铅锭产品内控标准第三版
0305-USCPSIAandleadphthalaterequirements
智力和身体上的发育延缓. – Attention and learning deficiencies
注意力和学习能力缺乏. – Hearing problem 听力障碍. – Death 死亡.
• Lead in surface coating表面涂层中的铅
16 CFR 1303 from 600 ppm to 90 ppm on 14 Aug. 2009. 到2009年8月14日16 CFR 1303 铅含量由600ppm变为90ppm
• Lead in substrate基材中的铅
600 ppm on 10 Feb., 2009 2009年2月10日 ,600ppm 300 ppm on 14 August 2009 2009年8月14日,300ppm 100 ppm on 14 August 2011. 2011年8月14日,100ppm (如果确定技术上可行的话).
11
US Consumer Product Safety Improvement Act 2008 (CPSIA)(H.R. 4040) 美国消费品安全改进法令2008(CPSIA)(H.R. 4040)
Title I- Children’s Product Safety 第I章-儿童产品安全
Sec. 101. Children’s products containing lead, lead paint rule 儿童产品含铅,油漆含铅规则
related to consumer products. 少数儿童与消费品有关的预防伤害和死亡研究
• Sec. 108. Prohibition on sale of certain products containing specific
CPSIA针对玩具产品含铅量的要求有哪些

CPSIA针对玩具产品含铅量的要求有哪些铅(Pb)是一种高密度、柔软的蓝灰色金属,熔点327℃,沸点1740℃ ,温度*过400℃时即有大量铅蒸气逸出,在空气中氧化成氧化铅烟。
铅及其化合物的用途很广,冶金、蓄电池、印刷、颜料、油漆、釉料、焊锡等作业均可接触铅及其化合物。
人体中铅能与多种酶结合从而干扰有机体多方面的生理活动,导致对全身器官产生危害。
儿童发生铅中毒的机会远远超过成人。
CPSIA 于2008年8月14日成为美国联邦法律,针对玩具产品中的各项有毒有害物质限量进行了更为严格的重新界定。
所有相关产品在进入美国市场以前,必须通过美国消费品安全委员会CPSC 认可的第三方检测机构的检测,否则将面对巨额罚款并导致出口中断。
CPSIA法案要点:限制儿童产品中的铅(总铅)含量:所有儿童产品中所含的物料的铅含量限值;600ppm —修正案颁布180天后生效;300ppm —修正案颁布一年后生效;100ppm(如CPSC确认技术上可行)—修正案颁布三年后生效。
限制油漆及涂料的铅含量:儿童产品的油漆及涂料铅含量限值从现行的600ppm降至90ppm 禁止销售某些含邻苯二甲suan酯的产品禁止销售含有6种邻苯二jia酸酯的儿童玩具和儿童护理产品玩具强制(法定)安全标准:修正案颁布180天后,美国材料与试验协会编制的ASTM F963-07将被自动视为CPSC颁布的安全标准。
凡涉及以上检测项目的产品在能标检测合格者,即可获得CPSC 认可。
