Chapter 3 国内外钢轨生产和使用
工业用钢轨在城市轨道交通中的应用案例分析
工业用钢轨在城市轨道交通中的应用案例分析1. 引言城市轨道交通作为一种重要的公共交通工具,其安全性和可靠性对于城市发展具有至关重要的影响。
在城市轨道交通系统中,轨道是连接线路和车辆的关键部分,因此,选用高质量的工业用钢轨具有重要意义。
本文将通过分析一些实际的案例,探讨工业用钢轨在城市轨道交通中的应用。
2. 北京地铁北京地铁是中国最大的城市轨道交通系统之一,其线路总长超过600公里。
在北京地铁的建设过程中,工业用钢轨起到了重要的作用。
北京地铁使用的工业用钢轨具有高强度、耐磨损和抗变形的特点,确保了地铁线路的稳定性和可靠性。
此外,工业用钢轨还具有良好的导电性能,可以减少电流传输的损失,提高地铁的能源利用效率。
3. 东京地铁东京地铁是世界上最繁忙的城市轨道交通系统之一,每天运送数百万乘客。
工业用钢轨在东京地铁的建设中发挥了关键的作用。
由于东京地铁的车辆运行速度较高,要求轨道具有优良的稳定性。
因此,工业用钢轨必须具有高度的强度和刚性,以承受高速列车的冲击和振动。
通过使用工业用钢轨,东京地铁在保证安全和舒适乘坐的同时,提高了线路的运行效率。
4. 纽约地铁纽约地铁是美国最大的城市轨道交通系统之一,其年乘客量位居全美首位。
纽约地铁系统需要应对高强度的使用压力,因此,工业用钢轨的选择至关重要。
纽约地铁使用的工业用钢轨采用了特殊合金制造,具有高度的耐磨性和强度。
这些工业用钢轨能够长时间承受沉重的车辆冲击,并保持较低的磨损率和噪音水平,保证了地铁线路的可靠性和乘坐舒适度。
5. 上海磁浮列车上海磁浮列车是世界上第一个商业化运营的磁悬浮列车系统,其列车运行速度高达约430公里/小时。
考虑到运行速度的要求,上海磁浮列车使用了高强度、耐磨损的工业用钢轨。
这些工业用钢轨具有优良的强度和耐久性,能够承受列车的高速运行所带来的压力。
通过使用工业用钢轨,上海磁浮列车系统实现了高速、安全和舒适的乘坐体验。
6. 结论通过以上案例分析,可以得出工业用钢轨在城市轨道交通中的应用的重要性。
法国高速铁路用钢轨的生产技术及国内存在的差距
法国高速铁路用钢轨的生产技术及国内存在的差距周清跃(铁道科学研究院)摘 要 介绍了法国高速铁路钢轨的生产技术,包括钢坯的冶炼、钢轨轧制、精整及质量检测以及成品钢轨性能质量特点,同时介绍了目前国内钢轨生产情况以及与之相比存在的差距。
关键词 高速铁路 钢轨 性能 生产技术①M ANUFACTURE OF H IGH SPEED RA I LW AY RA I L S IN FRANCE AND THE GAP BET W EEN FRENCH AND CH INESE TECHNOLOGIESZHOU Q ingyue(Ch ina A cadem y of R ail w ay Sciences)ABSTRACT M anufactu ring techno logy of h igh sp eed rails in F rance,include casting,ro lling straigh ten ing,quality con tro l and the characteristics of rails is in troduced.T he conditi on s of rail m anufactu re in Ch ina,and the gap betw een F rench and Ch inese techno logies are described.KEY WORD S h igh sp eed rail w ay,rail,p rop erty,m anufactu ring techno logy 笔者曾于1996年、1999年及2001年三次随团赴法国对其钢轨生产技术进行了考察。
