作业指导书工艺卡片清单
标准化作业书工艺工序卡

2
如:临近、跨越道路的危险点
对应的控制措施
3
如:上下梯子的危险点
对应的控制措施
4
如:使用特种机具的危险点
对应的控制措施
5
如:交叉跨越、穿越、临近带电线路、设备,跨越公路河流等的危险点
对应的控制措施
6
如:同塔双回中一回施工的危险点
对应的控制措施
7
如:高空坠落的危险点
对应的控制措施
8
如:高空落物伤人的危险点
6
工作开始前向省调申请封闭保护二次信号,结束后及时联系其解除封锁。
工作开始前投入的压板:
220kV XXX线264开关1号保护屏:
220kV XXX线264开关2号保护屏:
二.安全措施票
1、应记录回路编号、端子编号和厂家接线编号,若是断开外端子电缆,还应记录电缆编号,改动的每一根线必须单独确认执行和恢复,执行和恢复可以按照执行组签字
雷电计数器
只
10.
电阻测试仪
只
11.
触指
根
12.
触指弹簧
根
13.
气泵
台
14.
棉纱
足量
15.
油桶
个
2、资料准备
序号
名称
1
图纸
2
工作票
(分)工作负责人签名:
X号主变压器维护工作工序工艺确认卡
注意事项、危险点及控制措施:
1.登高作业必须使用安全带,防止高空坠落。
2.二次绝缘检查时,必须断开与主控室的接线,防止保护误动。
修补OPGW复合光缆检修工序工艺记录卡750
绝缘子停电清扫检修工序工艺记录卡752
直线杆塔单片绝缘子停电更换检修工序工艺卡754
操作规程的工艺卡片

操作规程的工艺卡片操作规程的工艺卡片是一种用于指导工作人员进行特定工艺操作的手册。
它通过清晰、简洁、可操作的步骤和指导,确保每个工序的执行符合标准要求,提高产品质量和生产效率。
工艺卡片产品名称:XXX工序名称:XXX工艺编号:XXX版本号:XXX制定日期:XXX制定人:XXX1. 产品概述简要介绍产品名称和工序名称,以及该工序在整个生产线中的位置。
2. 工艺要求描述该工序的主要质量要求和技术指标。
3. 工艺流程3.1 准备工作- 确认工作区域清洁整齐,无杂物- 检查设备是否正常运行,无故障- 检查原材料是否充足,无异常3.2 操作步骤- 步骤1: 列出该工序的每个操作步骤,并按顺序进行编号。
每个步骤应包括以下内容:- 操作说明:简要描述该步骤的操作内容,包括使用的工具、设备和材料。
- 操作要点:列出操作时应注意的关键点,以确保操作的准确性和安全性。
- 操作时间:估计每个步骤的操作时间。
- 操作规程:遵守安全操作规程,防止损伤和事故发生。
- 质量检查:指出在每个步骤中应进行的质量检查,以确保符合质量要求。
4. 质量记录描述每个步骤操作完成后应记录的质量数据和结果。
包括检查项目、合格标准和记录方法。
5. 故障排除描述可能出现的常见故障和解决方法,以便工作人员能够快速解决问题并正常运行。
6. 安全注意事项列出工作人员在进行该工艺操作时应注意的安全事项,包括个人防护、危险气体处理等。
7. 关键质量控制点指出在整个工艺中的关键质量控制点,强调工作人员在这些点上的质量意识和要求。
8. 附录附上与该工艺操作相关的图纸、标准、技术规范等参考资料。
操作规程的工艺卡片是对工艺操作的一个重要规范和指导,它能够帮助工作人员准确地执行工序,确保产品的质量和生产效率。
通过详细的操作步骤和质量要求的描述,工作人员可以更加标准化地进行操作,提高产品的一致性和稳定性。
此外,工艺卡片还包含了故障排除和安全注意事项等内容,保障了工作人员的安全和正常运行。
作业指导书表格
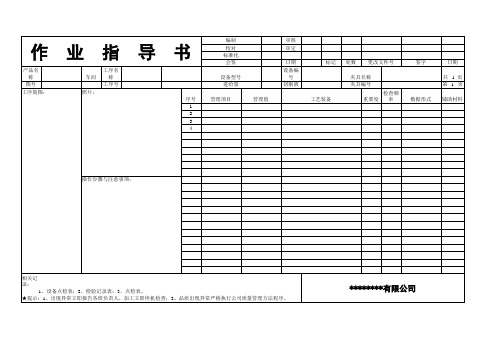
产品名称 图号 工序简图:
业
车间 照片:
指
工序名称 工序号
导
书
序号 1 2 3 4
பைடு நூலகம்
编制 校对 标准化 会签 设备型号 进给量 管理项目
审核 审定 日期 设备编号 切削液 管理值 标记 处数 更改文件号 夹具名称 夹具编号 重要度 检查频率 签字 日期 共 1 页 第 1 页 辅助材料
工艺装备
数据形式
操作步骤与注意事项:
相关记录: 1、设备点检表;2、检验记录表;3、点检表。 ★提示:1、出现异常立即报告各班负责人,加工立即停机检查;2、品质出现异常严格执行公司质量管理方法程序。
********有限公司
(完整版)加工工艺过程卡片及工序卡.doc

湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400 ×186 每毛坯件数工序号工序名称工序内容车工设备间段01 铸造金属型铸造毛坯02 回火热处理3探伤检验4表面喷丸处理10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 20 粗铣以箱体结合面为基准,粗铣顶面X7010 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ 12H8 组合钻床40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床60 半精铣以顶面为基准,半精铣箱体结合面X7010 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010120以结合面为基准,用心轴穿过φ110,钻 14-φ18 组装孔;钻顶钻顶面孔面螺纹孔 4-M12-6H ;钻两肋板中间凸台 M20× 1.5组合钻床螺纹孔设计(日期)校对(日期)变速箱下盖共 3 页第 1 页1 每台件数 1 备注工艺装备工时准终单件面铣刀、游标卡尺面铣刀、游标卡尺麻花钻、铰刀、卡尺、塞规面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺面铣刀、游标卡尺立铣刀、游标卡尺面铣刀、游标卡尺麻花钻、卡尺、塞规审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称变速箱材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186工序号工序名称工序内容车间零件名称变速箱下盖共 3 页第 2 