CPSIA儿童用品/玩具检测范围包括(不限于):毛绒、布制玩具、化学玩具、儿童自行车、木制玩具、塑料玩具、电动、电子玩具、儿童用品、陶瓷玩具、发条玩具、油画棒、水彩笔、橡皮泥、纸(板)类玩具、玩偶及其服装、智力玩具、智力乐器玩具检测项目:可溶性重金属含量测试(铅Pb、镉Cd、铬Cr、砷As、钡Ba、汞Hg、硒Se、锑Sb等)物理和机械性测试易燃性测试化学性能测试包装物料的有毒元素测试邻苯二甲suan酯类含量甲醛、塑化剂、偶氮塑料检测、涂料检测、辅料检测总铅。
锡锭、铅锭检验标准

求的准许入库,与标准规定不符时,应将材料退回供应商。
1.3重量:供应商应提供磅码单,货品到达后,仓库对应磅码单抽样称重检查,如重量
不足,按实际称Leabharlann 的重量入库。2.铅锭:2.1由供方技术监督部门提供检验记录,保证材料质量符合标准的规定,并填写质量证明书。
3.助焊剂:
3.1由供方技术监督部门提供检验记录,保证材料质量符合标准规定,并填写质量证明书或产品合格证。
3.2化学成份:必要时,外送SGS检验。
3.3重量:供应商提供助焊剂送货单,仓库对助焊剂送货单填写的重量要进行称重检查、
如重量与送货单不符、接实际称重入库。
4抽样标准:
4.1:每批来料按来料总数10%进行抽样检查,抽样合格率达95%合格充收。
XXX有限公司
文件名:
锡锭、铅锭检验标准
编号:
共1页第1页
文件版本:
编制:
编制日期:
审核:
目的:防止不合格原材料的非预期使用,满足生产需求。
适用范围:所有原材料进仓检验。
职责:质检员对所有原材料进行检查,对不合格品进行标识防止误用,并作记录。
内容:
1.锡锭:
1.1由供方技术监督部门进行检验,保证材料质量符合标准的规定,并填写质量证明书。
2.2化学成份:必要时,在收材料后,送外有检测能力的单位按《铅成份检验标准》GB/T469-2005的要求进行检验,符合标准要求的准许入库,发现与标准规定不符合时,应将原材料退回供应商,确保采购的原材料,符合使用要求。
2.3重量:供应商应提供磅码单、货品到达后,仓库对应磅码单抽样称重检查,如重量不符,接实际称符重量入库。
PPAP标准(第三版)

生产件批准程序(PPAP 第三版)
第6页
被试验零件的设计记录更改等级、以及被试验零件的技术规范的编号、日期及更改等级; 进行试验的日期; 材料分承包方的名称,以及当顾客提出要求时,注明他们在顾客批准的分承包方名单上的材料
供方代码号。 对于顾客开发的材料规范及有顾客批准的分承包方名单的产品,供方必须从分承包方名单上的分承 包方采购材料和/或服务(如:油漆、电镀和热处理)。 I.2.2.8.2 性能试验结果 当设计记录或控制计划规定有性能或功能要求时,供方必须对所有的零件或产品材料进行试验。 试验报告必须说明以下内容: 被试验零件的设计记录更改等级,以及被试验零件的技术规范的编号、日期及更改
生产件批准程序(PPAP 第三版)
第3页
第 I 部分 I.1 总则
供方必须对下列情况获得顾客产品批准部门的完全批准(见I.5.2.l): 1.一种新的零件或产品(即:以前未曾提供给某个顾客的某种零件、材料或颜色)。2.对以 前提交零件不符合的纠正。 3.由于设计记录、规范或材料方面的工程更改引起产品的改变。 4.第1.3部分要求中的任一种情况。 注:如果有涉及生产件批准的任何问题,请与顾客负责产品批准的部门联系。 I.2 PPAP的过程要求 I.2.1 重要的生产过程 对于生产件:用于PPAP的产品必须取自重要的生产过程。该过程必须是1小时到8小时的生产,且 规定的生产数量至少为300件连续生产的部件,除非顾客授权的质量代表另有规定。 