钢筋焊接接头检验报告
钢筋焊接检验报告

钢筋焊接检验报告津资Y-S-02委托单位:来样日期:2013-5-31检验编号:报告日期:2013-6-6工程名称使用部位单体楼三层梁试件编号焊接方法接头型式连接钢筋直径(mm)连接钢筋牌号焊条类型2013-2001618 单面搭接焊/ 25-25 J502 操作者代表数量(个)检验日期检验依据检验形式检验条件200 2013-6-6 JGJ18-2012 / 室温(℃):18仪器编号:020-003检验项目钢筋牌号直径(mm)拉伸试验弯曲检验抗剪检验抗拉强度(MPa)破坏部位弯心D=d角度°破坏个数<2个且裂纹<0.5mm抗剪力指标(N)标准要求HRB335 25-25 ≥540 焊缝外断不少于2个/ / /检验结果HRB335 25-25 610母材塑断距焊口63mm/ / / HRB335 25-25 630母材塑断距焊口58mm/ / / HRB335 25-25 600母材塑断距焊口53mm/ / / / / / / / / / / / / / / / / / / / /结论依据JGJ18-2012标准,该样品所检项目符合热轧带肋钢筋HRB400E单面搭接焊接头标准要求。
备注抽样单位:抽样人:见证单位:见证人:检验单位:天津中铁信达工程检测技术有限公司批准:审核:编写:注1、试验报告未加盖“试验报告专用章”无效。
2、复制报告未重新加盖“试验报告专用章”或涂改意3、试验报告无试验审核负责人签字无效。
4、委托试验仅对来样负责。
见证试验另加盖见证章。
事5、委托方对试验结论有异议,在应收到试验报告之日内向试验单位提出,逾期不予受理。
项检验单位地址:电话:传真:。
钢筋焊接工艺试验报告
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点 (1)1.1 工程概况 (1)1.2 编制依据 (1)1.3本工程钢筋焊接情况特点 (2)第2章钢筋电弧焊工艺性能试验要求 (4)2.1 试验目的 (4)2.2 施工准备 (4)2.3 操作工艺: (5)2.4 电弧焊焊接工艺性试验结论 (8)第3章钢筋电渣压力焊工艺性能试验要求 (9)3.1 试验目的 (9)3.2 施工准备 (9)3.3 操作工艺: (10)3.4 电渣压力焊焊接工艺性试验结论 (12)第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13)4.1 试验目的 (13)4.2 施工准备 (13)4.3 操作工艺: (14)4.4 电弧焊焊接工艺性试验结论 (17)第1章工程概况及专业工程特点1.1 工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-20111.3本工程钢筋焊接情况特点1.3.1 本工程设计采用的钢筋牌号与规格序号钢筋牌号钢筋直径(mm)使用部位/用途1 □ HPB3002 □ HRB335 □ HRB335E3 □ HRB400 □ HRB400E4 □ HRB500 □ HRB500E1.3.2 本工程计划采用的钢筋焊接方式序号焊接方法接头形式规范允许的适用范围钢筋牌号钢筋直径(mm)1 闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E8-228-408-408-402 箍筋闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E6-186-186-186-183电弧搭接焊(双面焊、单面焊)HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E10-2210-4010-4010-324 电渣压力焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E12-2212-3212-3212-32备注:1.电弧焊含焊条电弧焊和二氧化碳砌体保护电弧焊。