页每毛坯件数 1 每台件数 1 备注工工艺装备工时设备段准终单件130钻前后端面孔140钻右端面孔150锪孔160攻丝粗镗前后端面轴170孔180粗镗右端面轴孔半精镗前后端面190轴孔半精镗右端面轴200孔精镗前后端面轴210孔220精镗右端面轴孔以结合面为基准,钻右侧肋板 2-φ56通孔、正面凸台 2-φ26通孔、左侧肋板φ44通孔;钻侧面螺纹孔 14-M12-6H以结合面为基准,钻右端面3-φ 18通孔、 2-M12-6H 螺纹孔对台阶面上的组装孔 14-φ18 进行φ32锪平;对孔 2-φ26进行φ44 锪平;对 3-φ18通孔在右端面内侧进行φ32锪平对顶面4-M12-6H 螺纹孔攻丝至图纸要求;对前后侧面14-M12-6H 螺纹孔攻丝至图纸要求;对右侧2-M12-6H 螺纹孔攻丝至图纸要求;对肋板间凸台螺纹孔 M20× 1.5 攻丝至图纸要求组合上下箱体,以结合面为基准两销定位,粗镗轴孔φ180、φ120、φ 110组合上下箱体,以结合面为基准两销定位,粗镗右侧轴孔φ130及端面凹槽组合上下箱体,以结合面为基准两销定位,半精镗轴孔φ180、φ120、φ 110组合上下箱体,以结合面为基准两销定位,半精镗右侧轴孔φ130组合上下箱体,以结合面为基准两销定位,精镗三轴孔φ180、φ120、φ110组合上下箱体,以结合面为基准两销定位,精镗右侧轴孔φ 130组合钻床麻花钻、卡尺、塞规组合钻床麻花钻、卡尺、塞规组合钻床锪钻、卡尺、塞规组合攻丝机组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺组合镗床硬质合金刀具、游标卡尺230 倒角各螺纹孔处倒角 1×45°;支承孔处倒角 2×45°,240 倒圆角各处需倒圆角出倒圆角φ 15倒角机倒角机设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称变速箱零件名称变速箱下盖共 3 页第 3 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注工序号工序名称工序内容车工工艺装备工时间设备段准终单件250 补底漆箱体内部加工面涂红色耐油底漆260 检查检查零件是否符合要求设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片共 22 页第 1 页产品名称变速箱零件名称变速箱下盖车间工序号工序名称材料牌号10 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0.24 5.0 1 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 2 页车间工序号工序名称材料牌号20 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺1251570.2451 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 3 页车间工序号工序名称材料牌号30 钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 0.18 5.9 1 0.382 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0.8 0.1 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 4 页车间工序号工序名称材料牌号40 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm 次数号r/min 机动辅助1结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺1251570.2451 1.90设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 5 页车间工序号工序名称材料牌号50 粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157 0.24 3 1 0.79设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第 6 页车间工序号工序名称材料牌号60 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0.18 3.0 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第7 页车间工序号工序名称材料牌号70 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺1802260.18 1.01 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第8 页车间工序号工序名称材料牌号80 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/z mm号次数机动辅助1以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0.13 1 1 1.