该过程必须在生产现场使用与生产环境同样的工装、量具、过程、材料和操作工进行生产。来自 每一个生产过程的部件,如:相同的装配线和/或工作单元、多腔冲模、铸模、工具或模型的每一个 位置,都必须进行测量和对代表性样件进行试验。 对于散装材料:“零件”没有具体数量的要求。如果要求提交样品,那么样品的选取必须能够保 证代表“稳定的”加工过程。 注:对于散装材料,现有产品的生产情况通常可以用于估计初始过程能力或新的和类似产品的性 能。如果在过去的生产中不存在类似散装材料产品或技术,则在证实过程能力或性能足够的生产量达 到之前,可实施遏制计划。 I.2.2 PPAP要求 供方必须满足所有的规定要求,如:设计记录、规范,对于散装材料,满足散装材料要求检查 表(见I.2.2.15和附录F)。若不能满足这些要求,供方则不提交零件、文件和/或记录。为了满足 所有设计记录的要求,必须进行一切努力对过程进行纠正。如果供方不能满足其中的任何要求,为 了确定合适的纠正措施必须与顾客取得联系。 PPAP的检验和试验必须由有资格的实验室(见QS-9000,第3版, 4.10.6)完成。所使用的商业 的/独立的实验室必须是获得认可的实验室(见QS-9000,第3版, 4.10.7和4.11.2.b.1)。当使用 商业的实验室时,供方必须使用实验室的信笺纸或使用正式的实验室报告格式提交试验结果。必须 注明进行试验的实验室名称、试验日期和进行试验所使用的标准。对任何试验结果只笼统地描述其 符合性是不可接受的。 对 于 每 一 种 零 件 、或 零 件 系 列 ,无 论 其 提 交 等 级 如 何 ,供 方 必 须 有 如 下 列 出 的 适 用 项 目 和 记 录( 见 QS-9000,第3版,4.16)。这些记录(I.2.2.l—15和19(若有的话))必须在零件的PPAP文件中列
②-2)内控_准
深圳津村自营饮片农药残留限度
• 总BHC • 总DDT • PCNB
≤ 0.2ppm ≤ 0.2ppm ≤ 1.0ppm
水分活性
• 水活性事实上与平衡相对湿度含义一致, 但它不是以 0…100%RH 标志 , 而是以 0….1.0 Aw 标志。平衡湿度定义为没有了 物质与空气中水的交换情况下,由周围空 气获取的湿度值。
为什么要测量水活性 ?
• 水活性影响物质物理、机械、化学、微生 物特性。如物质颜色、味道、成分、香味 的稳定性; • 霉菌的生成和微生物的生长特性都能直接 受水活性值影响。
为什么要测量水活性 ?
• 水活性是一个直接影响食品保质期的临界因素, 温度、 pH 值和其他一些因素会影响食物中有机 体的可能的增长及增长率,然而,水活性通常是 最有影响力的一个因素。如果我们能测出食物中 水活性我们就能预知哪种微生物是导致食物腐败 的潜在原因。让我们考虑一下水活性值为 0.81 的蛋糕,其保质期为 2 1 ℃时 24 天。如果水活 性提高到 0.85 ,这些指标将降低为 2 1 ℃ 时 12 天。这表明是水活性决定了微生物生长率。 .
深圳津村自营饮片现行标准
•铅 •镉 •汞 砷 ≤ ≤ ≤ ≤ 10 mg/kg 1 mg/kg 0.1 mg/kg 5.0 mg/kg
中国药典(2005)中药材 中国药典(2005)中药材 中农药残留限度
• 总BHC BHC • 总DDT • PCNB ≤ 0.2ppm ≤ 0.2ppm ≤ 0.1ppm
水活性值和细菌繁殖
