OSP PCB使用管理规定
PCB 管控注意事项

PCB 管控注意事项
一:包装方式
表面化金(ENIG)为真空包装。
防氧化工艺(OSP)为真空包装加干燥剂和湿度指示卡。
二:IQC检查与PCB烘烤上线
1.ENIG板管控
对于ENIG的PCB上线前必须烘拷,烘拷温度:高德PCB 150度4小时;其他PCB 120度4小时。
烘烤时每叠板高度不得超过15公分。
烘烤后的PCB必须在24小时内生产完,否则应把PCB再次真空包装或存放于干燥箱。
2.OSP板管控
2.1对于OSP的PCB一律不准烘拷,如果PCB包装时间超过3个月或湿度指示卡变色则应立即联系我司相关人员处理。
OSP PCB上线时用一包拆一包,拆包后的PCB须在12小时内生产完。
否则应把PCB再次真空包装或存放于干燥箱。
2.2生产过程中戴好防静电手套要避免直接用手接触PCB 表面,以免其表面受汗液污染而发生氧化,同时PCB板间切勿相互摩擦。
2.3尽量避免印刷错误,因为清洗会损害OSP保护层,当PCB 印刷锡膏不良时,用无纺布沾75%酒精擦除锡膏,擦完后注意检查PCB板,并尽快流入产线。
同一PCB最多清洗一次,否则作报废处理。
2.4贴片完后PCB请尽快过炉,切勿在线上停留时间过长(最多不超过30分钟)。
三:OSP PCB与ENIG PCB外观比较
1.目前我们已让PCB供应商在PCB的包装标签上打上了PCB表面处理方式,员工可以通过查看包装标签即可知道PCB是ENIG或OSP的。
2.另外也可以通过下图分辨出ENIG和OSP。
图(1)ENIG PCB
四:目前RATECH采用ENIG和OSP的项目对照:。
OSP制程教育训练(PCB)

金 面 異 常 (產生原因)
2. 前處理之脫脂, 微蝕和酸洗等槽液中, 所 溶入的銅離子含量太多時, 超過4g/L(微 蝕), 也會因賈凡尼效應而在金面上沉積 出銅膜.
16
金 面 異 常 (產生原因)
3. WPF-207和#177液在處理電路板時, 將會 有銅分從其銅箔焊墊溶解而出, 造成銅離 子濃度的增加, 當銅離子濃度增加到 5ppm和2ppm以上時, 電路板上鍍化金的 部分會變色.
溫度
43 (40~46) ℃
PH
3.2 (3.0~3.4)
酸價
35 (30~40)
時間
60 (30~90) 秒
膜厚
0.35 (0.2~0.5) μ m
12
管 理 方 法 (OSP)
補充及更新: 每1L約可處理15~20M2 處理金手指時, 銅含量需控制在5ppm以下. 當SO4 2- 達10ppm或其它離子污染(100ppm),
為90~120% 3. 將槽洗淨後更換OSP槽新液
4. 需避免液溫低於10℃以下
將槽洗淨後更換OSP槽新液
26
品質因素
項目 異常臭氣
不適合
1. 槽的密閉度不夠 2. 排氣不足
對策
1. 要改善槽的密封度 2. 調整導管, 檢查刮板
異物附著於 處理基板
在擠乾輥, 輸送滾筒析出有效成 分的附著
潤飾外觀不 佳
3. 混入鹽基性物質(鹼鹼
類金屬﹑氨以外的胺類)
4. 槽未完全密閉致使蟻酸 蒸發
來校正 2. 用蟻酸調整為pH3.0~3.4 3. 將槽洗淨後更換OSP槽新液 4. 改善槽的密閉度
5. 過度排氣致使蟻酸蒸發
5. 調整排氣導管
pH 下
PCB存储及使用规范
板厚(mm)
每袋最多包装数量(PCSm小于等于1.6mm
20
大于1.6mm小于等于2.5mm
10
大于2.5mm小于等于5mm
5
大于5mm
2