通过在法期间的技术交流,对钢坯生产过程和钢轨轧制过程等的现场参观及钢轨性能质量的跟踪检查,对具有国际先进水平的法国钢轨生产技术有了较为全面和直接的了解。
法国是当今世界上高速铁路技术最为先进的国家之一。
钢轨技术标准手册
第一节钢轨概述钢轨是铁路轨道的主要组成部件。
它的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上。
钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面。
在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用。
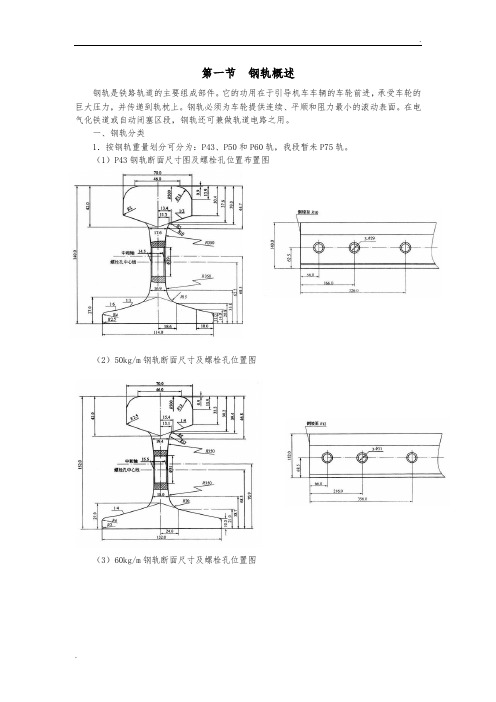
一、钢轨分类1.按钢轨重量划分可分为:P43、P50和P60轨,我段暂未P75轨。
(1)P43钢轨断面尺寸图及螺栓孔位置布置图(2)50kg/m钢轨断面尺寸及螺栓孔位置图(3)60kg/m钢轨断面尺寸及螺栓孔位置图(4)43kg/m 、50kg/m 和60 kg/m 各部主要尺寸对比P43、P50和P60主要尺寸对比 表1序号 项 目 钢轨规格43kg/m 50kg/m 60kg/m 1 每米钢轨重量(kg) 44.653 51.514 60.64 2 钢轨高度(mm) 140 152 176 3 轨头宽度(mm) 70 70 73 4 轨底宽度(mm) 114 132 150 5 轨腹宽度(mm) 14.5 15.5 16.5 6 螺栓孔直径(mm) 29 31 31 7 螺栓孔距轨底距离 62.5 68.5 69 8 轨端至第1孔中心距(mm) 56 66 76 9 1孔至2孔中心距(mm) 110 150 140 102孔至3孔中心距(mm)1601401402.按钢轨材质划分可分为U71Mn 、U75V 、U75VG 、U71MnG 、U78CrV 、U77MnCr 和U76CrRe 。
目前使用最多的为U71Mn 和U75V 材质的钢轨。
钢轨材质型号的含义:(举例U71Mn 和U75VG )(1)重载铁路:应选用强度等级不低于980MPa 的热扎钢轨(U75V 、U78CrV 、U77MnCr 和U76CrRe );在半径≤1500m 的曲线地段应选用强度等级不低于1180 MPa 的热处理钢轨(可优先选用U78CrV 、U77MnCr 和U76CrRe 等)或贝氏体钢轨。
国内外长钢轨运输技术介绍
国内外长钢轨运输技术介绍丁文赢;李善坡;殷涛;马玉坤;杨广全【摘要】随着铁路技术的不断发展,对钢轨定尺长度、规格的需求发生了变化,长钢轨运输成为铁路货物运输的一个重要研究领域.介绍了美国、德国、日本、奥地利、新西兰长钢轨运输技术,并对我国的长钢轨运输,特别是平车长钢轨运输技术进行分析.【期刊名称】《铁道货运》【年(卷),期】2010(028)010【总页数】5页(P36-40)【关键词】长钢轨;专用车;普通平车;运输技术【作者】丁文赢;李善坡;殷涛;马玉坤;杨广全【作者单位】中国铁道科学研究院,运输及经济研究所,北京,100081;中国铁道科学研究院,运输及经济研究所,北京,100081;中国铁道科学研究院,运输及经济研究所,北京,100081;中国铁道科学研究院,运输及经济研究所,北京,100081;中国铁道科学研究院,运输及经济研究所,北京,100081【正文语种】中文【中图分类】U294.6根据我国《中长期铁路网规划(2008年调整)》和铁路“十一五”发展规划,到2012年我国铁路营业里程达到11万km以上,新建高速铁路达到1.3万km;到2020年全国铁路营业里程达到12万km以上,建设客运专线1.6万km以上。