• aw • aw • aw • aw • aw • aw = = = = = = 0.91 0.88 0.80 0.75 0.70 0.65 … 0.95 细菌最多 酵母最多 霉菌最多 喜盐细菌 osmiophile 酵母 xerophile 霉菌
美国FDA铅镉溶出量限量标准
六件中的任何一件
0.5
大空心器皿
六件中的任何一件
0.25
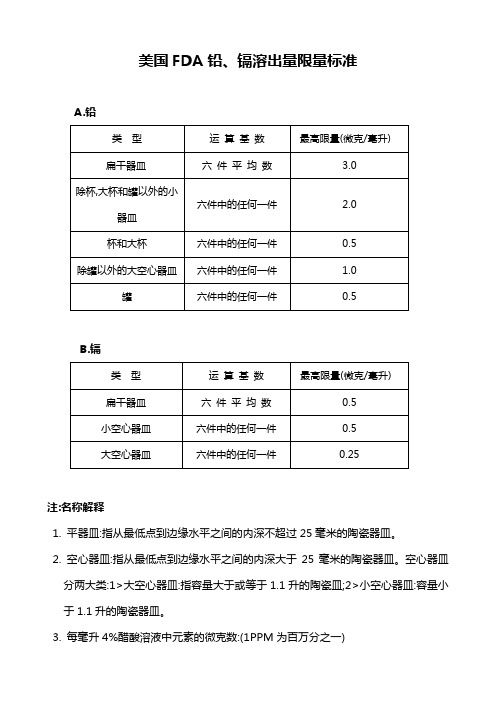
注:名称解释
1.平器皿:指从最低点到边缘水平之间的内深不超过25毫米的陶瓷器皿。
2.空心器皿:指从最低点到边缘水平之间的内深大于25毫米的陶瓷器皿。空心器皿分两大类:1>大空心器皿:指容量大于或等于1.1升的陶瓷皿;2>小空心器皿:容量小于1.1升的陶瓷器皿。
美国FDAБайду номын сангаас、镉溶出量限量标准
A.铅
类型
运算基数
最高限量(微克/毫升)
扁干器皿
六件平均数
3.0
除杯,大杯和罐以外的小器皿
六件中的任何一件
2.0
杯和大杯
六件中的任何一件
0.5
除罐以外的大空心器皿
六件中的任何一件
1.0
罐
六件中的任何一件
0.5
B.镉
类型
运算基数
最高限量(微克/毫升)
扁干器皿
六件平均数
0.5
3.每毫升4%醋酸溶液中元素的微克数:(1PPM为百万分之一)
产品质量指标管理考核标准
产品质量指标管理考核标准(考核单位:质量保证部)7.8.1 质量保证部负责对全公司专检中间产品质量和所有最终产品质量、质检点管理工作、原料及产品的状态标识与管理、化验准确性进行考核。
7.8.2.质检点必须按要求开展活动;未按要求开展活动的,每个点扣100元/次。
7.8.3 本标准中未列入的公司其它中间产品和最终产品的质量考核,由生产部制定考核办法,进行考核。
7.8.4公司产品质量指标和主要中间产品质量指标按下表的规定和要求进行考核。
7.8.4.1铅冶炼厂产品及中间产品质量考核指标工序名称产品、中间产品名称质量指标名称目标值考核办法考核金额烧结烧结合格率80% 每降低1% 扣100元块鼓风炉粗铅合格率90% 每降低1%扣100元。
鼓风炉粗铅合格率90%连续3个月月一次合格率100%,奖200元熔铅铅阳极板合格率90% 每降低1% 扣100元铅电解析出铅合格率95% 每降低1% 扣100元小铅阳极板合格率95% 每降低1% 扣100元电铅铅锭一级品率100% 每降低1% 扣200元电铅铅锭一次合格率100%每出现一批不合格扣200元电铅铅锭一次合格率100%连续3个月一次合格率100%奖200元(考核铅厂)电铅铅锭一次合格率100%连续6个月一次合格率100%奖500元电铅铅锭一次合格率100%全年一次合格率100%奖1000元电铅铅锭内控合格率95%每超过一批不合格扣100元电铅铅锭物规不良率4% 每升高1% 扣100元电铅护套铅一次合格率99%每超过一批不合格扣100元电铅护套铅物规不良率5% 每升高1% 扣100元电铅铅钙一次合95% 每出现一批不扣100元合金格率合格电铅铅钙合金一次合格率95%连续3个月一次合格率100%奖200元(考核铅厂)电铅铅钙合金一次合格率95%连续6个月一次合格率100%奖500元电铅铅钙合金一次合格率95%全年一次合格率100%奖1000元电铅铅钙合金物规不良率4% 每升高1% 扣50元7.8.4.2锌生产系统产品及中间产品质量考核指标工序名称产品、中间产品质量指标名称目标值考核办法考核金额名称沸腾炉焙砂可溶锌率91.5% 