3.3.2
PCB的有效存储期为1年(供方和我司存储时间总和,以DATECODE为准)。
超存储期检验合格后的有效存储期为6个月(以IQC检验日期为准)。
检验批——由相同材料、相同制程、相同结构、大体状况相同,前后制造未超过一个月时间并一次送检的产品,谓之检验批。
3.3
3.3.1
温度:20~28℃。
湿度:小于80%RH的无腐蚀气体的环境条件下。
印制板采用无色气珠塑料袋真空包装,且真空包装袋内应附有干燥剂并保证包装紧密。IQC拆开真空包装检验后,应拆包后8小时内采用真空包装的方式将检验合格的PCB重新包装,并做好相应型号、编码、生产周期等信息的标识;库房发料后剩余的已开包印制板需在8小时内重新真空包装。真空包装时每袋包装数量按表1要求执行:
表3生产过程中停留时间规定
环境温度(℃)
相对湿度(RH)
停留时间(h)
20~28
≤45%
无限制
20~28
45%<相对湿度≤60%
≤48
20~28
60%<相对湿度≤75%
≤24
20~28
>75%
≤12
对于超过停留时间规定的单板必须按如表2要求进行烘板处理,烘板结束后停留时间按表3规定执行。
对OSP板要求拆包至回流焊接以及回流焊接后至补焊之间的停留时间必须严格控制在24小时之内。如停留时间超过24小时,则未贴装元器件的单板换料生产,已贴装元器件的单板可以通过提高补焊温度、延长补焊时间进行补焊。
OSP工艺品质管制重点

1、板未上好,且未敲下固定 销钉
1、上板时需将已上好PIN之PCB板的
固定PIN完全套入机器夹固定槽内,
并用锤子敲平PIN钉
1、下板时发现有移位应及时知会
2、帖胶纸时未帖牢,钻孔时 松动
2、加盖铝片后须将四边贴牢胶纸, 防止面板或气夹松动导致移位
现场主管进行处理。 2、现场主管应将此板分开送至品
检确认并作报废处理。
3、机器夹过松,未夹紧PIN钉 3、检查机器夹
3、检验员核对红胶片时发现有移 位现象,先确认机台后知会现场主
4、多层板上板时未完全套进 PIN孔固定
4、多层板上板时需将定位孔完全套 入固定PIN钉内,且PIN钉需漏出板 面约0.3mm
管查明原因。 4、及时对该站此料号板进行重新 核对红胶片确认,若发现有移位现 象需对转出板进行确认,并将不良
识清楚
重工。
1、程式错误 2、装板方向错误 3、机器异常
1、修改程式 2、二钻必须设定防呆孔 3、维修设备
1、检验人员核对红胶片发现多孔 时需知会现场主管。 2、检查钻孔资料以及防呆措施是 否完善,同时检验人员应及时对该 站已钻出之板进行重新全检确认。 3、若确认时抽到其它多孔板,须 对已转出板追踪确认,将不良板挑 出并分开放置作报废处理。
化学铜空洞/背光不良 化学铜分层或起泡
D/S OSP工艺品质管制重点
中规定的要求判定处理。
3、断钻板由组长处理
3、孔变形此类板也需分开送至品 检处确认,并作报废处理。
孔塞 刮伤见底材
1、钻机吸尘真空度不够 2、钻机转速与落速设置不当
3、板材含有水分,板材中树 脂固化不完全或树脂含量高
1、每班检查吸尘真空度
1、作业员自检时发现孔塞,需用
OSP PCB 管理规定
承认确认作成修订状态: ■ 0 □ 1 □ 2 □ 3 □ 4 □ 5 □ 6 □ 7 □ 8F版实施日期2012.02.281/1一.目的 为满足使用OSP PCB的严格要求,确保OSP PCB的可焊性,最终保障产品的品质,特制定本规定。
二.范围二厂所有采用OSP 工艺的PCB 板。