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第9 页车间工序号工序名称材料牌号90 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/r mm号次数机动辅助1以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0.18 2 1 1.76设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第10 页车间工序号工序名称材料牌号100 半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺18018.10.129.210.66设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第11产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号110 精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数双立轴圆工作台铣床X7010夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min1以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺1802260.1311 2.44设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第12 页车间工序号工序名称材料牌号120 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 0.18 5.1 1 0.192 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 0.35 9 1 0.583 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0.35 8.75 1 0.58设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第13 页车间工序号工序名称材料牌号130 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.272 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 0.80 28 1 0.753 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 0.45 13 1 1.014 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0.70 22 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第14 页车间工序号工序名称材料牌号140 钻孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min 号r/min m/min mm/r mm 次数机动辅助1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 0.18 5.1 1 0.275 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0.35 9 1 0.29设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第15 页车间工序号工序名称材料牌号150 锪孔HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合钻床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.112 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 0.25 9 1 0.093 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0.20 7 1 0.11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第16 页车间工序号工序名称材料牌号160 螺纹孔攻丝HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合攻丝机夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.132 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.133 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 1.25 1 0.134 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1.5 1 0.06设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第17 页车间工序号工序名称材料牌号170 粗镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速切削速度进给量被吃刀量进给工时 /min工备m/min mm/r mm号r/min 次数机动辅助1 结合上下箱体,以结合面为基准,粗镗φ180 支承孔硬质合金刀具、游标卡尺90 50.0 1.0 3 1 0.782 结合上下箱体,以结合面为基准,粗镗φ120 支承孔硬质合金刀具、游标卡尺125 45.9 1.03 1 0.563 结合上下箱体,以结合面为基准,粗镗φ110 支承孔硬质合金刀具、游标卡尺125 42.0 0.8 3 1 0.70设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第18产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号180 粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min 号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,粗镗φ130 支承孔硬质合金刀具、游标卡尺125 49.8 0.9 3 1 1.292 