每降低1%扣100元沸腾炉烟尘不溶硫风量≤17000m3/h·台,1.5%,部分否决2.5%,全部否决沸腾炉烟尘不溶硫风量≥17000m3/h·台,2.0%,部分否决3.0%全部否决净液新液合格率90% 每降低1%扣200元净液新液合格率90% 连续3个月一次奖400元合格率100%净液新液合格率90%连续6个月一次合格率100%奖800元净液新液合格率90%全年一次合格率100% 奖1500元镉铸型镉锭一级品率100% 每降低1%扣200元镉铸型镉锭一次合格率98%每超过一批不合格扣200元镉铸型镉锭一次合格率98%连续3个月一次合格率100%奖100元镉铸型镉锭一次合格率98%连续6个月一次合格率100%奖500元镉铸型镉锭一次合格率98%全年一次合格率100%奖800元镉铸镉锭内控合95% 每超过一批不合扣100型格率格元镉铸型镉锭物规不良率4% 每升高1%扣100元锌铸型锌锭一级品率100%每出现一批不合格扣200元锌铸型锌锭一次合格率100%每出现一批不合格扣200元锌铸型锌锭含铁内控合格率≤0.001%98.5%每超过一批不合格扣100元锌铸型锌锭含铁内控合格率≤0.001%98.5%连续3个月一次合格率100%奖100元(考核锌成品厂)锌铸型锌锭含铁内控合格率≤98.5%连续6个月一次合格率100%奖500元(0.001% 锌铸型锌锭含镉内控合格率≤0.0012%90%每超过一批不合格扣100元锌铸型锌锭含镉内控合格率≤0.0012%90%连续3个月一次合格率100%奖100元(考核锌浸出厂)锌铸型锌锭含镉内控合格率≤0.0012%90%连续6个月一次合格率100%奖500元锌铸型锌锭含铜内控合格率≤0.0007%95%每超过一批不合格扣100元锌铸型锌锭含铜内控合格率≤0.0007%95%连续3个月一次合格率100%奖100元(考核锌电解厂)锌铸型锌锭含铜内控合格率≤0.0007%95%连续6个月月一次合格率100%奖500元锌铸型锌锭含铅内控合格率≤0.0025%90%每超过一批不合格扣100元锌铸型锌锭含铅内控合格率≤0.0025%90%连续3个月一次合格率100%奖100元(考核锌电解厂)锌铸型锌锭含铅内控合格率≤0.0025%90%连续6个月一次合格率100%奖500元锌铸型锌锭物规不良率4% 每升高1%扣100元锌铸型锌锭标识状态批号每写错一捆扣100元锌铸型热镀锌合金一次合格率95%每超过一批不合格扣100元锌铸型热镀锌合金一次合格率95%连续3个月一次合格率100%奖300元(考核锌成品厂)锌铸型热镀锌合金一次合格率95%连续6个月一次合格率100%奖800元锌铸型热镀锌合金一次合格率95%全年一次合格率100%奖1000元锌铸型热镀锌合金内控合格率95%每超过一批不合格扣100元锌铸型热镀锌合金物规不良率5% 每升高1%扣100元锌铸型热镀锌合金标识状态黑板未写批号或锭上批号打错扣100元/次(锭)锌铸型铸造锌合金一次合格率95%每超过一批不合格扣200元锌铸型铸造锌合金一次合格率95%连续3个月一次合格率100%,锌成品厂奖200元、金马修造公司奖100元。
DOP-PK-004 产品内控标准
定义明确的源水及处理过程和最终成品的主要理化指标、微生物指标以及外包装要求,对生产过程进行监控,确保最终产品的质量。