钢筋焊接工艺试验报告 (1)
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》《钢筋混凝土用钢第1部分热轧光圆钢筋》《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-2011本工程钢筋焊接情况特点本工程设计采用的钢筋牌号与规格本工程计划采用的钢筋焊接方式各钢筋牌号,规范允许采用的电弧焊焊条情况第2章钢筋电弧焊工艺性能试验要求钢筋焊条电弧焊是以焊条为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
试验目的(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电弧焊的主要设备是交流电焊机。
其各种参数见下表:人员配置:电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。
0616钢筋焊接接头检验报告

委托编号
第1页/共1页
收样日期 检测日期 报告日期 检验性质
钢筋牌号
取样人
姓名 编号 姓名 见证人 编号
公称直径(mm) 钢筋批号 焊工姓名
代表批量(个) 环境温度(℃)
----检验结果 -- 试件2 试件3
备注
检验单位 (盖章)
批准
审核
检验
钢筋焊接接头检验报告
检验编号 工程名称 委托单位 见证单位 使用部位 样品来源 焊接方式 样品描述 钢筋厂家 焊工证号 检验设备 检验依据 检 验 结 果 拉伸试验 标准要求 公称直径 抗拉强度 (mm) 试件编号 试件1 试件2 试件3 检验结论 --(MPa) 断裂位置 ----断裂特征 ----弯曲试验
钢筋焊接接头试验方法标准

钢筋焊接接头试验方法标准钢筋焊接接头试验方法标准是对钢筋焊接接头进行检测和评定的规范,其目的是为了确保钢筋焊接接头的质量和可靠性,保证其在工程施工中的安全可靠性。
本文将针对钢筋焊接接头试验方法标准进行详细介绍,以便于工程技术人员和相关人员能够准确理解和执行。
一、试验前准备。
在进行钢筋焊接接头试验之前,首先需要对试验设备进行检查和校准,确保设备的准确性和稳定性。
同时,需要对试验样品进行准备,包括钢筋焊接接头的制作和标识,以及试验样品的数量和位置布置等。
二、试验项目及方法。
1. 视觉检查,通过裸眼或辅助工具对钢筋焊接接头进行外观检查,包括焊缝形状、焊接质量、气孔、夹渣、裂纹等情况的检查。
2. 强度试验,采用拉伸试验或弯曲试验对钢筋焊接接头进行强度检测,评定其承载能力和稳定性。
3. 延性试验,通过冲击试验或冷弯试验对钢筋焊接接头的延性进行检测,评定其在外力作用下的变形和破坏情况。
4. 金相组织分析,对钢筋焊接接头进行金相组织分析,观察焊缝和母材的组织结构和相变情况,评定其组织性能和热影响区情况。
5. 耐蚀性试验,通过盐雾试验或化学腐蚀试验对钢筋焊接接头进行耐蚀性检测,评定其在腐蚀介质中的抗蚀性能。
三、试验结果评定。
根据试验项目和方法对钢筋焊接接头进行检测后,需要对试验结果进行评定和分析。
对于合格的接头,应当进行标识和记录,并可以进行进一步的工程应用;对于不合格的接头,应当进行原因分析和处理措施,并可以进行重新试验或修复处理。
四、试验报告。
完成钢筋焊接接头试验后,需要编制试验报告,对试验过程、试验结果、评定意见等进行详细记录和总结,以便于后续工程施工和验收使用。
结语。
钢筋焊接接头试验方法标准对于保障工程质量和安全具有重要意义,因此在进行试验时需严格按照标准要求进行操作,确保试验结果的准确性和可靠性。
同时,工程技术人员和相关人员应当不断学习和掌握最新的试验方法和技术,以便更好地应用于工程实践中。
钢筋焊接接头报验表
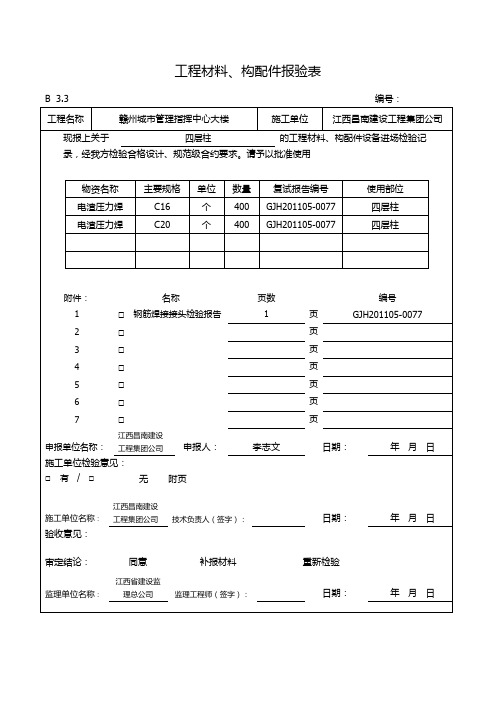
B 3.3编号:
工程名称
赣州城市管理指挥中心大楼
施工单位
江西昌南建设工程集团公司
现报上关于
四层柱
的工程材料、构配件设备进场检验记
录,经我方检验合格设计、规范级合约要求。请予以批准使用