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1.5 10 1 0.31设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第19 页车间工序号工序名称材料牌号190 半精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步工步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时/min号r/min m/min mm/r mm 次数机动辅助1 结合上下箱体,以结合面为基准,半精镗φ180 支承孔硬质合金刀具、游标卡尺125 70.3 0.452 1 1.212 结合上下箱体,以结合面为基准,半精镗φ120 支承孔硬质合金刀具、游标卡尺180 67.3 0.40 2 1 0.953 结合上下箱体,以结合面为基准,半精镗φ110 支承孔硬质合金刀具、游标卡尺180 61.2 0.40 2 1 0.95设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第20 页车间工序号工序名称材料牌号200 半精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装备主轴转速切削速度进给量被吃刀量进给工时 /min工r/min m/min mm/r mm 号次数机动辅助1结合上下箱体,以结合面为基准,半精镗φ130 支承孔硬质合金刀具、游标卡尺180 72.0 0.45 3 1 1.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称变速箱下盖共22 页第21 页车间工序号工序名称材料牌号210 精镗HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分) 工位器具编号工位器具名称准终单件工步步内容工艺装主轴转速铣削速度进给量被吃刀量进给工时 /min工备m/min mm/z mm号r/min 次数机动辅助1 结合上下箱体,以结合面为基准,精镗φ180 支承孔硬质合金刀具、游标卡尺180 101.7 0.15 1 1 2.472 结合上下箱体,以结合面为基准,精镗φ120 支承孔硬质合金刀具、游标卡尺250 94.2 0.14 1 1 1.913 结合上下箱体,以结合面为基准,精镗φ110 支承孔硬质合金刀具、游标卡尺250 86.4 0.14 1 1 1.91设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学产品型号零件图号机械加工工序卡片22 页第22产品名称变速箱零件名称变速箱下盖共页车间工序号工序名称材料牌号220 精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数金属型铸件754×400×186 1 1设备名称设备型号设备编号同时加工件数组合镗床夹具编号夹具名称切削液工序工时(分)工位器具编号工位器具名称准终单件。
工艺作业指导书模板

工艺作业指导书模板[作业指导书模板]作业名称: 工艺作业指导书工艺作业编号: [编号]1. 作业概述作业概述部分描述了工艺作业的目标和背景信息。
- 作业目标: 描述了工艺作业的目标,即要完成的具体任务或达到的具体结果。
- 背景信息: 提供了工艺作业所涉及的特定情境、条件或问题的背景信息。
2. 作业步骤作业步骤部分按照执行次序列出工艺作业的具体步骤。
- 步骤1: 描述了第一个执行步骤的具体内容和要求,包括所需材料、工具或设备,以及执行过程中的注意事项。
- 步骤2: 描述了第二个执行步骤的具体内容和要求,包括所需材料、工具或设备,以及执行过程中的注意事项。
- ...3. 安全注意事项安全注意事项部分列出了执行工艺作业时需要注意的安全事项。
- 安全事项1: 描述了第一个安全事项,例如佩戴个人防护装备或注意使用大型机械设备时的安全距离等。
- 安全事项2: 描述了第二个安全事项,例如避免接触有毒化学品或注意排除电器设备的电源等。
- ...4. 资源需求资源需求部分列出了执行工艺作业所需的各种资源。
- 材料需求: 描述了执行工艺作业所需的材料类型、数量和规格等。
- 工具需求: 描述了执行工艺作业所需的工具类型和规格等。
- 设备需求: 描述了执行工艺作业所需的设备类型和规格等。
5. 质量控制质量控制部分描述了对工艺作业执行结果的质量要求和控制措施。
- 质量要求: 描述了工艺作业执行结果应达到的质量要求,例如尺寸精度、表面光洁度等。
- 控制措施: 描述了进行质量控制的具体方法和步骤,例如使用测量工具检查尺寸精度或进行外观检查等。
6. 验收标准验收标准部分描述了对工艺作业执行结果的验收标准。
- 验收标准1: 描述了第一个验收标准,例如符合特定产品标准或规范等。
- 验收标准2: 描述了第二个验收标准,例如通过特定测试或检验等。
7. 附录附录部分列出了与工艺作业相关的附加信息或文档。
- 附加信息1: 描述了第一个相关附加信息,例如技术规范或执行标准等。
工艺卡及作业指导书作业指导

锉刀 钻床
JH21-63
5
折弯
折十道弯 具体尺寸请参考<<折弯指导书>>
RG100
6
压铆
压 M4 螺母(S-M4-4),压 M4X12 圆头螺钉(FH-M4-12)
铆钉机
具体压铆方向及规格请参考<<压铆指导书>> 7 8 组装 转装 粘护线齿 装入机柜 工 艺
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
加
工
简
图
设
备
工艺装备
工时定额 准备 单件
2510C
2 3
倒钝 沉孔
去锐边锐角 11-φ4.5 沉孔φ7.5X90 度 具体位置及方向请参考<<沉孔指导书>>
4
普冲
冲 11 个 20X5 桥形孔,冲 2-φ19 敲落孔 具体位置和规格请参考<<普冲指导书>>
因为不是每个零件每个 工序都需要做作业指导 书,所以有作业指导书 的工序都必须在工艺卡 中标示出来,如画圈处 所示.