三.定义OSP:OSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。
OSP是Organic Solderability Preservatives的简称PCB:(Printed CircuitBoard),中文名称为印制电路板四.作业流程4.1 PCB的储存PCB的储存不可暴露于直接日照环境 ,要保持良好的仓库储存环境(相对湿度: 30~60%, 温度: 20~30℃, 保存期限小于 6 个月)。
空板超过使用期限,退厂商进行OSP 重工。
4.2 来料检验IQC来料检验时,OSP PCB 来料应采用真空包装,不符合此规定严禁入库。
4.3 生产过程管理保持良好的车间环境:相对湿度 30~60%, 温度: 22~28℃ 。
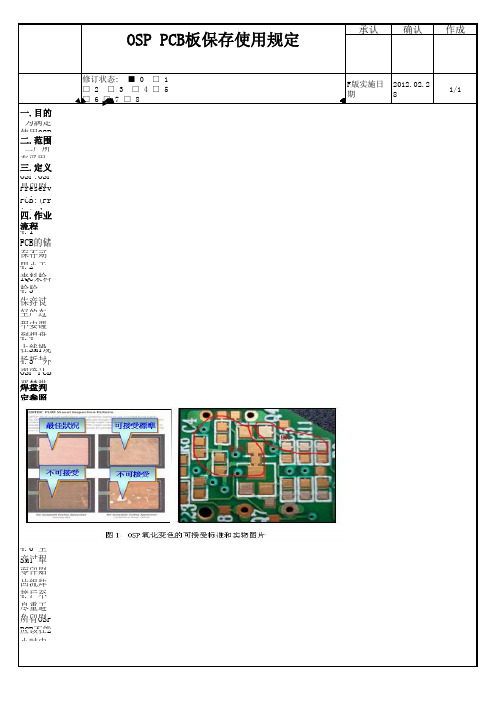
操作过程要求戴无污染的手套或指套,生产过程中要避免直接用手接触PCB 表面,以防止印制板被汗渍或油污等污染印制板板面;手持板边,不要碰到焊盘表面,要防止焊盘表面的划伤、擦伤和污染4.4 上线操作在SMT现场拆封时,必须检查真空包装,并于8 小时内上线,一次只能拆开一包,使用完再拆另一包;4.5 外观确认OSP PCB严禁烘烤,高温烘烤容易使OSP变色劣化。
焊盘判定参照下列图片实施;4.6 生产过程停留时间控制SMT 单面印刷锡膏后要在1小时内完成贴片,单面贴片完成后,必须于12小时内要完成第二面SMT零件贴片组装过回流。
在产品流通卡进行明确标注。
回流焊接后至波峰焊之间的停留时间必须严格控制在24小时之内。
4.7 不良重工尽量避免印刷错误,因为清洗会损害OSP保护层。
当PCB 印刷锡膏不良时,由于OSP保护膜极易被有机溶剂侵蚀,所有OSP PCB不能用高挥发性溶剂浸泡或清洗,建议以无纺布沾75%酒精擦除锡膏;重工完成后的PCB ,应该在2 小时内完成当次重工PCB 面的SMT 焊锡作业。
OSP PCB使用操作指引
5.5.5OSP工艺PCB二次回焊炉后 ,DIP须在48小时内完成生产,如超过48小时,需标识清楚,并追踪品质状况。
5.5.6OSP工艺PCB存放在SMT的时间不可超过一周,如超过一周,通知PCM处理。
5.1.2收货员核对资料无误后,点收数量,仔细检查每一包要是真空包装,确认无误后通知供应商将物料拉进暂收仓相应位置摆放。
5.1.3暂收仓收货后在2小时内必须开出来料验收单交与品管部IQC段检查。
5.2来料检查
5.2.1 IQC收到仓库开出的《采购人库单》或《客供入库单》后检验OSP工艺PCB,并核对<<供应商送货》及材料外包装上是否注明OSP工艺,若有OSP工艺标识,则进行下一步的检验, 检验参照IPC标准或公司现行的检验标准;若没有OSP工艺标识,则通报采购部进行处理.(OSP工艺标识见图一)
5.5.2SMT在接到转线通知后,确定转线时间,一次性最多能拆封2小时的用量,拆封时需填写“OSP工艺PCB拆封记录卡”,填写开封时间、有效时间、开封人等。
5.5.3拆封的PCB在空气中允许暴露的时间为12小时,温度为25±5℃,湿度为55%±10,如超过12小时,必须由工程师确认PCB PAD是否被氧化,如未氧化,可以继续使用或重新真空包装;如已氧化,退供应商处理。
5.5.7OSP工艺PCB在印刷锡膏时,所有焊盘都需覆盖,如印刷不良,严禁用IPA等清洗。
备注:如果生产过程中,发更PCB已受潮或真空包装不良时,都必须烘烤!