在国内加大铁路建设规模的同时,国际上许多国家也在加大基础设施建设投资规模,除非洲、中东、东南亚等发展中国家外,欧美一些发达国家也在积极酝酿修建安全、清洁、高效的高速铁路。
可以看出,铁路行业正处于难得的历史性发展机遇期。
随着铁路技术的发展,对铁路钢轨定尺长度、规格的需求发生变化。
长钢轨运输成为铁路运输的一大难题,也成为铁路货物运输的重要研究领域。
铁路钢轨可以被认为是一种弹性梁,由于其材质力学性能好,强度高,保证了钢轨在产生较大弯曲变形的条件下不会损坏 [1]。
这些特性为铁路钢轨装卸、运输创造了基本技术条件。
目前,国内外现行钢轨运输方式主要有2种:专用车运输和普通平车连挂运输[2]。
钢轨基本知识
第二节钢轨基本知识一、钢轨使用规定高速铁路正线、到发线应采用60 kg/m无螺栓孔新钢轨;其他站线宜铺设50 kg/m钢轨。
200 km/h及以上高速客运铁路应选用u71MnG、强度等级为880~IPa热轧钢轨;200 km/h~250 km/h高速客货混运铁路应选用U75VG、强度等级为980 MPa热轧钢轨。
其中,U代表钢轨钢,71、75代表化学成分中碳平均含量为0.71%、0.75%,V代表钒元素,Mn代表锰元素,G代表高速铁路。
高速铁路钢轨应具备安全使用性能好、几何尺寸精度高、平直度好的特点,同时要求钢轨的实物质量达到高纯净、高平直、高精度、长定尺,这就要求钢轨钢质洁净、韧塑性高、焊接性能优良、表面基本无原始缺陷。
二、钢轨长度及断面尺寸1.钢轨长度高速铁路正线应采用符合相应技术标准的100 m定尺轨,短尺轨长度为95 m、96 m、97 ITI 和99 ITI四种。
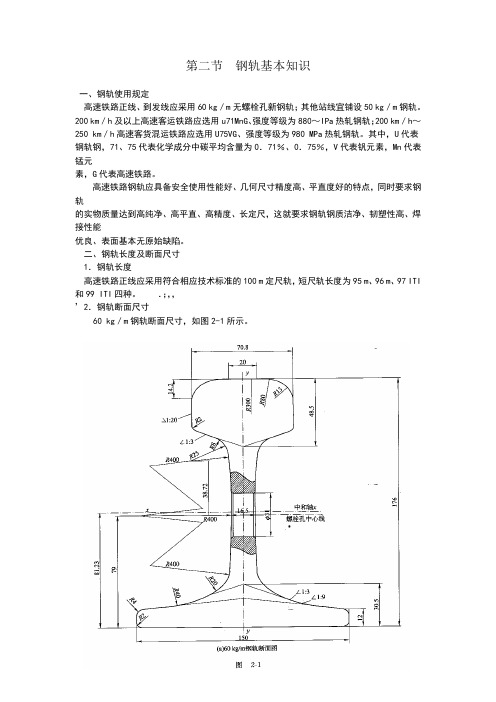
.;,,’2.钢轨断面尺寸60 kg/m钢轨断面尺寸,如图2-1所示。
3.钢轨计算数据60 kg/m钢轨计算数据,如表2—9所示。
三、钢轨材质1.钢轨的化学成分(表2—10)2.钢轨拉伸性能和硬度钢轨的抗拉强度和伸长率及轨头顶面中心线上的表面硬度值应符合表2一11的规定。
四、钢轨标志我国钢轨生产厂家主要有攀钢、包钢、鞍钢和武钢四家,各厂家标志如图2 2所示。
钢轨标准规定,在钢轨轨腰部位需要采用两种标记,即轧制标志和热压印标志,同时还规定了其他标识,如在轨端刷漆以及粘贴标签。
1.凸出标志钢轨一侧轨腰上轧制的凸出标志顺序:生产厂标志——钢轨轨型(如60代表60 kg/m)——钢轨钢牌号(如u75vG、u7lMnG)——制造年(轧制年度末两位)、月(如04代表轧年度为2∞4年,Ⅲ代表3月份轧制)。
2.凹入标志钢轨另一侧的轨腰上热压印凹人标志的顺序:钢厂代码——生产年份——炉号——连铸流号——连铸坯号——钢轨顺序号——班别号。
各个钢厂的热压印标志不完全相同。
钢轨基础知识
钢轨知识汇总一、钢轨的基本知识钢轨是铁路轨道的主要组成部件.它的功用在于引导机车车辆的车轮前进,承受车轮的巨大压力,并传递到轨枕上.钢轨必须为车轮提供连续、平顺和阻力最小的滚动表面.在电气化铁道或自动闭塞区段,钢轨还可兼做轨道电路之用.钢轨的类型,以每1米大致质量kg数表示.目前,我国铁路的钢轨类型主要有75kg/m、60kg/m、50kg/m及43kg/m世界上最重型的钢轨已达到77.5kg/m,我国也在重载线路上逐步铺75kg/m钢轨.分类。
钢轨以每米大致重量的公斤数,可分为重轨与轻轨两种:重轨:每米公称重量大于30公斤的钢轨,属于重轨,重轨以分为一般钢轨和起重机轨两种。
一般钢轨,指铺设铁路干线、专用线、弯道及隧道用轨。
