志码 ^ 文章编号 10 24 t 0 7 0 一 0 6— 6 0 1— 29 0 1 I 0 4 0 2
中图分类 号 T 3 1 PI
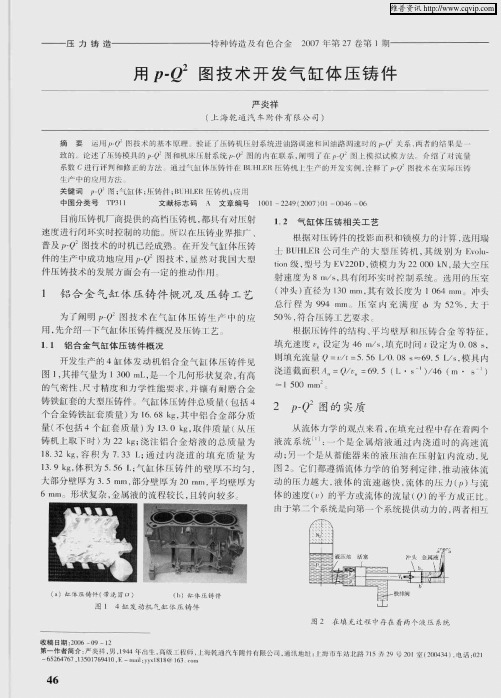
日前压铸机 厂商提供 的高档 丌铸机 , i 郝具有对乐射 速度进千 闹环实 时控 制的功能 . 所以在 铸业界推广 、 j . 普 驶pQ - 图技术的刚机已经成熟 在_ 发气缸体压铸 J f 件的生产巾成功地应 f p 图技术 , 然对我 罔大型 1- 1 显
图 2 它们都遵循 流体力学的侑 努利 定律 . 动液体 流 推
大部分壁厚 为3 5[] 部分壁厚 为2 m, . '1 1 , l 1 0 m 乎均壁厚 为 6ri 形状 复杂, l li l 金属液的流程较 K. 日转M较多
动的压 力越 凡, 液体 的流速越快 . 流件l 压 力( ) 流 f _ 勺 ,与
开发 产的 4缸体发动 机锅台 食气缸悼压 铸件 }
图 1其排气 量为 】 0 I 足一个几何形状 复杂. 高 , 3 0m . , 有 的气密。 、 寸 发和力学性能要 求 , 性 尺 精 并镶有耐 瞒合 金 铸铁缸套的大 压铸件 气缸体压铸件总质量 ( 包括 4 个台金铸铁缸套质艟 ) I. 8k , 中锅 台金 分质 为 66 其 量( 不包括 4个缸 套质量 ) 1 g 取 件质 肇( 为 30k, 从压 铸机上取下时 ) 2 g 浇注 铝 台金熔液 的总质 量 为 为 2k ;
MAGMASOFT软件介绍
MAGMASOFT软件介绍
一、概述:
MAGMA SOFT铸造仿真软件是为铸造专业人员达到改善铸件质量,优化工艺参数而提供的有力工具,是全球最佳的压铸铸造软件工具,是铸造业改善铸品品质,制程条件,降低成本,增加竞争力的唯一选择。
铸件的质量受众多因素影响,而质量的保证必须依靠正确的铸造工艺方案。
MAGMASOFT就是设计用以支持从熔炼冶金,造型及铸型制作,浇注过程一直到热处理,炉子材料及修补,整体且全面的工艺优化工具。
二、软件特点:
MAGMASOFT适用于所有铸造合金材料的铸造生产,范围自灰铁铸造,铝合金砂型铸造,到大型铸钢件铸造。
MAGMASOFT更针对不同的铸造工艺设计专用的模块。
它运用仿真传热及流体的物理行为,加上凝固过程中的应力及应变,微观组织的形成,可以准确地预测铸件缺陷,改善现有工艺的效率,提高铸件质量。
铸型的充填、凝固、机械性能、残余应力及扭曲变形等的模拟为全面最佳化铸造工程提供了最可靠的保证。
三、模块及功能介绍:
1、项目管理模块:
创建工程和版本,并对其进行编辑,为整个仿真计算过程创建一个独立的内存空间。
2、前处理模块:
进行几何实体建模或者导入其他3D软件建好的模型,并对模型进行网格划分,为主处理模块中的仿真计算做准备。
3、主处理模块:
对各计算过程(场)的全过程工艺参数进行输入,并进行过程计算。
4、后处理模块:
可以对模拟所得的充型、凝固、缺陷分析等各结果进行查看,通过三维视图显示对运算结果进行评估。
5、热物理特性数据库模块
热物理特性数据库包含丰富的材料性能数据,用户可根据需求选择材料,
也可以对数据库进行扩展,自行添加材料。
压铸参数软件P-Q工具1
日期:产品名称设计人员客户档案:零件图号备注:估算铸件重量9888g 设备型号Itp1350合金名称估算溢流重量2089g 名义冲头直径120mm 固体密度g/cm 3单腔重量11977g压射缸直径190mm 液体密度 2.6g/cm 3型腔数量1名义快压蓄能器压力14Mpa 最小流动温度Deg. C填充重量11977g 名义最大充型压力35.1MPa 填充体积4606.5cm 3名义最大冲头速度10m/sec壁厚7mm名义最大充型流量113.1L/sec 流量系数0.6浇注温度670Deg. C名义冲头面积113.1cm 2压射活塞面积283.5cm 2设定冲头直径130mm 设定冲头面积132.7cm2型腔材料H13P20/H13设定快压蓄能器压力10Mpa 设定最大充型压力21.4MPa 设置压射速度35% of MAX设定空压射充型流量39.3L/sec 设定空压射冲头速度3.0m/sec模具数据:经验浇口面积1436.6mm2模具温度200Deg. C 浇口厚度4mm浇口宽度(单腔)300mm 流动角0degrees浇口面积(实际)1200.0mm2浇口面积(有效)1200.00mm2浇口系数3.9最大期望充型速度35m/sec 最小期望充型速度25m/sec 最大期望充型时间220msec 