深圳市宝安任达电器实业有限公司
SHENZHEN BAOAN RENDA ELECTRICAL APPLIANCE INDUSTRIAL CO.,LTD. 任达电器实业 有 限 公 司
钣金加工工艺卡
材料技术要求
零件双面贴膜保护
产品型号 产品名称
EMERSON-UHC341ZA
零(部)件图号 零(部)件名称
日
期
审
核
日
期
审 定
日
期
文件编号:RD/ ENG/007/B0
按照工艺卡上所排列的顺序填写
焊接作业指导书及焊接工艺资料
焊接作业指导书及焊接工艺1.目的:明确工作职责,确保加工的合理性、正确性及可操作性.规范安全操作,防患于未然,杜绝安全隐患以达到安全生产并保证加工质量。
2.范围:2。
1.适用于钢结构的焊接作业。
2.2。
不适用有特殊焊接要求的产品及压力容器等。
3.职责:指导焊接操作者实施焊接作业等工作。
4. 工作流程4。
2。
基本作业:4.2.1。
查看当班作业计划:按作业计划顺序及进度要求进行作业,以满足生产进度的需要.4。
2.2。
阅读图纸及工艺:施焊前焊工应仔细阅读图纸、技术要求及焊接工艺文件,明白焊接符号的涵义。
确定焊接基准和焊接步骤;自下料的要计算下料尺寸及用料规格,参照工艺要求下料。
有半成品分件的要核对材料及尺寸,全部满足合焊图纸要求后再组焊。
4.2。
3。
校准:组焊前校准焊接所需工、量具及平台等。
4。
2。
4。
自检、互检:所有焊接件先行点焊,点焊后都要进行自检、互检,大型、关键件可由检验员配合检验,发现问题须及时调整。
4.2。
5。
首件检验:在批量生产中,必须进行首件检查,合格后方能继续加工。
4.2.6。
报检:工件焊接完成后及时报检,操作者需在图纸加工工艺卡片栏及.作业计划上签字。
(外加工件附送货单及自检报告送检)。
5.工艺守则:5。
1。
焊前准备5。
1。
1。
施焊前焊缝区(坡口面、I型接头立面及焊缝两侧)母材表面20~30mm宽范围内的氧化物、油、垢锈等彻底清理干净,呈现均匀的金属光泽。
5.1.2。
检查被焊件焊缝(坡口形式)的组对质量是否符合图纸要求,对保证焊接质量进行评估,如有疑义应向有关部门联系,以便采取相应工艺措施。
5。
1.3。
按被焊件相应的焊接工艺要求领取焊接材料,并确认焊接牌号无误.5。
1.4. 检查焊接设备是否运转正常,各仪表指数是否准确可靠,然后遵照本工艺提供的工艺规范参数预调焊接电流、电压及保护气体流量。
5。
1.5。
合焊前应先行组对点焊,点焊的焊材应与正式施焊焊材相同,点焊长度一般应为10—15mm(可视情况而定),点焊厚度应是焊脚高度的1/2(至少低于焊脚高度)。
充装工艺卡片
1.1外观标识清晰,无变形
1.2颜色及钢印符合我公司规定
目测
专检
《气瓶储存.发送记录》
1.1《气瓶接收作业指导书》
2
气瓶充装前的检查
2.1检查钢瓶标记.及检验周期
2.2查看安全附件
2.3检查外观
2.4新瓶抽真空
2.5认真填写《气瓶充装前后检查记录》
压缩机、
开瓶扳手
==
==
气瓶检查人员
②
2.1检查钢瓶标记及其外观
电脑称、
气雾机、橡胶圈
==
==
气瓶检查员
⑧
8.1充装量
8.2外观
8.3附件
8.4复称
8.1净重50kg
8.2外观标识符合我司规定
8.3附件齐全
8.4复称净重50kg
8.1电脑称
8.2肥皂水
8.3目测
专检
《气瓶充装前后检查记录》
8.1《气瓶充装前后检查作业指导书》
9
装车出厂
9.1检查外观无严重腐蚀