物资名称
主要规格
单位
数量
复试报告编号
使用部位
电渣压力焊
C16
个
400
GJH201105-0077
四层柱
电渣压力焊
C20
个
400
GJH201105-0077四层柱附件:名称页数编号1
□
钢筋焊接接头检验报告
1
页
GJH201105-0077
2
□
页
3
□
页
4
□
页
5
□
页
6
□
页
7
□
页
申报单位名称:
江西昌南建设工程集团公司
申报人:
李志文
日期:
年月日
施工单位检验意见:
□有/□
无附页
施工单位名称:
江西昌南建设工程集团公司
技术负责人(签字):
日期:
年月日
验收意见:
审定结论:
同意
补报材料
重新检验
监理单位名称:
江西省建设监理总公司
监理工程师(签字):
日期:
年月日
钢筋(焊接、机械连接)力学性能检验
若试验结果不合要求,应再取双倍数量的试件进行复验。
电渣压力焊
拉伸试验
一组3个
从每批接头中随机切取3个接头作为试件,试件尺寸不小于(8d+240)mm。
拉伸、弯曲试件各3个
从每批接头中随机切取6个试件,试件尺寸不小于(8d+240)mm。
以同一焊工完成的300个同级别、同直径钢筋焊接接头为一批,若一周内累积不足300个接头,按一批计。
若试验结果不合要求,应再取双倍数量的试件对不合格项目复验。
电弧焊
拉伸
试验
一组3个
从成品接头中每批随机切取3个接头作为试件。双面焊试件尺寸不小于(8d+焊缝长度+240)mm;单面焊试件尺寸不小于(5d+焊缝长度+240)mm。
同类型以300个接头作为一批;一周内连续焊接的可累计,不足者按一批计。
当有1个试件的抗拉强度不符合时,应再取6个进行复检。复检仍不符合时,该批为不合格品。
钢筋机械连接接头(钢筋锥螺纹、直螺纹接头,带肋钢筋套筒挤压连接接头)
单向拉伸试验
一组3个
从每批中随机抽取3个试件做试验。
同一施工条件下,采用同一批材料的同等级、同型式、同规格接头以500个为一批,不足者按一批计。
(CRB…)
屈服强度、抗拉强度、断后伸长率、弯屈等
拉伸试验每盘1个;弯曲试验每批2个
试样在每(任)一盘中的任意一端截去500mm后切取,拉伸500mm,冷弯400mm。
以同一牌号、同一厂家、同一炉罐号、同一规格、同一进场时间的不大于50t的钢筋为一批,拉伸试样应逐盘抽样。
钢筋接头试验检测报告
钢筋接头试验检测报告
试验室名称: 施工单位 工程名称 使用桩号、部位 试验依据 样品描述 主要仪器设备及编号 生产厂家 接头形式 牌号 公称直径 (mm) 抗拉强度(MPa) 技术指标 检测结果 590 双面搭接焊 HRB400E 25 ≥540 590 585 代表数量 300个 断裂位置 钢筋母材 钢筋母材 钢筋母材 焊工姓名 性质描述 延性断裂 延性断裂 延性断裂 证书编号 弯曲结果 K1283+200~K1299+600桥梁、涵洞、通道工程 JGJ/T 27-2014 焊缝密实平整,无肉眼可见裂纹、无咬边、无夹渣、无气孔 监理单位 样品编号 样品名称 判定依据 LN№5-201611-GJJ.YP-13 焊接钢筋 JGJ 18-2012
Байду номын сангаас
JB011002 报告编号: LN№5-201611-GJJ.BG-13
结果判定
合格
检测结论:经检测,编号为LN№5-201611-GJJ.YP-13的样品符合JGJ 18-2012中的技术要求。 监理试验工程师意见: 签字: 试验: 审核: 签发: 日期: 2016-11-28 日期: (专用章)
钢筋焊接工艺试验总结报告
XXX工程钢筋焊接工艺性试验总结报告批准:审核:编制:XXX项目部二零一三年十二月目录一、工程概况 (3)二、试验目的、适用范围 (3)三、试验依据 (3)四、施工准备 (3)五、试验操作工艺 (4)六、抽样检查 (4)七、钢筋电弧焊质量标准 (6)八、施工注意事项 (7)钢筋电弧焊工艺试验总结报告一、工程概况二、试验目的、适用范围通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。