最小期望充型时间110msec 最大期望填充流量41.88L/sec 最小期望填充流量20.94L/sec 最大期望充型压力 4.42Mpa 最小期望充型压力 2.26MPa 工作点充型压力 3.27MPa 工作点充型流量36.13L/sec 工作点充型速度30.1m/sec 工作点充型时间127.5msec 工作点压射速度 2.7m/sec备注:黄色框内数据需用户根据参考数据输入出现红框色表明数据不符合要求,需调整出现绿色框表明数据基本符合要求PRESSURE DIE CASTING DIE CULATIONS 压铸模具计算铸件数据:压铸机数据:合金数据:型腔填充数据:压铸可行性分析大板5101520 253035400 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125P(M P a )Q(L/S)P-Q 图表压铸机名义ML 线压铸机设定ML 线设定最大速度线设定最小速度线最短充型时间线最长充型时间线模具DL 线系统工作点工艺窗口。
锻压工艺的数值模拟软件-QFORM
锻压工艺的数值模拟介绍‐Qform北京创联智软科技有限公司刘寒龙010‐84470288数值模拟是工艺设计及改进的一种工具数值模拟是工艺设计及改进的种工具内容纲要•QFORM 软件简介•QFORM 软件功能•QFORM 软件特点•QFORM 应用实例•总结1991 1991….1998…. 2011FORM FORM--2D一个多人专业研发团队历经20多年的软件开发 全力打造专业的锻压模拟软件内容纲要•QFORM 软件简介•QFORM 软件功能•QFORM 软件特点•QFORM 应用实例•总结Q Form3D用于多种材料成型工艺类型的模拟应用:◆挤压成形◆辊锻工艺◆模锻◆穿孔斜轧◆热处理与微观组织预测6‐曲轴锻压模拟,超过16.6万节点汽车轴梁的锻压模拟可以模拟各种锻造成型工艺Q Form3D挤压成形辊锻工艺模锻穿孔斜轧热处理与微观组织预测内容纲要•QFORM 软件简介•QFORM 软件功能•QFORM 软件特点•QFORM 应用实例•总结软件特点A. 网格∙ 四面体有限元方法。
∙四面体有限元方法∙ 全自动网格生成和无须人工干涉自适应网格再生。
∙ 刚‐粘‐塑性材料模型。
B. 模拟功能∙ 非等温全三维变形模拟。
∙ 工件冷却模拟。
∙ 工件摆放中冷却模拟。
∙工件摆放中冷却模拟∙ 自动连续模拟工艺链,链中可有99个不同的工序。
∙ 模具与工件自动定位接触。
∙ 锻锤或螺旋压力机多次打击模拟。
C. 支持数据库数据库由QForm软件公司提供,也可以自编存入数据库,数据库为开放式结构。
∙ 材料数据库,包括机械特性(流动应力、弹性系数和热参数),模具材料和润滑剂。
QForm可以提供多种钢材的数据和许许多多的合金(有色合金、耐热合金)数据。
∙ 设备数据库,包含机械偏心/曲柄压力机、锻锤、螺旋压力机、液压机和电镦机。
热模锻‐曲轴D. 工艺向导∙ 几何数据,由CAD系统生成的零件及模具表面封闭的IGES文件。
∙ 由数据库提供工件和模具材料、润滑剂和设备参数。
MAGMASOFT铸造仿真软件
【软件介绍】MAGMA SOFT铸造仿真软件MA GMA S OFT铸造仿真软件是全球最佳的压铸铸造软件工具,为铸造业提供改善铸品品质,制程条件,降低成本,增加竞争力的唯一选择。
铸型的充填、凝固、机械性能、残余应力及扭曲变形等的模拟为全面最佳化铸造工程提供了最可靠的保证。
以往只有对铸造工程参数及铸造质量的影响因素有透彻的了解,才能使铸造工程师对生产高质量的铸件拥有信心。
传统的方法对铸造工程的最佳化工作既耗资又费时,时程的压力使得很多铸造工程无法发挥全面的潜力。
MAGM ASOFT软件中的专用模块满足您独特的需求。
MAGMA stan dard标准模块包括 :Pro jectmanag ement modu le 项目管理模块Pre - pr ocess or 分析前处理模块MA GMA f ill 流体流动分析模块MAGMA soli d 热传及凝固分析模块MA GMA b atch制程仿真分析模块Post - pr ocess er 后处理显示模块Th ermop hysic al Da tabas e 热物理材料数据库MAG MA lp dc 低压铸造专业模块M AGMAhpdc高压铸造专业模块M AGMAiron铸铁铸造专业模块MA GMA t ilt 倾转浇铸铸造专业模块MAG MA ro ll-ov er浇铸翻转铸造专业模块M AGMAthixo半凝固射出专业模块MA GMA s tress应力应变分析模块MAG MA di sa 制程模块使用MAG MASOF T铸造仿真软件则是最经济、最方便的方式,它为以最低的成本生产高质量的铸件提供正确有效的解决方案。