9.2检查是否配备安全附件
9.3检查是否贴有合格证
9.4封口是否牢固
9.4确认将检验合格的重瓶装车
推车、叉车
==
==
装卸车人员
⑨
9.1外观
9.2合格证
9.1外观符合我司规定
9.2瓶体上方粘贴有合格证
目测
专检
《气瓶储存.发送记录》
9.1《气瓶储存.发送作业指导书》
2.ห้องสมุดไป่ตู้检查检验周期
2.3检查钢瓶安全附件
.
2.1钢瓶标记清晰外观无明显缺陷
2.2检验周期在范围内无报废标志2.3安全附件齐全
目测
工艺卡片样本(DOC 28页)
工艺卡片样本(DOC 28页)工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 框扇下料工装名称编号第 1 页工序简图技术标准1、下料长度L充差≤2000mm±1mm2、下料角度90°±0.5°3、切割后型材断面应平整光洁,外表面清洁无划伤。
操作要求1、切割前检查设备运转是否正常。
2、装夹注意夹紧力适当,牢固,定位正确,切割过程中防止型材变形。
3、型材搬取,存放过程中防止型材划伤,磕碰,表面质量。
4、首件产品严格检查合格后方可生产。
检验方法1、用钢卷尺检查下料长检测工具1.钢卷尺。
2.角度尺。
不合格品处置度。
2、用角度尺检查下料角度。
3、目测外观质量。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣排水孔工装名称编号第 2 页工序简图技术标准1、排水孔为Φ5×30槽孔,每根料数量2个。
2、纵向位置允差别±3mm,排列均匀。
3、排水孔表面光洁,无毛刺、铣刀不得损坏型材腹板4、排水孔设在外轨道左侧。
操作要求1、铣料前检查设备运转是否正常。
2、注意排水孔的位置均匀和数量。
3、铣孔时避免划伤型材表面质量。
4、首件产品严格检查,合格后方可生产。
检验方法1、用卡尺测量排水孔尺检测工具1、卡尺。
2、卷尺。
不合格品处置寸。
2、用卷尺测量排水孔位置。
更改记录编制批准日期批准审核日期工艺规范产品名称工序名称设备名称编号共 16 页 AH/TLC70-01 铣边框料工装名称编号第 3 页工序简图技术标准1、边框上方仿型铣深度距离为40mm。
2、边框下方仿型铣深度距离为50mm。
3、仿型铣后,光滑无毛刺,深度距离偏差L±1mm。
4、边框左右铣切距离为68mm,距离偏差L±0.5mm。
操作要求1、工作前检查仿型铣床运转是否正常。
2、检查铣刀型号是否正确。
3、工作时型材轻取轻放,避免划伤型材表面质量。
焊接工艺卡作业指导书
H08MnSiA(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完毕后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸原则
预热保温措施
GB50236-2023
层间温度
焊后热处理
焊接规范参数
直流
反极
编制
审核
焊接工艺卡
编号
13P-04
建设
单位
茂名建筑集团工业设备安装有限企业
工程名称
东莞虎门港海湾石油仓储码头有限企业石化仓储工程
工艺评估编号
G10-TS-03
母材
20#、Φ114*5.0
结点图
焊接次序图
序号
施焊要求
备注
焊接材料
焊条
J427(Φ3.2))
见左图
1
施焊前认真按工艺规定检查焊口尺寸,并仔细清理管道焊口及附近20mm内旳油、锈、氧化皮等杂质.