其中,标准轨长度有12.50米和25.00米两种,铺设弯道曲线轨,长度稍短,有12.46米、12.42米和24.96米、24.92米等几种,一般钢轨的规格为38、43、45、50、60(千克/米)。
重轨比轻轨断面大,能够承受更大的力。
早期的正线铁路,还有使用38公斤钢轨的,现在都是使用50公斤和60公斤的。
轻轨:城市轨道交通中的“轻轨”与“地铁”相对应。
城市轨道交通中的轻轨指的是在轨距为1435毫米国际标准双轨上运行的列车,列车运行利用自动化信号系统型号:1.轻型钢轨型号:材质:Q235,55Q,规格:30Kg/m,24Kg/m,22Kg/m,18Kg/m,15Kg/m,12Kg/m,8Kg/m。
2.重型钢轨型号:材质:45MN,71MN,规格:50Kg/m,43Kg/m,38Kg/m,33Kg/m.3.起重钢轨型号:材质:U71MN,规格:QU70Kg/m,QU80Kg/m,QU100KG/m,QU120Kg/m.4.铁路钢轨规格:75Kg/m,60Kg/m,50Kg/m,43Kg/m.QU70表示什么意思?QU70是轨道型号的表示方法,钢轨一般分为以下几种型号:24Kg/m,43Kg/m,50Kg/m,QU70,QU80,QU100,QU120,用Kg/m 表示的基本上与每米理论重量相等,而用QU表示的数值与每米理论重量相差就多了,比如QU70钢轨的每米理论重量是52.8Kg/m。
钢轨
第三节 钢轨材质及其力学指标
• 钢轨的材质是指钢轨的化学成分及其金 相组织,要使钢轨具有高可靠性的前提 是钢轨材质具有较高的纯净度和合理的 化学成份。钢轨出现质量问题的主要形 式是由于钢轨的内部夹杂、缺陷所引起 的疲劳折损。所以提高钢轨材质的纯净 度是减少钢轨疲劳折损、提高钢轨可靠 性、延长使用寿命的有效途径之一。
b
• 钢轨的力学性能 包括:强度极限σb、屈服极限σs、疲劳极限
σr、延伸率δs、断面收缩率ψ、冲击韧性 αk及布氏硬度指标HB等。
这些指标对钢轨的承载能力、磨耗、压溃、断裂 及其他伤损有很大的影响。
第四节 钢轨尺寸允许偏差及平直 度要求
• 1、保证列车运行的平稳性,则要求轨 道的几何形位稳定,轨头的轮轨接触 光带位置及宽度稳定,而要达到这一 点,高精度的外形尺寸和高平直度的 钢轨是必不可少的。
• δ0=αL(tz-t0) + 0.5δg
式中,α为钢轨线膨胀系数(0.0118mm/m.℃);
L为钢轨长度;tz为当地的中间轨温;t0为调整轨 缝时的轨温;δg为钢轨的构造轨缝(18mm)。
• 3、接头布置
• 钢轨接头相对于轨枕的承垫形式可分为两种: 悬空式和承垫式
(a) 悬空式
(b) 单枕承垫式
2.钢轨标准长度为12.5m和25m两种。 我国用于新建客运专线的长定尺钢轨的长度为50m 或100m。
第二节 钢轨截面设计原则及我国主型钢 轨截面形状
一、钢轨断面及尺寸
钢轨分轨头、轨腰和轨底三部分。
轨头应具有足够的表面面积及厚度,以延缓轨头压溃 和磨耗;
轨腰主要承受剪力,可使钢轨具有较大的竖向刚度。 轨底为分布压力及保持稳定,应具有一定宽度;
钢轨市场调研分析报告
钢轨市场调研分析报告1. 引言钢轨作为铁路交通的重要组成部分,对交通运输系统的安全、舒适度及效率起着至关重要的作用。
本报告旨在对钢轨市场进行调研分析,以全面了解当前钢轨市场的现状、发展趋势和竞争态势。
2. 市场概况2.1 钢轨市场规模过去几年,全球铁路交通的发展势头良好,钢轨市场规模不断扩大。
据统计数据显示,全球钢轨市场规模在20XX年达到X亿美元,预计将在未来几年内保持稳定增长。
2.2 市场分类钢轨市场按照产品类型可分为常规钢轨、弹性钢轨和高速钢轨。