2、适用范围生产基地纯净水及矿泉水生产全过程及成品3、内容表一:纯净水产品内控标准流程主要控制项目内控标准备注源水PH 6.5-8.5 源水内控标准同时也是国家标准,按GB5749要求:水源与净水技术条件限制时,浑浊度可≤3;带*号为国标没有要求,但公司有要求浊度≤1色度≤15臭和味无异味、异臭肉眼可见物无菌落总数≤100 cfu/ml*铜绿假单胞菌不得检出大肠菌群不得检出*霉菌和酵母≤5 cfu/ml水处理过程*菌落总数≤100 cfu/ml RO前≤20 cfu/ml RO及缓冲罐≤0 cfu/ml 臭氧混合塔*霉菌和酵母≤3 cfu/ml RO前≤1 cfu/ml RO及缓冲罐不得检出臭氧混合塔大肠不得检出全部流程铜绿假单胞菌不得检出不得检出臭氧浓度0.2-0.6 ppm 臭氧混合塔灌装区环境裸碟操作工手部卫生动态空气裸碟标准见《检验操作规程》菌落总数≤5 cfu/ml ≤20 cfu/ml霉菌和酵母不得检出不得检出大肠菌群/ 不得检出流程主要控制项目内控标准国家标准备注成品PH 5.2-6.8 5.0-7.0入库成品外包装每批抽检不少于20桶。
如有异常情况应加大抽检比例电导率≤8 us/cm ≤10 us/cm色度≤3 ≤5浑浊度≤1 ≤1臭和味无异味异臭无异味异臭肉眼可见物不得检出不得检出*菌落总数不得检出≤20 cfu/ml*霉菌和酵母不得检出不得检出大肠菌群不得检出不得检出铜绿假单胞菌不得检出不得检出净含量18.9±0.189升,且10桶平均容量不少于18.9升18.0±0.180升,且10桶平均容量不少于18.0升11.3±0.150升,且10桶平均容量不少于11.3升外包装生产日期打注的生产日期必须与实际日期一致,且字迹清晰、完整、易辨热收缩膜收缩效果好,热缩膜表面平整、无明显皱折、完整无损、无破裂。
2023年美国婴幼儿食品中铅含量标准的更新解读
2023年美国婴幼儿食品中铅含量标准的更新解读2023年1月25日,美国食品药品管理局(FDA)针对婴儿和幼儿食品中铅的行动水平做了新的提议和设定,并出台一则指南草案供大家参考。
一、背景众所周知,铅对人类有毒,对任何年龄段的人都有毒,尤其是婴幼儿、孕妇及胎儿以及其他慢性病患者。
即使食品中含有少量的铅也会损害儿童的健康和发育,特别是大脑和神经系统,儿童如果食用了含有铅的食品,会影响神经系统,比如学习障碍、行为困难、智商降低等。
由于铅会在体内堆积,随着时间的推移,即使是少量的铅也会对人体慢慢造成危害,因此对于对食品安全问题高度重视的美国来说,一直致力于在铅的安全问题上做出行动。
但目前尚未确定一个具体的铅的含量,才能保证铅在儿童食品中不存在危害。
为了帮助评估铅的风险,2018年,FDA制定了铅在食品中的临时参考水平(IRL),以取代1990年早期制定的FDA临时每日总摄入量(PTTDI)O二、内容为了帮助大家进一步了解美国对婴幼儿食品中铅含量的规定,对铅含量的规定进行如下介绍。
2021年,美国FDA启动“接近零(ClosetoZero)”的行动计划,该计划旨在尽量减少婴幼儿食品中铅的含量,该计划通过设定铅的行动水平来最大限度地减少婴幼儿食品中铅的含量,从而逐步实现并改善铅在婴幼儿食品中的含量。
在“接近零(ClosetoZero)”的行动计划进行下一步时,美国FDA对婴幼儿食品及加工食品做了评估,为此,美国考虑了食品的摄入量和食品中铅的最高水平,希望确保在特定的食品中摄入的量不会超过IRL0在美国,婴幼儿食品包括以下类别:婴儿谷物(干食,例如大米、小麦和多种谷类谷物);水果类食品(单独的一种水果类食品或多种组合的水果类食品);蔬菜类(单独的一种蔬菜类食品或多种组合的蔬菜类食品);混合类食品(任何混合蔬菜、水果、谷物或肉类);酸奶,蛋羹/布丁,或者单独的以肉类为原料的肉类食品。
美国FDA铅镉溶出量限量标准
六件中的任何一件