焊丝
H00Cr19Ni12Mo2(Φ2.5)
焊剂
/
2
每层焊道之间要进行清渣、打磨,若有明显缺陷应清除再施焊下一层.
焊条烘烤温度
350℃~400℃
3
盖面完毕后,要清除焊缝表面飞溅、毛刺,并按规定打上焊工钢印代号.
焊条烘烤时间
2h
清根手段
预热温度
焊缝尺寸原则
预热保温措施
GB50236-2023
层间温度
焊后热处理
直流
反极
编制
审核
焊接工艺卡
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0 0 0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0 A/0
3 4 11 2 4 2 2 2 12 2 2 1 4 2 1 1 2 1 4 3 2
表
备注
喷涂车间 涂装车间 涂装车间 钣金车间 钣金车间 钣金车间 钣金车间 钣金车间 钣焊车间 钣焊车间 钣焊车间 涂装车间 涂装车间 涂装车间 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部 品管部
品管部 品管部 品管部 品管部
前处理工艺卡片 喷液体漆工艺卡片 喷粉工艺卡片 剪料工序作业指导书 数冲工序作业指导书 折弯工序作业指导书 打磨工序作业指导书 修毛刺工序作业指导书 焊接工序作业指导书 焊接修补工序作业指导书 点焊工序作业指导书 上腻子工序作业指导书 油漆涂装返修工序作业指 导书 包装工序作业指导书 不锈钢药芯焊丝接收准则 和检验规范 不锈钢板材的表面处理 (拉丝、镜面)接收准则 不锈钢板接收准则和检验 规范 紧固件(包括各类碰焊、 压铆螺柱、螺栓接收准则 冷轧板、热轧板和电镀锌 板接收准则和检验规范 普通铝板接收准则和检验 规范 碳钢焊条接收准则和检验 规范 外协金工件接收准则和检 验规范 气体保护电弧焊用碳钢、 低合金钢焊丝接收准则和 点焊工序产品接收准则和 检验规范 焊接工序产品接收准则和 检验规范 剪料工序产品接收准则和 检验规范 数冲、普冲和激光切割产 品接收准则和检验规范
28 29 30 31
ZL/QC-YF-02-14 ZL/QC-YF-02-15 ZL/QC-YF-02-16 ZL/QC-YF-02-18
折弯工序产品接收准则和 检验规范 前处理工序产品接收准则 和检验规范 喷塑、喷漆工序产品接收 准则和检验规范 装配工序产品接收准则和 检验规范
A/0 A/0 A/0 A/0
作业指导书工艺卡片登记表
序号 编号 产品名称 版本/修改 份数 号
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27
ZL/QC-YF-02-PT-01 ZL/QC-YF-02-PT-02 ZL/QC-YF-02-PT-03 ZL/QC-YF-01-01 ZL/QC-YF-01-02 ZL/QC-YF-01-03 ZL/QC-YF-01-06 ZL/QC-YF-01-09 ZL/QC-YF-01-04 ZL/QC-YF-01-05 ZL/QC-YF-01-08 ZL/QC-YF-01-07 ZL/QC-YF-01-10 ZL/QC-YF-01-11 ZL/QC-YF-02-01 ZL/QC-YF-02-02 ZL/QC-YF-02-03 ZL/QC-YF-02-04 ZL/QC-YF-02-05 ZL/QC-YF-02-06 ZL/QC-YF-02-07 ZL/QC-YF-02-08 ZL/QC-YF-02-09 ZL/QC-YF-02-10 ZL/QC-YF-02-11 ZL/QC-YF-02-12 ZL/QC-YF-02-13