5.6退料
5.6.1 IQC直接判定不良的OSP工艺PCB,仓管员依《来料验收单》退货。
PCB表面处理技术 OSP
PCB表面處理技術OSPOSP是Organic Solderability Preservatives 的簡稱,中譯為有機保焊膜,又稱護銅劑,英文亦稱之Preflux。
簡單的說OSP就是在潔淨的裸銅表面上,以化學的方法長出一層有機皮膜,這層膜具有防氧化,耐熱衝擊,耐濕性,用以保護銅表面於常態環境中不再繼續生銹(氧化或硫化等);但在後續的焊接高溫中,此種保護膜又必須很容易被助焊劑所迅速清除,如此方可使露出的乾淨銅表面得以在極短時間內與熔融焊錫立即結合成為牢固的焊點。
其實OSP並非新技術,它實際上已經有超過35年,比SMT歷史還長。
OSP具備許多好處,例如平整面好,和焊盤的銅之間沒有IMC形成,允許焊接時焊料和銅直接焊接(潤濕性好),低溫的加工工藝,成本低(可低於HASL),加工時的能源使用少等等。
OSP技術早期在日本十分受歡迎,有約4成的單面板使用這種技術,而雙面板也有近3成使用它。
在美國,OSP技術也在1997年起激增,從1997以前的約10%用量增加到1999年的35%。
OSP有三大類的材料:松香類(Rosin),活性樹脂類(Active Resin)和唑類(Azole)。
目前使用最廣的是唑類OSP。
唑類OSP 已經經過了約5代的改善,這五代分別名為BTA,IA,BIA,SBA和最新的APA。
OSP的工藝流程:除油-->二級水洗-->微蝕-->二級水洗-->酸洗-->DI水洗-->成膜風乾-->DI水洗-->乾燥1、除油除油效果的好壞直接影響到成膜品質。
除油不良,則成膜厚度不均勻。
一方面,可以通過分析溶液,將濃度控制在工藝範圍內。
另一方面,也要經常檢查除油效果是否好,若除油效果不好,則應及時更換除油液。
2、微蝕微蝕的目的是形成粗糙的銅面,便於成膜。
微蝕的厚度直接影響到成膜速率,因此,要形成穩定的膜厚,保持微蝕厚度的穩定是非常重要的。
一般將微蝕厚度控制在1.0-1.5um比較合適。
OSP板使用规范
OSP板使用规范OSP板使用规范是指在PCB板的制造过程中,对于OSP(Organic Solderability Preservative)板的使用进行统一规定和操作规范,以确保制造出的PCB板的质量符合要求。
下面是OSP板使用规范的一些主要内容:1.材料准备:使用OSP板制造PCB板前,应确保材料的质量符合相关要求。
包括OSP涂料、基材、绝缘层和导电层等。
2.基材处理:在基材上涂覆OSP涂料之前,需要对基材进行必要的处理。
首先,清洁基材表面,确保表面不含有灰尘、油污等杂质。
其次,对基材进行化学处理,以增强OSP涂料与基材的附着力。
3.OSP涂布:根据PCB板的设计要求,将OSP涂料均匀地涂布在基材上。
涂布可以采用喷雾、浸渍或基材浸渍等方式。
涂布过程中要保证涂料的厚度均匀,并且不得出现起泡或颗粒等缺陷。
4.退火烘烤:涂布完OSP涂料后,需要对PCB板进行退火烘烤处理。
退火温度和时间应根据OSP涂料的要求来确定,以确保涂料在退火过程中能够充分固化和附着在基材上。
5.OSP涂料检验:对OSP板涂布的质量进行检验,主要包括涂布厚度、附着力、表面粗糙度等指标。
涂布厚度应满足设计要求,附着力要达到一定的强度,表面粗糙度要满足PCB板的要求。
6.焊接前处理:在将OSP板用于焊接之前,需要对其进行必要的处理。
首先,进行PCB板的短时间热处理(例如过氧化氢处理),以去除板表面被硫化的OSP物质。
然后,将板加热至焊接温度,以活化OSP涂层,提高其焊接性能。