提高压铸件品质的七工具
14
5 25.5~30.5 23 / / / / / / / / / / / / / / / / / / /
19
6 30.5~35.5 28 / / / / / / / / / / / / / / / / / / / / / / / / / / / 27
7 35.5~40.5 33 / / / / / / / / / / / / / /
常见类型 双峰型
孤岛型
图例
分析判断
这是由于数据来自不同 的总体,如:来自两个工人 (或两批材料、或两台设备) 生产出来的产品混在一起造 成的。
——首先消除,否则导致 虚胖,过程能力低估,数据 无意义。
这是由于测量工具有误 差、或是原材料一时的变化、 或刀具严重磨损、短时间内 有不熟练工人替岗、操作疏 忽、混入规格不同的产品等 造成的。
●ɞ
○○
×ɞ ×
2
△○ ɞ
○○ ○●
×
○× ××
●
●● △△
×
调查者:*** 时间: _____年____月____日 地点: *** 调查方式:实地观测
● 气孔 2月7日
× 变形 ɞ 其他
2月8日
2月9日
上午 △○ △× ○● ●△ △
下午 ○
○○ ××
×
上午
○○ ○○ ●△ ○○ ○○ ○● △○ ○○ ○
压铸件品质管理的 七工具培训
• QC活动程序 • 统计技术 • 调查表 • 分层法 • 排列图 • 鱼骨图 • 直方图 • 控制图 • 散布图 • 其它简易图表 • 新七种工具简介
目录
QC活动程序
确定组长与组员 组建小组
对策与实施
小组成员围绕方针及 身边问题选题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压铸可行性分析
产品名称 客户 零件图号 铸件数据: 估算铸件重量 估算溢流重量 单腔重量 型腔数量 填充重量 填充体积 壁厚 浇注温度 压铸机数据: 设备型号 名义冲头直径 压射缸直径 名义快压蓄能器压力 名义最大充型压力 名义最大冲头速度 名义最大充型流量 名义冲头面积 压射活塞面积 设定冲头直径 设定冲头面积 设定快压蓄能器压力 设定最大充型压力 35 % of MAX 设定空压射充型流量 设定空压射冲头速度 1436.6 200 4 300 0 1200.0 1200.00 3.9 35 25 220 110 41.88 20.94 4.42 2.26 3.27 36.13 30.1 127.5 2.7 mm2 Deg. C mm mm degrees mm2 mm2
P-Q图表
压铸机名义ML线 压铸机设定ML线 设定最大速度线 设定最小速度线 最短充型时间线 最长充型时间线 模具DL线 系统工作点 工艺c msec msec L/sec L/sec Mpa MPa MPa L/sec m/sec msec m/sec
P(MPa)
g/cm3 2.6 g/cm3 Deg. C
流量系数
0.6
283.5 cm2 130 mm 132.7 10 21.4 39.3 3.0 cm2 Mpa MPa L/sec m/sec 型腔材料 H13 P20/H13
设置压射速度 模具数据: 经验浇口面积 模具温度 浇口厚度 浇口宽度(单腔) 流动角 浇口面积(实际) 浇口面积(有效) 浇口系数 型腔填充数据: 最大期望充型速度 最小期望充型速度 最大期望充型时间 最小期望充型时间 最大期望填充流量 最小期望填充流量 最大期望充型压力 最小期望充型压力 工作点充型压力 工作点充型流量 工作点充型速度 工作点充型时间 工作点压射速度 备注:
40
日期: 大板 设计人员 档案: 备注: 合金数据: 合金名称 固体密度 液体密度 最小流动温度
9888 g 2089 g 11977 g 1 11977 g 4606.5 cm3 7 mm 670 Deg. C
Itp1350 120 mm 190 14 35.1 10 113.1 113.1 mm Mpa MPa m/sec L/sec cm2
20
15
10
5
0
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125
Q(L/S)
黄色框内数据需用户根据参考数据输入 出现绿色框表明数据基本符合要求
出现红框色表明数据不符合要求,需调整