其中,常规钢轨在市场上占据主导地位,但高速钢轨市场快速增长。
3. 市场竞争态势3.1 主要参与者全球钢轨市场竞争激烈,主要参与者包括ArcelorMittal、EVRAZ、NSSMC、BaoTou Steel、Ansteel等。
这些参与者拥有较强的产能和技术实力,并通过持续创新不断提升产品质量和性能。
3.2 地理分布全球钢轨市场主要集中在亚太地区、欧洲和北美。
其中,中国是全球最大的钢轨生产和消费国家,占据全球市场份额的一半以上。
此外,印度、日本和美国等国家也在全球钢轨市场中占据重要地位。
3.3 市场竞争优势ArcelorMittal作为全球最大的钢铁公司之一,在钢轨市场拥有较大的市场份额。
该公司通过提供高质量、高性能的钢轨产品,占据了市场竞争的优势。
4. 市场发展趋势4.1 技术创新和升级随着铁路交通的快速发展,钢轨的技术要求不断提高。
未来,市场将迎来更多的技术创新和升级,以满足高速、大重量、高密度运输等需求。
4.2 市场需求增长钢轨作为铁路建设的基础设施,随着全球铁路网络的扩建和升级,市场需求将继续增长。
特别是亚洲和非洲等地区,对钢轨的市场需求将不断增加。
4.3 环保要求提升全球环保意识的增强,将对钢轨市场产生重要影响。
钢轨生产商将面临更严格的环保要求,需要通过降低能耗、减少排放等措施提升环境友好性。
5. 结论钢轨市场作为铁路交通的重要组成部分,具有较大的市场规模和潜力。
钢铁工业中的钢轨应用分析
钢铁工业中的钢轨应用分析钢铁工业是国民经济的重要支柱产业之一,而钢轨则是这个行业中不可或缺的重要组成部分。
钢轨作为铁路运输系统的基础,起着承载和引导列车运行的关键作用。
本文将对钢铁工业中的钢轨应用进行深入分析,探讨其在铁路运输中的重要性、应用技术以及未来发展趋势。
1. 钢轨在铁路运输中的重要性钢轨作为铁路运输系统的基础设施,其质量和性能直接关系到列车的运行安全和效率。
首先,钢轨的承载能力决定了列车运输的负荷能力。
合理设计和选材的钢轨能够承受高强度、大负荷的列车运行,保障铁路系统的稳定运行。
其次,钢轨的稳定性是保证列车行驶安全的关键要素。
良好的钢轨设计和材料选择能够平衡轨道的垂向和水平变形,减少列车的摇摆和偏离轨道的情况,提高行车的平稳性和安全性。
此外,钢轨的耐磨性和耐腐蚀性也是在铁路运输中不可忽视的因素。
由于列车的运行摩擦和环境的影响,钢轨容易受到磨损和腐蚀,因此选用高耐磨、抗腐蚀的材料,或在表面进行特殊处理,能够延长钢轨的使用寿命,降低维护成本。
2. 钢轨应用技术分析随着科技的进步与创新,钢轨应用技术也在不断改进和推陈出新。
以下是几个常见的钢轨应用技术:2.1 热轧钢轨技术热轧钢轨技术是目前应用最广泛且成熟的钢轨制造技术。
它通过加热、轧制和冷却的工艺,使得钢轨具有较高的强度和稳定性。
热轧钢轨还能够在制造过程中实现可控调质,提高耐磨性和韧性,增加钢轨的使用寿命。
2.2 淬火钢轨技术淬火钢轨技术是近年来的一项技术突破,其通过在热轧钢轨成型后进行快速冷却,产生细小的晶粒和均匀的组织结构,从而提高钢轨的强度和韧性。
淬火钢轨不仅可以提升承载能力,还能够减少断轨事故的发生率,提高运输安全性。
2.3 硬轨与软轨技术硬轨与软轨是钢轨技术中的两个重要概念。
硬轨指的是具有高硬度和高强度的钢轨,其承载能力较高,更适合用于高速铁路等重载运输线路。
而软轨则是相对硬轨而言,具有较低硬度和较高韧性,适用于轻载和低速运输。
3. 钢轨应用的未来发展趋势钢铁工业作为重要的基础产业,其未来发展关系到国家经济的可持续发展。
轨梁生产