7.室内保护:在整个制造过程中,要注意保持材料和PCB板的室内环境,避免湿度和腐蚀物对板的影响。
在没有使用的情况下,将OSP板存放在干燥、无污染的环境中,避免灰尘和水分对板的质量产生影响。
8.储存和包装:OSP板制造完成后,需要正确存放和包装。
要避免受潮、受热、受压等不良环境,防止表面上的附加污染或物理损伤。
通过遵循以上的OSP板使用规范,可以有效地控制和保证OSP板在PCB板制造过程中的质量。
PCB使用管理规范
目录0 版本修改记录021. 目标和目的032. 有效性或范围033. 职责034. 技术术语和缩略语035. 程序描述046 系统更新107 其他相关文件108 表单10版本修改记录1. 目标和目的:明确公司PCB物料的检验规范、贮存要求、使用方法和管理流程;确保PCB严格的接受、有效的存储、正确的使用,保证PCB之产品焊接质量。
2. 有效性或范围:本规定所订定标准,适用于本公司所有参与PCB的验收、存储及使用的部门。
3. 职责:仓库负责PCB的验收、存储及发放;生产人员负责PCB的领用;质量人员负责PCB使用的过程监督;工程人员负责文件的定义与修订。
4. 技术术语和缩略语:PCB(Printed Circuit Board):中文名称为,又称印刷线路板,是重要的电子部件,是电子元器件的支撑体,是电子元器件电气连接的载体;喷锡(HAL)板:是在PCB表面涂覆熔融锡(铅)焊料并用加热压缩空气整(吹)平的工艺,使其形成一层既抗铜氧化,又可提供良好的可焊性的涂覆层;OSP板:是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜,这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);镀镍金板:是在PCB表面导体先镀上一层镍后再镀上一层金,镀镍主要是防止金和铜间的扩散。
现在的电镀镍金有两类:镀软金(纯金,金表面看起来不亮)和镀硬金(表面平滑和硬,耐磨,含有钴等其他元素,金表面看起来较光亮);化金(沉金)板:是在铜面上包裹一层厚厚的、电性良好的镍金合金,可以长期保护PCB;化锡(沉锡)板:由于目前所有的焊料都是以锡为基础的,所以锡层能与任何类型的焊料相匹配。
沉锡工艺可以形成平坦的铜锡金属间化合物,这个特性使得沉锡具有和热风整平一样的好的可焊性而没有热风整平令人头痛的平坦性问题;沉锡板不可存储太久,组装时必须根据沉锡的先后顺序进行;化银(沉银)板:沉银工艺介于有机涂覆和化学镀镍、沉金之间,工艺比较简单、快速;即使暴露在热、湿和污染的环境中,银仍然能够保持良好的可焊性,但会失去光泽。
OSP板使用规范(推荐文档)
2.2本程序只对于OSP板硬质板适用,表面喷锡、镀金板和柔性板不在此文件涉及范围内。
3.
无
4.
4
4
4.1.2对不合格品召开MRB(材料审查会议)确定。
4.2供应商
4.2.1保证原料先进先出和正确处置PCB。
4.2.2 PCB烘烤提供技术支持。
4.2.3 SMT物料员负责保管,操作员负责使用,小组长、线长负责监督实施。
5.3.3拆包装的PCB严格按OSP暴露跟踪标签填写,防止氧化影响PCB焊接稳定性。
5.3.4拿PCB时候需戴指套或干净的手套,必须拿PCB板边,不可在PCB上留有手印,印刷工位的操作工需检查PCB的外观,对于有问题的PCB统一提交IQC进行MRB评审。
5.3.5拿出的板子堆叠在一起高度不许超过200毫米,以免发生氧化。
5.4.3重工完成后的PCB,应该在2小时内完成当次重工PCB面的SMT焊锡作业。
6.
《PCB清洗规范》WW-I-D08-009
7.