本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作安装施工。
三、试验依据(1)《钢筋焊接及验收规程》JGJ 18-2003;(2)《混凝土工程施工质量验收规范》GB50204-2010。
四、试验准备1、材料(1)钢筋钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。
(2)焊条焊条采用J422焊条,产品合格证齐全。
2、设备机具砂轮切割机、钢筋弯曲机、交流弧电焊机等。
3、人员配备焊工1名、试验人员2名、电工1名、钢筋工2名。
五、试验操作工艺1、工艺流程:准备工作→选择焊接参数→施焊操作→质量检验 搭接焊接头形式见下图:搭接焊工艺(1) 钢筋搭接长度应符合见下表:HRB335单面焊≥10d双面焊≥5d注:d 为主筋直径(mm)(3)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合。
(4)搭接焊接头的焊缝厚度s 不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见下图:(a ) 双面焊;(b )单面焊:b 一焊缝宽度;s 一焊缝厚度;d 一钢筋直筋;l 一搭接长度 d 一钢筋直径2、操作方法 (1)准备工作检查电源、焊机、试焊钢筋、焊条等设备材料准备齐全,具备施焊条件。
(2)选择焊接参数根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条、焊接层数、焊接电流,保证焊缝和钢筋融合良好。
钢筋焊接接头力学性能检验报告
合格
200个接头
GH0803252
20081113
7
HRB335
Φ25
合格
合格
200个接头
GH0803253
20081113
8
HRB335
Φ25
合格
合格
200个接头
GH0803365
20081125
9
HRB335
Φ25
合格
合格
200个接头
GH0803366
20081125
10
HRB335
Φ25
合格
Φ16
合格
合格
200个接头
GH0803363
20081125
9
HRB335
Φ16
合格
合格
200个接头
GH0803364
20081125
钢筋焊接接头力学性能检验报告
序号
牌号
规格
拉伸试验
弯曲试验
代表数量
试验编号
报告日期
备注
1
HRB335
Φ25
合格
合格
200个接头
GH0803170
20081107
2
HRB335
4HRB335源自Φ16合格合格200个接头
GH0803359
20081125
5
HRB335
Φ16
合格
合格
200个接头
GH0803360
20081125
6
HRB335
Φ16
合格
合格
200个接头
GH0803361
20081125
7
HRB335
Φ16
合格
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢筋焊接接头检验报告
委托编号:
技术负责人:校核人:检验人:
钢筋焊接接头检验试验样品送样注意事项
钢筋闪光对焊焊接接头拉力和冷弯试件取样长度与钢筋原材相同。
闪光对焊接头:同一台班内,由同一焊工完成的300个同牌号、同直径钢筋焊接接头应作为一批。
当同一台班内焊接的接头数量较少,可在一周之内累积计算;累计仍不足300个接头时,应按一批计算。
力学性能检验时,应从每批接头中随机切取6个接头,其中3个做拉伸试验,3个作弯曲试验。
弯曲试验用试件应将受压面的金属毛刺和镦粗变形部分去除,与母材的外表齐平。
电弧焊接头、电渣压力焊接头、钢筋气压焊接头:在现浇混凝土结构中,应以300个同牌号钢筋、同型式接头作为一批;在房屋结构中,应在不超过二楼层中300个同牌号钢筋、同型式接头作为一批。
每批随机切取3个接头,做拉力试验。
样品标识必须填清楚工程名称、委托单位、使用部位、生产厂家、代表批量、强度代号、接头形式等信息。