1951年重庆钢铁公司(简称重钢)试轧成功 38kg/m轨;1953年鞍钢开始生产43kg/m轨, 1956年开始生产50kg/m轨;1965年武钢开始生 产43kg/m轨及45kg/m轨;1970年包钢开始生 产50kg/m轨;1975年攀钢开始生产50kg/m矿 轨;1976年包钢试轧成功60 kg/m轨,1985年 试轧成功75kg/m;攀钢也于1979年试轧成功
轨梁生产 轨梁生产概述钢梁种类及生产 钢轨的诞生与发展 特点
钢轨生产工艺
H型钢生产
国内外钢轨生产车 间布置及孔型系统
国内外H型钢生 产工艺及设备概
况
焊接H型钢生产
1
轨梁生产概述
一、轧机布置种类及产品范围 1、轧机种类 横列式:包钢、攀钢、武钢、鞍钢(带开坯
或不带开坯)
(6)对于轴重大于20t的线路,则应采用耐
磨级钢轨。
15
钢轨的种类
钢轨自1767年发明至今,已经经历了230余年, 随着铁路技术的发展,钢轨的断面也经历从 平板形到T形又到U形的过程,直到1864年才
最后固定为工字形。
根据钢种和用途和力学性能进行分类
16
17
根据用途,现代钢轨可以分为三类
据历史记载,第一支木质轨首先应用在英国
东部煤矿的马车运输线上
6
7
世界铁路与中国铁路简史
1767年以前:世界上最早的铁路大约产生, 当时的铁路实际上是以马匹为动力的马车, 其车轮行走在木质轨道上的。这种铁路大约 持续了一百多年。
1829年:英国人史蒂文森设计的以蒸汽为动 力的机车的问世,以及在此前后出现的以轧 制方法生产的钢轨,使阻碍铁路发展的两大 问题获得解决,为铁路的迅速发展创造了条 件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
通过脱硫预处理、炉外精炼和真空脱气等先进设 备和技术,使钢质洁净。
采用连铸生产不仅提高金属收得率和成材率,更 重要的是提高了铸坯的质量。
钢坯冶炼和连铸系统
轨钢的转炉冶炼
轨钢的四流方坯连铸
2)钢轨轧制、精整和质量检测 钢 轨轧制 工艺流 程为: 连铸坯 ——步进 式加热 炉——高压水除鳞——万能轧机轧制——钢轨热 预弯——复合矫直——平直度在线检测——涡流 探伤——超声波探伤——外观检查——锯切、端 头精加工——入库。 步进式加热炉能使钢坯均匀加热;
U76NbRE热轧轨)、1080MPa级(欧洲320Cr 合金轨)、1180MPa级热处理钢轨(U75V, U76NbRE热处理钢轨等)。一般,强度等级 为1080MPa及以上的钢轨被称为耐磨轨。
3.2普碳钢轨及微合金钢轨
所谓普碳钢轨,即碳素钢轨。钢中碳含量随
强度等级的不同,在0.40~0.80%范围内变化
在繁忙重载铁路干线的直线上使用具有优势。
3.3合金钢轨
在钢中加入合金元素Si、Mn、Cr、Mo、V等, 起到固溶强化以及细化珠光体组织作用以提高强 度,这就是所谓的合金化强化。合金化强化的缺 点是在提高强度的同时,带来韧塑性的损失,恶 化了焊接性能。因此,强度等级为1180MPa的珠 光体型合金钢轨由于断裂韧性低,残余应力大, 该等级的合金轨在国外已基本上不再生产和使用。 目前,国外在小半径曲线上作为耐磨轨使用较多 的为1080MPa等级的合金轨。这样的合金轨焊接 后要采取缓冷措施,以保证焊接接头不出现有害 的马氏体组织。
高速铁路先进 技术及知识
赵婧 2010年09月
主要内容
国内外钢轨生产和使用
大 纲
1. 2. 3. 4. 5. 6. 国内外钢轨标准 钢轨的生产技术 轨钢的研究进展 钢轨的焊接体系 钢轨的合理使用 轮轨的硬度匹配
铁路运输是我国的主导运输方式,具有节能、环
保等优点,而钢轨是轨道交通的重要部件,承担
以及孔型法轧制生产,无论是钢质的洁净性还是
几何尺寸等均不够理想。
现代钢轨生产工艺主要体现在精炼、精轧、精整、
质量自动检测和长尺化生产等方面。钢轨的质量
比传统生产有大幅度的提高。