无
5.3生产
5.3.1 OSP板拆包装后在温度为18-26度、湿度为40-60%可存放24小时;生产线未生产完的OSP板必须放到除湿柜中保管,保管条件为温度23±5度、湿度小于10%,并且要做好进出时间记录。
5.3.2在SMT现场拆封时,必须检查湿度显示卡,并于12小时内上线,绝对不要一次拆开好多包,万一打不完,或者设备出了点很么问题要用很长时间解决,那就容易出问题。印刷之后尽快过炉不要停留,因为锡膏里面的助焊剂对OSP皮膜腐蚀很强。
OSP板使用规范
文件修订履历
版本
修订条款及内容
修订人
日期
区分
部门
签名
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
***技术部文件
OSP PCB使用管理规定
第一章总则
第一条目的
为满足使用OSP PCB的严格要求,确保OSP PCB的可焊性,最终保障产品的品质,特制定本规定。
第二条适用范围
所有采用OSP工艺的PCB板。
第二章操作流程
第三条PCB的储存
PCB的储存不可暴露于直接日照环境,要保持良好的仓库储存环境(相对湿度: 30~70%, 温度: 15~30℃, 保存期限小于6 个月)。
空板超过使用期限,可以协商退厂商进行OSP 重工。
第四条来料检验
IQC来料检验时,OSP PCB 来料应采用真空包装,并附上干燥剂及湿度显示卡且PCB之间要使用隔离纸以防止摩擦损害OSP表面。
不符合此规定严禁上线。
第五条车间管理
保持良好的车间环境:相对湿度40~60%, 温度: 22~27℃。
操作过程要求戴无污染的手套和口罩,生产过程中要避免直接用手接触PCB 表面。
生产部门必须有明确规定,保障有序控制。
第六条上线操作
在SMT现场拆封时,必须检查湿度显示卡,相对湿度小于50%,并于12 小时内上线,一次只能拆开一包,使用完再拆另一包;
湿度大于50%需上报商议上线;
第七条外观确认
OSP PCB严禁烘烤,高温烘烤容易使OSP变色劣化。
焊盘判定参照下列图片实施;
第八条刷锡贴件
SMT 单面印刷锡膏后要在4小时内完成贴片,单面贴片完成后,必须于8 小时内要完成第二面SMT 零件贴片组装。
在工序位进行明确标注。
第九条不良重工
尽量避免印刷错误,因为清洗会损害OSP保护层。
当PCB 印刷锡膏不良时,由于OSP保护膜极易被有机溶剂侵蚀,所有OSP PCB不能用高挥发性溶剂浸泡或清洗,建议以无纺布沾75%酒精擦除锡膏;重工完成后的PCB ,应该在2 小时内完成当次重工PCB 面的SMT 焊锡作业。
制定作业指导书进行指导。
第三章附则(仅供参考使用)OSP PCB 的SMT 锡膏印刷钢板设计
OSP相对于普通的喷锡板钢网开口面积会稍大一点,所以当PCB 由喷锡改为OSP时,钢网最好重开,要保证焊锡能盖住整个焊盘。
钢板开刻基本上可以使用喷锡板的原则,考虑到OSP因为平整,对锡膏成形有利,而且PAD不能提供一部分焊锡了,所以开口可以适当增大,但是要以吃饱锡为好,不要过分了。
开口增大以后,为了解决SMT CHIP件锡珠、立碑及OSP PCB露铜问题,将锡膏印刷机钢网开孔设计方式, 改为凹型设计。
(a)在锡膏印刷钢板设计时, 尽可能让焊锡全部覆盖焊盘。
根据IPC 610-D 版PCBA 焊锡质量目视检验标准, 焊盘边缘小部分露铜的情况是可以被判定允收的,但覆盖率至少要达到焊盘面积的80%以上。
(b)若是PCB上零件位置因故未放置零件, 锡膏也需尽量覆盖焊盘。
(c)为了防止OSP PCB在SMT 制程中等待时间太久造成贯穿孔氧化,以致产生焊锡性及可靠度问题,可以考虑在锡膏印刷站将所有ICT 测试点及DIP 贯穿孔印上锡膏,以保护贯穿孔不致氧化生锈。
OSP PCB 印刷锡膏不良的重工
(a) 尽量避免印刷错误,因为清洗会损害OSP保护层。
(b) 当PCB 印刷锡膏不良时,由于OSP保护膜极易被有机溶剂侵蚀,所有OSP PCB不能用高挥发性溶剂浸泡或清洗,建议以无纺布沾75%酒精擦除锡膏。
(c)重工完成后的PCB ,应该在2 小时内完成当次重工PCB 面的SMT 焊锡作业。
OSP PCB 的回流炉温度曲线
回流焊时峰值温度设置的不要太高(240-245℃),炉内时间要控制好,否则再做第二面的时候可能会出现焊盘吃锡不良问题;
对双面装配,首次回流需要氮气环境来维持第二面的可焊性。
现在的OSP也会在有助焊剂和热的时候消失,但第二面的保护剂保持完整,直到印有锡膏或过波峰焊,此时回流或波峰焊时才不一定要求惰性气体环境。
在首次的有氧加热情况下通孔里的OSP(不耐热的品种)会与焊盘上一样产生部分乃至全部的分解,以至于有漏出基材的可能,这可通过OSP的变色程度观察到,而分解和氧化的OSP残留物溶解性和流动性都会显着的下降,非原焊剂可对付的,通孔的主要焊接面积在内孔,内孔的可焊面积会受到分解和氧化的OSP残留物的影响
编制:*** 审核:生效日期:。