0.5
大空心器皿
六件中的任何一件
0.25
注:名称解释
1.平器皿:指从最低点到边缘水平之间的内深不超过25毫米的陶瓷器皿。
2.空心器皿:指从最低点到边缘水平之间的内深大于25毫米的陶瓷器皿。空心器皿分两大类:1>大空心器皿:指容量大于或等于1.1升的陶瓷皿;2>小空心器皿:容量小于1.1升的陶瓷器皿。
美国FDA铅、镉溶出量限量标准
A.铅
类型
运算基数件平均数
3.0
除杯,大杯和罐以外的小器皿
六件中的任何一件
2.0
杯和大杯
六件中的任何一件
0.5
除罐以外的大空心器皿
六件中的任何一件
1.0
罐
六件中的任何一件
0.5
B.镉
类型
运算基数
最高限量(微克/毫升)
扁干器皿
六件平均数
0.5
3.每毫升4%醋酸溶液中元素的微克数:(1PPM为百万分之一)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号:YG/NK-03-2015 发放编号:
河南豫光金铅股份有限公司
铅锭产品内控标准
(第三版)
编制:科技发展部
审核:李贵
批准:李新战
发布日期:2015年1月20日实施日期:2015年1月20日
铅锭内控标准
1 目的:为保证铅锭产品出厂满足客户要求,依据GB/T469-2013《铅锭》标准内容,特制定内控标准。
2 范围:本标准适用于铅锭成品质量的内部控制
3 引用标准:
GB/T469-2013《铅锭》
GB/T1250《极限数值的表示方法和判定方法》
GB/T4103《铅及铅合金化学分析方法》
GB/T8170《数值修约规则》
4 要求
4.1产品分类
铅锭按化学成分分为2个牌号:Pb99.994、Pb99.990
4.2铅锭化学成分(表1)
表1 铅锭的化学成分
4.3表面质量
4.3.1 铅锭表面不得有熔渣、粒状氧化物、夹杂物及外来污染。
4.3.2铅锭不得有冷隔,不得有大于10mm的飞边毛刺(可修整)。
4.3.3需方对表面质量有特殊要求时,可由供需双方商定。
5 试验方法
参照GB/T469-2013中4.1、4.2要求。
包装和标志按本标准8.1、8.2规定执行。
6检验规则
6.1检验部门按GB/T469-2015《铅锭》标准要求实施判定,并出具质量证明书。
6.2未达到本标准要求的,对生产部门实施质量考核。
7 取样及制样
按GB/T469-2013《铅锭》标准要求执行。
8标志、包装、运输及贮存
.8.1标志
8.1.1每块铅锭上应浇铸或打印上商标和批号
8.1.2每捆铅锭上应有醒目的不易脱落的标识,注明生产厂名称、产品名称、批号、计量员和净重。
8.2包装
8.1打包带材质、规格:镀锌钢带:32×0.9mm ;PET 塑钢打包带:19×1.2mm
8.2铅锭打包要求
1)铅锭标签贴在第二层第五块正上方,标签上边沿与第一层上边沿对齐。
2)打包带位置:靠近打包凹槽内侧。
3)松紧度要求:第四层铅锭头处打包带拉起距离不超过20mm 。
4)接头熔合处打包带左右错位小于2.5mm 。
5)打包带垂直偏差小于30mm 。
6)每层铅错位小于30mm 。
7)打包带保持完好,不能出现撕裂、破损;熔合处多余留头小于10mm 。
示意图:(根据客户要求分8层和4层,每层5块,横纵交叉)
8.3运输及贮存
8.3.1铅锭应用无腐蚀性物质的运输工具装运,防止被雨淋。
8.3.2铅锭应贮存在通风、干燥、无腐蚀性物质的库房内。
8.3.3铅锭在运输与贮存过程中,表面生成的白色、灰白色或黄色薄膜,系由铅的自然氧化性质决定的,不作报废依据。