2.1 现代钢轨生产技术 1)钢坯生产 现代化钢轨生产一般采用精炼和连铸工艺进行, 工艺流程为:生铁脱硫预处理——氧气顶吹转炉 冶 炼 —— 除 渣 处 理 ——LF 炉 外 精 炼 —— 真 空 脱 气——连铸等。
级 的 U71Mn 、 980MPa 级 的 U75V( 原 PD3) 和
U76NbRE(原BNbRE)。 U71Mn钢轨在U74的基础上降低碳含量,增加锰 含量,标准规定为880MPa级,实际抗拉强度大 于930MPa以上,有较好的焊接性能。
U75V(原PD3)为攀钢研制的微合金钢轨,热轧
后其强度达到980MPa级,相对韧塑性差些,焊
1)ASTM A1-00美国材料试验协会制定的第一个标 准就是钢轨技术条件,现行的标准为2000年版。
美国铁路工程保养协会(AREMA)钢轨技术条件:
较好的反映了重载铁路对钢轨的要求。对1993版
、2002版、2004最新版均进行了跟踪翻译。
2)前苏联/俄罗斯钢轨标准: ГOCT 24182-80,热轧钢轨(前苏联标准) ГOCT 18267-82; 热处理钢轨(前苏联标准) ГOCT P 51685-2000:有较大的修改(俄罗斯标 准)。
8)《250km/h和350km/h客运专线钢轨检验及验
收暂行标准》(铁建设函[2005] 402号):
为监督钢轨的生产质量而制定。适用于客 运专线钢轨的用户检验。
9)《TB/T2344-2003 :43kg/m~75kg/m热轧钢轨 订货技术条件》: 适用于时速160km/h以下既有线用的热轧钢轨 。目前铁路每年约70~100万吨大修和维修用轨均 采用该标准生产和采购。该标准以欧洲钢轨标准 为采标对象,并兼顾到目前我国钢轨生产厂正在 进行技术改造的实际情况而制定。有的指标低于 《250km/h客运专线60kg/m钢轨暂行技术条件》。
采用多级高压水除鳞,可以保证钢轨的表面质量; 用万能轧制技术生产,可保证钢轨的几何尺寸精 度、是现代钢轨生产的标志之一。
采用热预弯,可减少残余应力和矫直噪音。
采用万能轧机轧制钢轨
钢轨热预弯
钢轨热预弯
钢轨平立复合矫直
激光辅助四面液压矫直
3)钢轨质量检测
质量检测一般采用集中布臵,包括平直度激光自 动检测;涡流探伤;超声波探伤;表面质量在线 肉眼检查等。
接范围较窄。
U76NbRE(原BNbRE)为包钢研制的微合金钢轨。
热轧后强度达到980MPa级。由于铌和稀土的作
用,其韧塑性尤其低温韧性相对较好。
980MPa级的钢轨经过近10年的使用以及完善, 由于强度等级较高,其耐磨性能明显要好于 780~880MPa级的U74和U71Mn钢轨。U75V(原PD3) 经1998年调整化学成分后,韧塑性有明显提高,
10)《TB/T2635-2004 热处理钢轨技术条件》:
适用于既有线用的热处理钢轨。
以上标准均收集在《国内外最新钢轨标准汇编 》 (2004年版、周清跃主编译)以及《现代铁路 钢轨标准汇编》( 2005年版、周清跃主编译) 中。
二、 钢轨的生产
钢轨的传统生产工艺大致可分为三个部分,即冶
炼、轧制和精整。以前钢轨采用平炉冶炼、模铸
着引导车轮、传递载荷的功能。
我国铁路用钢轨主要由攀钢、鞍钢、包钢生产;
钢轨轨型有50kg/m、60kg/m和75kg/m;在繁忙干
线上主要铺设60kg/m钢轨,在大秦等重载铁路上
铺设75kg/m钢轨;钢轨定尺长度为25m,近年来
正在大力发展100m长定尺钢轨。
近年来我国铁路每年钢轨用量约100~150万吨,
3.4 热处理钢轨
研究表明,细化轨钢珠光体组织,不仅可以提 高其强度而且改善其韧塑性能,这可以通过钢 轨热处理的方法得以实现。 所谓热处理就是通过控制加热和冷却过程,改 变金属的组织结构,使其具备优良的性能。 我国钢轨热处理技术的研究始于20世纪60年代 中期,80年代中发展较快。目前攀钢可年产10 万吨以上的在线热处理钢轨。包钢可年产2万吨 以上的离线热处理钢轨。铁路部门可生产部分 离线热处理钢轨。
高速铁路。我国铁路颁布的系列钢轨标准均以该
标准为采标对象,并兼顾国内的具体实际制定的。
6)欧洲道岔钢轨标准: prEN13674-2:2003(E) 本标准规定了欧洲铁路用道岔钢轨的有关要求。
以上标准大部分中文稿均收集在《国内外最新钢
轨标准汇编》 (2004年版、周清跃主编译)以及
《现代铁路钢轨标准汇编》( 2005年版、周清跃
件(科技基[1999]01号):原用于秦沈客运专线
综合试验段进口钢轨。
3)时速200公里客运专线60AT钢轨暂行技术条件 (科教基[2000]41号):用于秦沈客运专线。 4) 时速200公里客运专线60AT钢轨焊接暂行技术 条件(科教基[2000]41号):用于秦沈客运专线。 5)《250km/h客运专线60kg/m钢轨暂行技术条件 》 ( 铁 科 技 函 [2005]298 号 ) : 适 用 于 新 建 250km/h客运专线。该技术条件以欧洲钢轨标准 为采标对象,采用欧洲标准中规定的B级平直度 及几何尺寸的要求,并在试验方法等方面兼顾国 内习惯。
主编译)中。
1.2 国内钢轨标准
自1998年修建秦沈客运专线以来,铁道部根据
铁路发展的需要,并兼顾国内钢轨生产的实际, 先后颁布了10余个钢轨暂行技术条件和标准,涵 盖了250km/h和350km/h客运专线、时速160公里 以下既有线以及时速200公里提速线路用的热轧 钢轨、热处理钢轨以及道岔用钢轨。
攀钢已于2003年底完成了钢轨连铸生产和精 加工的技术改造,2004年底完成了万能法轧制生 产100m长定尺钢轨的技术改造, 首批生产的10余 公里100m长定尺钢已在陇海线铺设上道。 包钢在1998年完成了轨钢精炼生产技改的基 础上、2002年完成了钢轨的精整改造,2006年完 成了万能法轧制100m长定尺钢轨的技术改造。 武钢也正在进行钢轨生产的现代化技术改造。
三 轨钢的研究及进展
3.1钢轨的分类
按轨钢的化学成分,可分为碳素钢轨(钢中无 合金元素加入,又称普通钢轨)、微合金钢轨 (钢中加入微量合金元素如V、Nb、Ti等)、低 合 金 钢 轨 ( 如 钢 中 加 入 0.80~1.20 % Cr 的 EN320Cr)。
按交货状态可分为热轧钢轨和热处理钢轨。
2.3 与国外先进国家的差距
国内钢厂在完成技术改造后,在钢轨生产设备
方面已处于世界先进水平,但是,真正生产出
具有世界一流水平的钢轨,国内钢厂还有待努
力,尤其在轨钢内部纯净度、钢轨的表面质量
以及钢轨质量的稳定性、合格率等方面。目前,
攀钢100m长定尺生产的合格率已达到90%以上,
包钢达到70%以上,鞍钢达到60%以上。
6)《350km/h客运专线60kg/m钢轨暂行技术条件
》(铁科技[2004]120号):
适用于新建350km/h客运专线。该技术条件
以欧洲钢轨标准为采标对象,采用欧洲为顶极标准
),并在试验方法等方面兼顾国内习惯。
7)《客运专线60AT钢轨暂行技术条件》(铁科 技函[2005] 101 号) 适用于新建客运专线。该标准以欧洲道岔钢 轨标准为采标对象,结合国内钢种以及试验方法 等方面的国内习惯制定。
到2010年将达到200多万吨。仅钢轨材料费就需
耗资45~90亿元;因此,在钢轨生产和使用方面
取得的任何技术进步,均将产生很大的社会经济
效益。
一、 国内外钢轨标准
标准是制高点。钢轨标准是钢轨生产技术进步的
反映,也是铁路发展需要的体现。
标准的起草和制定从一个侧面反映了一个单位在